Abdecken und Raffinierflussmittel für Aluminium-Warmhalteöfen spielt eine entscheidende Rolle für die Metallqualität, die betriebliche Effizienz und die Optimierung der Ausbeute - ohne ein angemessenes Flussmittelmanagement leiden Aluminiumschmelzen unter übermäßiger Oxidation, Wasserstoffabsorption und Verunreinigungen durch Einschlüsse, die die Qualität des nachgeschalteten Gusses direkt beeinträchtigen. Wir bei AdTech haben umfassend mit Aluminiumverarbeitungsanlagen auf mehreren Kontinenten zusammengearbeitet, und die Ergebnisse deuten durchweg auf eine Schlussfolgerung hin: Die Auswahl und Anwendung der richtigen Flussmittelchemie ist keine zweitrangige Überlegung - sie ist eine grundlegende technische Entscheidung.
Wenn Ihr Projekt die Verwendung von Abdeck- und Veredelungsflussmitteln erfordert, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
Was ist Abdeck- und Veredelungsflussmittel für Aluminium-Halteöfen?
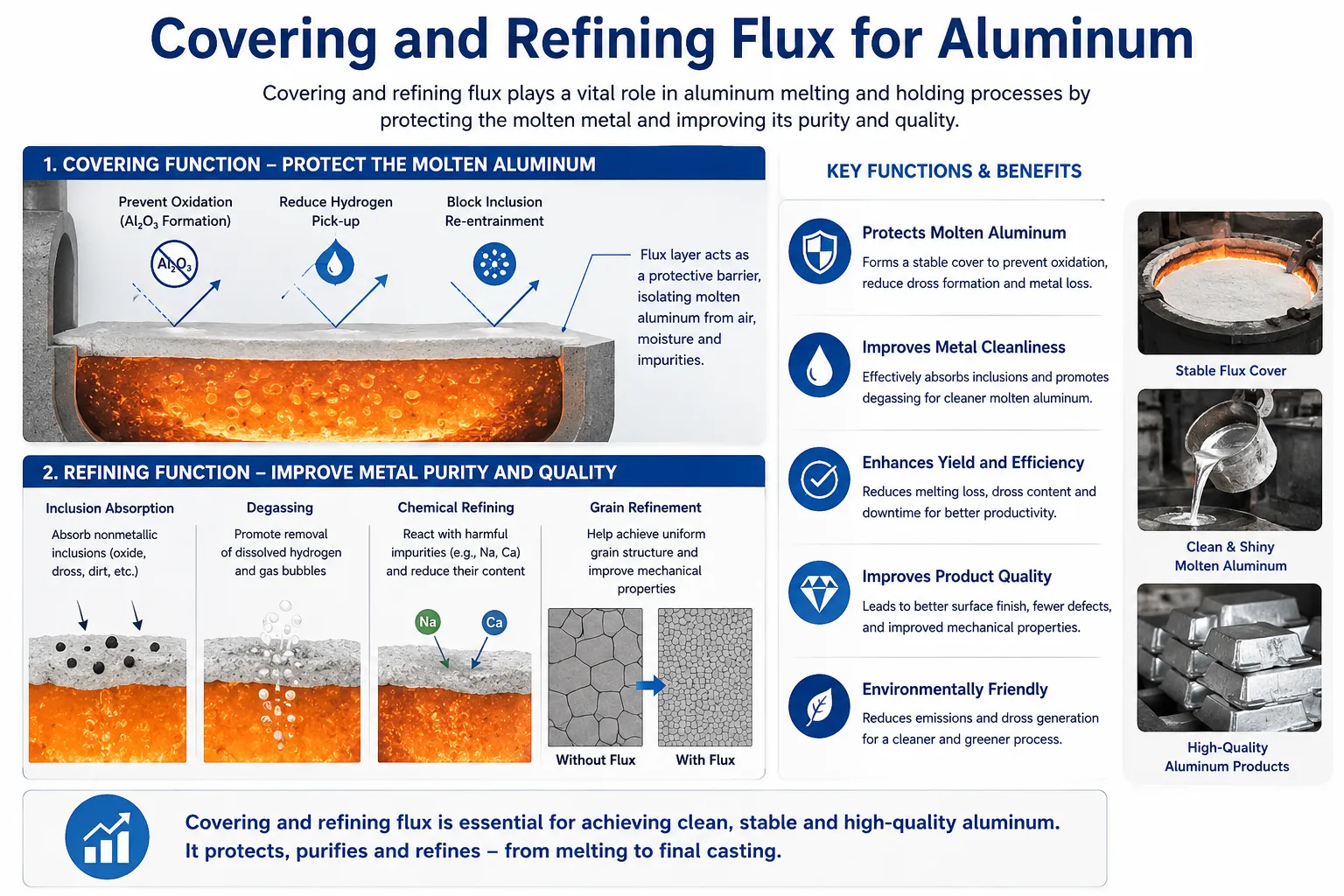
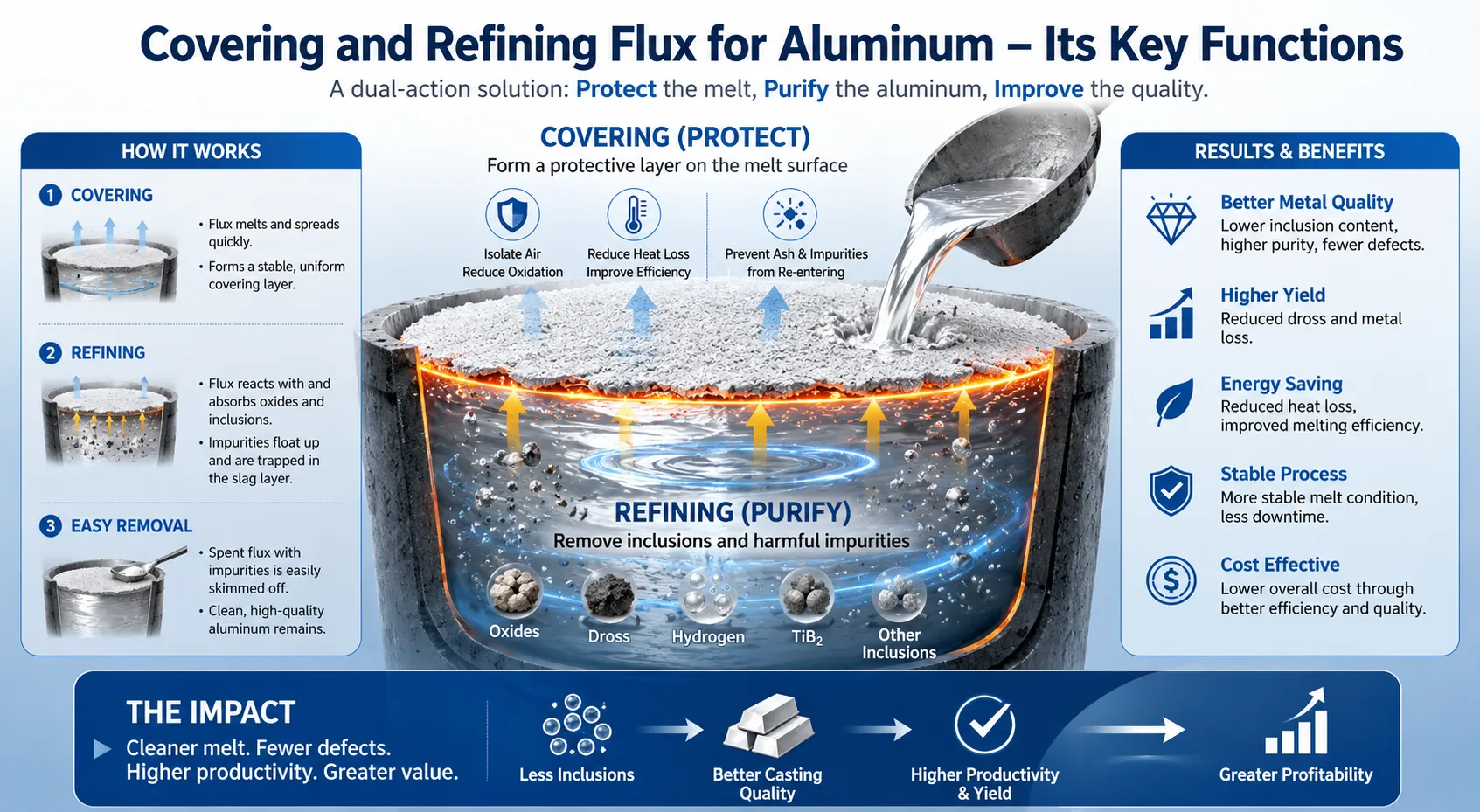
Abdeck- und Veredelungsflussmittel für Aluminiumwarmhalteöfen beziehen sich auf eine Kategorie chemischer Verbindungen - in der Regel Chlorid- und Fluoridsalzmischungen -, die während des Warmhalteprozesses der Aluminiumschmelze zwei gleichzeitige, aber unterschiedliche Funktionen erfüllen. Das Abdeckflussmittel bildet eine schützende Sperrschicht über der Oberfläche des geschmolzenen Aluminiums und isoliert das Metall physisch von Luftsauerstoff und Feuchtigkeit. Das Raffinationsflussmittel dringt in die Schmelze ein und reagiert chemisch mit gelöstem Wasserstoff, schwebenden Oxiden und nichtmetallischen Einschlüssen, wobei diese Verunreinigungen aus dem flüssigen Metall herausgezogen und an der Oberfläche konzentriert werden, wo sie abgeschöpft werden können.

In der industriellen Praxis vereinen viele Flussmittelformulierungen beide Funktionen in einem einzigen Produkt - in der Branche wird dies als abdeckendes Raffinationsflussmittel oder Mehrzweckflussmittel bezeichnet. Diese Produkte mit doppelter Wirkung vereinfachen den Betrieb in Umgebungen mit hohem Durchsatz und gewährleisten gleichzeitig eine wirksame metallurgische Kontrolle.
Lesen Sie auch: Welches Flussmittel wird für Aluminium verwendet?
Wir unterscheiden Warmhalteofen-Flussmittel von Schmelzofen-Flussmitteln, weil die metallurgischen Ziele in der Warmhaltephase sehr unterschiedlich sind. Während des Warmhaltens geht es in erster Linie darum, das Metall sauber zu halten, eine erneute Verunreinigung zu verhindern, den Temperaturverlust zu minimieren und das Metall für das Gießen vorzubereiten. Die Flussmittelchemie muss daher über längere Haltezeiten hinweg stabil sein, nicht mit Ofenauskleidungen reagieren und in der Lage sein, feine Einschlüsse zu erfassen, ohne neue Verunreinigungen einzubringen.
| Funktion | Abdeckung des Flusses | Flussmittel verfeinern | Kombinierter Fluss |
|---|---|---|---|
| Primäre Rolle | Schutz der Oberfläche | Reinigung der Schmelze | Beide gleichzeitig |
| Anwendungstiefe | Oberflächenschicht | Schüttgut Schmelze | Oberfläche + Unterboden |
| Reaktionstyp | Physische Barriere | Chemische Reaktion | Physikalisch + chemisch |
| Typische Hinzufügungsrate | 0,5-2 kg/Tonne | 1-3 kg/Tonne | 1-3 kg/Tonne |
| Abschöpfungsfrequenz | Niedrig | Höher | Mäßig |
Warum braucht Aluminium einen Flussmittelschutz während der Haltephase?
Geschmolzenes Aluminium ist in einer Weise chemisch aggressiv, die von den meisten Nichtfachleuten unterschätzt wird. Bei Temperaturen zwischen 680°C und 780°C - dem typischen Haltebereich für die meisten Aluminiumlegierungen - reagiert das Metall fast augenblicklich mit Luftsauerstoff und bildet Aluminiumoxid (Al₂O₃). Diese Reaktion ist thermodynamisch günstig und unter normalen Ofenbedingungen im Wesentlichen irreversibel. Ohne Flussmittelabdeckung wird eine frisch abgezogene Oberfläche innerhalb von Sekunden wieder oxidieren.
Die Haltephase ist aus mehreren Gründen eine besonders gefährdete Phase im Aluminiumproduktionsprozess:
Verlängerte Expositionszeit
Im Gegensatz zu den kurzen Fenstern beim Chargieren oder Abstich kann Aluminium in einem Warmhalteofen stundenlang mit der Ofenatmosphäre in Berührung bleiben. Jede Minute ungeschützter Exposition trägt zur Verdickung der Oxidhaut, zur Wasserstoffaufnahme und zur fortschreitenden Bildung von Einschlüssen bei.
Wasserstofflöslichkeit und Porositätsrisiko
Aluminium hat im flüssigen Zustand eine wesentlich höhere Wasserstofflöslichkeit als im festen Zustand. Wenn das Metall während des Gießens abkühlt und erstarrt, scheidet sich der gelöste Wasserstoff als Gasporosität aus und bildet Hohlräume, die das Endprodukt schwächen. Die Hauptquellen für Wasserstoffverunreinigungen während des Warmhaltens sind atmosphärische Feuchtigkeit, Ausgasungen aus dem Feuerfestmaterial und nasse Einsatzstoffe. Das Abdecken von Flussmitteln verringert die Aufnahme von atmosphärischem Wasserstoff erheblich, da die Kontaktfläche zwischen der Schmelzoberfläche und der Ofenatmosphäre begrenzt wird.
Einschluss Kontamination
Nichtmetallische Einschlüsse - in erster Linie Aluminiumoxidfilme, Spinelle, Karbide und Boride je nach Legierungszusammensetzung - wirken als Spannungskonzentratoren im fertigen Gussteil. Diese Einschlüsse stammen von oxidierten Einsatzstoffen, Feuerfest-Erosion und Turbulenzen an der Schmelzoberfläche. Das Schmelzflussmittel benetzt und agglomeriert diese Partikel chemisch, so dass sie an der Oberfläche aufschwimmen.
Homogenität der Temperatur
Die Flussmittelabdeckung sorgt auch für eine thermische Isolierung, die den Strahlungswärmeverlust von der Schmelzoberfläche verringert. Dies unterstützt die Temperaturgleichmäßigkeit im gesamten Ofenbad, was für gleichbleibende Gießbedingungen entscheidend ist.
| Art der Verschmutzung | Herkunft während des Haltens | Flux-Antwort |
|---|---|---|
| Aluminiumoxid-Folien | Oxidation der Oberfläche | Abdeckende Flussmittelsperre |
| Gelöster Wasserstoff | Luftfeuchtigkeit, Atmosphäre | Chlorgasspülung (bei einigen Flussmitteln) |
| Spinell-Einschlüsse | Oxidation von Legierungselementen | Agglomeration von Veredelungsflüssen |
| Alkalimetalle (Na, Ca) | Verunreinigungen des Rohmaterials | Reaktives Fluxen |
| Feuerfeste Partikel | Erosion | Flussmittelbenetzung und Flotation |
Wie unterscheiden sich Abdeckungsflussmittel von Veredelungsflussmitteln?
Das Verständnis der mechanistischen Unterscheidung zwischen diesen beiden Flussmittelkategorien ist für jeden, der für das Qualitätsmanagement von Schmelzen oder die Beschaffung von Flussmitteln verantwortlich ist, von wesentlicher Bedeutung.
Der Mechanismus der Wirkung des Abdeckungsflusses
Abdeckendes Flussmittel funktioniert in erster Linie nach physikalischen Prinzipien. Beim Auftragen auf die Schmelzoberfläche schmelzen die Flussmittelkomponenten - in der Regel niedrig schmelzende Chlorsalze wie Kaliumchlorid (KCl) und Natriumchlorid (NaCl) - und verteilen sich auf der Aluminiumoberfläche, wobei sie eine durchgehende flüssige oder halbflüssige Schicht bilden. Diese Schicht bewirkt drei Dinge gleichzeitig:
- Es verhindert physikalisch, dass Sauerstoff und Feuchtigkeit an die Metalloberfläche gelangen.
- Es löst die bereits gebildete Aluminiumoxidhaut chemisch auf, verringert ihre Viskosität und macht sie leichter entfernbar.
- Es wirkt als thermischer Isolator und reduziert die Strahlungswärmeverluste.
Die Wirksamkeit eines Abdeckflussmittels wird an seiner Fähigkeit gemessen, die Aluminiumoxidoberfläche zu benetzen, an seinem Ausbreitungskoeffizienten über geschmolzenem Aluminium und an seiner Stabilität bei Betriebstemperaturen. Ein gutes Abdeckflussmittel hat einen niedrigeren Schmelzpunkt als die Aluminiumhaltetemperatur, eine hohe chemische Stabilität und eine starke Oberflächenbenetzung.
Der Mechanismus der Wirkung von Refining Flux
Die Veredelung von Flussmitteln funktioniert durch eine Kombination aus chemischen und physikalischen Mechanismen. Die reaktiven Komponenten - in erster Linie Fluoridsalze wie Kryolith (Na₃AlF₆), Kalziumfluorid (CaF₂) oder synthetische Fluoridverbindungen - interagieren mit gelöstem Wasserstoff, Alkalimetallverunreinigungen und suspendierten Einschlüssen.
Die Chloridkomponenten im Raffinierflussmittel erzeugen bei Kontakt mit geschmolzenem Aluminium geringe Mengen Chlorgas. Diese Gasblasen steigen durch die Schmelze auf, und jede Blase wirkt als Mikroflotationsträger, der beim Aufsteigen suspendierte Einschlüsse und gelösten Wasserstoff aufnimmt. Dieser Mechanismus ist vergleichbar mit der industriellen Schaumflotation, die in der Mineralienverarbeitung eingesetzt wird, funktioniert aber im Mikrobereich in einer Umgebung mit geschmolzenem Metall.
Die Fluoridbestandteile reagieren bevorzugt mit Alkalimetallen - Natrium, Kalzium, Lithium -, die häufig als Verunreinigungen in Sekundäraluminium aus Post-Verbraucher-Schrott vorkommen. Durch diese Reaktionen werden die Alkalimetalle in unlösliche Fluoridverbindungen umgewandelt, die Teil der Schrottkrätze werden.
Warum beide Funktionen zusammen benötigt werden
In einer Warmhalteofenumgebung ist keine der beiden Funktionen allein ausreichend. Ein abdeckendes Flussmittel ohne Veredelungsfunktion schützt zwar vor neuen Verunreinigungen, kann aber die bereits in der Schmelze vorhandenen Einschlüsse nicht entfernen. Ein Raffinationsflussmittel ohne geeignete Abdeckung reinigt die Schmelze, macht sie aber unmittelbar nach der Behandlung anfällig für Reoxidation. Aus diesem Grund hat sich die Aluminiumindustrie weitgehend auf kombinierte Abdeck- und Raffinationsflussmittel für Warmhalteofenanwendungen verlegt.
Was sind die wichtigsten chemischen Komponenten im Aluminium-Halteofen-Flussmittel?
Die Chemie des Aluminium-Halteflussmittels spiegelt die jahrzehntelange Verfeinerung der Metallurgietechnik wider. Wir können die Inhaltsstoffe in primäre aktive Komponenten und sekundäre Leistungsmodifikatoren unterteilen.
Systeme auf Chlorsalzbasis
Das Chloridsalzsystem bildet die strukturelle Grundlage der meisten Aluminium-Haltemittel. Kaliumchlorid und Natriumchlorid in verschiedenen Verhältnissen bilden eutektische Mischungen mit Schmelzpunkten deutlich unter dem Schmelzpunkt von Aluminium, wodurch sichergestellt wird, dass das Flussmittel bei Haltetemperaturen vollständig flüssig und mobil ist. Das eutektische Gemisch aus KCl und NaCl (etwa 50:50 nach Gewicht) schmilzt bei etwa 657°C und ist damit ideal für Aluminiumanwendungen.
Diese Chloridsalze liefern:
- Niedrige Viskosität bei Betriebstemperatur für gute Verteilbarkeit.
- Chemische Stabilität in Abwesenheit von Feuchtigkeit.
- Mäßige Reaktivität mit Aluminiumoxid-Oberflächenfilmen.
- Gute Benetzungseigenschaften gegen Oxidoberflächen.
Zusätze von Fluorid-Verbindungen
Durch Fluoridzusätze wird die Funktionsfähigkeit des Basis-Chloridsystems erheblich erweitert. Zu den üblichen Fluoridkomponenten gehören:
Kryolith (Na₃AlF₆): Ein natürlich vorkommendes Mineral und synthetisches Produkt, das Aluminiumoxid wirksamer auflöst als Chloride allein. Kryolith senkt den Schmelzpunkt des Flussmittelgemischs und verbessert dessen Fähigkeit, Aluminiumoxid aufzulösen.
Kalziumfluorid (CaF₂/Flussspat): Erhöht die Fließfähigkeit des Flussmittels, verbessert das Benetzungsverhalten gegenüber Oxidoberflächen und trägt durch Fluoridaustauschreaktionen zur Entfernung von Alkalimetallen bei.
Aluminiumfluorid (AlF₃): Sehr reaktiv mit Alkalimetallverunreinigungen. Besonders nützlich bei der Verarbeitung von Aluminium aus kontaminiertem Schrott mit hohem Natriumgehalt.
Magnesiumfluorid (MgF₂): Wird in magnesiumhaltigen Legierungssystemen verwendet, bei denen die Fluoridchemie mit der Legierungszusammensetzung kompatibel sein muss.
Spezialadditive und Leistungsmodifikatoren
Moderne kommerzielle Flussmittel enthalten zusätzliche Komponenten, die die Leistung für bestimmte Anwendungen optimieren:
| Zusatzstoff Typ | Chemisches Beispiel | Funktion |
|---|---|---|
| Oxidationsmittel | MnO₂, KNO₃ | Förderung der Krätzeabscheidung |
| Benetzungsmittel | Verschiedene Fluoridverbindungen | Verbesserung der Oxidbenbenetzung |
| Thermische Puffer | Hochschmelzende feuerfeste Salze | Verlängern Sie die Lebensdauer von Flussmitteln |
| Antiklumpmittel | Verschiedene | Verklumpen des Flussmittelspeichers verhindern |
| Dichtemodifikatoren | Dichteangepasste Mischungen | Kontrolle der Lage der Flussmittelschicht |
Was in der Flussmittelchemie zu vermeiden ist
Nicht alle Flussmittelzusammensetzungen sind für alle Anwendungen geeignet. Flussmittel mit hohen Natriumkonzentrationen können in magnesiumhaltigen Legierungen (insbesondere A356, A380 und ähnlichen Gusslegierungen) zu Natriumvergiftungen führen. Natriumkonzentrationen über 5 ppm in Aluminium-Silizium-Legierungen führen zu einer Umkehrung der eutektischen Modifikation und verschlechtern die mechanischen Eigenschaften. Beschaffungsteams müssen sicherstellen, dass der Natriumgehalt im Flussmittel kontrolliert wird, wenn sie mit modifikationsempfindlichen Legierungen arbeiten.
Welche Methoden des Flussmittelauftrags führen zu den besten metallurgischen Ergebnissen?
Die Anwendungstechnik ist ebenso wichtig wie die Flussmittelchemie. Wir haben viele Fälle beobachtet, in denen ausgezeichnete Flussmittelformulierungen aufgrund schlechter Anwendungspraktiken enttäuschende Ergebnisse lieferten. Die Methode der Flussmittelzufuhr bestimmt, wie effektiv die aktiven Komponenten mit der Zielkontamination in Kontakt kommen.
Manuelle Oberflächenanwendung
Die einfachste Methode besteht darin, pulverförmiges oder körniges Flussmittel von Hand mit einer gelochten Pfanne, einem Flussmittelstreuer oder einem pneumatischen Spender auf die Schmelzoberfläche zu streuen. Diese Technik eignet sich für kleine bis mittlere Warmhalteöfen und Chargenbetriebe.
Bewährte Verfahren für das manuelle Auftragen von Oberflächen:
- Tragen Sie das Flussmittel gleichmäßig auf die gesamte Schmelzoberfläche auf, und zwar in einer Menge von 1-3 kg pro Tonne Aluminium.
- Warten Sie 5-10 Minuten, bis das Flussmittel geschmolzen ist und sich verteilt hat, bevor Sie es aufrühren oder abschöpfen.
- Wärmen Sie das Gerät zum Auftragen des Flussmittels vor, um einen Temperaturschock oder eine Verunreinigung durch Feuchtigkeit zu vermeiden.
- Tragen Sie eine Schutzausrüstung, einschließlich Gesichtsschutz, hitzebeständige Handschuhe und Atemschutz.
Pulverinjektionssysteme
Für größere Warmhalteöfen und Stranggussverfahren, Pulverinjektionssysteme liefern das Raffinationsflussmittel direkt in die Schmelze durch eine Lanze, die unter die Metalloberfläche eingeführt wird. Durch diese Methode wird ein enger Kontakt zwischen dem Flussmittel und der Schmelze hergestellt, was die Effizienz der Raffination erheblich verbessert.
Vorteile der Pulverspritzung:
- Gleichmäßigere Verteilung des Flussmittels über das gesamte Schmelzvolumen.
- Größere Kontaktfläche zwischen Flussmittel und Einschlüssen.
- Geringerer Flussmittelverbrauch im Vergleich zur Oberflächenanwendung bei gleichwertigen metallurgischen Ergebnissen.
- Konsistente, wiederholbare Behandlungsergebnisse, die weniger von der Technik des Bedieners abhängen.
Das Flussmittel wird in der Regel mit einem Trägergas (Stickstoff oder Argon) verflüssigt und durch ein rotierendes Flügelrad oder eine statische Lanze mit kontrollierten Raten eingespritzt. Die Positionierung der Lanze, die Durchflussmenge des Trägergases und die Injektionsrate müssen für jede Ofengeometrie optimiert werden.
Rotationsentgasung mit Flussmittelinjektion
Der anspruchsvollste Ansatz kombiniert die Rotationsentgasung mit der gleichzeitigen Flussmitteleinspritzung. Das rotierende Laufrad erzeugt feine Gasblasen, die sowohl das eingespritzte Chlor als auch die Flussmittelpartikel durch das gesamte Schmelzvolumen transportieren und gleichzeitig die Oxidschichten mechanisch aufbrechen. Mit diesem kombinierten Ansatz werden sowohl die Wasserstoffentfernung als auch die Flotation von Einschlüssen in einem einzigen Behandlungszyklus erreicht.
Rotationsentgasungsparameter, die für die Flussleistung relevant sind:
- Rotordrehzahl: typischerweise 200-600 U/min, je nach Ofengröße.
- Gasdurchsatz: 0,1-0,5 Nm³/Minute.
- Behandlungszeit: 10-30 Minuten je nach Schmelzvolumen und Sauberkeitsziel.
- Flussmittel-Einspritzrate: 0,5-2 kg/Tonne je nach Verschmutzungsgrad der Schmelze.
| Methode der Anwendung | Typische Größe des Ofens | Flussmittel-Effizienz | Kapitalkosten | Betriebskosten |
|---|---|---|---|---|
| Manuelle Oberfläche | Klein - Mittel | Mäßig | Niedrig | Niedrig |
| Mechanisches Rühren + Oberfläche | Mittel | Gut | Mäßig | Mäßig |
| Pulverinjektion (statische Lanze) | Mittelgroß | Gut | Mäßig | Mäßig |
| Rotationsentgasung + Flussmittel | Groß | Ausgezeichnet | Hoch | Mäßig-hoch |
| Automatisierte Abgabesysteme | Jede | Sehr gut | Hoch | Niedrig pro Zyklus |
Wie wirkt sich das Flussmittel auf die Krätzebildung und die Metallrückgewinnung aus?
Das Krätzemanagement ist untrennbar mit dem Flussmittelmanagement in Aluminium-Holdingbetrieben verbunden. Krätze - die Nebenproduktschicht, die sich auf der Schmelzoberfläche bildet und aus Aluminiumoxid, Flussmittelrückständen und eingeschlossenem metallischem Aluminium besteht - stellt sowohl eine metallurgische Herausforderung als auch eine bedeutende wirtschaftliche Variable dar.

Was Schlacke tatsächlich enthält
Frische Krätze aus einem Aluminium-Warmhalteofen mit ordnungsgemäßem Flussmittelmanagement enthält normalerweise:
- 30-60% metallisches Aluminium (eingeschlossen im Oxidnetz).
- 20-40% Aluminiumoxid-Verbindungen.
- 10-30% Flusssalzrückstände.
- 5-15% andere Oxide und Intermetalle je nach Legierung.
Das in der Krätze eingeschlossene metallische Aluminium stellt einen direkten Ertragsverlust dar. In einer Anlage, die jährlich 10.000 Tonnen Aluminium verarbeitet, bedeutet selbst eine Verbesserung der Krätze-Metallrückgewinnung um 1% einen erheblichen finanziellen Gewinn.
Wie das Abdecken von Flussmitteln die Qualität der Krätze beeinflusst
Bei ordnungsgemäßer Anwendung des Abdeckungsflussmittels entsteht “trockene” oder “knusprige” Krätze - ein pulverförmiges, nicht klebriges Material, das eingeschlossenes Metall beim Pressen oder Verarbeiten leicht freigibt. Diese Art von Krätze hat hohe Metallrückgewinnungsraten in nachgeschalteten Krätzeverarbeitungsprozessen.
Ohne ausreichende Flussmittelabdeckung wird die Krätze nass, klebrig und reich an Oxidfilmen. Diese Art von Krätze schließt Aluminiumtröpfchen in einer kontinuierlichen Oxidmatrix ein, was die Metallrückgewinnung erschwert und verteuert.
Der Schlüsselmechanismus besteht darin, dass Schmelzsalze die Viskosität und Oberflächenspannung der Oxid-Salz-Grenzfläche verringern, so dass Aluminiumtröpfchen zusammenfließen und in die Schmelze zurückfließen können, anstatt in der Krätze gefangen zu bleiben.
Betrieb der Krätzepresse und Interaktion mit dem Flussmittel
Moderne Aluminiumwerke verwenden hydraulische Krätzepressen, um Metall aus heißer Krätze unmittelbar nach dem Abschöpfen zurückzugewinnen. Die Effektivität des Krätzepressens hängt stark von der Flussmittelchemie ab:
- Ein höherer Chloridflussmittelgehalt führt zu niedrigviskosen Salzschmelzen, die unter Druck vollständiger aus der Krätze abfließen.
- Ein zu hoher Fluoridgehalt kann die Krätze feuerfester und schwerer zu pressen machen.
- Ein optimales Flussmittelgleichgewicht führt zu einer Krätze, die gut auf die Rückgewinnung durch Pressen anspricht und eine Metallausbeute von 50-70% aus der Krätze aufweist.
| Krätze Typ | Flussmittelabdeckung | Metallgehalt | Pressbarkeit | Metallrückgewinnung |
|---|---|---|---|---|
| Trocken/Knusprig | Gut | 30-50% Al | Ausgezeichnet | 60-75% |
| Feuchte | Mäßig | 40-60% Al | Gut | 45-60% |
| Nass/klebrig | Schlecht | 50-70% Al | Schlecht | 30-45% |
| Schwarze Schlacke | Sehr schlecht/keine | 60-80% Al | Sehr Schlecht | 20-35% |
Welche Flussmitteltypen werden für verschiedene Aluminiumlegierungen verwendet?
Verschiedene Aluminiumlegierungsfamilien haben unterschiedliche chemische Anforderungen, die die Auswahl des Flussmittels einschränken. Die Verwendung des falschen Flussmittels für eine bestimmte Legierung kann zu Verunreinigungen führen, die Chemie der Legierung verändern oder unvorhergesehene Reaktionen verursachen.

Flussmittel für Primäraluminium (Serie 1xxx)
Primäre Aluminiumlegierungen haben eine sehr geringe Toleranz gegenüber Verunreinigungen, da sie für hochreine Anwendungen eingesetzt werden. Die Anforderungen an Flussmittel konzentrieren sich stark auf die Abdeckfunktion mit minimaler reaktiver Chemie, die Spurenelemente einbringen könnte. Flussmittel mit niedrigem Natriumfluoridgehalt werden bevorzugt, und viele Betreiber verwenden reine Flussmittel auf Chloridbasis mit selektiven Fluoridzusätzen nur dann, wenn eine Alkali-Entfernung speziell erforderlich ist.
Flussmittel für Gusslegierungen (Serie 3xx.x - Al-Si)
Aluminium-Silizium-Gusslegierungen sind die Arbeitspferde der Druckguss- und Sandgussindustrie. Das Hauptproblem bei diesen Legierungen ist der Alkalimetallgehalt - insbesondere Natrium -, da Natrium bei einem Gehalt von mehr als 5 ppm dazu führt, dass das Siliziumeutektikum nicht mehr modifiziert wird, was jede absichtliche Strontium- oder Natriummodifizierungsbehandlung rückgängig macht.
Bei Legierungen der Serie 3xx.x muss bei der Auswahl des Flussmittels Folgendes berücksichtigt werden:
- Natriumfreie oder sehr natriumarme Flussmittelformulierungen, wenn eine Strontiummodifikation verwendet wird.
- Fluoridhaltige Flussmittel, die speziell für die Entfernung von Alkali bei der Verarbeitung von Schrott mit hohem Natriumgehalt entwickelt wurden.
- Kompatibilität mit dem Magnesiumgehalt in Legierungen wie A380 (der etwa 0,1% Mg enthält).
Flussmittel für Knetlegierungen (Serien 5xxx und 6xxx)
Knetlegierungen, insbesondere die magnesiumhaltigen 5xxx-Serien, stellen besondere Anforderungen an Flussmittel. Magnesium reagiert aggressiv mit fluoridhaltigen Flussmittelkomponenten, insbesondere wenn die Flussmittelformulierungen einen hohen Fluoridgehalt aufweisen. Fluorid-Magnesium-Reaktionen können das Magnesium der Legierung aufbrauchen, die Zusammensetzung verändern und Magnesiumfluorid-Einschlüsse erzeugen.
Für Legierungen der Serie 5xxx:
- Verwenden Sie fluoridarme oder fluoridfreie Abdeckmittel.
- Vorrang der physikalischen Deckfunktion vor der chemischen Reaktivität.
- Überwachen Sie die Magnesium-Rückgewinnungsraten als Indikator für die Kompatibilität der Flüsse.
Flussmittel für recyceltes/Sekundäraluminium
Sekundäraluminium, das aus Post-Consumer-Schrott verarbeitet wird, stellt die höchsten Anforderungen an das Flussmittel, da die Schrottströme die größte Bandbreite an Verunreinigungen enthalten. Reaktive Raffinationsflussmittel mit höherem Fluoridgehalt sind hier angebracht, da Alkalientfernung, Oxidreinigung und Wasserstoffspülung gleichzeitig erforderlich sind.
| Kategorie Legierung | Primäre Flussbetrachtung | Empfohlener Flussmitteltyp | Fluoridgehalt | Chloridspiegel |
|---|---|---|---|---|
| 1xxx Primär | Vermeidung von Verunreinigungen | Abdeckung mit geringer Aktivität | Niedrig | Hoch |
| 3xx.x Gießen | Natrium-/Alkalikontrolle | Alkalisch-reaktive Raffination | Mäßig-hoch | Mäßig |
| 5xxx Geschmiedet | Mg-Verträglichkeit | Fluoridarmer Belag | Niedrig | Hoch |
| 7xxx Geschmiedet | Zn/Cu-Wechselwirkung | Spezialisierte Formulierung | Gering-Mäßig | Hoch |
| Sekundär/Abfall | Mehrere Schadstoffe | Hochaktive Veredelung | Hoch | Hoch |
Wie bewerten Sie die Leistung und Qualitätskontrolle von Flussmitteln?
Die Bewertung der Flussmittelleistung erfordert systematische Messungen an mehreren Stellen des Prozesses. Sowohl Verfahrenstechniker als auch Qualitätsmanager benötigen zuverlässige Messwerte, um zu beurteilen, ob die Flussmittelzusätze die beabsichtigten metallurgischen Ziele erreichen.
Prüfung mit reduziertem Druck (RPT) zur Beurteilung des Wasserstoffs
Der Unterdrucktest ist die am weitesten verbreitete Feldmethode zur Bewertung von gelöstem Wasserstoff in Aluminium. Eine kleine Probe geschmolzenen Aluminiums verfestigt sich unter reduziertem Druck (ca. 1/10 des atmosphärischen Drucks), wodurch gelöster Wasserstoff sichtbare Porosität bildet. Die resultierende Probe wird gewogen und mit einer bei Atmosphärendruck verfestigten Probe verglichen - der Dichteindex liefert ein quantitatives Maß für den Wasserstoffgehalt.
Akzeptable Dichteindexwerte:
- Hochwertige Gussanwendungen: unter 0,10%
- Standard Automobilguss: 0,10-0,20%
- Unkritische Anwendungen: unter 0,30%
Methoden der Einbeziehungsbewertung
Einschlüsse sind schwieriger zu quantifizieren als Wasserstoff, sind aber für die Gussqualität ebenso wichtig. Zu den gängigen Bewertungsmethoden gehören:
Vorfilm-Fußabdruck-Test: Filtert geschmolzenes Aluminium durch einen Keramikfilter und wiegt den Rückstand. Ein höheres Filtergewicht deutet auf mehr Einschlüsse hin.
Ultraschallprüfung: Sendet Ultraschallimpulse durch verfestigte Prüfstäbe - Einschlüsse streuen das Signal und erzeugen charakteristische Signaturen.
PoDFA (Poröse Scheibenfiltrationsanalyse): Eine Labormethode, bei der Einschlüsse auf einer Filterscheibe für die metallographische Untersuchung konzentriert werden.
K-Mold Test: Ein einfacher Feldversuch, bei dem Aluminium in eine abgestufte Form gegossen wird - Einschlüsse erscheinen als sichtbare Risse oder Kaltverschlüsse an immer dünneren Abschnitten.
Überprüfung der Flussmittelchemie für die Beschaffung
Beim Einkauf von Abdeck- und Raffinierflussmitteln sollten die Beschaffungsteams die Zertifizierung der folgenden Parameter verlangen:
| Parameter | Warum es wichtig ist | Typische Spezifikation |
|---|---|---|
| Chloridgehalt (%) | Primäre aktive Komponente | 60-85% |
| Fluoridgehalt (%) | Veredelungstätigkeit | 5-25% |
| Feuchtigkeitsgehalt (%) | Kritisch - nasses Flussmittel verursacht Explosionen | Unter 0,5% |
| Eisengehalt (ppm) | Kontaminationsrisiko | Weniger als 500 ppm |
| Schwermetallgehalt | Umwelt/Qualität | Unterhalb der gesetzlichen Grenzwerte |
| Partikelgrößenverteilung | Konsistenz der Anwendung | Wie angegeben |
| Schmelzpunktbereich | Kompatibilität der Prozesse | Geprüft für Anwendung temp |
Wichtige Leistungsindikatoren für Flussmitteloperationen
Wir empfehlen, die folgenden KPIs in allen Aluminium-Warmhalteöfen zu verfolgen, die Flussmittel verwenden:
- Krätzevolumen pro Tonne verarbeiteten Aluminiums (Ziel: Minimierung bei gleichbleibender Abdeckung).
- Prozentsatz des Krätze-Metallgehalts (Ziel: unter 40% für gut durchflossene Betriebe).
- Flussmittelverbrauchsrate pro Tonne Aluminium (Benchmark mit Industrienormen).
- Entwicklung des Dichteindexes über die Produktionsschichten hinweg.
- Gussfehlerraten, die auf Einschlüsse oder Porosität zurückzuführen sind.
Umwelt- und Sicherheitsaspekte bei der Verwendung von Aluminiumflussmitteln
Die Umwelt- und Sicherheitsaspekte der Verwendung von Aluminiumschmelzmitteln haben in den letzten zehn Jahren erheblich an Bedeutung gewonnen. Sowohl die REACH-Verordnung der Europäischen Union als auch die EPA-Richtlinien der USA stufen bestimmte Flussmittelkomponenten als bedenkliche Stoffe ein.
Chlorgaserzeugung und Exposition am Arbeitsplatz
Wenn chloridhaltiges Flussmittel mit geschmolzenem Aluminium reagiert, können kleine Mengen Chlorgas und Chlorwasserstoff entstehen, insbesondere bei höheren Temperaturen oder wenn das Flussmittel mit nassem Metall in Berührung kommt. Chlorgas stellt eine Gefahr für die Atemwege dar, und die Grenzwerte für die Exposition am Arbeitsplatz liegen in den meisten Ländern bei 0,5 ppm (Höchstwert).
Abhilfemaßnahmen:
- Angemessene Belüftung und lokale Abluftanlagen über den Öfen.
- Gasüberwachung in Echtzeit für das Betriebspersonal.
- Schulungsprogramme für den richtigen Umgang mit Flussmitteln.
- Auswahl von Flussmittelformulierungen, die die Gasbildung bei Betriebstemperaturen minimieren.
Fluorid-Abfallwirtschaft
Verbrauchtes Flussmittel und fluoridhaltige Krätze stellen ein Problem für die Entsorgung dar. Fluoridverbindungen können in der Deponieumgebung ins Grundwasser gelangen, was zu rechtlichen Bedenken führt. In vielen Ländern wird fluoridhaltige Krätze als gefährlicher Abfall eingestuft, der kontrolliert entsorgt werden muss.
Bewährte Praktiken:
- Trennen Sie fluoridhaltige Krätze von anderen Abfallströmen.
- Partnerschaften mit zertifizierten Krätze-Recyclingunternehmen, die sowohl Metall- als auch Salzfraktionen zurückgewinnen.
- Pflege der Entsorgungsdokumentation zur Einhaltung der Vorschriften.
- Erwägen Sie fluoridarme oder fluoridfreie Flussmittelalternativen, sofern dies metallurgisch möglich ist.
Feuchtigkeitsgefahr - das kritischste Sicherheitsproblem
Nasses Flussmittel oder Flussmittel, das atmosphärische Feuchtigkeit absorbiert hat, stellt eine ernsthafte Explosionsgefahr dar. Wenn Feuchtigkeit mit geschmolzenem Aluminium (bei Temperaturen über 700 °C) in Berührung kommt, verdampft das Wasser augenblicklich und kann heftige Dampfexplosionen verursachen. Diese Gefahr ist nicht nur theoretisch - Unfälle in Aluminiumgießereien, die mit Feuchtigkeit in Verbindung stehen, gehören zu den häufigsten schwerwiegenden Vorfällen in der Industrie.
Obligatorische Vorsichtsmaßnahmen:
- Flussmittel in verschlossenen, feuchtigkeitsdichten Behältern in trockenen Innenräumen aufbewahren
- Flussmittelauftragsgeräte vor dem Kontakt mit der Schmelze vorheizen
- Fügen Sie niemals Flussmittel hinzu, die Regen, hoher Feuchtigkeit oder Wasser ausgesetzt waren.
- Überprüfen Sie die Flussmittelbeutel vor der Verwendung auf Schäden
- Überwachung der Luftfeuchtigkeit in Flux-Lagerbereichen
- Befolgen Sie die Notfallausbildung für alle Mitarbeiter, die in der Nähe von Warmhalteöfen arbeiten.
Überblick über den Rechtsrahmen
| Regulierungsbereich | Einschlägige Verordnung | Schlüsselanforderung |
|---|---|---|
| Luftemissionen | EPA NESHAP (US) / IED (EU) | Belüftung, Emissionsüberwachung |
| Exposition von Arbeitnehmern | OSHA PELs (US) / EH40 (UK) | Cl₂-, HCl-, HF-Grenzwerte |
| Abfallklassifizierung | RCRA (US) / Abfallrahmenrichtlinie (EU) | Klassifizierung von Fluoridkrätzen |
| Chemische Registrierung | REACH (EU) / TSCA (US) | Komponente CAS-Registrierung |
| Transport | DOT/IMDG-Klassifikationen | Verpackung und Etikettierung |
Kriterien für die Auswahl von Flussmitteln für Beschaffungs- und Betriebsteams
Beim Einkauf von Abdeck- und Raffinierflussmitteln müssen die Anforderungen an die metallurgische Leistung mit den Kosten, der Lieferzuverlässigkeit, der Einhaltung von Umweltauflagen und der betrieblichen Praktikabilität abgewogen werden. Wir haben erlebt, dass Beschaffungsentscheidungen, die allein aufgrund des Preises getroffen wurden, durch erhöhte Krätzeverluste, höhere Ausschussraten und Wartungsanforderungen an die Anlagen zu erheblich höheren Gesamtprozesskosten geführt haben.
Gesamtbetriebskosten-Perspektive
Der Stückpreis eines Flussmittels ist selten die wichtigste wirtschaftliche Variable. Berücksichtigen Sie diesen Rahmen bei der Bewertung von Flussmittellieferanten:
Auswirkungen der Metallverwertung: Ein Schmelzmittel, das den Metallgehalt der Krätze von 55% auf 40% bei 100 Tonnen Krätze pro Monat reduziert, entspricht etwa 15 Tonnen zusätzlich gewonnenem Aluminium pro Monat - bei den derzeitigen Aluminiumpreisen ein Wert von Tausenden von Dollar.
Ablehnungsquote beim Gießen: Flussmittelbedingte Gussfehler (Porosität, Einschlüsse) führen zu Ausschuss, der weit mehr kostet als die Flussmitteleinsparung durch ein billigeres Produkt.
Feuerfester Verschleiß: Einige aggressive Flussmittelformulierungen greifen die Materialien der Ofenauskleidung an und erhöhen die Kosten für die Instandhaltung der feuerfesten Materialien und das Risiko ungeplanter Ausfallzeiten.
Arbeitsanforderungen: Qualitativ hochwertigere Flussmittelformulierungen müssen oft seltener aufgetragen werden und produzieren Krätze, die einfacher zu handhaben ist, was die Arbeitskosten pro Tonne verarbeitetes Aluminium senkt.
Kriterien für die Lieferantenqualifikation
Bewerten Sie bei der Auswahl eines Flussmittellieferanten:
- Technische Datenblätter mit der vollständigen chemischen Zusammensetzung.
- Prüfzertifikate von Dritten für Feuchtigkeitsgehalt, Schwermetalle und Partikelgröße.
- Konsistenzdaten - Schwankungen von Charge zu Charge in der Chemie sollten unter 2% liegen
- Zuverlässigkeit der Lieferkette - können sie die erforderlichen Mengen durchgängig liefern?
- Technische Unterstützungsmöglichkeiten - verfügen sie über Metallurgen, die bei der Prozessoptimierung helfen können?
- Referenzen aus ähnlichen Aluminiumbetrieben.
- Dokumentation der Umweltverträglichkeit für alle Komponenten.
Überlegungen zu Verpackung und Logistik
Flussmittelverpackungen beeinflussen die Produktqualität am Ort der Verwendung erheblich:
| Verpackungsart | Schutz vor Nässe | Haltbarkeitsdauer | Handhabung | Am besten für |
|---|---|---|---|---|
| Versiegelte Polybeutel (25 kg) | Gut | 12-18 Monate | Handbuch | Kleine Operationen |
| Große Säcke/FIBCs (500-1000 kg) | Mäßig | 12 Monate | Mechanisch | Mittleres Volumen |
| Versiegelte Fässer | Ausgezeichnet | 24+ Monate | Mechanisch | Umgebungen mit hoher Luftfeuchtigkeit |
| Schüttgut-Tankschiff (trocken) | Ausgezeichnet | Sofort verwenden | Automatisiert | Automatisierte Systeme für hohe Stückzahlen |
| Behälter unter Druck | Am besten | Erweitert | Automatisiert | Kontinuierliche Einspritzsysteme |
Häufige Fehler bei der Anwendung von Flussmitteln und wie sie zu vermeiden sind
Nach der Zusammenarbeit mit zahlreichen Aluminiumgießereien haben wir eine Reihe von Anwendungsfehlern festgestellt, die die Wirksamkeit von Flussmitteln beeinträchtigen. Das Verständnis dieser Fehler ist ebenso wichtig wie das Verständnis der korrekten Vorgehensweise.
Unterdosierung und unvollständige Deckung
Der häufigste Fehler besteht darin, nicht genügend Flussmittel aufzutragen, um eine vollständige Bedeckung der Schmelzoberfläche zu erreichen. Die Betreiber reduzieren manchmal den Flussmittelverbrauch, um Kosten zu sparen, aber die metallurgischen und ertragsmäßigen Folgen überwiegen schnell die Materialeinsparungen. Durch die unvollständige Bedeckung bleiben Teile der Schmelzeoberfläche der Oxidation ausgesetzt, wodurch örtlich begrenzte Verunreinigungszonen entstehen.
Die Lösung: Legen Sie auf der Grundlage von Berechnungen der Ofenbadfläche Mindeststandards für die Abdeckung fest. Bei den meisten Warmhalteöfen sollte die Flussmittelschicht die sichtbare Schmelzoberfläche mit einer Tiefe von etwa 20-40 mm vollständig bedecken.
Überdosierung und Flussmittelkontamination
Der gegenteilige Fehler - die übermäßige Zugabe von Flussmittel - führt zu Problemen, die der Metallqualität ebenso schaden. Überschüssiges Flussmittel, das nicht von der Krätze absorbiert werden kann, sinkt in die Schmelze und kann Flussmitteleinschlüsse in das Metall einbringen. Übermäßiges Chlorid-Flussmittel im Metall kann während der Erstarrung zur Wasserstoffbildung führen.
Die Lösung: Kalibrierung der Flussmittelzugabemengen auf die Ofengröße, die Schmelzumsatzrate und das Krätzeerzeugungsvolumen. Dokumentieren Sie die Basisleistung bei optimalen Zugabemengen.
Hinzufügen von Flussmittel zu einer kalten Ofenzone
Flussmittel, das auf Bereiche der Ofenoberfläche aufgetragen wird, in denen die Metalltemperatur unter dem Schmelzpunkt des Flussmittels liegt, kann sich nicht richtig verteilen und aktivieren. Festes Flussmittel, das auf einer teilweise erstarrten oder temperaturgeschichteten Schmelze sitzt, führt zu einer ungleichmäßigen Bedeckung und lokalen Reaktionen, wenn sich die Temperatur schließlich ausgleicht.
Die Lösung: Stellen Sie die Gleichmäßigkeit der Ofentemperatur vor dem Auftragen des Flussmittels sicher. Prüfen Sie bei großen Öfen die Messwerte der Thermoelemente an mehreren Stellen.
Falsches Flussmittel-Timing im Verhältnis zum Guss
Flussmittel sollten vor Beginn des Gießens aufgetragen werden und reagieren können, nicht während eines aktiven Gießzyklus. Die Zugabe von Flussmittel während des Gießens führt zu Turbulenzen, die Einschlüsse in den Gussmetallstrom bringen können. Das allgemeine Protokoll sieht vor, dass das Schmelzmittel mindestens 15-30 Minuten vor Beginn des Gießens aufgetragen und behandelt wird.
Nichtberücksichtigung von Änderungen in der Legierungschemie
Beim Wechsel zwischen Legierungsfamilien im selben Ofen muss möglicherweise auch die Flussmittelauswahl geändert werden. Ein Bediener, der mit Flussmitteln für Gusslegierungen vertraut ist, erkennt möglicherweise nicht, dass der Wechsel zu einer 5xxx-Knetlegierung einen Wechsel zu einem Flussmittel mit niedrigem Fluoridgehalt erfordert, um den Magnesiumgehalt zu schützen.
Die Lösung: Erstellen Sie nach Legierungstyp geordnete Auswahltabellen für Flussmittel, die am Ofenarbeitsplatz ausgehängt werden. Nehmen Sie dies in die Schulungsprogramme für Bediener auf.
Häufig gestellte Fragen zum Abdecken und Veredeln von Flussmitteln für Aluminium-Halteöfen
Q1: Was ist der Unterschied zwischen Abdeck- und Veredelungsflussmittel für Aluminium?
Das Abdeckflussmittel bildet eine Schutzschicht auf der Oberfläche des geschmolzenen Aluminiums, um Oxidation und Wasserstoffaufnahme zu verhindern. Das Veredelungsflussmittel reagiert chemisch mit der Schmelze, um gelösten Wasserstoff, Alkalimetallverunreinigungen und suspendierte Einschlüsse zu entfernen. In den meisten modernen Warmhalteöfen werden Kombinationsprodukte verwendet, die beide Funktionen gleichzeitig erfüllen.
F2: Wie viel Flussmittel sollte in einen Aluminium-Warmhalteofen gegeben werden?
Typische Zugabemengen reichen von 1 bis 3 kg Flussmittel pro Tonne Aluminium. Die genaue Menge hängt vom Verschmutzungsgrad der Schmelze, dem Ofentyp, der Legierungschemie und dem angestrebten Metallreinheitsgrad ab. Ein höherer Schrottanteil in der Charge erfordert im Allgemeinen eine höhere Flussmitteldosierung.
F3: Kann ich das gleiche Flussmittel für verschiedene Aluminiumlegierungsfamilien verwenden?
Nicht immer. Magnesiumhaltige Legierungen (5xxx-Serie) erfordern Flussmittel mit niedrigem Fluoridgehalt, um eine Magnesiumverarmung zu verhindern. Strontiummodifizierte Gusslegierungen benötigen natriumarme Flussmittelformulierungen. Überprüfen Sie immer die Kompatibilität des Flussmittels mit der zu verarbeitenden Legierung.
F4: Wie kann ich feststellen, ob mein Flussmittel richtig funktioniert?
Überwachen Sie die Dichte-Indexwerte aus dem Reduzierten Drucktest, verfolgen Sie den prozentualen Anteil des Krätze-Metallgehalts, beobachten Sie den Charakter der Krätze (knusprig und trocken deutet auf eine effektive Flussmittelabdeckung hin) und verfolgen Sie die Gussfehlerraten. Ein gut funktionierendes Flussmittelsystem erzeugt konstant niedrige Dichteindexwerte und trockene, pressbare Krätze.
F5: Was passiert, wenn nasses Flussmittel mit geschmolzenem Aluminium in Berührung kommt?
Feuchtigkeit, die mit geschmolzenem Aluminium in Berührung kommt, verursacht eine sofortige Dampferzeugung, die zu einer heftigen Dampfexplosion führen kann. Dies ist ein ernstes Sicherheitsrisiko. Lagern Sie Flussmittel immer trocken und verschlossen und heizen Sie die Verarbeitungsgeräte vor der Verwendung vor. Verwenden Sie niemals Flussmittel, die Feuchtigkeit ausgesetzt waren.
F6: Wie oft sollte Flussmittel auf einen Warmhalteofen aufgetragen werden?
Die Häufigkeit des Auftragens hängt von der Haltezeit, der Umsatzrate der Schmelze und der Metalltemperatur ab. Bei kontinuierlichen Produktionsverfahren kann es erforderlich sein, alle 2 bis 4 Stunden Flussmittel hinzuzufügen. Bei Chargenbetrieben wird in der Regel zu Beginn jedes Schmelzvorgangs und nach jedem Abschöpfungszyklus Flussmittel aufgetragen. Überwachen Sie den Zustand der Schmelzeoberfläche visuell, um den Zeitpunkt festzulegen.
F7: Wie lange ist die Haltbarkeit von Aluminium-Halteofen-Flussmittel?
Bei Lagerung in einer versiegelten, feuchtigkeitsdichten Verpackung in trockenen Räumen haben die meisten Chlorid-Fluorid-Flussmittel eine Haltbarkeit von 12-24 Monaten. Nach dem Öffnen der Verpackung sollte unbenutztes Flussmittel sofort wieder verschlossen und innerhalb von 30 Tagen verbraucht werden.
F8: Beeinflusst die Art des Flussmittels die Lebensdauer des Feuerfestmaterials im Ofen?
Ja. Fluoridreiche Flussmittel sind aggressiver gegenüber oxidisch gebundenen feuerfesten Materialien. Hochtemperaturarbeiten mit aggressiven Flussmitteln erfordern fluoridbeständige Feuerfestformulierungen. Überprüfen Sie immer die Kompatibilität zwischen Flussmittel und Feuerfestmaterial mit Ihrem Ofenauskleidungslieferanten, wenn Sie einen Wechsel der Flussmittelchemie in Betracht ziehen.
F9: Ist Chlorgas, das bei der Behandlung von Aluminiumflussmitteln freigesetzt wird, gefährlich?
Flussmittel auf Chloridbasis können bei Hochtemperaturreaktionen geringe Mengen an Chlorgas und Chlorwasserstoff erzeugen. Die Arbeitsplatzgrenzwerte für Chlor liegen bei 0,5 ppm (Höchstwert). Eine ordnungsgemäße Ofenbelüftung, lokale Absaugsysteme und Gasüberwachung sind wesentliche Sicherheitsanforderungen. Moderne emissionsarme Flussmittelformulierungen minimieren die Gasentwicklung.
Q10: Was sollten Beschaffungsteams von Flux-Lieferanten verlangen?
Zu den wichtigsten Anforderungen an die Dokumentation gehören: vollständige Bescheinigungen über die chemische Zusammensetzung pro Charge, Überprüfung des Feuchtigkeitsgehalts (unter 0,5%), Daten zur Partikelgrößenverteilung, Überprüfung des Schwermetallgehalts, Dokumente zur Einhaltung von REACH/Umweltschutzbestimmungen und technische Datenblätter. Referenzen aus vergleichbaren Aluminiumbetrieben und nachgewiesene Konsistenzdaten von Charge zu Charge sind ebenfalls wichtige Bewertungskriterien für Lieferanten.
Zusammenfassung: Technische Kernaussagen
Das Management des Abdeck- und Veredelungsflusses in Aluminium-Warmhalteöfen ist eine technisch anspruchsvolle Disziplin, die sich direkt auf die Reinheit des Metalls, die Ausbeute und die Gussqualität auswirkt. Die in diesem Artikel dargelegten Grundprinzipien lassen sich wie folgt zusammenfassen:
Die Wahl zwischen Abdeckflussmittel, Veredelungsflussmittel oder Kombinationsprodukten sollte von den spezifischen Prozesszielen und der Legierungschemie bestimmt werden, nicht von der Gewohnheit oder den niedrigsten Stückkosten. Die Wahl der Anwendungsmethode - manuelle, Injektions- oder Rotationsentgasung - vervielfacht oder vermindert die Wirksamkeit selbst der besten Flussmittelformulierung. Krätzemanagement und Flussmittelmanagement sind untrennbar miteinander verbunden; die Flussmittelchemie steuert den Krätzecharakter, der wiederum die Wirtschaftlichkeit der Metallrückgewinnung bestimmt. Umwelt- und Sicherheitsanforderungen sind nicht verhandelbare Aspekte des Flussmittelmanagements, die eine systematische Beachtung von Lagerung, Handhabung, Belüftung und Abfallentsorgung erfordern.
Die Erfahrung von AdTech in verschiedenen Aluminiumproduktionsumgebungen zeigt immer wieder, dass die Anlagen, die die beste Kombination aus Metallqualität, Ausbeute und Betriebseffizienz erzielen, diejenigen sind, die das Flussmittelmanagement als eine Kernkompetenz der Verfahrenstechnik und nicht als Routinekauf von Verbrauchsmaterialien betrachten.
