Inerte Tonerde-Keramikkugeln die direkt von einer qualifizierten Fabrik zu Großhandelspreisen bezogen werden, bieten ein optimales Gleichgewicht zwischen thermischer Stabilität, chemischer Beständigkeit und mechanischer Festigkeit, das für industrielle Filtrations-, Katalysator- und Füllkörperanwendungen erforderlich ist. Durch die Zusammenarbeit mit einem geprüften Hersteller anstelle eines Zwischenhändlers werden Qualitätsschwankungen und Preisaufschläge vermieden, die von den Beschaffungsteams immer wieder als die beiden größten Probleme bei der Beschaffung genannt werden. Wir bei AdTech produzieren und liefern inerte Keramikkugeln aus Aluminiumoxid Die Rückmeldungen von Ingenieuren und Einkaufsmanagern, die von der Beschaffung bei Händlern auf die direkte Belieferung durch das Werk umgestiegen sind, weisen durchweg auf drei unmittelbare Verbesserungen hin: engere Maßtoleranzen, rückverfolgbare Chargendokumentation und deutliche Kostensenkungen bei Großaufträgen.
Wenn Ihr Projekt die Verwendung von Aluminiumoxid-Keramikkugeln erfordert, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
Was sind inerte Aluminiumoxid-Keramikkugeln und was unterscheidet sie von anderen keramischen Medien?
Inerte Aluminiumoxid-Keramikkugeln sind hochdichte, chemisch stabile kugelförmige Medien, die hauptsächlich aus Aluminiumoxid (Al₂O₃) mit einem Reinheitsgrad von 92% bis 99% hergestellt und bei Temperaturen zwischen 1.400°C und 1.700°C gebrannt werden, um eine dichte Mikrostruktur mit geringer Porosität zu erhalten. Der Begriff “inert” ist von zentraler Bedeutung für ihren industriellen Wert - im Gegensatz zu reaktiven keramischen Medien, die an chemischen Prozessen beteiligt sind, werden inerte Aluminiumoxidkugeln speziell so entwickelt, dass sie unter allen Bedingungen, die in ihrer Anwendungsumgebung auftreten, chemisch passiv bleiben, einschließlich starker Säuren, starker Laugen, hoher Temperaturen und Hochdruckgas- oder Flüssigkeitsströmen.
Die Unterscheidung zwischen inerten Aluminiumoxid-Keramikkugeln und anderen Kategorien keramischer Medien ist für die industrielle Beschaffung von großer Bedeutung. Aktivierte Aluminiumoxidkugeln sind poröse Materialien mit großer Oberfläche, die zur Adsorption und Trocknung verwendet werden - sie sind von ihrer Konstruktion her reaktiv und erfüllen völlig andere Funktionen. Keramische Mahlkörper werden für die Abrasionsleistung in Mühlen und Schleifmaschinen entwickelt. Katalysatorträgerkugeln können aus Aluminiumoxid hergestellt sein, tragen aber aktive katalytische Komponenten auf ihrer Oberfläche. Inerte Aluminiumoxid-Keramikkugeln hingegen dienen als strukturelle, thermische und chemische Pufferkomponenten - sie stützen Katalysatorbetten, verteilen Flüssigkeitsströme, liefern thermische Masse in Wärmeaustauschanwendungen und schützen empfindliche nachgeschaltete Anlagen vor groben Verunreinigungen.

Wir haben inerte Aluminiumoxid-Keramikkugeln an Raffinerien, chemische Verarbeitungsbetriebe, Düngemittelhersteller und Gasaufbereitungsanlagen geliefert. Das häufigste Missverständnis, auf das wir stoßen, ist, dass die Kunden alle “Aluminiumoxidkugeln” als austauschbar betrachten. Die Unterschiede im Aluminiumoxidgehalt, in der Brenndichte, in der Oberflächenbeschaffenheit, in der Maßtoleranz und in der Porosität je nach Hersteller und Sorte können darüber entscheiden, ob ein Füllkörperturm die Konstruktionsspezifikationen erfüllt oder ob es zu Rinnenbildung, heißen Stellen oder vorzeitigem Medienabbau kommt.
Wie inerte Aluminiumoxid-Keramikkugeln im Vergleich zu alternativen Packungs- und Trägermedien
| Eigentum | Inerte Tonerde-Keramik | Kieselsäure-Keramik | Mullit-Keramik | Porzellankugel | Steingut Kugel |
|---|---|---|---|---|---|
| Al₂O₃-Inhalt | 92-99% | Unterhalb von 5% | 45-60% | 20-35% | 15-25% |
| Maximale Betriebstemperatur | 1,600-1,800°C | 1,200°C | 1,400°C | 1,100°C | 1,050°C |
| Säureresistenz | Ausgezeichnet | Mäßig | Gut | Mäßig | Mäßig |
| Alkalibeständigkeit | Gut | Ausgezeichnet | Gut | Mäßig | Mäßig |
| Dichte (g/cm³) | 3.4-3.9 | 2.2-2.5 | 2.8-3.0 | 2.3-2.5 | 2.2-2.4 |
| Druckfestigkeit | 2,000-8,000 N | 800-1,500 N | 1,200-2,500 N | 600-1,200 N | 500-1,000 N |
| Kosten relativ | Mäßig-hoch | Niedrig | Mäßig | Niedrig | Niedrig |
Welche technischen Spezifikationen definieren inerte Aluminiumoxid-Keramikkugeln in Industriequalität?
Technische Spezifikationen sind die Grundlage für jeden aussagekräftigen Vergleich zwischen Anbietern von Aluminiumoxid-Keramikkugeln oder Produktqualitäten. Beschaffungsteams, die Lieferanten nur nach dem Preis bewerten, ohne die Spezifikationen zu vergleichen, stellen oft fest, dass das kostengünstigere Produkt die Leistungsanforderungen nicht erfüllt, was die Lebensdauer verkürzt und die Gesamtbetriebskosten erheblich erhöht.
Chemische Zusammensetzung Spezifikationen
Der prozentuale Tonerdegehalt ist die wichtigste Angabe, aber eine vollständige Analyse der chemischen Zusammensetzung gibt Aufschluss über die Leistungsmerkmale des Materials:
| Komponente | 92% Klasse | 95% Klasse | 99% Klasse | Auswirkungen auf die Leistung |
|---|---|---|---|---|
| Al₂O₃ (%) | 92 min | 95 min | 99 min | Wichtigster Leistungsfaktor |
| SiO₂ (%) | 5-7 | 3-5 | Weniger als 0,3 | Reduziert die chemische Beständigkeit |
| Fe₂O₃ (%) | Weniger als 0,3 | Weniger als 0,2 | Weniger als 0,05 | Risiko der Eisenkontamination |
| TiO₂ (%) | Weniger als 0,5 | Weniger als 0,3 | Weniger als 0,1 | Farbe, geringe Auswirkung auf die Eigenschaften |
| CaO + MgO (%) | Weniger als 0,3 | Weniger als 0,2 | Weniger als 0,1 | Beeinflusst das Sinterverhalten |
| Na₂O + K₂O (%) | Weniger als 0,3 | Weniger als 0,1 | Weniger als 0,05 | Entscheidend für die Stabilität bei hohen Temperaturen |
Spezifikationen der physikalischen und mechanischen Eigenschaften
Neben der chemischen Reinheit bestimmen die physikalischen und mechanischen Eigenschaften von Keramikkugeln aus inertem Aluminiumoxid ihre Eignung für bestimmte Einsatzbedingungen:
Schüttdichte: Dieser in kg/m³ oder g/cm³ gemessene Wert bestimmt, wie viel Medium erforderlich ist, um ein bestimmtes Behältervolumen zu füllen, und wirkt sich auf die Druckverlusteigenschaften von Schüttgutbetten aus. Ein höherer Tonerdegehalt korreliert im Allgemeinen mit einer höheren Schüttdichte.
Wasserabsorptionsrate: Ein wichtiger Qualitätsindikator für inerte Anwendungen. Aluminiumoxidkugeln minderer Qualität oder unzureichend gebrannte Kugeln haben eine höhere offene Porosität, was zu einer Wasseraufnahme führt, die die strukturelle Integrität beeinträchtigt und das Eindringen von Prozessflüssigkeiten in den Medienkörper ermöglicht. Spezifikation für inerte Aluminiumoxidkugeln in Industriequalität: Wasseraufnahme unter 0,5% nach Gewicht.
Druckfestigkeit: Die Kraft, die erforderlich ist, um eine einzelne Kugel zu zerdrücken, gemessen in Newton (N) oder Kilonewton (kN). Diese Angabe bestimmt, ob das Medium der mechanischen Belastung durch das Gewicht des Bettes, Druckschwankungen und Temperaturschwankungen in der Anwendungsumgebung standhalten kann.
Säurebeständigkeit: Gemessen als prozentualer Gewichtsverlust nach Eintauchen in eine bestimmte Säurelösung (in der Regel 20% H₂SO₄ oder HCl) über einen bestimmten Zeitraum bei kontrollierter Temperatur. Die Standardanforderung für inerte chemische Verarbeitungsmedien ist eine Säurebeständigkeit von mehr als 99,6%, was weniger als 0,4% Gewichtsverlust bedeutet.
Alkalibeständigkeit: Wird in ähnlicher Weise mit einer bestimmten NaOH-Lösung gemessen. Inerte Aluminiumoxidkugeln haben eine etwas geringere Alkalibeständigkeit als Säurebeständigkeit - die typische Spezifikation liegt über 98,5% Alkalibeständigkeit.
| Physikalische Eigenschaft | Typische Sorte 92% | Typische 95%-Sorte | Typische 99%-Sorte | Prüfverfahren |
|---|---|---|---|---|
| Schüttdichte (g/cm³) | 3.40-3.55 | 3.55-3.70 | 3.75-3.90 | ASTM C134 |
| Wasseraufnahme (%) | Weniger als 0,5 | Weniger als 0,3 | Weniger als 0,1 | ASTM C373 |
| Druckfestigkeit (N/Kugel, 25mm) | 2,500-4,000 | 3,500-5,500 | 5,000-8,000 | GB/T 6900 |
| Säureresistenz (%) | Über 99,6 | Über 99,7 | Über 99,9 | GB/T 6900 |
| Alkalibeständigkeit (%) | Über 98,5 | Über 98,8 | Über 99,5 | GB/T 6900 |
| Maximale Betriebstemperatur (°C) | 1,600 | 1,650 | 1,800 | Herstellerangaben |
| Temperaturwechselbeständigkeit | Mäßig | Gut | Ausgezeichnet | Radfahrprüfung |
Abmessungsspezifikationen und Größenbereiche
Inerte Aluminiumoxid-Keramikkugeln werden in Standard-Durchmesserbereichen hergestellt, die mit den üblichen Spezifikationen für industrielle Behälter und Kolonnen übereinstimmen:
Standard-Durchmessergrößen: 3mm, 6mm, 10mm, 13mm, 16mm, 19mm, 25mm, 38mm, 50mm, 63mm, 75mm
Toleranz des Durchmessers: Hochwertige Werksfertigung hält eine Maßtoleranz von ±1% beim Durchmesser ein. Bei einer minderwertigen Fertigung können Toleranzen von ±5% oder mehr auftreten, was bei kritischen Anwendungen zu ungleichmäßiger Bettfüllung und Rinnenbildung führt.
Sphärizität: Das Verhältnis der tatsächlichen Kugeloberfläche zur theoretischen Oberfläche einer perfekten Kugel mit gleichem Volumen. Kugeln aus inertem Aluminiumoxid in Industriequalität sollten eine Sphärizität von über 0,95 aufweisen.
Oberflächengüte: Eine glatte, fehlerfreie Oberfläche ist wichtig für Anwendungen, die eine vorhersehbare Flüssigkeitsverteilung erfordern. Raue oder löchrige Oberflächen können Verunreinigungen einschließen und Keimzellen für Zersetzungsprozesse bilden.
Welche Industrien und Anwendungen verwenden inerte Aluminiumoxid-Keramikkugeln?
Die Vielseitigkeit von inerten Aluminiumoxid-Keramikkugeln für die unterschiedlichsten industriellen Anwendungen spiegelt die außergewöhnliche Bandbreite ihrer Leistungseigenschaften wider. Wenn Sie verstehen, welche spezifische Anwendung die Nachfrage in Ihrer Branche antreibt, können Sie die richtige Spezifikation auswählen.

Erdölraffination und petrochemische Verarbeitung
Die Erdölraffinerie ist einer der größten Absatzmärkte für Keramikkugeln aus inertem Aluminiumoxid. In Raffinerieanwendungen dienen sie in erster Linie als Katalysatorbett-Trägermedien und inerte Füllkörper in Reaktoren, Reformern und Fraktionierungskolonnen.
Katalysator Bett Unterstützung Funktion: In Festbettreaktoren, die Edelmetall- oder Basismetallkatalysatoren enthalten, bilden inerte Aluminiumoxidkugeln abgestufte Stützschichten am Boden und am oberen Ende des Katalysatorbetts. Die unteren Schichten (mit größeren Kugeln, in der Regel 25-75 mm) tragen das Gewicht des Katalysators und lassen das Produkt abfließen. Die oberen Schichten (mit kleineren Größen, 6-13 mm) bilden einen abgestuften Übergang zwischen dem Katalysatorbett und den gröberen Trägerschichten. Dieses Sortiersystem verhindert die Abwanderung von Katalysatorfeinteilen, verteilt das eingehende Material gleichmäßig über das Katalysatorbett und schützt den Katalysator vor groben Verunreinigungen.
Hydrotreater- und Hydrocracker-Anwendungen: Diese Hochdruck- und Hochtemperaturprozesse laufen unter Bedingungen ab, die keramische Medien geringerer Qualität zerstören würden. Inerte Aluminiumoxidkugeln mit 92% oder höherem Al₂O₃-Gehalt halten Betriebstemperaturen von 300-450 °C, Drücken von 50-200 bar und kontinuierlicher Einwirkung von Schwefelwasserstoff, Ammoniak und Kohlenwasserstoffströmen stand, ohne sich zu zersetzen.
Chemie- und Düngemittelproduktion
In der chemischen Industrie werden inerte Aluminiumoxid-Keramikkugeln in verschiedenen Konfigurationen verwendet:
Schwefelsäureanlagen: Inerte Aluminiumoxidkugeln füllen Trockentürme und Absorptionstürme in der Schwefelsäureproduktion. Die Medien müssen konzentrierter Schwefelsäure bei hohen Temperaturen standhalten - eine besonders anspruchsvolle Kombination, die die meisten alternativen Materialien ausschließt. Der hohe Tonerdegehalt (95%+) sorgt für die notwendige chemische Beständigkeit.
Ammoniak-Synthese: Beim Haber-Bosch-Verfahren zur Ammoniakherstellung dienen inerte Aluminiumoxidkugeln als Katalysatorträger und Bettfüllung in Synthesereaktoren, die bei 400-500°C und 150-300 bar Druck arbeiten. Die extreme mechanische Belastung in diesen Hochdruckreaktoren erfordert eine sehr hohe Druckfestigkeit - ein Grund, warum Kugeln der Sorten 95% und 99% für diese Anwendung spezifiziert sind.
Salpetersäureanlagen: Inerte Packungen in Absorptionskolonnen für die Salpetersäureherstellung müssen konzentrierter Salpetersäure und Stickstoffdioxid bei erhöhten Temperaturen standhalten.
Gasverarbeitung und -aufbereitung
Erdgasverarbeitungsanlagen, Luftzerlegungsanlagen und Anlagen zur Herstellung von Spezialgasen verwenden inerte Aluminiumoxid-Keramikkugeln in verschiedenen Konfigurationen:
Träger des Molekularsiebbetts: Molekularsiebbetten, die zur Gastrocknung, CO₂-Entfernung und zur Entfernung von Spurenverunreinigungen eingesetzt werden, erfordern Stützschichten aus Keramikkugeln am Boden und am Kopf des Bettes. Die Aluminiumoxidkugeln dürfen weder mit dem Gasstrom noch mit dem Molekularsiebmaterial interagieren.
Dampfreformierung: Die Wasserstofferzeugung durch Methandampfreformierung erfordert Temperaturen von über 800 °C und eine zyklische thermische Belastung. Inerte Aluminiumoxidkugeln für diese Anwendungen erfordern eine ausgezeichnete Temperaturwechselbeständigkeit, weshalb hochreines Aluminiumoxid der Qualität 99% mit kontrollierter Mikrostruktur bevorzugt wird.
Regenerative thermische Abluftreiniger (RTOs): Inerte Keramikkugeln dienen als Wärmespeichermedium in RTO-Systemen zur VOC-Zerstörung. Das zyklische Aufheizen und Abkühlen (in der Regel auf 800-1.000 °C) erfordert sowohl eine hohe thermische Masse als auch eine ausgezeichnete Temperaturwechselbeständigkeit.
Wasseraufbereitung und Umweltanwendungen
Industrielle Wasserfiltration: Aluminiumoxid-Keramikkugeln dienen als Filtermedien-Trägerschichten in Multi-Media-Filtrationssystemen und bieten stabile Unterstützung für Sand-, Anthrazit- und Aktivkohlefilterschichten.
Behandlung von Abwässern: In biologischen Abwasserreinigungssystemen bieten inerte Keramikkugeln eine strukturierte Packung, die das Wachstum des Biofilms unterstützt und gleichzeitig die hydraulische Leistung aufrechterhält.
Tabelle zum Abgleich zwischen Anwendung und Spezifikation
| Anmeldung | Empfohlener Al₂O₃-Grad | Typischer Größenbereich | Kritische Eigenschaften | Betriebsbedingungen |
|---|---|---|---|---|
| Unterstützung des Katalysatorbetts (Raffinerie) | 92-95% | 13-75mm | Druckfestigkeit, geringe Porosität | 300-500°C, hoher Druck |
| Schwefelsäure-Turmverpackung | 95-99% | 6-25mm | Säureresistenz, Dichte | Bis zu 300°C, konzentriertes H₂SO₄ |
| Unterstützung der Ammoniak-Synthese | 95-99% | 25-50mm | Druckfestigkeit, thermische Stabilität | 400-500°C, 150-300 bar |
| Dampfreformer-Verpackung | 99% | 13-38mm | Temperaturwechselbeständigkeit | 700-900°C, Dampf |
| RTO-Wärmespeicher | 92-95% | 13-50mm | Thermische Masse, Stoßfestigkeit | 800-1.000°C, zyklisch |
| Gas-Trockenbett-Unterstützung | 92-95% | 6-25mm | Geringe Wasseraufnahme, Trägheit | Umgebungstemperatur bis 200°C |
| Unterstützung der Wasserfiltration | 92% | 6-25mm | Dichte, glatte Oberfläche | Umgebungsbedingungen |
| Verpackung von Düngemittelanlagen | 95% | 10-38mm | Beständigkeit gegen Säuren und Laugen | 200-400°C |
Wie werden inerte Aluminiumoxid-Keramikkugeln in der Fabrik hergestellt?
Ein Verständnis des Herstellungsprozesses ist sowohl für die Bewertung der Behauptungen des Lieferanten als auch für das Verständnis der Gründe für die Qualitätsunterschiede zwischen den einzelnen Herstellern von Nutzen. Die Herstellung von hochwertigen Aluminiumoxid-Keramikkugeln umfasst mehrere präzisionskontrollierte Schritte.
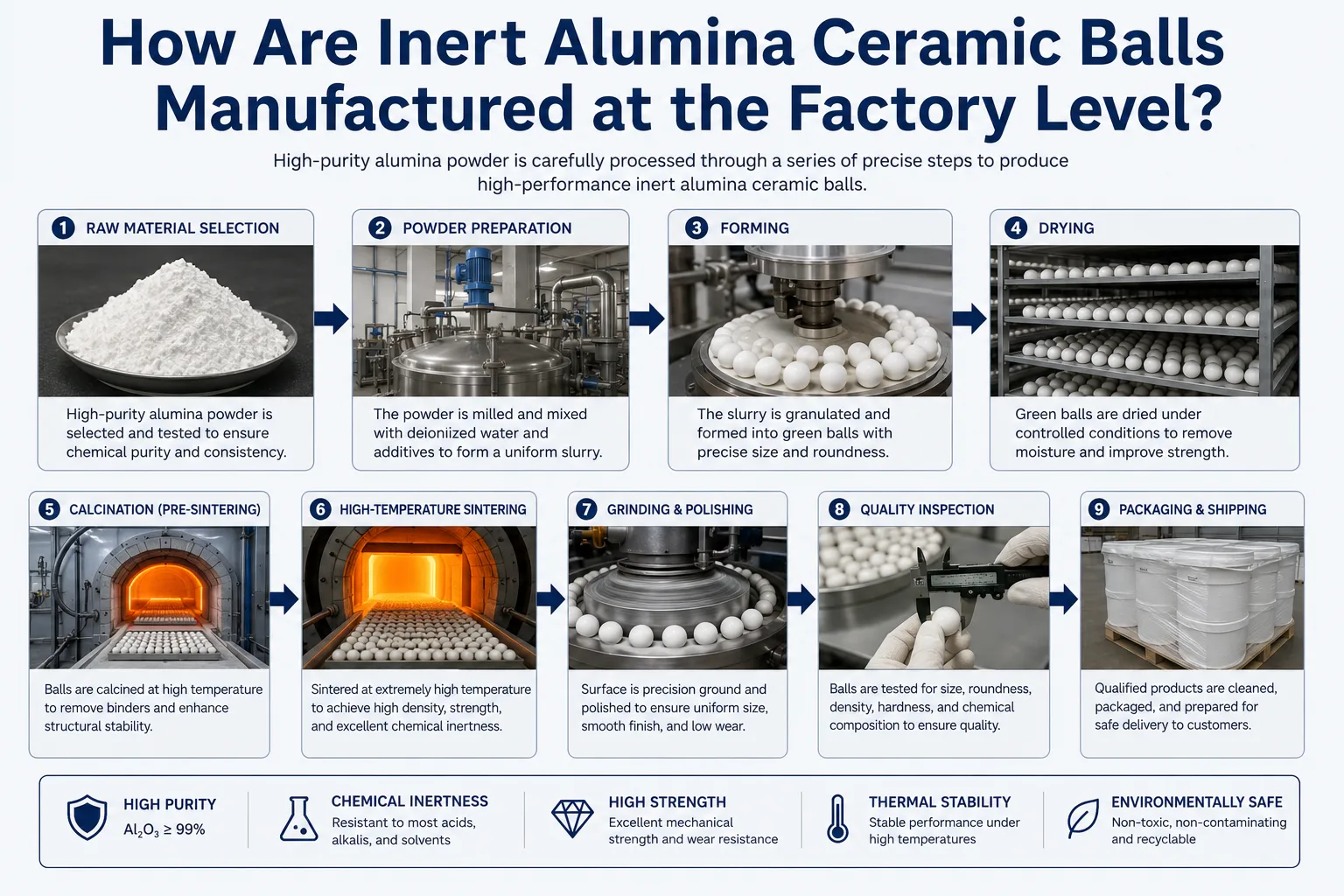
Auswahl und Aufbereitung von Rohstoffen
Die Qualität von Keramikkugeln aus inertem Aluminiumoxid beginnt mit dem Rohstoff Aluminiumoxid. Aluminiumoxidpulver in Industriequalität wird hauptsächlich nach dem Bayer-Verfahren hergestellt. Dabei entsteht Aluminiumhydroxid, das bei Temperaturen über 1.200 °C zu Alpha-Aluminiumoxid (α-Al₂O₃) kalziniert wird. Die Alpha-Kristallform ist thermodynamisch stabil und sorgt für die hohe Härte und chemische Beständigkeit, die fertige Aluminiumoxidkeramiken auszeichnen.
Für Kugeln der Sorte 92% wird eine Mischung aus kalziniertem Aluminiumoxid und Sinterhilfsmitteln (Siliziumdioxid, Kaolin o. Ä.) hergestellt. Für Kugeln der Sorten 95% und 99% werden Aluminiumoxidpulver höherer Reinheit mit minimalen Zusätzen von Sinterhilfsmitteln verwendet. Die Partikelgrößenverteilung des eingesetzten Pulvers wirkt sich direkt auf das Sinterverhalten und die endgültige Dichte der Kugeln aus - feineres Pulver (mit einer mittleren Partikelgröße von weniger als 2 Mikron) führt zu dichteren und festeren Endprodukten.
Bei AdTech beziehen wir Tonerdepulver von geprüften Lieferanten mit vollständiger chemischer Rückverfolgbarkeit, und die eingehenden Rohstoffchargen werden von unserem Qualitätslabor vor der Freigabe für die Produktion geprüft. Allein durch diesen Schritt wird eine der häufigsten Ursachen für Schwankungen zwischen den Chargen beseitigt, die wir bei kostengünstigeren Produkten von Wettbewerbern beobachten.
Umformprozesse
Bei der kommerziellen Herstellung von Aluminiumoxidkugeln werden verschiedene Formgebungsverfahren angewandt:
Granulierung (Drehtrommelverfahren): Mit Bindemitteln vermischtes Aluminiumoxidpulver wird in einen rotierenden Trommel- oder Scheibengranulator gegeben, wo die Walzbewegung das Pulver in kugelförmige Formen agglomeriert. Diese Methode führt zu einer guten Kugelform und eignet sich für eine breite Palette von Größen. Die Größe wird durch die Trommeldrehzahl, die Pulverzufuhrrate und den Feuchtigkeitsgehalt gesteuert.
Isostatisches Pressen: Vorgeformtes Aluminiumoxidpulver wird mit gleichmäßigem hydraulischem Druck, der gleichzeitig aus allen Richtungen ausgeübt wird, in flexible Formen gepresst. Bei diesem Verfahren werden Kugeln mit sehr gleichmäßiger Dichte und hervorragender Maßhaltigkeit hergestellt, allerdings sind die Werkzeugkosten höher und der Produktionsdurchsatz geringer als beim Granulieren. Es wird in erster Linie für spezielle hochreine Sorten verwendet.
Extrusion und Sphäronisierung: Weniger üblich für inerte Kugeln, aber in einigen Herstellungsprozessen verwendet - extrudierte Zylinder werden durch einen Sphäronisator bearbeitet, um eine nahezu kugelförmige Form zu erhalten.
Trocknung und Grünkörperaufbereitung
Nach der Formgebung enthalten die grünen (ungebrannten) Kugeln einen erheblichen Anteil an Bindemittel und Feuchtigkeit. Durch kontrolliertes Trocknen wird diese Feuchtigkeit allmählich entfernt, um Rissbildung zu verhindern. Die industrielle Trocknung erfolgt in Tunneltrocknern oder Hordentrocknern bei Temperaturen von 100-200 °C über einen Zeitraum von 2-24 Stunden je nach Kugelgröße. Größere Kugeln erfordern längere Trocknungszyklen, um einen gleichmäßigen Feuchtigkeitsentzug zu gewährleisten, ohne dass ein Feuchtigkeitsgefälle zwischen Oberfläche und Kern entsteht, das beim Brennen Risse verursacht.
Sinterprozess
Das Sintern ist der kritischste Herstellungsschritt, bei dem die grundlegenden Eigenschaften der fertigen Kugel bestimmt werden. Die grünen Kugeln werden auf Brennhilfsmittel geladen und in Tunnelöfen, Rollenöfen oder periodischen Öfen bei sorgfältig kontrollierten Temperaturprofilen gebrannt:
| Sinterstufe | Temperaturbereich | Zweck | Dauer |
|---|---|---|---|
| Binder Burnout | 200-600°C | Organische Bindemittel entfernen | 2-4 Stunden |
| Übergangsphase | 600-1,100°C | Kristallphasenumwandlung | 3-5 Stunden |
| Sintern | 1,400-1,700°C | Verdichtung, Kornverklebung | 2-6 Stunden |
| Kontrollierte Kühlung | 1,700-200°C | Verhinderung von Rissbildung durch Thermoschock | 4-12 Stunden |
Die maximale Sintertemperatur ist die Schlüsselvariable: Höhere Temperaturen führen zu dichteren, festeren Kugeln mit geringerer Porosität, erfordern aber mehr Energie und können zu Kornwachstum führen, das die Zähigkeit verringert. Das optimale Sinterprofil für jede Aluminiumoxid-Sorte wird durch umfangreiche Prozessentwicklung bestimmt und in der Produktion durch Thermoelement-Rückmeldesysteme kontinuierlich überwacht.
Qualitätsbearbeitung nach dem Sintern
Nach dem Sintern gehen die fertigen Kugeln durch:
Siebung und Größensortierung: Vibrationssiebmaschinen trennen die Kugeln nach ihrem Durchmesser in bestimmte Größenbereiche und sorgen so für eine einheitliche Abmessung innerhalb jeder Lieferung.
Inspektion und Probenahme: Statistische Stichproben aus jeder Ofencharge werden gemäß der geltenden Spezifikation physikalisch und chemisch geprüft.
Waschen (falls erforderlich): Einige Anwendungen erfordern saubere, staubfreie Medien. Durch Waschen im Werk werden Ofenstaub und Oberflächenverunreinigungen vor dem Verpacken entfernt.
Was sind die Unterschiede zwischen den Tonerdegehaltsstufen?
Der prozentuale Tonerdegehalt ist die wichtigste Variable in den Spezifikationen für inerte Aluminiumoxid-Keramikkugeln, aber seine praktischen Auswirkungen gehen weit über eine einfache Reinheitseinstufung hinaus.
92% Tonerde
Die Sorte 92% ist die kostengünstigste Option für Anwendungen, bei denen höchste Leistungseigenschaften nicht entscheidend sind. Mit 7-8% Siliziumdioxid und kleineren anderen Komponenten, die eine glasartige Phase zwischen Aluminiumoxidkörnern bilden, sintert diese Sorte bei niedrigeren Temperaturen und aus kostengünstigeren Rohstoffen.
Am besten geeignet für: Katalysatorbettunterstützung bei Anwendungen mit moderaten Temperaturen (unter 900°C), allgemeine chemische Verarbeitung, bei der keine konzentrierten Säuren vorhanden sind, Wasseraufbereitung und Anwendungen, bei denen Premiumqualitäten aufgrund von Budgetbeschränkungen nicht praktikabel sind.
Beschränkungen: Geringere Säurebeständigkeit als die Sorten 95% und 99%, geringere maximale Gebrauchstemperatur, etwas höhere Wasseraufnahme und geringere Druckfestigkeit pro Querschnittseinheit.
95% Tonerde-Sorte
Die Sorte 95% liegt für die meisten industriellen Anwendungen im praktischen Leistungssweetspot. Der geringere Siliziumdioxidgehalt im Vergleich zur Sorte 92% verbessert die Säurebeständigkeit erheblich und erhöht die maximale Einsatztemperatur. Der Kostenaufschlag gegenüber der Sorte 92% beträgt in der Regel 20-35%, während die Leistungsverbesserung bei anspruchsvollen Anwendungen wesentlich größer ist.
Am besten geeignet für: Trägerschichten für Raffineriereaktoren, chemische Verarbeitung mit verdünnter bis mäßiger Säurekonzentration, Anwendungen in Düngemittelfabriken und Träger für die Ammoniaksynthese, bei denen die Druckfestigkeit von 99% nicht erforderlich ist.
99% Tonerde-Sorte
Die hochreinen 99%-Aluminiumoxidkugeln stellen die höchste Leistungsstufe dar und werden aus erstklassigem Alpha-Aluminiumoxidpulver mit minimalen Sinterhilfsmitteln hergestellt. Durch die weitgehende Eliminierung der glasartigen Siliziumdioxid-Phase wird die Hauptquelle für chemische Angriffe bei erhöhten Temperaturen beseitigt, was zu einer deutlich verbesserten Beständigkeit gegenüber konzentrierten Säuren, Dampf und chemischen Hochtemperaturumgebungen führt.
Am besten geeignet für: Dampfreformierung, Verpackungen für Schwefelsäureanlagen, die eine maximale Säurebeständigkeit erfordern, Unterstützung der Halbleiterverarbeitung, pharmazeutische Anwendungen, die eine zertifizierte chemische Beständigkeit erfordern, und alle Anwendungen, bei denen die Qualität 92% oder 95% vorzeitig abgebaut wurde.
Der KompromissKugeln der Sorte 99% kosten 50-120% mehr als die Sorte 92% und erfordern höhere Sintertemperaturen, die die Energiekosten für die Herstellung erhöhen. Die Angabe der Sorte 99% in Fällen, in denen die Leistung der Sorte 95% ausreichend ist, verschwendet Budget, ohne einen zusätzlichen betrieblichen Nutzen zu bringen.
H3: Entscheidungsrahmen für die Notenauswahl
| Anwendung Bedingung | Empfohlene Mindestnote | Begründung |
|---|---|---|
| Temperatur unter 600°C, keine konzentrierte Säure | 92% | Kostengünstig; Leistung ausreichend |
| Temperatur 600-900°C ODER Einwirkung von verdünnter Säure | 92-95% | Verbesserte thermische Stabilität erforderlich |
| Temperatur über 900°C UND chemische Belastung | 95% | Sowohl thermische als auch chemische Anforderungen |
| Konzentrierte Säure (über 30%) bei erhöhter Temperatur | 99% | Maximale chemische Beständigkeit erforderlich |
| Dampf mit hohem Druck und hoher Temperatur | 99% | Dampfeinwirkung auf die Siliciumdioxid-Phase niedrigerer Qualitäten |
| Kontakt mit Pharmazeutika/Lebensmitteln | 99% | Regulatorische Reinheitsanforderungen |
| Hohe Druckbelastung (tiefe Betten, hoher Druck) | 95-99% | Vorteil Druckfestigkeit |
Wie funktioniert der Fabrik-Direkt-Einkauf im Großhandel für Keramikkugeln?
Der Kauf von inerten Aluminiumoxid-Keramikkugeln direkt von einem Herstellerwerk und nicht über Händler oder Handelsunternehmen verändert sowohl die Wirtschaftlichkeit als auch die Beziehungsdynamik der Transaktion. Das Verständnis der Funktionsweise des Fabrikgroßhandels hilft den Beschaffungsteams, ihre Anfragen und Verhandlungen effektiv zu strukturieren.
Mindestbestellmengen auf Werksebene
Die Fabriken legen Mindestbestellmengen (MOQ) auf der Grundlage ihrer Produktionswirtschaftlichkeit fest - die minimale Chargengröße, die die Kosten für die Einrichtung und Beladung des Ofens rechtfertigt. Typische Fabrik-MOQs für inerte Aluminiumoxid-Keramikkugeln:
| Auftragsvolumen | Typisches Arrangement | Preisniveau | Vorlaufzeit |
|---|---|---|---|
| Weniger als 500 kg | In der Regel nicht direkt ab Werk | Preisgestaltung der Vertriebshändler | Verfügbarkeit auf Lager |
| 500 kg - 2 MT | Kleiner Probeauftrag im Werk | Leichter Aufschlag | 2-4 Wochen |
| 2 MT - 10 MT | Standard Fabrik Großhandel | Großhandelspreise | 2-5 Wochen |
| 10 MT - 50 MT | Volumen Großhandel | Mengenrabatt | 3-6 Wochen |
| Über 50 MT | Strategische Liefervereinbarung | Beste Preisgestaltung | Ausgehandelt |
Dokumentation erhältlich bei Factory Direct Supply
Einer der wichtigsten Vorteile des Direkteinkaufs in der Fabrik ist der Zugang zu einer vollständigen Qualitätsdokumentation, die beim Einkauf über Zwischenhändler oft nicht verfügbar oder unzuverlässig ist:
- Werkszeugnisse mit chemischer Analyse für jede Produktionscharge.
- Prüfberichte über physikalische Eigenschaften (Druckfestigkeit, Wasseraufnahme, Dichte).
- Maßprüfungsberichte mit statistischen Daten.
- Brennprotokolle mit Temperaturprofilen.
- Konformitätsbescheinigungen für Rohstoffe.
- Aufzeichnungen über die Prüfung des Qualitätssystems nach ISO 9001.
- Prüfzertifikate von Drittlabors (für den Export oder kritische Anwendungen).
Wie man eine Fabrik-Großhandelsanfrage strukturiert
Eine effektive Großhandelsanfrage an eine Fabrik für Aluminiumoxid-Keramikkugeln sollte Folgendes beinhalten:
- Technische Spezifikationen: Tonerdesorte, erforderliche Größe(n), kritische Leistungseigenschaften.
- Erforderliche Menge pro Auftrag und geschätztes Jahresvolumen.
- Lieferort und eventuelle Verpackungsanforderungen.
- Erforderliche Unterlagen und Bescheinigungen.
- Jeder Anwendungskontext, der die Spezifikation beeinflusst (Betriebstemperatur, chemische Umgebung).
- Zeitplan für die Erstbestellung und Häufigkeit der Nachbestellungen.
Die Bereitstellung eines detaillierten technischen Kontextes anstelle einer bloßen Preisanfrage führt in der Regel zu schnelleren und genaueren Angeboten und zeigt, dass das Verkaufsteam in der Fabrik darauf mit einem umfassenderen technischen Engagement reagiert.
Über welche Qualitätsstandards und Zertifizierungen sollte eine zuverlässige Aluminiumoxidkugel-Fabrik verfügen?
Qualitätszertifizierungen und die Einhaltung von Normen sind die Mindestvalidierungsinstrumente, die Beschaffungsteams zur Verfügung stehen, die Lieferanten aus der Ferne bewerten. Wenn man jedoch weiß, was diese Zertifizierungen belegen und was nicht, kann man angemessene Erwartungen formulieren.
ISO 9001 Qualitätsmanagement-System
Die Zertifizierung nach ISO 9001 bedeutet, dass der Betrieb ein dokumentiertes Qualitätsmanagementsystem eingeführt hat, das von einer akkreditierten Zertifizierungsstelle geprüft wurde. Es bescheinigt nicht direkt die Produktqualität - es bescheinigt, dass die Fabrik über Verfahren verfügt, um durchgängig nach ihren eigenen Spezifikationen zu produzieren. Prüfen Sie bei der Bewertung eines ISO 9001-Zertifikats:
- Die Zertifizierungsstelle ist UKAS, DAkkS oder eine gleichwertige akkreditierte Stelle (keine Zertifizierungsstelle mit geringer Glaubwürdigkeit).
- Der Geltungsbereich der Zertifizierung umfasst die spezifischen Produkte, die gekauft werden.
- Das Zertifikat ist aktuell und nicht abgelaufen.
Normen für die Produktprüfung
Seriöse Hersteller von inerten Aluminiumoxid-Keramikkugeln prüfen ihre Produkte nach anerkannten nationalen oder internationalen Normen:
| Standard | Ausstellende Stelle | Was wird abgedeckt? |
|---|---|---|
| GB/T 6900 | China GB | Chemische und physikalische Prüfverfahren für Keramikkugeln |
| ASTM C373 | ASTM International | Messung der Wasseraufnahme und der Schüttdichte |
| ASTM C1161 | ASTM International | Biegefestigkeit von Hochleistungskeramiken |
| ISO 10545 | ISO | Prüfung von Keramikfliesen (anwendbare Methoden) |
| DIN 51095 | Deutsche DIN | Chemische Beständigkeit von Porzellan und Keramik |
Branchenspezifische Zertifizierungen
Für bestimmte Anwendungsbereiche gelten zusätzliche Zertifizierungsanforderungen:
REACH-Konformität: Für Kunden in der Europäischen Union müssen die Fabriken Unterlagen zur Einhaltung der REACH-Verordnung vorlegen, in denen bestätigt wird, dass alle chemischen Stoffe im Produkt gemäß der EU-Verordnung REACH registriert sind.
RoHS-Konformität: Begrenzt bestimmte gefährliche Stoffe - relevant für Anwendungen in der Elektronikfertigung.
Halal/Kosher-Zertifizierung: Erforderlich für einige Anwendungen in der Pharma- und Lebensmittelindustrie, bei denen Keramikkugeln mit Produktströmen in Berührung kommen.
Dokumentation der ATEX-Konformität: Erforderlich für Anwendungen in explosionsgefährdeten Bereichen.
Wie vergleichen Sie Lieferanten und Fabriken von inerten Aluminiumoxid-Keramikkugeln?
Der Lieferantenvergleich für inerte Aluminiumoxid-Keramikkugeln erfordert einen strukturierten Ansatz, der über den Vergleich von Preisen auf einem Datenblatt hinausgeht. Wir haben den folgenden Bewertungsrahmen entwickelt, der auf jahrelanger Erfahrung sowohl in der Herstellung als auch in der Beschaffung dieser Produkte beruht.
Bewertung der technischen Leistungsfähigkeit
Die erste Frage, die man sich bei jeder Fabrik stellen muss, ist, ob sie technisch in der Lage ist, konsequent das zu produzieren, was sie behauptet. Indikatoren für echte Produktionsfähigkeit:
Art und Kapazität des Ofens: Tunnelöfen mit digitaler Temperaturregelung und kontinuierlicher Überwachung erzeugen gleichmäßigere Produkte als periodische Öfen mit manuellem Temperaturmanagement. Erkundigen Sie sich genau, welche Ofentechnologie die Fabrik verwendet.
Eigenes Labor: Eine Fabrik mit einem gut ausgestatteten Analyselabor (XRF für chemische Analysen, SEM für die Mikrostruktur, mechanische Prüfgeräte) kann ihre eigenen Produkte testen und überprüfen. Fabriken, die nicht über eigene Prüfkapazitäten verfügen, sind vollständig auf externe Labors angewiesen, was zu Verzögerungen führt und die Qualitätsrückkopplungsschleifen verringert.
Technisches Personal: Beschäftigt das Werk qualifizierte Keramikingenieure und Werkstoffwissenschaftler? Können sie technische Beratung zu Spezifikationsfragen anbieten? Dies ist wichtig für laufende Lieferbeziehungen, bei denen gelegentlich Anwendungsprobleme auftreten.
Scorecard zur Lieferantenbewertung
| Kategorie Bewertung | Gewicht | Wichtigste anzufordernde Nachweise | Kriterien für die Punktevergabe |
|---|---|---|---|
| Produktionsfähigkeit | 25% | Ofenspezifikationen, Produktionsfotos, Kapazitätsdaten | Automatisch vs. manuell, Skala |
| Das Qualitätssystem | 20% | ISO-Zertifizierung, Prüfgeräte, Laborkapazitäten | Akkreditiert vs. selbst deklariert |
| Produktkonsistenz | 20% | Multi-Batch CoA-Vergleich, SPC-Daten | Chargenabweichung unter 2% |
| Technische Unterstützung | 15% | Qualität der Antworten auf technische Fragen | Qualifizierte Ingenieure im Einsatz |
| Kommerzielle Zuverlässigkeit | 10% | Referenzen, Betriebszugehörigkeit, finanzielle Stabilität | Geprüfte Kundenreferenzen |
| Erfahrung im Export | 10% | Frühere Ausfuhrdokumente, Zollkenntnisse | Einschlägige Erfahrung mit Reisezielen |
Fabrik-Audit-Protokoll für kritische Lieferbeziehungen
Für Anwendungen, bei denen die Qualität der Aluminiumoxidkugeln entscheidend für die Prozessleistung ist, ist ein Fabrik-Audit vor dem Abschluss einer Lieferbeziehung sehr ratsam. Die wichtigsten Bereiche, die bei einer Werksbesichtigung bewertet werden sollten:
- Rohmaterial-Eingangskontrolle und Lagerbedingungen.
- Konsistenz und Kontrolle des Umformprozesses.
- System zur Überwachung und Aufzeichnung der Ofentemperatur.
- Inspektionsverfahren nach der Sinterung und Stichprobenumfang.
- Verpackungsqualität und Feuchtigkeitsschutz.
- Rückverfolgbarkeitssystem vom Rohstoff bis zum Fertigprodukt.
Verpackung, Versand und Logistik für Großhandelsbestellungen von Keramikkugeln
Aluminiumoxid-Keramikkugeln sind dicht, schwer und relativ empfindlich gegenüber punktuellen Stößen durch andere Kugeln bei grober Handhabung. Verpackungs- und Logistikentscheidungen wirken sich erheblich auf die Produktintegrität bei der Ankunft aus.
Standard-Verpackungsoptionen
| Verpackungsart | Nettogewicht | Innenauskleidung | Am besten für | Fracht Modus |
|---|---|---|---|---|
| Gewebte PP-Säcke | 25 kg | PE-Liner | Kleinaufträge, Seefracht | FCL oder LCL |
| Große Säcke (FIBCs) | 500-1.000 kg | Optionale PE-Auskleidung | Großes Volumen, Kranentladung | FCL-See |
| Kisten/Paletten aus Holz | Variabel | Schaumstoff- oder Trennwandschalen | Hochwertige Qualitäten, empfindliche Größen | Luft oder See |
| Schüttgutbehälter | 20-25 MT | K.A. | Sehr große Aufträge, direkte Entladung | FCL-See |
| Kundenspezifische Verpackung | Wie angegeben | Nach Bedarf | Spezifische Kundenanforderungen. | Variabel |
Frachtüberlegungen für Sendungen mit Keramikkugeln
Die hohe Dichte von inerten Aluminiumoxid-Keramikkugeln (Schüttdichte 1,7-2,2 MT/m³ je nach Größe und Sorte) bedeutet, dass Standard-Containertransporte in der Regel eher gewichts- als volumenbegrenzt sind. Ein 20-Fuß-Container, der mit inerten Aluminiumoxidkugeln in Big Bags beladen ist, erreicht in der Regel die Nutzlastgrenze von 21-22 MT, wobei ein erhebliches Leervolumen verbleibt. Dieser Faktor der Gewichtsbeschränkung wirkt sich auf die Berechnung der Frachtkosten aus - Käufer sollten Angebote auf der Grundlage des Gewichts und nicht des Volumens einholen.
Für die Seefracht: Ordnungsgemäß verpackte Aluminiumoxidkugeln in hochwertigen Gewebesäcken oder FIBCs eignen sich für den Standard-FCL- oder LCL-Versand. Feuchtigkeit ist für inerte Aluminiumoxidkugeln während des Versands kein Problem (im Gegensatz zu Molekularsiebprodukten), was die Logistikanforderungen vereinfacht.
Inerte Aluminiumoxid-Keramikkugeln - Preisfaktoren und Strategien zur Kostenoptimierung
Die Preise für inerte Aluminiumoxid-Keramikkugeln variieren stark und hängen von mehreren Faktoren ab, die es im Detail zu verstehen gilt, um die Wirtschaftlichkeit der Beschaffung zu optimieren.
Primäre Preisbildungsvariablen
Tonerdegehalt Klasse: Der größte einzelne Preisfaktor. Der Wechsel von der Sorte 92% zu 95% erhöht die Stückkosten in der Regel um 20-40%. Der Wechsel von 95% auf 99% erhöht die Kosten um weitere 50-100%.
Durchmesser der Kugel: Sowohl für sehr kleine (unter 6 mm) als auch für sehr große (über 50 mm) Durchmesser werden im Vergleich zu den Standardgrößen des mittleren Bereichs höhere Preise verlangt. Kleine Kugeln erfordern eine präzisere Formgebung und höhere Ausschussraten; große Kugeln erfordern längere Brennzyklen.
Auftragsvolumen: Die Werkspreise folgen in der Regel einer gestaffelten Rabattstruktur mit deutlichen Preissenkungen bei Mengen von 5 MT, 10 MT, 20 MT und 50 MT.
Anforderungen an Prüfung und Zertifizierung: Labortests durch Dritte, spezielle Zertifizierungen oder umfangreiche Dokumentationspakete erhöhen die Kosten für den Auftrag. Diese Kosten sind real und gerechtfertigt, wenn die Anwendungen sie erfordern.
| Volumen Stufe | Typischer Preisaufschlag vs. großes Volumen | Anmerkungen |
|---|---|---|
| Weniger als 1 MT | 40-80% Prämie | Oft nicht direkt ab Werk |
| 1-5 MT | 20-40% Prämie | Kleiner Fabrikauftrag |
| 5-20 MT | 10-20% Prämie | Standard-Großhandelssortiment |
| 20-50 MT | 5-10% Prämie | Gebiet mit Mengenrabatt |
| Über 50 MT | Basis-Referenzpreis | Bester verfügbarer Preis |
Analyse der Gesamtbetriebskosten (Total Cost of Ownership)
Der Stückpreis ist nur eine Komponente der tatsächlichen Kosten für die Beschaffung von Keramikkugeln. Eine umfassendere Kostenanalyse berücksichtigt:
Nutzungsdauer: Höherwertige Kugeln halten bei anspruchsvollen Anwendungen in der Regel 3 bis 5 Mal länger als minderwertige Alternativen, selbst bei doppeltem Stückpreis. Berechnen Sie die Kosten pro Einheit der Lebensdauer und nicht die Kosten pro Kilogramm.
Kosten für Ersatzarbeitskräfte: Das Auswechseln eines Katalysatorträgerbetts in einem Raffineriereaktor ist mit erheblichen Ausfallzeiten und Arbeitskosten verbunden. Die Verlängerung der Austauschintervalle durch die Angabe einer geeigneten Qualität reduziert diesen Kostenfaktor erheblich.
Auswirkungen auf die Prozessleistung: Abgenutzte Keramikkugeln in Füllkörpertürmen führen zu Kanalbildung, erhöhtem Druckabfall und verringerter Prozesseffizienz. Die Betriebskosten für minderwertige Medien können leicht die Kosten für die Medien selbst übersteigen.
Häufige Anwendungsprobleme und wie man die richtige Aluminiumoxidkugel auswählt
Die jahrelange technische Zusammenarbeit mit Kunden aus verschiedenen Branchen hat uns gelehrt, dass bestimmte Probleme bei allen Anwendungen immer wieder auftreten. Das frühzeitige Erkennen dieser Muster hilft bei der Erstellung von Spezifikationen, die diese Probleme vermeiden.
Rissbildung und Bruch von Kugeln im Betrieb
Symptom: Keramikkugeln brechen oder zerspringen während des Betriebs und bilden Feinteile, die nachgeschaltete Anlagen blockieren oder Katalysatorbetten verunreinigen.
Häufige Ursachen:
- Temperaturschock durch schnelle Temperaturwechsel, die die Temperaturschocktoleranz des Materials überschreiten.
- Angabe der Sorte 92% bei Anwendungen, die eine Temperaturwechselbeständigkeit von 95%+ erfordern.
- Feuchtigkeit in den Kugeln bei der Inbetriebnahme führt zu einer Dampfexplosion im Inneren, wenn die Temperatur schnell ansteigt.
- Übermäßige Druckbelastung durch überlastetes Bettgewicht.
Antwort auf die Spezifikation: Geben Sie ein Minimum an Temperaturwechselbeständigkeit an (typischerweise 5+ Temperaturwechsel von der Betriebstemperatur zur Umgebungstemperatur ohne Rissbildung). Ziehen Sie die Qualität 99% für Anwendungen mit aggressiven Temperaturwechseln in Betracht. Geben Sie die Anforderungen für die Vortrocknung vor der Installation an.
Chemischer Angriff und Oberflächenzerstörung
Symptom: Die Oberfläche der Kugeln wird rau, löchrig oder verliert ihre Maßhaltigkeit, wenn sie Prozesschemikalien ausgesetzt ist.
Häufige Ursachen:
- Unterspezifizierung der Tonerdesorte im Verhältnis zum chemischen Schweregrad.
- Exposition gegenüber Flusssäure (HF) - Aluminiumoxid wird von HF in jeder Qualität angegriffen.
- Hochtemperatur-Dampfangriff auf die glasartige Siliziumdioxidphase in Kugeln der Sorte 92%.
Antwort auf die Spezifikation: Passen Sie die Tonerdesorte an die chemische Umgebung an, wie in der Auswahltabelle weiter oben in diesem Artikel beschrieben. Wenn HF in einem Prozessstrom vorhanden ist, ist Aluminiumoxid nicht das geeignete Material - ziehen Sie alternative Keramikoptionen in Betracht.
Probleme mit der Kanalisierung des Bettes und der Strömungsverteilung
Symptom: Festbett oder Katalysatorträgerschicht zeigt ungleichmäßige Strömungsverteilung, heiße Stellen oder verminderte Effizienz.
Häufige Ursachen:
- Schlechte Maßhaltigkeit der gelieferten Kugeln, was zu einer ungleichmäßigen Hohlraumstruktur führt.
- Gemischte Kugelgrößen innerhalb einer einzigen Bettschicht.
- Unzureichende Abstufung zwischen Schichten unterschiedlicher Größe.
- Durch das Zerbrechen der Kugeln entstehen Feinanteile, die Hohlräume füllen.
Antwort auf die Spezifikation: Verschärfung der Maßtoleranz-Spezifikation auf ±1%. Verlangen Sie eine Bescheinigung, dass jede Partie die Größenbereichsgrenzen einhält. Festlegung von Sortierschichten zwischen verschiedenen Kugelgrößenbereichen mit Übergängen im Größenverhältnis 2:1 oder 3:1.
FAQs über inerte Aluminiumoxid-Keramikkugeln Fabrik Großhandel
Q1: Was ist der Unterschied zwischen inerten Aluminiumoxid-Keramikkugeln und aktivierten Aluminiumoxid-Kugeln?
Inerte Aluminiumoxid-Keramikkugeln sind dichte Kugeln mit geringer Porosität und einer Wasseraufnahme unter 0,5%. Sie sind chemisch passiv und dienen als Trägermaterial, Füllmaterial und Wärmespeicher, ohne an chemischen Reaktionen teilzunehmen. Aktivierte Aluminiumoxidkugeln sind absichtlich porös (mit Oberflächen von 200-400 m²/g) und dienen der Adsorption von Feuchtigkeit, Fluorid und anderen Verunreinigungen aus Gas- oder Flüssigkeitsströmen. Sie sind von ihrer Konstruktion her reaktiv und haben eine begrenzte Adsorptionskapazität, die eine Regenerierung erfordert. Die beiden Produkte haben völlig unterschiedliche Funktionen und sind nicht austauschbar.
Q2: Mit welcher Mindestbestellmenge sollte ich rechnen, wenn ich direkt bei einer Aluminiumoxid-Keramikkugel-Fabrik kaufe?
Die meisten Fabriken setzen eine Mindestbestellmenge von 1 bis 2 Tonnen für direkte Werksbestellungen fest, einige akzeptieren jedoch auch kleinere Probebestellungen zu etwas höheren Preisen für Erstkunden. Bei Mengen unter 500 kg ist der Einkauf bei einem Lagerhändler in der Regel praktischer. Großhandelspreise mit bedeutenden Rabatten beginnen in der Regel bei Bestellungen von 5-10 MT. Bei einem Jahresbedarf von mehr als 20 Tonnen bietet eine direkte Liefervereinbarung mit der Fabrik in der Regel die beste Kombination aus Preisgestaltung, Qualitätskontrolle und Lieferzuverlässigkeit.
F3: Wie kann ich überprüfen, ob es sich bei einer Fabrik um einen echten Hersteller und nicht um eine Handelsgesellschaft handelt?
Bitten Sie um eine Werksbesichtigung (physisch oder per Video), verlangen Sie Fotos von den Ofenanlagen und Produktionsausrüstungen und fordern Sie einen Prüfbericht des Werks mit Prüfdaten an, die der jüngsten Produktion entsprechen. Echte Hersteller können in der Regel Einzelheiten zu ihrem Ofentyp, ihrer Produktionskapazität und ihrem technischen Personal angeben. Handelsunternehmen haben oft Schwierigkeiten, spezifische Fragen zum Produktionsprozess zu beantworten und können widersprüchliche Antworten zu Produktionskapazität und Lieferzeiten geben. Werksprüfungen durch Dritte, wie SGS, Bureau Veritas oder ähnliche Inspektionsunternehmen, bieten die höchste Verifizierungsstufe.
F4: Was ist die typische Vorlaufzeit für eine Großhandelsbestellung von inerten Aluminiumoxid-Keramikkugeln aus einer Fabrik?
Die Standardvorlaufzeiten für Werksgroßhandelsaufträge liegen zwischen 2 und 6 Wochen, je nach Auftragsvolumen, Größenspezifikation und Produktionsplan des Werks. Für Lagergrößen in den gängigsten Qualitäten (92% und 95%) halten einige Fabriken Bestände vor, die innerhalb von 1-2 Wochen ausgeliefert werden können. Bei Sondergrößen, Spezialqualitäten (99%) oder Großaufträgen, die mehrere Ofenchargen erfordern, beträgt die Lieferzeit 4-8 Wochen. Bestätigen Sie die Vorlaufzeit immer ausdrücklich in der Bestellung und kalkulieren Sie die Transitzeit für Seefracht ein (in der Regel 2-5 Wochen für die meisten internationalen Routen).
F5: Können inerte Aluminiumoxid-Keramikkugeln für Lebensmittel oder pharmazeutische Anwendungen verwendet werden?
Ja, hochreine Aluminiumoxid-Keramikkugeln (Qualität 99%) werden in einigen pharmazeutischen und lebensmittelverarbeitenden Anwendungen verwendet, bei denen chemische Inertheit entscheidend ist. Für diese Anwendungen sind spezielle Zertifizierungen erforderlich: FDA-Konformitätsdokumente für Anwendungen mit Lebensmittelkontakt, USP Class VI-Tests für pharmazeutische Anwendungen und eine detaillierte Überprüfung der chemischen Zusammensetzung, die belegt, dass das Produkt keine gefährlichen extrahierbaren Stoffe enthält. Nicht alle Fabriken können diese Unterlagen vorlegen - fragen Sie bei der Bewertung von Lieferanten speziell nach der Eignung für Lebensmittel- oder Pharmazieanwendungen.
F6: Wie lassen sich inerte Aluminiumoxid-Keramikkugeln als Katalysatorträgerschichten richtig einbauen?
Installieren Sie Katalysatorträgerkugeln in abgestuften Schichten von der größten unten bis zur kleinsten oben (direkt unter dem Katalysator). In der Regel wird ein Größenverhältnis von 3:1 oder 2:1 zwischen benachbarten Schichten verwendet, wobei jede Schicht mindestens 75-100 mm tief sein sollte. Die unteren Schichten (25-75 mm große Kugeln) dienen der strukturellen Unterstützung und Entwässerung. Die oberen Lagen (6-13 mm große Kugeln) bilden eine Übergangszone, die verhindert, dass Katalysatorfeinteile in größere Trägermedien abwandern, und gleichzeitig den Beschickungsstrom gleichmäßig über das Katalysatorbett verteilt. Die Nassinstallation (sanftes Absenken der Kugeln durch die stehende Flüssigkeit) minimiert die Bruchgefahr durch Stoßbelastung.
F7: Wie lange halten inerte Aluminiumoxid-Keramikkugeln im industriellen Einsatz?
Die Lebensdauer hängt stark von den Betriebsbedingungen ab. Bei milden Anwendungen (Umgebungstemperatur, nicht aggressive Chemikalien) können gut hergestellte Kugeln der Qualität 92% 5-10 Jahre oder länger halten. Bei anspruchsvollen Anwendungen (hohe Temperaturschwankungen, konzentrierte Säuren, hohe mechanische Belastung) können selbst Kugeln der Qualität 99% eine Lebensdauer von 2-5 Jahren haben. Die primären Degradationsmechanismen sind chemischer Angriff (der die Kugelwände ausdünnt und die Festigkeit im Laufe der Zeit verringert) und Thermoschockermüdung (die Mikrorisse erzeugt, die schließlich zum Bruch führen). Durch regelmäßige Inspektionen - in der Regel während geplanter Abschaltungen - lässt sich feststellen, ob ein Austausch bevorsteht.
F8: Wodurch verfärben sich inerte Aluminiumoxid-Keramikkugeln während des Betriebs, und ist eine Verfärbung ein Problem?
Frische inerte Aluminiumoxid-Keramikkugeln sind in der Regel weiß bis cremefarben. Farbveränderungen während des Betriebs sind üblich und können auf ein Leistungsproblem hindeuten, müssen es aber nicht. Eisenoxidablagerungen aus Prozessströmen führen zu braunen bis orangefarbenen Verfärbungen - diese sind in der Regel oberflächlich und beeinträchtigen die Leistung nicht. Kohlenstoffablagerungen führen zu schwarzen Verfärbungen - dies ist von größerer Bedeutung, da es auf Prozessstörungen hindeuten kann. Struktureller Abbau durch chemische Angriffe führt zu einer Aufrauhung der Oberfläche mit weißen pulverförmigen Rückständen. Wenn sich die Kugeln verfärbt haben, führen Sie an einigen Proben einen einfachen Druckfestigkeitstest durch - wenn die Festigkeit erhalten bleibt, ist die Verfärbung allein kein Problem.
F9: Gibt es Regeln für die Größenauswahl für verschiedene Säulen- oder Gefäßdurchmesser?
Ja. Als allgemeine Richtlinie gilt, dass der Kugeldurchmesser nicht mehr als 1/8 bis 1/10 des Kolonnen- oder Gefäßdurchmessers betragen sollte, um starke Rinnenbildung an der Gefäßwand zu vermeiden. Für eine Kolonne mit 200 mm Durchmesser beträgt die maximale Kugelgröße etwa 20-25 mm. Für sehr kleine Kolonnen (unter 50 mm Durchmesser) sind Kugelgrößen von 3-6 mm angemessen. Die Verwendung von Kugeln, die im Verhältnis zum Gefäßdurchmesser zu groß sind, führt zu bevorzugten Fließwegen entlang der Wand, die das zentrale Bettvolumen umgehen, was die Effizienz des Prozesses erheblich verringert.
Q10: Welche Unterlagen sollte ich bei einer Großhandelsbestellung von Keramikkugeln aus inertem Aluminiumoxid anfordern?
Mindestens anfordern: Analysezertifikat mit Angabe der chemischen Zusammensetzung (Al₂O₃%, SiO₂%, Fe₂O₃% und andere Bestandteile), Bericht über die Prüfung der physikalischen Eigenschaften (Wasseraufnahme, Schüttdichte, Druckfestigkeit), Bericht über die Maßprüfung mit den tatsächlich gemessenen Werten und der Probengröße sowie Verpackungsliste mit Chargen-/Losnummern zur Rückverfolgbarkeit. Für regulierte Industrien (Erdöl, Pharmazeutika, Lebensmittel) verlangen Sie auch das ISO 9001-Zertifikat, die REACH-Konformitätserklärung und alle anwendbaren branchenspezifischen Zertifizierungen. Bewahren Sie die gesamte Dokumentation zusammen mit Ihren Empfangsunterlagen auf, um künftige Garantieansprüche oder Prüfungsanforderungen zu unterstützen.
Zusammenfassung: Wichtige Punkte für die Beschaffung im Fabrikgroßhandel
Der Bezug von inerten Aluminiumoxid-Keramikkugeln direkt von einer qualifizierten Fabrik zu Großhandelspreisen bietet greifbare Vorteile in Bezug auf die Rückverfolgbarkeit der Qualität, die Kontrolle der Spezifikationen und die Gesamtbetriebskosten im Vergleich zu Handelsunternehmen oder Vertriebskanälen - vorausgesetzt, die Auswahl der Fabrik basiert auf einer strengen technischen und kommerziellen Bewertung und nicht nur auf dem Preis.
Die Entscheidung über die Spezifikation beginnt mit dem Aluminiumoxidgehalt (92%, 95% oder 99%), der auf die tatsächlichen Anwendungsbedingungen abgestimmt ist, gefolgt von der Spezifikation der Abmessungen mit den entsprechenden Toleranzanforderungen und ergänzt durch die Anforderungen an die Leistungseigenschaften für die spezifische Betriebsumgebung. Diese drei Spezifikationselemente bestimmen zusammen die Produktkosten, die Herstellungsschwierigkeiten und die Eignung für den vorgesehenen Einsatz.
AdTech verfügt über Fertigungskapazitäten für alle drei Standard-Aluminiumoxid-Sorten in allen handelsüblichen Kugelgrößen. Unser hauseigenes Labor liefert eine vollständige Qualitätsdokumentation für jede Produktionscharge, und unser technisches Team unterstützt Sie bei der Entwicklung von Spezifikationen für komplexe Anwendungen. Wir sind davon überzeugt, dass das technische Gespräch vor der Auftragserteilung ebenso wichtig ist wie die Produktqualität selbst - denn die richtige Spezifikation für die richtige Anwendung liefert die Lebensdauer und Prozessleistung, die die Investition rechtfertigt.
