Couverture et flux d'affinage pour les fours de maintien de l'aluminium joue un rôle décisif dans la qualité du métal, l'efficacité opérationnelle et l'optimisation du rendement - sans une gestion appropriée des flux, les fondus d'aluminium souffrent d'une oxydation excessive, d'une absorption d'hydrogène et d'une contamination par inclusion qui compromettent directement la qualité de la coulée en aval. Chez AdTech, nous avons beaucoup travaillé avec des installations de traitement de l'aluminium sur plusieurs continents, et les preuves convergent vers une seule conclusion : la sélection et l'application de la bonne chimie des flux n'est pas une considération secondaire - il s'agit d'une décision d'ingénierie fondamentale.
Si votre projet nécessite l'utilisation de Covering and Refining Flux, vous pouvez nous contacter pour un devis gratuit.
Qu'est-ce que le flux de couverture et d'affinage pour les fours d'attente en aluminium ?
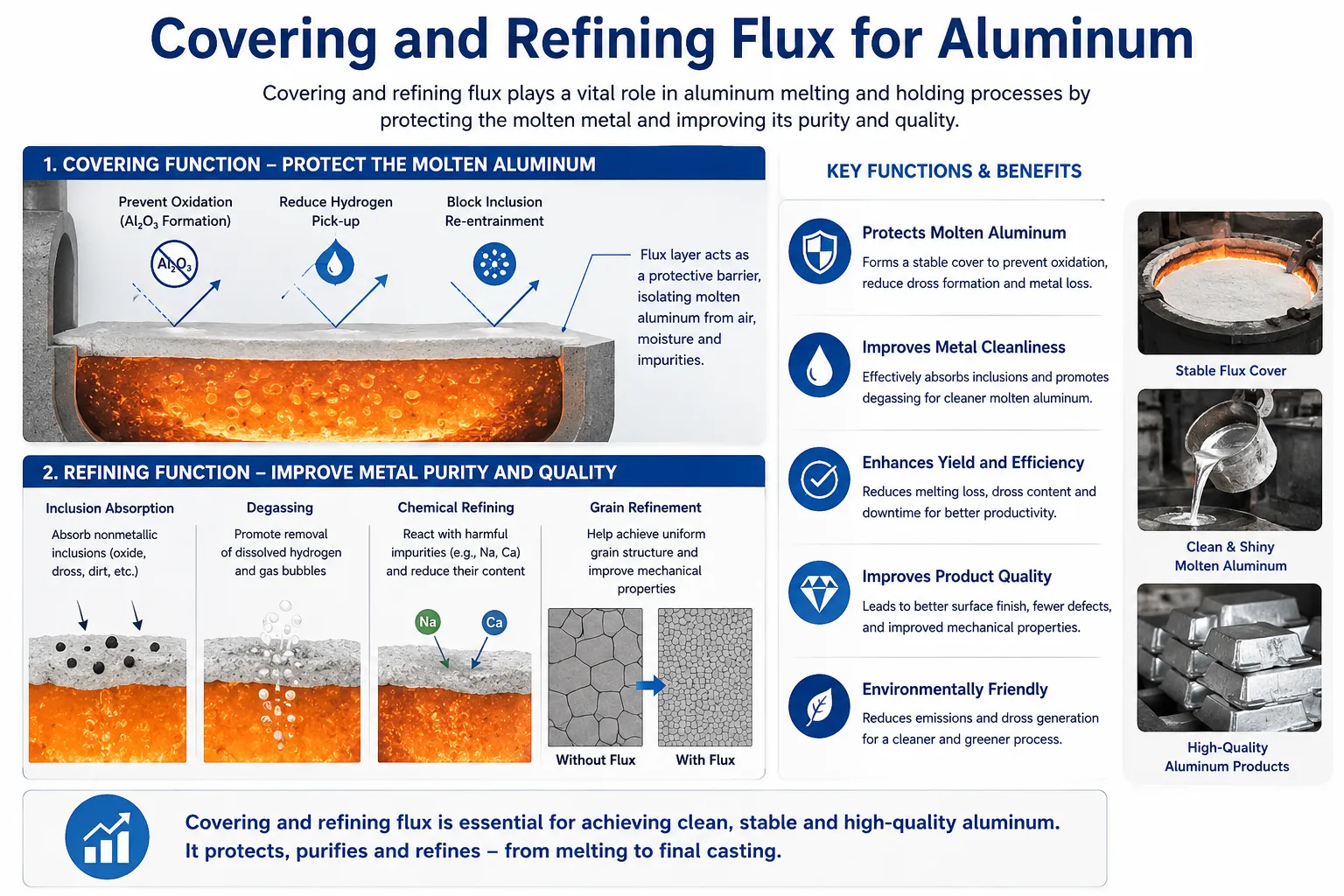
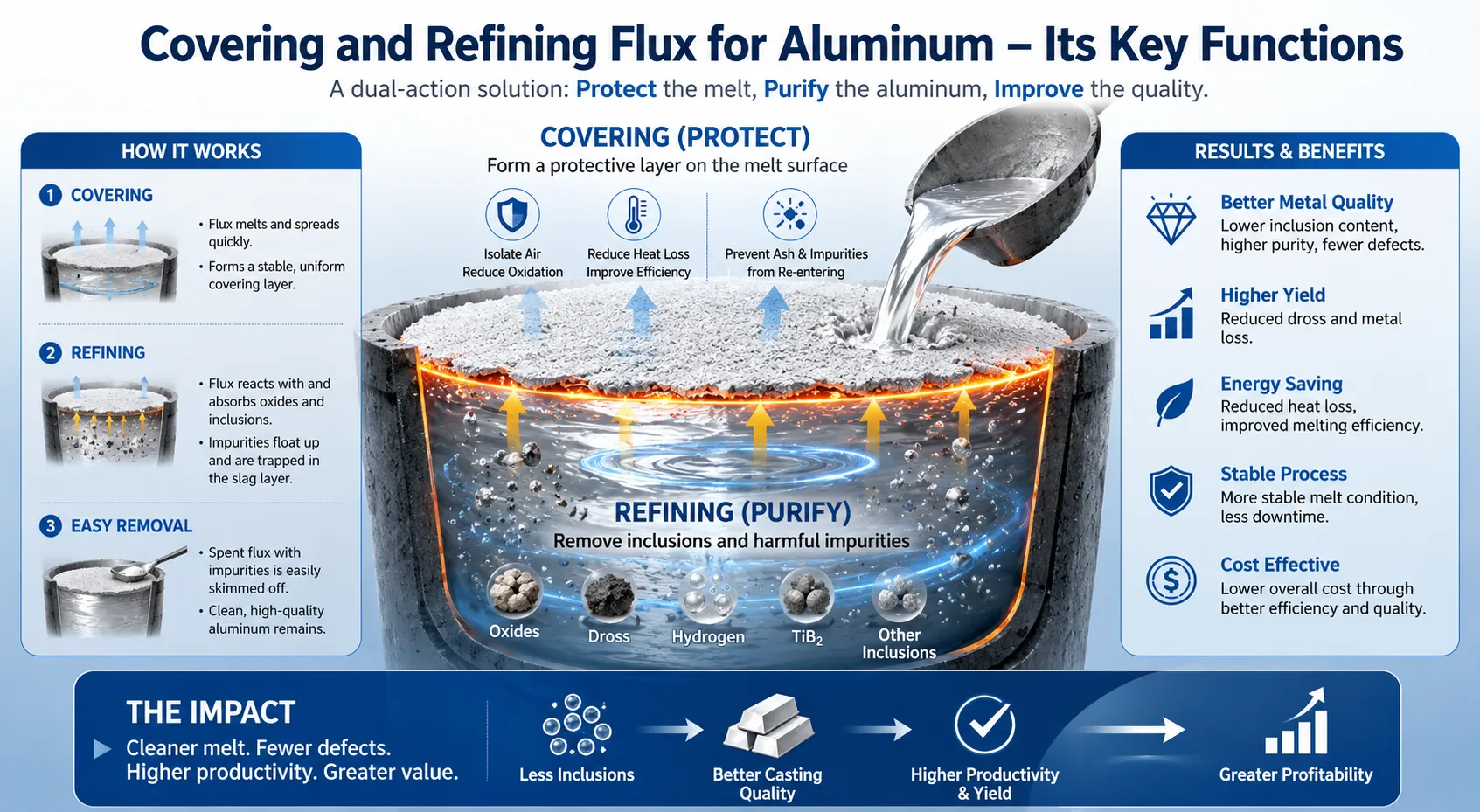
Les flux de couverture et d'affinage pour les fours de maintien de l'aluminium font référence à une catégorie de composés chimiques - généralement des mélanges de sels de chlorure et de fluorure - qui remplissent deux fonctions simultanées mais distinctes au cours du processus de maintien de l'aluminium en fusion. Le flux de couverture crée une couche protectrice sur la surface de l'aluminium en fusion, isolant physiquement le métal de l'oxygène et de l'humidité atmosphériques. Le flux d'affinage pénètre dans la masse fondue pour réagir chimiquement avec l'hydrogène dissous, les oxydes en suspension et les inclusions non métalliques, en extrayant ces contaminants du métal liquide et en les concentrant à la surface où ils peuvent être éliminés par écrémage.

Dans la pratique industrielle, de nombreuses formulations de flux combinent les deux fonctions en un seul produit - ce que l'industrie appelle un flux de recouvrement-raffinage ou un flux polyvalent. Ces produits à double action simplifient les opérations dans les environnements à haut débit tout en maintenant un contrôle métallurgique efficace.
A lire également : Quel est le flux utilisé pour l'aluminium ?
Nous classons les fondants de four de maintien dans une catégorie distincte de celle des fondants de four de fusion parce que les objectifs métallurgiques au stade du maintien sont très différents. Pendant le maintien, les principaux objectifs sont de maintenir la propreté du métal, d'empêcher la recontamination, de minimiser la perte de température et de préparer le métal pour la coulée. La chimie du flux doit donc être stable pendant des temps de maintien prolongés, ne pas être réactive avec les revêtements des fours et être capable de capturer de fines inclusions sans introduire de nouveaux contaminants.
| Fonction | Couvrir les flux | Flux d'affinage | Flux combiné |
|---|---|---|---|
| Rôle principal | Protection de la surface | Purification de la matière fondue | Les deux simultanément |
| Profondeur d'application | Couche de surface | Fusion en vrac | Surface + sous-sol |
| Type de réaction | Barrière physique | Réaction chimique | Physique + chimique |
| Taux d'ajout typique | 0,5-2 kg/tonne | 1-3 kg/tonne | 1-3 kg/tonne |
| Fréquence d'écrémage | Faible | Plus élevé | Modéré |
Pourquoi l'aluminium a-t-il besoin d'une protection par flux pendant la phase de maintien ?
L'aluminium en fusion est chimiquement agressif d'une manière que la plupart des non-spécialistes sous-estiment. À des températures comprises entre 680°C et 780°C - la plage de maintien typique de la plupart des alliages d'aluminium - le métal réagit presque instantanément avec l'oxygène atmosphérique pour former de l'oxyde d'aluminium (Al₂O₃). Cette réaction est thermodynamiquement favorable et essentiellement irréversible dans les conditions normales du four. Sans couverture de flux, une surface nouvellement écumée se ré-oxydera en quelques secondes.
La phase d'attente représente une période particulièrement vulnérable dans le processus de production de l'aluminium, et ce pour plusieurs raisons :
Durée d'exposition prolongée
Contrairement aux brèves fenêtres pendant le chargement ou le taraudage, l'aluminium dans un four d'attente peut rester en contact avec l'atmosphère du four pendant des heures. Chaque minute d'exposition sans protection contribue à l'épaississement de la peau d'oxyde, à l'accumulation d'hydrogène et à la formation progressive d'inclusions.
Risque lié à la solubilité de l'hydrogène et à la porosité
La solubilité de l'hydrogène dans l'aluminium est beaucoup plus élevée à l'état liquide qu'à l'état solide. Lorsque le métal se refroidit et se solidifie pendant la coulée, l'hydrogène dissous précipite sous forme de porosité gazeuse, créant des vides qui affaiblissent le produit final. Les principales sources de contamination par l'hydrogène pendant le maintien en température sont l'humidité atmosphérique, le dégazage des réfractaires et les matériaux de charge humides. Le flux de couverture réduit considérablement l'absorption d'hydrogène atmosphérique en limitant la zone de contact entre la surface de la fonte et l'atmosphère du four.
Contamination de l'inclusion
Les inclusions non métalliques - principalement des films d'oxyde d'aluminium, des spinelles, des carbures et des borures en fonction de la composition de l'alliage - agissent comme des concentrateurs de contraintes dans la coulée finale. Ces inclusions proviennent de matériaux de charge oxydés, de l'érosion des réfractaires et de la turbulence de la surface de la fonte. Le flux d'affinage mouille chimiquement et agglomère ces particules, ce qui les fait flotter à la surface.
Homogénéité de la température
La couverture du flux fournit également une isolation thermique, réduisant la perte de chaleur radiative de la surface de la matière fondue. Cela favorise l'uniformité de la température dans le bain du four, ce qui est essentiel pour assurer des conditions de coulée homogènes.
| Type de contamination | Origine pendant le maintien | Réponse au flux |
|---|---|---|
| Films d'oxyde d'aluminium | Oxydation de surface | Barrière de flux couvrante |
| Hydrogène dissous | Humidité, atmosphère | Purge au chlore gazeux (pour certains fondants) |
| Inclusions de spinelle | Oxydation des éléments d'alliage | Agglomération de flux de raffinage |
| Métaux alcalins (Na, Ca) | Impuretés des matières premières | Fluxage réactif |
| Particules réfractaires | L'érosion | Flux de mouillage et de flottation |
En quoi les flux de couverture diffèrent-ils des flux d'affinage ?
La compréhension de la distinction mécanique entre ces deux catégories de flux est essentielle pour toute personne responsable de la gestion de la qualité de la fonte ou de l'approvisionnement en flux.
Le mécanisme d'action du flux de couverture
Le flux de recouvrement fonctionne principalement selon des principes physiques. Lorsqu'ils sont appliqués à la surface de la fonte, les composants du flux - généralement des sels de chlorure à bas point de fusion tels que le chlorure de potassium (KCl) et le chlorure de sodium (NaCl) - fondent et s'étalent sur la surface de l'aluminium en formant une couche liquide ou semi-liquide continue. Cette couche accomplit trois choses simultanément :
- Il empêche physiquement l'oxygène et l'humidité d'atteindre la surface du métal.
- Il dissout chimiquement la peau d'oxyde d'aluminium déjà formée, réduisant ainsi sa viscosité et facilitant son élimination.
- Il agit comme un isolant thermique, réduisant les pertes de chaleur par rayonnement.
L'efficacité d'un flux de couverture est mesurée par sa capacité à mouiller la surface d'oxyde d'aluminium, son coefficient d'étalement sur l'aluminium fondu et sa stabilité aux températures de fonctionnement. Un bon flux de recouvrement a un point de fusion inférieur à la température de maintien de l'aluminium, une grande stabilité chimique et de fortes caractéristiques de mouillage de la surface.
Le mécanisme d'action du flux d'affinage
Le flux d'affinage fonctionne grâce à une combinaison de mécanismes chimiques et physiques. Les composants réactifs - principalement des sels de fluorure tels que la cryolithe (Na₃AlF₆), le fluorure de calcium (CaF₂) ou des composés fluorés synthétiques - interagissent avec l'hydrogène dissous, les impuretés de métaux alcalins et les inclusions en suspension.
Les composants chlorés des flux d'affinage génèrent de petites quantités de chlore gazeux lorsqu'ils entrent en contact avec l'aluminium en fusion. Ces bulles de gaz s'élèvent dans la masse fondue et chaque bulle agit comme un support de micro-flottation, recueillant les inclusions en suspension et l'hydrogène dissous au fur et à mesure qu'elle s'élève. Ce mécanisme est analogue à la flottation par mousse industrielle utilisée dans le traitement des minerais, mais il fonctionne à l'échelle microscopique dans un environnement de métal en fusion.
Les composants fluorés réagissent préférentiellement avec les métaux alcalins - sodium, calcium, lithium - qui sont des contaminants courants dans l'aluminium secondaire provenant des déchets de post-consommation. Ces réactions convertissent les métaux alcalins en composés fluorés insolubles qui deviennent partie intégrante des crasses de flux.
Pourquoi les deux fonctions sont-elles nécessaires ?
Dans un environnement de four de maintien, aucune de ces deux fonctions n'est suffisante. Un flux de couverture sans capacité d'affinage protégera contre les nouvelles contaminations, mais ne pourra pas éliminer les inclusions déjà présentes dans la matière fondue. Un flux d'affinage sans couverture appropriée purifiera la matière fondue mais la laissera immédiatement vulnérable à la réoxydation après le traitement. C'est la raison pour laquelle l'industrie de l'aluminium s'est largement orientée vers des produits combinés de flux de couverture et de flux d'affinage pour les applications de fours de maintien.
Quels sont les principaux composants chimiques du flux des fours de maintien de l'aluminium ?
La chimie du flux de maintien de l'aluminium reflète des décennies d'affinement de l'ingénierie métallurgique. Nous pouvons diviser les catégories d'ingrédients en composants actifs primaires et en modificateurs de performance secondaires.
Systèmes à base de sel de chlorure
Le système de sels de chlorure constitue la base structurelle de la plupart des flux de maintien de l'aluminium. Le chlorure de potassium et le chlorure de sodium, dans différents rapports, forment des mélanges eutectiques dont les points de fusion sont nettement inférieurs à celui de l'aluminium, ce qui garantit que le flux est entièrement liquide et mobile aux températures de maintien. Le mélange eutectique de KCl et de NaCl (environ 50:50 en poids) fond à environ 657°C, ce qui le rend idéal pour les applications en aluminium.
Ces sels de chlorure fournissent :
- Faible viscosité à la température de fonctionnement pour un bon étalement.
- Stabilité chimique en l'absence d'humidité.
- Réactivité modérée avec les films de surface d'oxyde d'aluminium.
- Bonnes caractéristiques de mouillage contre les surfaces oxydées.
Additions de composés fluorés
Les ajouts de fluorures augmentent considérablement la capacité fonctionnelle du système de chlorure de base. Les composants fluorés les plus courants sont les suivants
Cryolite (Na₃AlF₆): Un minéral naturel et un produit synthétique qui dissout l'oxyde d'aluminium plus efficacement que les chlorures seuls. La cryolite abaisse le point de fusion du mélange de flux et améliore sa capacité de dissolution de l'oxyde d'aluminium.
Fluorure de calcium (CaF₂/Fluorspar): Augmente la fluidité du flux, améliore le comportement de mouillage contre les surfaces d'oxyde et contribue à l'élimination des métaux alcalins par des réactions d'échange de fluorure.
Fluorure d'aluminium (AlF₃): Très réactif avec les contaminants alcalins. Particulièrement utile lors du traitement de l'aluminium à partir de déchets contaminés à forte teneur en sodium.
Fluorure de magnésium (MgF₂): Utilisé dans les systèmes d'alliages contenant du magnésium où la chimie des fluorures doit être compatible avec la composition de l'alliage.
Additifs de spécialité et modificateurs de performance
Les flux commerciaux modernes intègrent des composants supplémentaires qui optimisent les performances pour des applications spécifiques :
| Type d'additif | Exemple chimique | Fonction |
|---|---|---|
| Agents oxydants | MnO₂, KNO₃ | Promouvoir la séparation des crasses |
| Agents mouillants | Divers composés fluorés | Améliorer le mouillage des oxydes |
| Tampons thermiques | Sels réfractaires à haute fusion | Prolonger la durée de vie des flux |
| Agents anti-agglomérants | Divers | Prévenir l'agglutination des flux de stockage |
| Modificateurs de densité | Mélanges à densité corrigée | Contrôle de la position de la couche de flux |
Ce qu'il faut éviter dans la chimie des flux
Toutes les compositions de flux ne conviennent pas à toutes les applications. Les flux contenant de fortes concentrations de sodium peuvent provoquer un empoisonnement au sodium dans les alliages contenant du magnésium (en particulier A356, A380 et autres alliages de fonderie similaires). Des concentrations de sodium supérieures à 5 ppm dans les alliages aluminium-silicium provoquent une inversion de la modification eutectique, ce qui dégrade les propriétés mécaniques. Les équipes chargées des achats doivent vérifier que la teneur en sodium des flux est contrôlée lorsqu'elles travaillent avec des alliages sensibles à la modification.
Quelles sont les méthodes d'application du flux qui produisent les meilleurs résultats métallurgiques ?
La technique d'application est aussi importante que la chimie des flux. Nous avons observé de nombreux cas où d'excellentes formulations de flux ont donné des résultats décevants en raison de mauvaises pratiques d'application. La méthode d'application du flux détermine l'efficacité avec laquelle les composants actifs entrent en contact avec la contamination cible.
Application manuelle en surface
La méthode la plus simple consiste à répandre manuellement du flux en poudre ou en granulés sur la surface de la matière fondue à l'aide d'une poche perforée, d'un épandeur de flux ou d'un distributeur pneumatique. Cette technique convient aux fours de maintien de petite à moyenne taille et aux opérations par lots.
Bonnes pratiques pour l'application manuelle de produits de surface :
- Appliquer le flux uniformément sur toute la surface de la fonte à raison de 1 à 3 kg par tonne d'aluminium.
- Laisser le flux fondre et s'étaler pendant 5 à 10 minutes avant de l'agiter ou de l'écrémer.
- Préchauffer le matériel d'application du flux pour éviter tout choc thermique ou toute contamination par l'humidité.
- Utiliser un équipement de protection comprenant des écrans faciaux, des gants résistants à la chaleur et une protection respiratoire.
Systèmes d'injection de poudre
Pour les grands fours de maintien et les opérations de coulée continue, systèmes d'injection de poudre délivrent le flux d'affinage directement dans la masse fondue au moyen d'une lance insérée sous la surface du métal. Cette méthode crée un contact intime entre le flux et la masse fondue, ce qui améliore considérablement l'efficacité de l'affinage.
Avantages de l'injection de poudre :
- Distribution plus uniforme du flux dans tout le volume de la matière fondue.
- Surface de contact plus élevée entre le flux et les inclusions.
- Consommation de flux réduite par rapport à une application en surface pour des résultats métallurgiques équivalents.
- Résultats de traitement cohérents et reproductibles, moins dépendants de la technique de l'opérateur.
Le flux est généralement fluidifié par un gaz porteur (azote ou argon) et injecté à travers une roue rotative ou une lance statique à des taux contrôlés. Le positionnement de la lance, le débit du gaz porteur et le taux d'injection doivent être optimisés pour chaque géométrie de four.
Dégazage rotatif avec injection de flux
L'approche la plus sophistiquée combine le dégazage rotatif et l'injection simultanée de flux. La roue rotative crée de fines bulles de gaz qui transportent à la fois le chlore injecté et les particules de flux dans tout le volume de la matière fondue, tout en brisant mécaniquement les films d'oxyde. Cette approche combinée permet à la fois l'élimination de l'hydrogène et la flottation des inclusions en un seul cycle de traitement.
Paramètres de dégazage rotatif influant sur la performance du flux :
- Vitesse du rotor : généralement de 200 à 600 tr/min en fonction de la taille du four.
- Débit de gaz : 0,1-0,5 Nm³/minute.
- Durée du traitement : 10 à 30 minutes en fonction du volume de fusion et de l'objectif de propreté.
- Taux d'injection de flux : 0,5-2 kg/tonne en fonction du niveau de contamination de la matière fondue.
| Méthode d'application | Taille typique d'un four | Efficacité du flux | Coût du capital | Coût de fonctionnement |
|---|---|---|---|---|
| Surface manuelle | Petit-Moyen | Modéré | Faible | Faible |
| Agitation mécanique + surface | Moyen | Bon | Modéré | Modéré |
| Injection de poudre (lance statique) | Moyen-Large | Bon | Modéré | Modéré |
| Dégazage rotatif + flux | Grandes dimensions | Excellent | Haut | Modérée-élevée |
| Systèmes de distribution automatisés | Tous | Très bon | Haut | Faible par cycle |
Comment le flux interagit-il avec la formation d'écume et la récupération des métaux ?
La gestion de l'écume est indissociable de la gestion du flux dans les opérations de maintien de l'aluminium. L'écume - la couche de sous-produits qui se forme à la surface de la matière fondue et qui se compose d'oxyde d'aluminium, de résidus de flux et d'aluminium métallique piégé - représente à la fois un défi métallurgique et une variable économique importante.

Ce que contiennent les crasses
Les crasses fraîches provenant d'un four de maintien de l'aluminium avec une gestion appropriée des flux contiennent généralement :
- 30-60% aluminium métallique (piégé dans le réseau d'oxyde).
- 20-40% composés d'oxyde d'aluminium.
- 10-30% résidus de sel de flux.
- 5-15% autres oxydes et intermétalliques selon l'alliage.
L'aluminium métallique piégé dans l'écume représente une perte de rendement directe. Dans une installation traitant 10 000 tonnes d'aluminium par an, même une amélioration de 1% de la récupération de l'écume se traduit par un gain financier significatif.
Comment le flux de couverture affecte-t-il la qualité de l'écume ?
L'application correcte d'un flux de couverture permet d'obtenir des crasses “sèches” ou “croustillantes” - un matériau poudreux et non collant qui libère facilement le métal piégé lorsqu'il est pressé ou traité. Ce type d'écume présente des taux élevés de récupération du métal dans les opérations de traitement de l'écume en aval.
En l'absence d'une couverture de flux adéquate, l'écume devient humide, collante et riche en film d'oxyde. Ce type d'écume emprisonne physiquement des gouttelettes d'aluminium dans une matrice d'oxyde continue, ce qui rend la récupération du métal à la fois plus difficile et plus coûteuse.
Le mécanisme clé est que les sels de flux réduisent la viscosité et la tension superficielle de l'interface oxyde-sel, ce qui permet aux gouttelettes d'aluminium de coalescer et de s'écouler dans la matière fondue plutôt que de rester piégées dans la structure de l'écume.
Opérations de pressage de l'écume et interaction avec le flux
Les usines d'aluminium modernes utilisent des presses à crasse hydrauliques pour récupérer le métal de la crasse chaude immédiatement après l'écrémage. L'efficacité du pressage de l'écume dépend fortement de la chimie du flux :
- Une teneur plus élevée en flux de chlorure produit des phases de sel fondu de plus faible viscosité qui s'écoulent plus complètement de l'écume sous pression.
- Une teneur excessive en fluorure peut rendre l'écume plus réfractaire et plus difficile à presser.
- L'équilibre optimal des flux produit des crasses qui répondent bien à la récupération par pressage avec des rendements en métal de 50-70% à partir de la masse des crasses.
| Type de crasse | Couverture du flux | Contenu en métal | Aptitude à la pression | Récupération des métaux |
|---|---|---|---|---|
| Secs/croustillants | Bon | 30-50% Al | Excellent | 60-75% |
| Humide | Modéré | 40-60% Al | Bon | 45-60% |
| Humide/adhésif | Pauvre | 50-70% Al | Pauvre | 30-45% |
| Crasse noire | Très mauvais/aucun | 60-80% Al | Très faible | 20-35% |
Quels sont les types de flux utilisés pour les différentes nuances d'alliages d'aluminium ?
Les différentes familles d'alliages d'aluminium ont des exigences chimiques distinctes qui limitent le choix du flux. L'utilisation d'un flux inadapté à un alliage spécifique peut introduire une contamination, modifier la chimie de l'alliage ou provoquer des réactions imprévues.

Flux pour l'aluminium primaire (série 1xxx)
Les alliages d'aluminium de première fusion ont une très faible tolérance à la contamination car ils servent à des applications de haute pureté. Les exigences en matière de flux sont fortement axées sur la fonction de recouvrement, avec une chimie réactive minimale susceptible d'introduire des oligo-éléments. Les flux à faible teneur en fluorure de sodium sont préférés, et de nombreux opérateurs utilisent des flux de recouvrement à base de chlorure pur avec des ajouts sélectifs de fluorure uniquement lorsque l'élimination des alcalis est spécifiquement requise.
Flux pour alliages de fonderie (série 3xx.x - Al-Si)
Les alliages d'aluminium et de silicium pour le moulage sont les chevaux de bataille des industries du moulage sous pression et du moulage en sable. Le principal problème de flux pour ces alliages est la teneur en métaux alcalins - en particulier le sodium - car le sodium, à des niveaux supérieurs à 5 ppm, rend l'eutectique de silicium non modifié, ce qui annule tout traitement intentionnel de modification au strontium ou au sodium.
Pour les alliages de la série 3xx.x, la sélection du flux doit prendre en compte :
- Formulations de flux sans sodium ou à très faible teneur en sodium lorsque la modification au strontium est utilisée.
- Flux contenant des fluorures, spécialement conçus pour l'élimination des alcalis lors du traitement de la ferraille à haute teneur en sodium.
- Compatibilité avec la teneur en magnésium d'alliages tels que l'A380 (qui contient environ 0,1% Mg).
Flux pour alliages corroyés (séries 5xxx et 6xxx)
Les alliages corroyés, en particulier la série 5xxx contenant du magnésium, présentent des défis spécifiques en matière de flux. Le magnésium réagit agressivement avec les composants de flux fluorés, en particulier lorsque les formulations de flux ont une teneur élevée en fluorure. Les réactions fluorure-magnésium peuvent épuiser le magnésium de l'alliage, altérer la composition et générer des inclusions de fluorure de magnésium.
Pour les alliages de la série 5xxx :
- Utiliser des flux de recouvrement à faible teneur en fluor ou sans fluor.
- Privilégier la fonction de couverture physique à la réactivité chimique.
- Contrôler les taux de récupération du magnésium en tant qu'indicateur de la compatibilité des flux.
Flux pour l'aluminium recyclé/secondaire
L'aluminium secondaire traité à partir de déchets de post-consommation présente les exigences les plus strictes en matière de flux, car les flux de déchets contiennent la plus grande variété de contaminants. Les flux d'affinage réactifs à forte teneur en fluorure sont appropriés dans ce cas, car l'élimination des alcalis, le nettoyage des oxydes et la purge de l'hydrogène sont tous nécessaires simultanément.
| Catégorie d'alliage | Préoccupation liée au flux primaire | Type de flux recommandé | Taux de fluorure | Taux de chlorure |
|---|---|---|---|---|
| 1xxx Primaire | Éviter la contamination | Couverture à faible activité | Faible | Haut |
| 3xx.x Casting | Contrôle du sodium/de l'alcali | Raffinage alcalino-réactif | Modérée-élevée | Modéré |
| 5xxx Forgé | Compatibilité avec le magnésium | Revêtement à faible teneur en fluorure | Faible | Haut |
| 7xxx Forgé | Interaction Zn/Cu | Formulation spécialisée | Faible-modéré | Haut |
| Secondaire / ferraille | Contaminants multiples | Raffinage à haute activité | Haut | Haut |
Comment évaluer la performance des flux et le contrôle de la qualité ?
L'évaluation de la performance des flux nécessite des mesures systématiques à plusieurs points du processus. Les ingénieurs des procédés et les responsables de la qualité ont besoin de mesures fiables pour évaluer si les ajouts de flux atteignent les objectifs métallurgiques prévus.
Essai sous pression réduite (EPR) pour l'évaluation de l'hydrogène
Le test de pression réduite est la méthode la plus utilisée sur le terrain pour évaluer l'hydrogène dissous dans l'aluminium. Un petit échantillon d'aluminium fondu se solidifie sous pression réduite (environ 1/10 de la pression atmosphérique), l'hydrogène dissous formant alors une porosité visible. L'échantillon obtenu est pesé et comparé à un échantillon solidifié à la pression atmosphérique - l'indice de densité fournit une mesure quantitative de la teneur en hydrogène.
Valeurs acceptables de l'indice de densité :
- Applications de coulée de première qualité : inférieures à 0,10%
- Moulage automobile standard : 0,10-0,20%
- Applications non critiques : inférieures à 0,30%
Méthodes d'évaluation de l'inclusion
Les inclusions sont plus difficiles à quantifier que l'hydrogène, mais sont tout aussi importantes pour la qualité de la fonte. Les méthodes d'évaluation les plus courantes sont les suivantes :
Test d'empreintes pré-filmées: Filtre l'aluminium fondu à travers un filtre en céramique et pèse le résidu. Un poids de filtre plus élevé indique un plus grand nombre d'inclusions.
Contrôle par ultrasons: Envoie des impulsions ultrasoniques à travers des barres d'essai solidifiées - les inclusions diffusent le signal et créent des signatures caractéristiques.
PoDFA (Porous Disc Filtration Analysis): Méthode de laboratoire qui concentre les inclusions sur un disque filtrant en vue d'un examen métallographique.
Test K-Mold: Un simple test sur le terrain qui permet de couler de l'aluminium dans un moule à étages - les inclusions apparaissent sous la forme de déchirures visibles ou de fermetures à froid dans des sections de plus en plus minces.
Vérification de la chimie des flux pour l'approvisionnement
Lors de l'achat de flux de couverture et de raffinage, les équipes chargées des achats doivent exiger la certification des paramètres suivants :
| Paramètres | Pourquoi c'est important | Spécification typique |
|---|---|---|
| Teneur en chlorure (%) | Composant actif primaire | 60-85% |
| Teneur en fluor (%) | Activité de raffinage | 5-25% |
| Teneur en eau (%) | Critique - le flux humide provoque des explosions | Inférieur à 0,5% |
| Teneur en fer (ppm) | Risque de contamination | Inférieure à 500 ppm |
| Teneur en métaux lourds | Environnement/qualité | En dessous des limites réglementaires |
| Distribution de la taille des particules | Cohérence de l'application | Tel que spécifié |
| Plage du point de fusion | Compatibilité des processus | Vérifié pour l'application temp |
Indicateurs clés de performance pour les opérations de flux
Nous recommandons de suivre les indicateurs clés de performance suivants dans toute opération de four de maintien de l'aluminium utilisant des flux :
- Volume de crasses par tonne d'aluminium traité (objectif : réduire au minimum tout en maintenant la couverture).
- Pourcentage de la teneur en écume (objectif : inférieur à 40% pour les opérations à bon flux).
- Taux de consommation de flux par tonne d'aluminium (comparaison avec les normes de l'industrie).
- Évolution de l'indice de densité entre les différentes phases de production.
- Taux de défauts de coulée imputables à des inclusions ou à des porosités.
Considérations relatives à l'environnement et à la sécurité lors de l'utilisation de flux d'aluminium
Les aspects environnementaux et sécuritaires de l'utilisation des fondants d'aluminium ont pris une importance réglementaire considérable au cours de la dernière décennie. Le règlement REACH de l'Union européenne et les lignes directrices de l'EPA des États-Unis classent certains composants de flux comme des substances préoccupantes.
Production de chlore gazeux et exposition professionnelle
Lorsque le fondant contenant du chlorure réagit avec l'aluminium en fusion, de petites quantités de chlore gazeux et de chlorure d'hydrogène peuvent être générées, en particulier à des températures élevées ou lorsque le fondant entre en contact avec du métal mouillé. Le chlore gazeux est un risque respiratoire dont les limites d'exposition professionnelle sont fixées à 0,5 ppm (plafond) dans la plupart des juridictions.
Mesures d'atténuation :
- Ventilation adéquate et systèmes d'aspiration locaux au-dessus des fours de maintien.
- Surveillance des gaz en temps réel pour le personnel d'exploitation.
- Programmes de formation sur les procédures appropriées de traitement des flux.
- Sélection de formulations de flux qui minimisent la production de gaz aux températures de fonctionnement.
Gestion des déchets de fluorure
Les flux usés et les crasses contenant du fluorure posent des problèmes d'élimination dans l'environnement. Les composés fluorés présents dans les décharges peuvent s'infiltrer dans les eaux souterraines, ce qui soulève des questions d'ordre réglementaire. De nombreuses juridictions classent les crasses contenant du fluorure comme des déchets dangereux nécessitant une élimination contrôlée.
Meilleures pratiques :
- Séparer les crasses contenant du fluorure des autres flux de déchets.
- Partenariat avec des entreprises certifiées de recyclage des crasses qui récupèrent à la fois les fractions métalliques et les fractions salines.
- Maintenir la documentation relative à l'élimination pour assurer la conformité réglementaire.
- Envisager des flux à faible teneur en fluorure ou sans fluorure lorsque cela est possible sur le plan métallurgique.
Risque d'humidité - Le problème de sécurité le plus critique
Les flux humides ou les flux qui ont absorbé l'humidité atmosphérique présentent un risque d'explosion grave. Lorsque l'humidité entre en contact avec de l'aluminium en fusion (à des températures supérieures à 700°C), l'eau se vaporise instantanément et peut provoquer de violentes explosions de vapeur. Ce risque n'est pas théorique - les accidents de fonderie d'aluminium liés à la contamination par l'humidité sont parmi les incidents graves les plus courants dans l'industrie.
Précautions obligatoires :
- Stocker les flux dans des récipients hermétiques, à l'abri de l'humidité, dans des endroits secs et à l'intérieur.
- Préchauffer le matériel d'application du flux avant tout contact avec la matière fondue.
- Ne jamais ajouter de flux qui a été exposé à la pluie, à une forte humidité ou à l'eau.
- Inspecter les sacs de flux pour vérifier qu'ils ne sont pas endommagés avant de les utiliser
- Mise en place d'un système de contrôle de l'humidité dans les zones de stockage des flux
- Suivre une formation aux procédures d'urgence pour tout le personnel travaillant à proximité des fours de maintien.
Aperçu du cadre réglementaire
| Domaine réglementaire | Règlement applicable | Exigence clé |
|---|---|---|
| Émissions dans l'air | EPA NESHAP (US) / IED (EU) | Ventilation, contrôle des émissions |
| Exposition des travailleurs | OSHA PELs (US) / EH40 (UK) | Cl₂, HCl, HF limites d'exposition |
| Classification des déchets | RCRA (États-Unis) / Directive-cadre sur les déchets (UE) | Classification de l'écume de fluorure |
| Enregistrement des produits chimiques | REACH (EU) / TSCA (US) | Composant Enregistrement CAS |
| Transport | Classification DOT/IMDG | Emballage et étiquetage |
Critères de sélection de Flux pour les équipes chargées des achats et des opérations
L'achat de flux de couverture et de raffinage implique de trouver un équilibre entre les exigences de performance métallurgique et le coût, la fiabilité de l'approvisionnement, le respect de l'environnement et l'aspect pratique de l'exploitation. Nous avons vu des décisions d'achat fondées uniquement sur le prix qui ont entraîné une augmentation significative des coûts globaux du processus en raison de l'augmentation des pertes d'écume, des taux de rejet plus élevés et des besoins de maintenance des équipements.
Perspective du coût total de possession
Le prix unitaire du flux est rarement la variable économique la plus importante. Il convient de tenir compte de ce cadre lors de l'évaluation des fournisseurs de flux :
Impact sur la récupération des métaux: Un flux qui réduit la teneur en métal des crasses de 55% à 40% sur 100 tonnes/mois de crasses représente environ 15 tonnes supplémentaires d'aluminium récupéré par mois - ce qui vaut des milliers de dollars aux prix actuels de l'aluminium.
Taux de rejet de la coulée: Les défauts de coulée liés au flux (porosité, inclusions) entraînent des rebuts qui coûtent beaucoup plus cher que les économies de flux réalisées avec un produit moins cher.
Usure réfractaire: Certaines formulations de fondants agressifs attaquent les matériaux de revêtement des fours, ce qui augmente les coûts d'entretien des réfractaires et le risque de temps d'arrêt imprévus.
Besoins en main-d'œuvre: Les formules de flux de meilleure qualité nécessitent souvent des applications moins fréquentes et produisent des crasses plus faciles à manipuler, ce qui réduit les coûts de main-d'œuvre par tonne d'aluminium traitée.
Critères de qualification des fournisseurs
Lors de la sélection d'un fournisseur de flux, il convient d'évaluer
- Fiches techniques avec composition chimique complète.
- Certificats d'essai de tiers pour la teneur en humidité, les métaux lourds et la taille des particules.
- Données de cohérence - les variations chimiques d'un lot à l'autre doivent être inférieures à 2%
- Fiabilité de la chaîne d'approvisionnement - peuvent-ils fournir régulièrement les volumes requis ?
- Capacité d'assistance technique - disposent-ils de métallurgistes capables de contribuer à l'optimisation des processus ?
- Références d'opérations similaires dans le domaine de l'aluminium.
- Documentation sur la conformité environnementale de tous les composants.
Considérations relatives à l'emballage et à la logistique
L'emballage des flux affecte considérablement la qualité du produit au point d'utilisation :
| Type d'emballage | Protection contre l'humidité | Durée de conservation | Manipulation | Meilleur pour |
|---|---|---|---|---|
| Sacs en polyéthylène scellés (25 kg) | Bon | 12-18 mois | Manuel | Petites opérations |
| Big bags/FIBC (500-1000 kg) | Modéré | 12 mois | Mécanique | Volume moyen |
| Tambours scellés | Excellent | 24+ mois | Mécanique | Environnements à forte humidité |
| Citerne en vrac (sèche) | Excellent | Utiliser immédiatement | Automatisé | Systèmes automatisés à haut volume |
| Récipients sous pression | Le meilleur | Étendue | Automatisé | Systèmes d'injection continue |
Erreurs courantes dans l'application du flux et comment les éviter
Après avoir travaillé avec de nombreuses entreprises de moulage d'aluminium, nous avons identifié un ensemble cohérent d'erreurs d'application qui nuisent à l'efficacité des flux. Il est tout aussi important de comprendre ces erreurs que de connaître les bonnes pratiques.
Sous-dosage et couverture incomplète
L'erreur la plus courante consiste à appliquer une quantité insuffisante de flux pour obtenir une couverture complète de la surface de fusion. Les opérateurs réduisent parfois l'utilisation de flux pour diminuer les coûts, mais les conséquences métallurgiques et de rendement l'emportent rapidement sur les économies de matériaux. Une couverture incomplète laisse des sections de la surface de la matière fondue exposées à l'oxydation, ce qui crée des zones de contamination localisées.
La solution: Établir des normes de couverture minimales sur la base des calculs de la surface du bain du four. Pour la plupart des fours de maintien, la couche de flux doit couvrir complètement la surface visible de la matière fondue sur une profondeur d'environ 20 à 40 mm.
Surdosage et contamination par le flux
L'erreur inverse - l'ajout excessif de flux - crée des problèmes tout aussi préjudiciables à la qualité du métal. L'excès de flux qui ne peut être absorbé dans la couche d'écume s'enfonce dans la masse fondue et peut introduire des inclusions de flux dans le métal. Un excès de flux de chlorure dans le métal peut entraîner la production d'hydrogène pendant la solidification.
La solution: Étalonner les taux d'ajout de flux en fonction de la taille du four, du taux de renouvellement de la matière fondue et du volume de production de crasse. Documenter les performances de base aux taux d'ajout optimaux.
Ajout de flux dans une zone froide du four
Le flux appliqué sur des zones de la surface du four où la température du métal est inférieure au point de fusion du flux ne s'étendra pas et ne s'activera pas correctement. Un flux solide reposant sur une matière fondue partiellement solidifiée ou stratifiée en température crée une couverture inégale et des réactions localisées lorsque la température finit par s'équilibrer.
La solution: S'assurer de l'uniformité de la température du four avant l'application du flux. Vérifier les relevés des thermocouples en plusieurs points dans les grands fours.
Mauvaise synchronisation du flux par rapport à la coulée
Le flux doit être appliqué et laissé réagir avant le début de la coulée, et non pendant un cycle de coulée actif. L'ajout de flux pendant la coulée crée des turbulences qui peuvent introduire des inclusions dans le flux de métal coulé. Le protocole général consiste à appliquer et à traiter au moins 15 à 30 minutes avant le début de la coulée.
Absence de prise en compte des modifications chimiques de l'alliage
Lorsque l'on passe d'une famille d'alliages à une autre dans le même four, il peut être nécessaire de modifier le choix du flux. Un opérateur à l'aise avec les flux d'alliages de coulée peut ne pas reconnaître que le passage à un alliage corroyé 5xxx nécessite le passage à un flux à faible teneur en fluorure pour protéger la teneur en magnésium.
La solution: Créer des tableaux de sélection des flux indexés par type d'alliage et affichés sur le poste de travail du four. Inclure cette information dans les programmes de formation des opérateurs.
FAQ sur le recouvrement et l'affinage du flux pour les fours d'attente en aluminium
Q1 : Quelle est la différence entre le flux de couverture et le flux d'affinage pour l'aluminium ?
Le flux de couverture forme une couche protectrice sur la surface de l'aluminium fondu pour empêcher l'oxydation et l'absorption d'hydrogène. Le flux d'affinage réagit chimiquement avec la matière fondue pour éliminer l'hydrogène dissous, les impuretés de métaux alcalins et les inclusions en suspension. La plupart des applications modernes des fours de maintien utilisent des produits combinés qui remplissent les deux fonctions simultanément.
Q2 : Quelle quantité de fondant faut-il ajouter à un four de maintien de l'aluminium ?
Les taux d'ajout typiques varient de 1 à 3 kg de flux par tonne métrique d'aluminium. Le taux précis dépend du niveau de contamination de la matière fondue, du type de four, de la composition chimique de l'alliage et de l'objectif de propreté du métal souhaité. Une teneur en ferraille plus élevée dans la charge nécessite généralement un dosage de flux plus important.
Q3 : Puis-je utiliser le même flux pour différentes familles d'alliages d'aluminium ?
Pas toujours. Les alliages contenant du magnésium (série 5xxx) nécessitent un flux à faible teneur en fluorure pour éviter l'appauvrissement en magnésium. Les alliages de fonderie modifiés au strontium nécessitent des formules de flux à faible teneur en sodium. Il convient de toujours vérifier la compatibilité du flux avec l'alliage spécifique traité.
Q4 : Comment puis-je savoir si mon flux fonctionne correctement ?
Surveillez les valeurs de l'indice de densité obtenues lors de l'essai à pression réduite, suivez le pourcentage de la teneur en métal des crasses, observez le caractère des crasses (croustillantes et sèches, ce qui indique une couverture efficace du flux) et suivez les taux de défauts de coulée. Un système de flux performant produit des valeurs d'indice de densité constamment faibles et des crasses sèches et faciles à presser.
Q5 : Que se passe-t-il si un flux humide entre en contact avec de l'aluminium en fusion ?
L'humidité en contact avec l'aluminium en fusion provoque une génération instantanée de vapeur qui peut entraîner une violente explosion de vapeur. Il s'agit d'un grave danger pour la sécurité. Toujours stocker le flux dans des conditions sèches et hermétiques et préchauffer le matériel d'application avant de l'utiliser. Ne jamais utiliser de flux qui a été exposé à l'humidité.
Q6 : À quelle fréquence le flux doit-il être appliqué à un four de maintien ?
La fréquence d'application dépend du temps de maintien, du taux de renouvellement de la matière fondue et de la température du métal. Les opérations de production en continu peuvent nécessiter des ajouts de flux toutes les 2 à 4 heures. Les opérations par lots nécessitent généralement l'ajout de flux au début de chaque chauffe et après chaque cycle d'écrémage. Surveiller visuellement l'état de la surface de la matière fondue pour déterminer le moment opportun.
Q7 : Quelle est la durée de conservation du flux pour four de maintien de l'aluminium ?
Lorsqu'ils sont stockés dans un emballage scellé, à l'abri de l'humidité et dans des conditions intérieures sèches, la plupart des flux de chlorure-fluorure ont une durée de conservation de 12 à 24 mois. Une fois l'emballage ouvert, les flux non utilisés doivent être immédiatement refermés et utilisés dans les 30 jours.
Q8 : Le type de flux affecte-t-il la durée de vie des réfractaires du four ?
Oui. Les fondants riches en fluor sont plus agressifs pour les matériaux réfractaires liés à l'oxyde. Les opérations à haute température avec des flux agressifs nécessitent des formulations réfractaires résistantes aux fluorures. Vérifiez toujours la compatibilité entre les flux et les matériaux réfractaires auprès de votre fournisseur de revêtement de four lorsque vous envisagez de modifier la composition chimique d'un flux.
Q9 : Le chlore gazeux libéré lors du traitement du flux d'aluminium est-il dangereux ?
Les flux à base de chlorure peuvent générer de petites quantités de gaz de chlore et de chlorure d'hydrogène lors de réactions à haute température. Les limites d'exposition professionnelle au chlore sont de 0,5 ppm (valeur plafond). Une bonne ventilation du four, des systèmes d'échappement locaux et la surveillance des gaz sont des exigences essentielles en matière de sécurité. Les formules modernes de flux à faibles émissions minimisent la production de gaz.
Q10 : Que devraient exiger les équipes chargées des achats des fournisseurs de flux ?
Les principales exigences en matière de documentation sont les suivantes : certificats complets de composition chimique par lot, vérification de la teneur en humidité (inférieure à 0,5%), données sur la distribution de la taille des particules, vérification de la teneur en métaux lourds, documents de conformité REACH/environnementale et fiches techniques. Des références d'entreprises d'aluminium comparables et des données démontrant la cohérence d'un lot à l'autre sont également des critères d'évaluation importants pour les fournisseurs.
Résumé : Principaux enseignements techniques
La gestion des flux de couverture et d'affinage dans les fours de maintien en aluminium est une discipline techniquement sophistiquée qui détermine directement la propreté du métal, le rendement et la qualité de la coulée. Les principes fondamentaux établis tout au long de cet article peuvent être résumés comme suit :
Le choix entre un flux de couverture, un flux d'affinage ou des produits combinés doit être dicté par les objectifs spécifiques du processus et la chimie de l'alliage, et non par l'habitude ou le coût unitaire le plus bas. Le choix de la méthode d'application - dégazage manuel, par injection ou rotatif - multiplie ou diminue considérablement l'efficacité de la meilleure formulation de flux. La gestion des crasses et la gestion des fondants sont inséparables ; la chimie des fondants contrôle la nature des crasses, qui à son tour contrôle l'économie de la récupération des métaux. Les exigences en matière d'environnement et de sécurité sont des aspects non négociables de la gestion des flux qui nécessitent une attention systématique au stockage, à la manipulation, à la ventilation et à l'élimination des déchets.
Chez AdTech, notre expérience dans divers environnements de production d'aluminium démontre constamment que les installations qui obtiennent la meilleure combinaison de qualité du métal, de rendement et d'efficacité opérationnelle sont celles qui traitent la gestion des flux comme une compétence essentielle de l'ingénierie des processus plutôt que comme un achat de consommables de routine.
