Cubrir y fundente de refinado para hornos de mantenimiento de aluminio desempeña un papel decisivo en la calidad del metal, la eficiencia operativa y la optimización del rendimiento: sin una gestión adecuada de los fundentes, las coladas de aluminio sufren una oxidación excesiva, absorción de hidrógeno y contaminación por inclusión que comprometen directamente la calidad de las coladas posteriores. En AdTech, hemos trabajado extensamente con instalaciones de procesamiento de aluminio en múltiples continentes, y la evidencia apunta consistentemente a una conclusión: seleccionar y aplicar la química de fundente correcta no es una consideración secundaria - es una decisión de ingeniería fundamental.
Si su proyecto requiere el uso de fundentes de recubrimiento y refinado, puede Contacto para obtener un presupuesto gratuito.
¿Qué es el fundente de revestimiento y refinado para hornos de mantenimiento de aluminio?
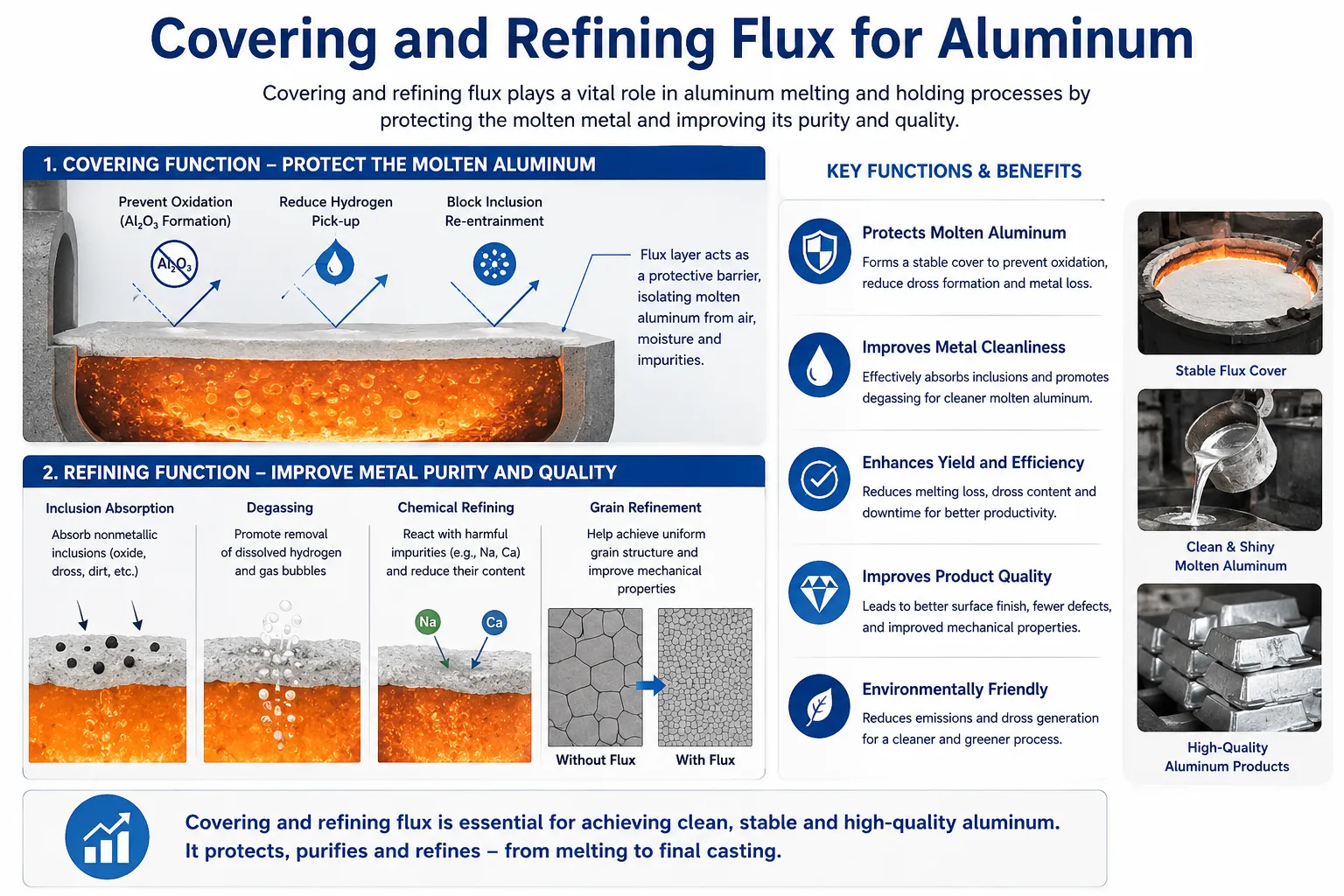
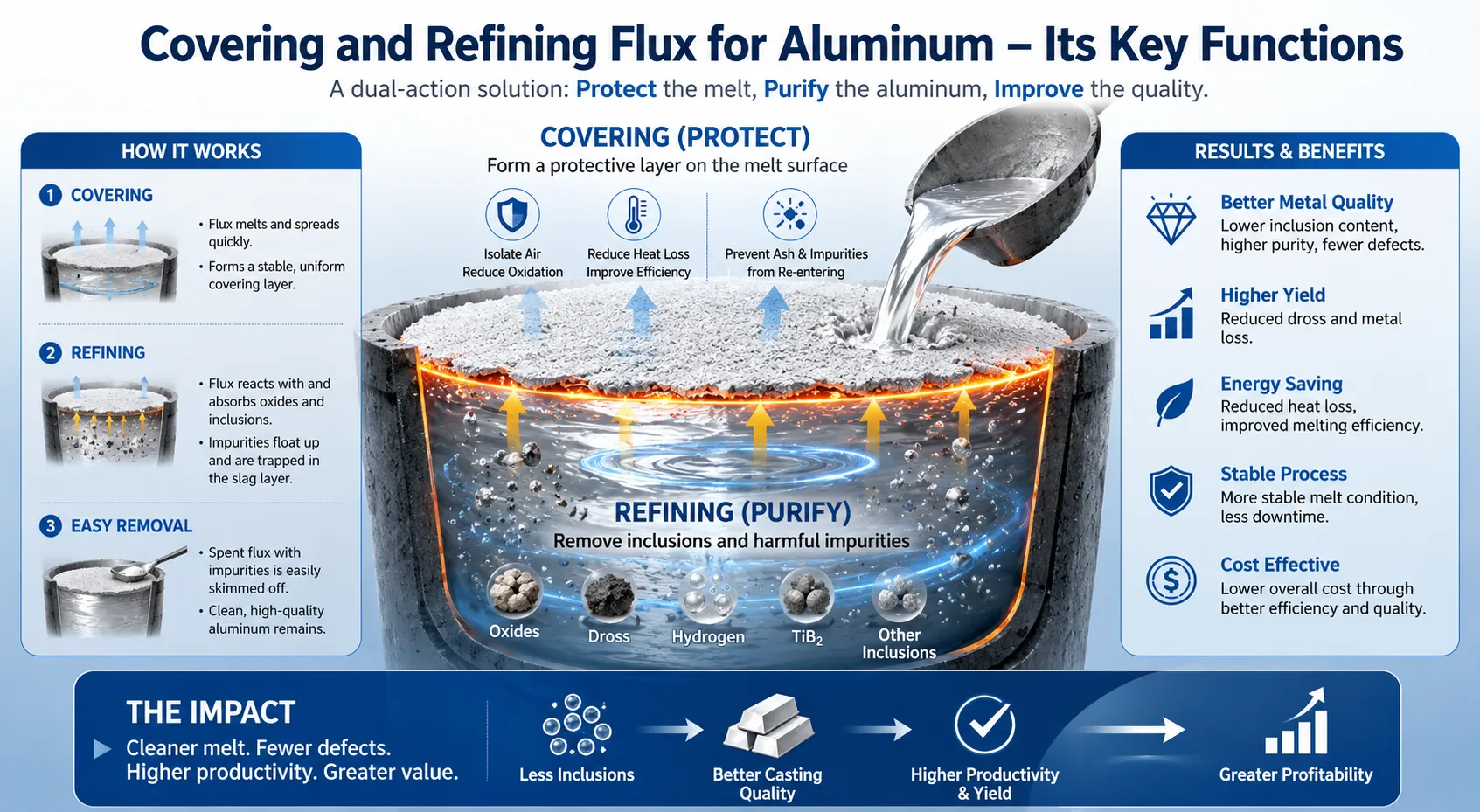
El fundente de recubrimiento y refinado para hornos de mantenimiento de aluminio se refiere a una categoría de compuestos químicos -normalmente mezclas de sales de cloruro y fluoruro- que cumplen dos funciones simultáneas pero distintas durante el proceso de mantenimiento de la fusión del aluminio. El fundente de recubrimiento crea una capa de barrera protectora sobre la superficie del aluminio fundido, aislando físicamente el metal del oxígeno atmosférico y la humedad. El fundente de refinado penetra en la masa fundida para reaccionar químicamente con el hidrógeno disuelto, los óxidos en suspensión y las inclusiones no metálicas, extrayendo estos contaminantes del metal líquido y concentrándolos en la superficie, donde pueden ser eliminados por espumación.

En la práctica industrial, muchas formulaciones de fundentes combinan ambas funciones en un solo producto, lo que la industria denomina fundente de recubrimiento-refinado o fundente multiuso. Estos productos de doble acción simplifican las operaciones en entornos de alto rendimiento, al tiempo que mantienen un control metalúrgico eficaz.
Lea también: ¿Qué fundente se utiliza para el aluminio?
Clasificamos los fundentes para hornos de mantenimiento como distintos de los fundentes para hornos de fusión porque los objetivos metalúrgicos en la fase de mantenimiento difieren significativamente. Durante la retención, los objetivos principales son mantener la limpieza del metal, evitar la recontaminación, minimizar la pérdida de temperatura y preparar el metal para la colada. Por lo tanto, la composición química del fundente debe ser estable durante largos periodos de mantenimiento, no reactiva con los revestimientos del horno y capaz de capturar inclusiones finas sin introducir nuevos contaminantes.
| Función | Flujo de cobertura | Flujo de refinado | Flujo combinado |
|---|---|---|---|
| Función principal | Protección de superficies | Purificación de la masa fundida | Ambos simultáneamente |
| Profundidad de aplicación | Capa superficial | Fusión a granel | Superficie + subsuelo |
| Tipo de reacción | Barrera física | Reacción química | Físico + químico |
| Tasa de adición típica | 0,5-2 kg/tonelada | 1-3 kg/tonelada | 1-3 kg/tonelada |
| Frecuencia de desnatado | Bajo | Más alto | Moderado |
¿Por qué el aluminio necesita protección fundente durante la fase de mantenimiento?
El aluminio fundido es químicamente agresivo en formas que la mayoría de los no especialistas subestiman. A temperaturas entre 680 °C y 780 °C -el intervalo de mantenimiento típico de la mayoría de las aleaciones de aluminio- el metal reacciona casi instantáneamente con el oxígeno atmosférico para formar óxido de aluminio (Al₂O₃). Esta reacción es termodinámicamente favorable y esencialmente irreversible en condiciones normales de horno. Sin cobertura de fundente, una superficie recién espumada se reoxida en cuestión de segundos.
La fase de mantenimiento representa un período especialmente vulnerable en el proceso de producción del aluminio por varias razones:
Tiempo de exposición prolongado
A diferencia de las breves ventanas durante la carga o el roscado, el aluminio en un horno de mantenimiento puede permanecer en contacto con la atmósfera del horno durante horas. Cada minuto de exposición sin protección contribuye al engrosamiento de la capa de óxido, a la captación de hidrógeno y a la acumulación progresiva de inclusiones.
Solubilidad del hidrógeno y riesgo de porosidad
El aluminio tiene una solubilidad de hidrógeno mucho mayor en estado líquido que en estado sólido. A medida que el metal se enfría y solidifica durante la fundición, el hidrógeno disuelto precipita en forma de porosidad gaseosa, creando huecos que debilitan el producto final. Las principales fuentes de contaminación por hidrógeno durante el mantenimiento son la humedad atmosférica, la desgasificación de los refractarios y los materiales de carga húmedos. El fundente de recubrimiento reduce significativamente la absorción de hidrógeno atmosférico al limitar el área de contacto entre la superficie de la masa fundida y la atmósfera del horno.
Contaminación por inclusión
Las inclusiones no metálicas -principalmente películas de óxido de aluminio, espinelas, carburos y boruros, dependiendo de la composición de la aleación- actúan como concentradores de tensiones en la fundición final. Estas inclusiones se originan a partir de materiales de carga oxidados, erosión refractaria y turbulencias en la superficie de la masa fundida. El fundente de refinado humedece y aglomera químicamente estas partículas, haciendo que floten en la superficie.
Homogeneidad de la temperatura
La cobertura de fundente también proporciona aislamiento térmico, reduciendo la pérdida de calor por radiación de la superficie de la masa fundida. Esto favorece la uniformidad de la temperatura en todo el baño del horno, lo que es fundamental para unas condiciones de fundición uniformes.
| Tipo de contaminación | Origen durante la retención | Respuesta de flujo |
|---|---|---|
| Láminas de óxido de aluminio | Oxidación superficial | Barrera de flujo de recubrimiento |
| Hidrógeno disuelto | Humedad, atmósfera | Purga de gas cloro (de algunos fundentes) |
| Inclusiones de espinela | Oxidación de elementos de aleación | Aglomeración del flujo de refinado |
| Metales alcalinos (Na, Ca) | Impurezas de las materias primas | Fundente reactivo |
| Partículas refractarias | Erosión | Humectación por flujo y flotación |
¿En qué se diferencian los fundentes de recubrimiento de los de refinado?
Comprender la distinción mecánica entre estas dos categorías de fundentes es esencial para cualquier persona responsable de la gestión de la calidad de la masa fundida o de la adquisición de fundentes.
Mecanismo de acción del fundente de recubrimiento
El fundente de recubrimiento funciona principalmente mediante principios físicos. Cuando se aplica a la superficie fundida, los componentes del fundente -normalmente sales de cloruro de baja fusión como el cloruro potásico (KCl) y el cloruro sódico (NaCl)- se funden y se extienden por la superficie de aluminio formando una capa líquida o semilíquida continua. Esta capa consigue tres cosas simultáneamente:
- Impide físicamente que el oxígeno y la humedad lleguen a la superficie metálica.
- Disuelve químicamente la piel de óxido de aluminio que ya se ha formado, reduciendo su viscosidad y facilitando su eliminación.
- Actúa como aislante térmico, reduciendo las pérdidas de calor por radiación.
La eficacia de un fundente de recubrimiento se mide por su capacidad para humedecer la superficie de óxido de aluminio, su coeficiente de dispersión sobre el aluminio fundido y su estabilidad a temperaturas de funcionamiento. Un buen fundente de recubrimiento tiene un punto de fusión más bajo que la temperatura de mantenimiento del aluminio, una gran estabilidad química y unas características de humectación de la superficie elevadas.
Mecanismo de acción del fundente de refinado
El fundente de refinado funciona mediante una combinación de mecanismos químicos y físicos. Los componentes reactivos -principalmente sales de fluoruro como la criolita (Na₃AlF₆), el fluoruro de calcio (CaF₂) o los compuestos sintéticos de fluoruro- interactúan con el hidrógeno disuelto, las impurezas de metales alcalinos y las inclusiones en suspensión.
Los componentes clorados del fundente de refinado generan pequeñas cantidades de gas cloro cuando entran en contacto con el aluminio fundido. Estas burbujas de gas se elevan a través de la masa fundida, y cada burbuja actúa como un portador de microflotación, recogiendo inclusiones en suspensión e hidrógeno disuelto a medida que asciende. Este mecanismo es análogo a la flotación por espuma industrial utilizada en el procesamiento de minerales, pero operando a microescala dentro de un entorno de metal fundido.
Los componentes fluorados reaccionan preferentemente con metales alcalinos -sodio, calcio, litio- que son contaminantes habituales en el aluminio secundario procedente de chatarra postconsumo. Estas reacciones convierten los metales alcalinos en compuestos de fluoruro insolubles que pasan a formar parte de la escoria fundente.
Por qué ambas funciones son necesarias
En un entorno de horno de mantenimiento, ninguna de las dos funciones es suficiente por sí sola. Un fundente de recubrimiento sin capacidad de refinado protegerá contra la nueva contaminación pero no podrá eliminar las inclusiones ya presentes en la masa fundida. Un fundente de refinado sin una cobertura adecuada purificará la masa fundida pero la dejará inmediatamente vulnerable a la reoxidación después del tratamiento. Esta es la razón por la que la industria del aluminio se ha decantado en gran medida por productos fundentes combinados de recubrimiento-refinado para aplicaciones en hornos de mantenimiento.
¿Cuáles son los principales componentes químicos del fundente de los hornos altos de aluminio?
La química del fundente de aluminio refleja décadas de perfeccionamiento de la ingeniería metalúrgica. Podemos dividir las categorías de ingredientes en componentes activos primarios y modificadores de rendimiento secundarios.
Sistemas a base de sal clorada
El sistema de sales de cloruro constituye la base estructural de la mayoría de los fundentes de mantenimiento de aluminio. El cloruro potásico y el cloruro sódico, en distintas proporciones, forman mezclas eutécticas con puntos de fusión significativamente inferiores al punto de fusión del aluminio, lo que garantiza que el fundente sea totalmente líquido y móvil a temperaturas de mantenimiento. La mezcla eutéctica de KCl y NaCl (aproximadamente 50:50 en peso) funde a unos 657°C, lo que la hace ideal para aplicaciones de aluminio.
Estas sales de cloruro proporcionan:
- Baja viscosidad a temperatura de funcionamiento para un buen esparcimiento.
- Estabilidad química en ausencia de humedad.
- Reactividad moderada con películas superficiales de óxido de aluminio.
- Buenas características de humectación contra superficies oxidadas.
Adiciones de compuestos fluorados
Las adiciones de fluoruro amplían drásticamente la capacidad funcional del sistema de cloruro base. Los componentes de fluoruro más comunes son:
Criolita (Na₃AlF₆): Producto mineral y sintético de origen natural que disuelve el óxido de aluminio con mayor eficacia que los cloruros solos. La criolita reduce el punto de fusión de la mezcla fundente y mejora su capacidad de disolución del óxido de aluminio.
Fluoruro de calcio (CaF₂/Fluorita): Aumenta la fluidez del fundente, mejora el comportamiento de humectación frente a las superficies de óxido y contribuye a la eliminación de metales alcalinos mediante reacciones de intercambio de fluoruros.
Fluoruro de aluminio (AlF₃): Altamente reactivo con contaminantes de metales alcalinos. Especialmente útil cuando se procesa aluminio procedente de chatarra contaminada con alto contenido en sodio.
Fluoruro de magnesio (MgF₂): Se utiliza en sistemas de aleaciones que contienen magnesio en los que la química del fluoruro debe ser compatible con la composición de la aleación.
Aditivos especiales y modificadores del rendimiento
Los fundentes comerciales modernos incorporan componentes adicionales que optimizan el rendimiento para aplicaciones específicas:
| Tipo de aditivo | Ejemplo químico | Función |
|---|---|---|
| Agentes oxidantes | MnO₂, KNO₃ | Promover la separación de la escoria |
| Humectantes | Varios compuestos fluorados | Mejorar la humectación del óxido |
| Tampones térmicos | Sales refractarias de alta fusión | Prolongar la vida útil del fundente |
| Antiaglomerantes | Varios | Evitar el apelmazamiento del fundente |
| Modificadores de densidad | Mezclas ajustadas a la densidad | Posición de la capa de flujo de control |
Qué evitar en la química de los fundentes
No todas las composiciones de fundentes son adecuadas para todas las aplicaciones. Los fundentes que contienen altas concentraciones de sodio pueden causar envenenamiento por sodio en aleaciones que contienen magnesio (particularmente A356, A380 y aleaciones de fundición similares). Las concentraciones de sodio superiores a 5 ppm en aleaciones de aluminio y silicio provocan la inversión de la modificación eutéctica, degradando las propiedades mecánicas. Los equipos de aprovisionamiento deben verificar que se controla el contenido de sodio en el fundente cuando se trabaja con aleaciones sensibles a la modificación.
¿Qué métodos de aplicación de fundente producen los mejores resultados metalúrgicos?
La técnica de aplicación es tan importante como la química del fundente. Hemos observado muchos casos en los que excelentes formulaciones de fundentes han producido resultados decepcionantes debido a unas prácticas de aplicación deficientes. El método de aplicación del fundente determina la eficacia con la que los componentes activos entran en contacto con la contaminación objetivo.
Aplicación manual en superficie
El método más sencillo consiste en esparcir manualmente fundente en polvo o granulado sobre la superficie fundida utilizando una cuchara perforada, un esparcidor de fundente o un dosificador neumático. Esta técnica es adecuada para hornos de mantenimiento pequeños y medianos y operaciones por lotes.
Mejores prácticas para la aplicación manual en superficie:
- Aplique el fundente uniformemente por toda la superficie fundida a razón de 1-3 kg por tonelada métrica de aluminio.
- Espere de 5 a 10 minutos para que el fundente se funda y se extienda antes de agitar o espumar.
- Precaliente el equipo de aplicación de fundente para evitar el choque térmico o la contaminación por humedad.
- Utilizar equipo de protección que incluya pantallas faciales, guantes resistentes al calor y protección respiratoria.
Sistemas de inyección de polvo
Para hornos de mantenimiento más grandes y operaciones de colada continua, sistemas de inyección de polvo suministran fundente de refinado directamente en la masa fundida a través de una lanza insertada bajo la superficie del metal. Este método crea un contacto íntimo entre el fundente y la masa fundida, lo que mejora significativamente la eficiencia del refinado.
Ventajas de la inyección de polvo:
- Distribución más uniforme del flujo en todo el volumen de fusión.
- Mayor superficie de contacto entre el fundente y las inclusiones.
- Menor consumo de fundente en comparación con la aplicación en superficie para resultados metalúrgicos equivalentes.
- Resultados de tratamiento coherentes y repetibles, menos dependientes de la técnica del operador.
El flujo se fluidifica normalmente con gas portador (nitrógeno o argón) y se inyecta a través de un impulsor giratorio o una lanza estática a velocidades controladas. La posición de la lanza, el caudal de gas portador y la velocidad de inyección deben optimizarse para cada geometría de horno.
Desgasificación rotativa con inyección de fundente
El método más sofisticado combina la desgasificación rotativa con la inyección simultánea de fundente. El impulsor giratorio crea finas burbujas de gas que transportan tanto el cloro inyectado como las partículas de fundente por todo el volumen de la masa fundida, al tiempo que rompen mecánicamente las películas de óxido. Este enfoque combinado consigue tanto la eliminación del hidrógeno como la flotación de la inclusión en un único ciclo de tratamiento.
Parámetros de desgasificación rotativa relevantes para el rendimiento del flujo:
- Velocidad del rotor: normalmente 200-600 RPM dependiendo del tamaño del horno.
- Caudal de gas: 0,1-0,5 Nm³/minuto.
- Tiempo de tratamiento: 10-30 minutos dependiendo del volumen de fusión y del objetivo de limpieza.
- Velocidad de inyección de fundente: 0,5-2 kg/tonelada en función del nivel de contaminación de la masa fundida.
| Método de aplicación | Tamaño típico del horno | Eficacia del flujo | Coste de capital | Costes de explotación |
|---|---|---|---|---|
| Superficie manual | Pequeño-Mediano | Moderado | Bajo | Bajo |
| Agitación mecánica + superficie | Medio | Bien | Moderado | Moderado |
| Inyección de polvo (lanza estática) | Mediana-Grande | Bien | Moderado | Moderado |
| Desgasificación rotativa + fundente | Grande | Excelente | Alta | Moderado-alto |
| Sistemas automáticos de distribución | Cualquier | Muy buena | Alta | Bajo por ciclo |
¿Cómo interactúa el fundente con la formación de escoria y la recuperación de metales?
La gestión de la escoria es inseparable de la gestión del fundente en las operaciones de mantenimiento de aluminio. La escoria -la capa de subproductos que se forma en la superficie de la masa fundida y que está formada por óxido de aluminio, residuos de fundente y aluminio metálico atrapado- representa tanto un reto metalúrgico como una importante variable económica.

Qué contiene la escoria
La escoria fresca de un horno de mantenimiento de aluminio con una gestión adecuada del fundente suele contener:
- 30-60% aluminio metálico (atrapado dentro de la red de óxido).
- 20-40% compuestos de óxido de aluminio.
- 10-30% residuos de sal de flujo.
- 5-15% otros óxidos e intermetálicos según la aleación.
El aluminio metálico atrapado en la escoria representa una pérdida directa de rendimiento. En una instalación que procesa 10.000 toneladas de aluminio al año, incluso una mejora de 1% en la recuperación de escoria metálica se traduce en una recuperación financiera significativa.
Cómo afecta el flujo de cobertura a la calidad de la escoria
La aplicación adecuada de fundente de recubrimiento produce escoria “seca” o “crujiente”, un material pulverulento y no pegajoso que libera fácilmente el metal atrapado cuando se prensa o procesa. Este tipo de escoria presenta altos índices de recuperación de metal en las operaciones posteriores de procesamiento de escoria.
Sin una cobertura de fundente adecuada, la escoria se vuelve húmeda, pegajosa y rica en película de óxido. Este tipo de escoria atrapa físicamente las gotas de aluminio dentro de una matriz de óxido continua, lo que dificulta y encarece la recuperación del metal.
El mecanismo clave es que las sales fundentes reducen la viscosidad y la tensión superficial de la interfaz óxido-sal, lo que permite que las gotitas de aluminio se fusionen y drenen de vuelta a la masa fundida en lugar de permanecer atrapadas en la estructura de la escoria.
Operaciones de prensado de escoria e interacción de flujos
Las instalaciones modernas de aluminio utilizan prensas hidráulicas de escoria para recuperar el metal de la escoria caliente inmediatamente después del desespumado. La eficacia del prensado de escoria depende en gran medida de la química del fundente:
- Un mayor contenido de flujo de cloruro produce fases de sal fundida de menor viscosidad que drenan de la escoria más completamente bajo presión.
- Un contenido excesivo de flúor puede hacer que la escoria sea más refractaria y más difícil de prensar.
- El equilibrio óptimo del flujo produce una escoria que responde bien a la recuperación por prensado con rendimientos de metal de 50-70% a partir de la masa de escoria.
| Tipo de escoria | Cobertura de flujo | Contenido metálico | Presionabilidad | Recuperación de metales |
|---|---|---|---|---|
| Seco/Crujiente | Bien | 30-50% Al | Excelente | 60-75% |
| Húmedo | Moderado | 40-60% Al | Bien | 45-60% |
| Húmedo/Pegajoso | Pobre | 50-70% Al | Pobre | 30-45% |
| Escoria negra | Muy deficiente/ninguno | 60-80% Al | Muy deficiente | 20-35% |
¿Qué tipos de fundente se utilizan para los distintos grados de aleación de aluminio?
Las diferentes familias de aleaciones de aluminio tienen requisitos químicos distintos que limitan la selección del fundente. El uso de un fundente inadecuado para una aleación específica puede introducir contaminación, modificar la composición química de la aleación o provocar reacciones imprevistas.

Fundente para aluminio primario (serie 1xxx)
Las aleaciones de aluminio primario tienen una tolerancia muy baja a la contaminación porque sirven para aplicaciones de gran pureza. Los requisitos de los fundentes se centran en gran medida en la función de recubrimiento, con una química reactiva mínima que podría introducir oligoelementos. Se prefieren los fundentes con bajo contenido en fluoruro sódico, y muchos operadores utilizan fundentes de recubrimiento basados en cloruros puros con adiciones selectivas de fluoruro sólo cuando se requiere específicamente la eliminación de álcalis.
Fundente para aleaciones de colada (Serie 3xx.x - Al-Si)
Las aleaciones de aluminio y silicio para fundición son los caballos de batalla de las industrias de fundición a presión y en arena. La principal preocupación en cuanto al fundente de estas aleaciones es el contenido de metales alcalinos, en particular sodio, ya que el sodio a niveles superiores a 5 ppm hace que el eutéctico de silicio no se modifique, anulando cualquier tratamiento de modificación intencionado con estroncio o sodio.
Para las aleaciones de la serie 3xx.x, la selección del fundente debe tener en cuenta:
- Formulaciones sin sodio o con muy bajo contenido en sodio cuando se utiliza la modificación con estroncio.
- Fundentes que contienen flúor específicamente diseñados para la eliminación de álcalis en el tratamiento de chatarra con alto contenido en sodio.
- Compatibilidad con el contenido de magnesio en aleaciones como la A380 (que contiene aproximadamente 0,1% Mg).
Fundente para aleaciones forjadas (series 5xxx y 6xxx)
Las aleaciones forjadas, en particular las que contienen magnesio de la serie 5xxx, presentan problemas específicos de fundentes. El magnesio reacciona agresivamente con los componentes de flux de fluoruro, particularmente cuando las formulaciones de flux tienen un alto contenido de fluoruro. Las reacciones fluoruro-magnesio pueden agotar el magnesio de la aleación, alterar la composición y generar inclusiones de fluoruro de magnesio.
Para aleaciones de la serie 5xxx:
- Utilizar fundentes de recubrimiento con bajo contenido en flúor o sin flúor.
- Dar prioridad a la función de cobertura física sobre la reactividad química.
- Controlar los índices de recuperación de magnesio como indicador de compatibilidad del flujo.
Fundente para aluminio reciclado/secundario
El aluminio secundario procesado a partir de chatarra postconsumo presenta los requisitos de fundentes más exigentes porque las corrientes de chatarra contienen la gama más amplia de contaminantes. Los fundentes de refinado reactivo con mayor contenido en flúor son apropiados en este caso porque se requiere simultáneamente la eliminación de álcalis, la limpieza de óxidos y la purga de hidrógeno.
| Categoría de aleación | Preocupación por el flujo primario | Tipo de fundente recomendado | Nivel de flúor | Nivel de cloruro |
|---|---|---|---|---|
| 1xxx Primaria | Evitar la contaminación | Revestimiento de baja actividad | Bajo | Alta |
| Fundición 3xx.x | Control del sodio/álcali | Refinado alcalino-reactivo | Moderado-alto | Moderado |
| 5xxx Forjado | Compatibilidad con Mg | Revestimiento bajo en flúor | Bajo | Alta |
| 7xxx Forjado | Interacción Zn/Cu | Formulación especializada | Bajo-Moderado | Alta |
| Secundaria/chatarra | Múltiples contaminantes | Refinado de alta actividad | Alta | Alta |
¿Cómo se evalúan el rendimiento y el control de calidad de los fundentes?
La evaluación del rendimiento de los fundentes requiere una medición sistemática en múltiples puntos del proceso. Tanto los ingenieros de procesos como los responsables de calidad necesitan parámetros fiables para evaluar si las adiciones de fundente están logrando los objetivos metalúrgicos previstos.
Prueba de presión reducida (RPT) para la evaluación del hidrógeno
La prueba de presión reducida es el método de campo más utilizado para evaluar el hidrógeno disuelto en el aluminio. Una pequeña muestra de aluminio fundido se solidifica a presión reducida (aproximadamente 1/10 de la presión atmosférica), lo que hace que el hidrógeno disuelto forme una porosidad visible. La muestra resultante se pesa y se compara con una muestra solidificada a presión atmosférica: el índice de densidad proporciona una medida cuantitativa del contenido de hidrógeno.
Valores aceptables del índice de densidad:
- Aplicaciones de fundición de alta calidad: por debajo de 0,10%
- Fundición estándar para automoción: 0,10-0,20%
- Aplicaciones no críticas: por debajo de 0,30%
Métodos de evaluación de la inclusión
Las inclusiones son más difíciles de cuantificar que el hidrógeno, pero son igualmente importantes para la calidad de la fundición. Entre los métodos de evaluación habituales se incluyen:
Prueba Prefil-Footprint: Filtra el aluminio fundido a través de un filtro cerámico y pesa el residuo. Un mayor peso del filtro indica más inclusiones.
Pruebas ultrasónicas: Envía impulsos ultrasónicos a través de barras de prueba solidificadas: las inclusiones dispersan la señal y crean firmas características.
PoDFA (Análisis de Filtración de Disco Poroso): Método de laboratorio que concentra las inclusiones en un disco filtrante para su examen metalográfico.
Prueba K-Mold: Una simple prueba de campo que funde aluminio en un molde escalonado - las inclusiones aparecen como desgarros visibles o cierres fríos en secciones progresivamente más delgadas.
Verificación de la química del flujo para la adquisición
A la hora de comprar fundentes de recubrimiento y refinado, los equipos de compras deben exigir la certificación de los siguientes parámetros:
| Parámetro | Por qué es importante | Especificación típica |
|---|---|---|
| Contenido en cloruro (%) | Componente activo primario | 60-85% |
| Contenido en flúor (%) | Actividad de refinado | 5-25% |
| Contenido de humedad (%) | Crítico: el flujo húmedo provoca explosiones | Por debajo de 0,5% |
| Contenido en hierro (ppm) | Riesgo de contaminación | Por debajo de 500 ppm |
| Contenido en metales pesados | Medio ambiente/calidad | Por debajo de los límites reglamentarios |
| Distribución granulométrica | Coherencia de la aplicación | Como se especifica |
| Intervalo del punto de fusión | Compatibilidad de procesos | Verificado para aplicación temp |
Indicadores clave de rendimiento de las operaciones de flujo
Recomendamos realizar un seguimiento de los siguientes KPI en cualquier operación de horno de mantenimiento de aluminio que utilice fundente:
- Volumen de escoria por tonelada de aluminio procesado (objetivo: minimizar manteniendo la cobertura).
- Porcentaje de contenido de escoria metálica (objetivo: inferior a 40% para operaciones bien fundidas).
- Tasa de consumo de fundente por tonelada de aluminio (referencia con respecto a las normas del sector).
- Tendencia del índice de densidad en los distintos turnos de producción.
- Tasas de defectos de colada atribuibles a inclusiones o porosidad.
Consideraciones medioambientales y de seguridad al utilizar fundente de aluminio
Las dimensiones medioambiental y de seguridad del uso de fundentes de aluminio han adquirido una importancia normativa significativa en la última década. Tanto la normativa REACH de la Unión Europea como las directrices de la EPA de Estados Unidos clasifican determinados componentes del fundente como sustancias preocupantes.
Generación de gas cloro y exposición profesional
Cuando el fundente que contiene cloruro reacciona con el aluminio fundido, pueden generarse pequeñas cantidades de gas cloro y cloruro de hidrógeno, especialmente a temperaturas elevadas o cuando el fundente entra en contacto con metal húmedo. El cloro gaseoso es un riesgo respiratorio con límites de exposición profesional fijados en 0,5 ppm (límite máximo) en la mayoría de las jurisdicciones.
Medidas de mitigación:
- Ventilación adecuada y sistemas de extracción locales encima de los hornos de mantenimiento.
- Control de gases en tiempo real para el personal de operaciones.
- Programas de formación sobre procedimientos adecuados de manipulación de fundentes.
- Selección de formulaciones de fundentes que minimicen la generación de gas a temperaturas de funcionamiento.
Gestión de residuos fluorados
El fundente gastado y la escoria que contiene flúor plantean problemas de eliminación medioambiental. En los vertederos, los compuestos de flúor pueden filtrarse a las aguas subterráneas, lo que plantea problemas normativos. Muchas jurisdicciones clasifican la escoria que contiene flúor como residuo peligroso que requiere una eliminación controlada.
Buenas prácticas:
- Separar la escoria que contiene flúor de otros flujos de residuos.
- Asóciese con procesadores certificados de reciclaje de escoria que recuperan tanto las fracciones metálicas como las salinas.
- Mantener la documentación de eliminación para el cumplimiento de la normativa.
- Considerar alternativas de fundente con bajo contenido en flúor o sin flúor cuando sea metalúrgicamente viable.
Peligro de humedad: el problema de seguridad más grave
El fundente húmedo o que ha absorbido humedad atmosférica presenta un grave riesgo de explosión. Cuando la humedad entra en contacto con el aluminio fundido (a temperaturas superiores a 700°C), el agua se vaporiza instantáneamente y puede provocar violentas explosiones de vapor. Este peligro no es teórico: los accidentes en naves de fundición de aluminio relacionados con la contaminación por humedad figuran entre los incidentes graves más frecuentes en la industria.
Precauciones obligatorias:
- Almacenar el fundente en recipientes herméticos, a prueba de humedad, en lugares secos y bajo techo.
- Precalentar el equipo de aplicación del fundente antes de que entre en contacto con la masa fundida.
- No añada nunca fundente que haya estado expuesto a la lluvia, a una humedad elevada o al agua.
- Inspeccione las bolsas de fundente en busca de daños antes de usarlas
- Control de la humedad en las zonas de almacenamiento de flujos
- Impartir formación sobre procedimientos de emergencia a todo el personal que trabaje cerca de los hornos de mantenimiento.
Marco regulador
| Ámbito reglamentario | Reglamento pertinente | Requisito clave |
|---|---|---|
| Emisiones atmosféricas | EPA NESHAP (EE.UU.) / IED (UE) | Ventilación, control de emisiones |
| Exposición de los trabajadores | OSHA PELs (US) / EH40 (UK) | Límites de exposición al Cl₂, HCl, HF |
| Clasificación de los residuos | RCRA (EE.UU.) / Directiva marco sobre residuos (UE) | Clasificación de la escoria de fluoruro |
| Registro químico | REACH (UE) / TSCA (EE.UU.) | Componente Registro CAS |
| Transporte | Clasificaciones DOT/IMDG | Envasado y etiquetado |
Criterios de selección de flujos para los equipos de compras y operaciones
La compra de fundentes de recubrimiento y refinado implica sopesar los requisitos de rendimiento metalúrgico con el coste, la fiabilidad del suministro, el cumplimiento de las normas medioambientales y la viabilidad operativa. Hemos visto decisiones de compra tomadas exclusivamente en función del precio que han dado lugar a un aumento significativo de los costes generales del proceso debido al incremento de las pérdidas de escoria, las mayores tasas de rechazo y los requisitos de mantenimiento de los equipos.
Perspectiva del coste total de propiedad
El precio unitario del fundente no suele ser la variable económica más importante. Tenga en cuenta este marco a la hora de evaluar a los proveedores de fundente:
Impacto de la recuperación de metales: Un fundente que reduce el contenido de metal de escoria de 55% a 40% en 100 toneladas/mes de escoria representa aproximadamente 15 toneladas adicionales de aluminio recuperado al mes - con un valor de miles de dólares a los precios actuales del aluminio.
Tasa de rechazo de coladas: Los defectos de fundición relacionados con el fundente (porosidad, inclusiones) dan lugar a desechos que cuestan mucho más que el ahorro de fundente de un producto más barato.
Desgaste refractario: Algunas fórmulas agresivas de fundentes atacan los materiales de revestimiento de los hornos, aumentando los costes de mantenimiento de los refractarios y el riesgo de paradas imprevistas.
Requisitos laborales: Las formulaciones de fundente de mayor calidad suelen requerir una aplicación menos frecuente y producen una escoria más fácil de manipular, lo que reduce los costes de mano de obra por tonelada de aluminio procesado.
Criterios de cualificación de proveedores
Cuando califique a un proveedor de fundentes, evalúe:
- Fichas técnicas con la composición química completa.
- Certificados de pruebas de terceros sobre contenido de humedad, metales pesados y tamaño de las partículas.
- Datos de consistencia - la variación química entre lotes debe ser inferior a 2%
- Fiabilidad de la cadena de suministro: ¿pueden suministrar los volúmenes necesarios de forma constante?
- Capacidad de asistencia técnica: ¿disponen de metalúrgicos que puedan apoyar la optimización del proceso?
- Referencias de operaciones de aluminio similares.
- Documentación de conformidad medioambiental para todos los componentes.
Consideraciones sobre envasado y logística
El envasado de fundentes afecta significativamente a la calidad del producto en el punto de uso:
| Tipo de envase | Protección contra la humedad | Vida útil | Manejo de | Lo mejor para |
|---|---|---|---|---|
| Bolsas de polietileno selladas (25 kg) | Bien | 12-18 meses | Manual | Pequeñas operaciones |
| Big bags/FIBC (500-1000 kg) | Moderado | 12 meses | Mecánica | Volumen medio |
| Bidones sellados | Excelente | Más de 24 meses | Mecánica | Entornos muy húmedos |
| Granelero (seco) | Excelente | Uso inmediato | Automatizado | Sistemas automatizados de gran volumen |
| Recipientes presurizados | Mejor | Ampliado | Automatizado | Sistemas de inyección continua |
Errores comunes en la aplicación de fundentes y cómo evitarlos
Después de trabajar con numerosas operaciones de fundición de aluminio, hemos identificado un conjunto coherente de errores de aplicación que socavan la eficacia del fundente. Comprender estos errores es tan importante como comprender la práctica correcta.
Dosificación insuficiente y cobertura incompleta
El error más común es aplicar una cantidad insuficiente de fundente para conseguir una cobertura completa de la superficie fundida. Los operarios a veces reducen el uso de fundente para reducir costes, pero las consecuencias metalúrgicas y de rendimiento superan rápidamente el ahorro de material. Una cobertura incompleta deja secciones de la superficie fundida expuestas a la oxidación, creando zonas de contaminación localizada.
La solución: Establecer normas mínimas de cobertura basadas en los cálculos del área del baño del horno. En la mayoría de los hornos de mantenimiento, la capa de fundente debe cubrir completamente la superficie visible de la masa fundida con una profundidad aproximada de 20-40 mm.
Sobredosificación y contaminación por fundentes
El error opuesto, la adición excesiva de fundente, crea problemas igualmente perjudiciales para la calidad del metal. El exceso de fundente que no puede ser absorbido por la capa de escoria se hunde en la masa fundida y puede introducir inclusiones de fundente en el metal. Un exceso de fundente de cloruro en el metal puede provocar la generación de hidrógeno durante la solidificación.
La solución: Calibrar los índices de adición de fundente en función del tamaño del horno, el índice de rotación de la masa fundida y el volumen de generación de escoria. Documentar el rendimiento de referencia con los índices de adición óptimos.
Añadir fundente a una zona fría del horno
El fundente aplicado en zonas de la superficie del horno donde la temperatura del metal es inferior al punto de fusión del fundente no se extenderá ni activará correctamente. El fundente sólido asentado sobre una masa fundida parcialmente solidificada o con temperatura estratificada crea una cobertura desigual y reacciones localizadas cuando la temperatura se iguala finalmente.
La solución: Asegurar la uniformidad de la temperatura del horno antes de la aplicación del fundente. Compruebe las lecturas del termopar en varios puntos en hornos grandes.
Momento inadecuado del fundido en relación con la colada
El fundente debe aplicarse y dejarse actuar antes de iniciar la colada, no durante un ciclo de colada activo. La adición de fundente durante la colada crea turbulencias que pueden introducir inclusiones en la corriente de metal fundido. El protocolo general es aplicar y tratar al menos 15-30 minutos antes del inicio de la colada.
No se tienen en cuenta los cambios químicos de las aleaciones
Al pasar de una familia de aleaciones a otra en el mismo horno, también puede ser necesario cambiar la selección del fundente. Un operario que se sienta cómodo con los fundentes de aleaciones de fundición puede no darse cuenta de que cambiar a una aleación de forja 5xxx requiere cambiar a un fundente de bajo contenido en flúor para proteger el contenido en magnesio.
La solución: Crear tablas de selección de fundentes indexadas por tipo de aleación que se coloquen físicamente en el puesto de operación del horno. Inclúyalo en los programas de formación de operarios.
Preguntas frecuentes sobre el recubrimiento y el refinado de fundentes para hornos de mantenimiento de aluminio
P1: ¿Cuál es la diferencia entre fundente de recubrimiento y fundente de refinado para aluminio?
El fundente de recubrimiento forma una capa protectora sobre la superficie del aluminio fundido para evitar la oxidación y la absorción de hidrógeno. El fundente de refinado reacciona químicamente con la masa fundida para eliminar el hidrógeno disuelto, las impurezas de metales alcalinos y las inclusiones en suspensión. La mayoría de las aplicaciones modernas de hornos de mantenimiento utilizan productos combinados que realizan ambas funciones simultáneamente.
P2: ¿Qué cantidad de fundente debe añadirse a un horno de mantenimiento de aluminio?
Los índices típicos de adición oscilan entre 1 y 3 kg de fundente por tonelada métrica de aluminio. La tasa exacta depende del nivel de contaminación de la masa fundida, el tipo de horno, la química de la aleación y el objetivo de limpieza del metal deseado. Un mayor contenido de chatarra en la carga requiere generalmente una mayor dosificación de fundente.
P3: ¿Puedo utilizar el mismo fundente para diferentes familias de aleaciones de aluminio?
No siempre. Las aleaciones que contienen magnesio (serie 5xxx) requieren fundentes con bajo contenido en flúor para evitar el agotamiento del magnesio. Las aleaciones de fundición modificadas con estroncio necesitan formulaciones de fundente con bajo contenido en sodio. Verifique siempre la compatibilidad del fundente con la aleación específica que se está procesando.
P4: ¿Cómo sé si mi fundente funciona correctamente?
Controle los valores del índice de densidad de la prueba de presión reducida, realice un seguimiento del porcentaje de contenido de metal en escoria, observe el carácter de la escoria (crujiente y seca indica una cobertura eficaz del fundente) y realice un seguimiento de los índices de defectos de fundición. Un sistema de fundente de buen rendimiento produce valores de índice de densidad consistentemente bajos y escoria seca y prensable.
P5: ¿Qué ocurre si el fundente húmedo entra en contacto con el aluminio fundido?
La humedad en contacto con el aluminio fundido provoca una generación instantánea de vapor que puede dar lugar a una violenta explosión de vapor. Esto supone un grave riesgo para la seguridad. Almacene siempre el fundente en condiciones secas y selladas y precaliente el equipo de aplicación antes de utilizarlo. Nunca utilice fundente que haya estado expuesto a la humedad.
P6: ¿Con qué frecuencia se debe aplicar fundente a un horno de mantenimiento?
La frecuencia de aplicación depende del tiempo de mantenimiento, del índice de rotación de la masa fundida y de la temperatura del metal. Las operaciones de producción continua pueden requerir la adición de fundente cada 2-4 horas. Las operaciones por lotes suelen fundir al principio de cada calentamiento y después de cada ciclo de espumado. Supervise visualmente el estado de la superficie de la masa fundida para determinar el momento de aplicación.
P7: ¿Cuál es la vida útil del fundente para hornos de mantenimiento de aluminio?
La mayoría de los fundentes de cloruro-flúor tienen una vida útil de entre 12 y 24 meses si se almacenan en envases herméticos, a prueba de humedad y en interiores secos. Una vez abierto el envase, el fundente no utilizado debe volver a sellarse inmediatamente y utilizarse en un plazo de 30 días.
P8: ¿Afecta el tipo de fundente a la vida útil del refractario del horno?
Sí. Los fundentes ricos en flúor son más agresivos con los materiales refractarios unidos con óxido. Las operaciones a alta temperatura con fundentes agresivos requieren formulaciones refractarias resistentes al flúor. Verifique siempre la compatibilidad entre el fundente y el refractario con su proveedor de revestimientos de hornos cuando considere un cambio en la composición química del fundente.
P9: ¿Es peligroso el gas cloro liberado durante el tratamiento con fundente de aluminio?
Los fundentes a base de cloruro pueden generar pequeñas cantidades de cloro gaseoso y cloruro de hidrógeno durante las reacciones a alta temperatura. Los límites de exposición profesional al cloro son de 0,5 ppm (valor máximo). La ventilación adecuada del horno, los sistemas de escape locales y la supervisión de los gases son requisitos de seguridad esenciales. Las modernas formulaciones de fundentes de baja emisión minimizan la generación de gas.
Q10: ¿Qué deben exigir los equipos de compras a los proveedores de flujos?
Entre los principales requisitos de documentación se incluyen: certificados completos de composición química por lote, verificación del contenido de humedad (por debajo de 0,5%), datos de distribución del tamaño de las partículas, verificación del contenido de metales pesados, documentos de conformidad con REACH/medio ambiente y hojas de datos técnicos. Las referencias de operaciones de aluminio comparables y los datos demostrados de consistencia entre lotes también son criterios importantes para la evaluación de los proveedores.
Resumen: Principales conclusiones técnicas
La gestión de los fundentes de recubrimiento y refinado en los hornos de mantenimiento de aluminio es una disciplina técnicamente sofisticada que determina directamente la limpieza del metal, el rendimiento y la calidad de la colada. Los principios fundamentales establecidos a lo largo de este artículo pueden resumirse como sigue:
La elección entre fundente de recubrimiento, fundente de refino o productos combinados debe basarse en los objetivos específicos del proceso y en la química de la aleación, no en la costumbre o en el menor coste unitario. La selección del método de aplicación -desgasificación manual, por inyección o rotativa- multiplica o disminuye significativamente la eficacia incluso de la mejor formulación de fundente. La gestión de la escoria y la gestión del fundente son inseparables; la química del fundente controla el carácter de la escoria, que a su vez controla la economía de la recuperación del metal. Los requisitos medioambientales y de seguridad son aspectos no negociables de la gestión de los fundentes que requieren una atención sistemática al almacenamiento, la manipulación, la ventilación y la eliminación de residuos.
En AdTech, nuestra experiencia en diversos entornos de producción de aluminio demuestra sistemáticamente que las instalaciones que logran la mejor combinación de calidad del metal, rendimiento y eficiencia operativa son aquellas que tratan la gestión del fundente como una competencia básica de la ingeniería de procesos en lugar de una compra rutinaria de consumibles.
