Degassing is the deliberate removal of dissolved gases from a liquid metal or industrial liquid, most commonly the removal of hydrogen from molten aluminum, and it is essential to prevent internal porosity, improve mechanical properties, and raise casting yield and consistency.
1. Clear definition and the physics behind degassing
Degassing refers to the controlled extraction of dissolved gases from a liquid. In metallurgy, it typically means removing hydrogen, nitrogen and oxygen from molten metals so that the solidified castings do not contain gas-related defects such as porosity or blowholes. The process relies on mass transfer between the melt and introduced phases or reduced pressure conditions so that the gas concentration in the liquid decreases until target levels are reached.
Basic physics in plain terms: gas solubility in molten metals depends on temperature and composition. When bubbles or vacuum are introduced, dissolved gas migrates to the low-pressure phase and exits the liquid. For aluminum, hydrogen is the primary concern because it dissolves readily in the liquid phase and forms gas porosity during solidification.
2. Why degassing matters for aluminum casting and other melts
Molten aluminum often contains dissolved hydrogen because of moisture in charge materials, melting fluxes, scrap, and furnace atmosphere. When a hydrogen-rich melt solidifies, trapped hydrogen forms pores that reduce mechanical strength, compromise surface finish, and increase scrap rates. Removing dissolved gases before casting reduces these defects and improves yield. In steels and specialty alloys, vacuum degassing also removes nitrogen and oxygen to meet tight mechanical and chemical specifications.
Key business impacts:
-
Lower scrap and rework rates.
-
Improved tensile and fatigue properties of cast parts.
-
Better consistency part-to-part, enabling tighter tolerances.
-
Reduced downstream machining time because of improved surface integrity.
3. Which gases are targeted and why
| Gas | Why it matters | Typical behavior |
|---|---|---|
| Hydrogen (H₂) | Primary source of porosity in aluminum casting; soluble in molten aluminum and leaves the melt on solidification forming bubbles | Dissolves in liquid, precipitates as gas during cooling; removed by purge gas or vacuum. |
| Nitrogen (N₂) | Can embrittle or form nitrides in some steels and alloys; less of an issue in pure aluminum but relevant in certain alloys | Poor solubility in some melts but significant in steelmaking where VD is used. |
| Oxygen (O₂) | Causes oxide inclusions and affects chemistry; important to control for reactive alloys | Forms oxide films that may float to surface or remain as inclusions. |
(References in right column: specialist sources describing targeted gases in different metal industries.)
4. Common causes of dissolved gases in aluminum melts
-
Moisture on charge materials and scrap
-
Hydrated flux materials and contaminated reagents
-
Wet refractory linings, dross or salts picked up during melting
-
Chemical reactions at high temperature that release volatile species
-
Entrained air during transfer, pouring and turbulence
Understanding these sources is essential because removal is most effective when the upstream cause is reduced as well. Degassing treats symptoms and prevents future recurrence when combined with improved melting hygiene.

5. Principal degassing technologies and how they work
Below is a practical comparison showing the methods commonly used in casthouses and foundries.
Table 1: Summary comparison of degassing methods
| Method | How it removes gas | Typical uses | Advantages | Limitations |
|---|---|---|---|---|
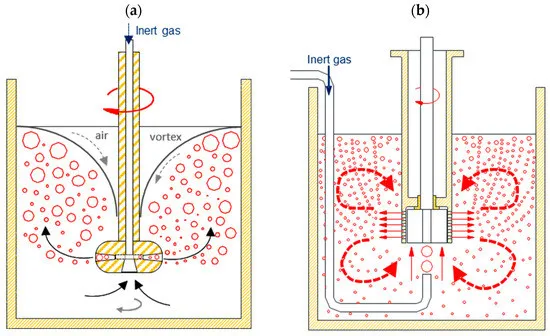
| Inert gas purge with rotor (rotary degassing) | Injects inert gas (argon or nitrogen) through a rotating rotor to create fine bubbles and turbulent mixing that carry dissolved gas upward | General aluminum casthouse and die casting | Fast, effective for hydrogen, easy to automate | Rotor wear, rotor-induced oxide entrainment, gas cost |
| Flux-based degassing (fluxing) | Chemical fluxes react with dissolved hydrogen and other impurities; flux floats to surface with contaminants | Smaller operations, corrective treatment | Low capital cost, simple | Flux disposal, less controllable, potential contamination |
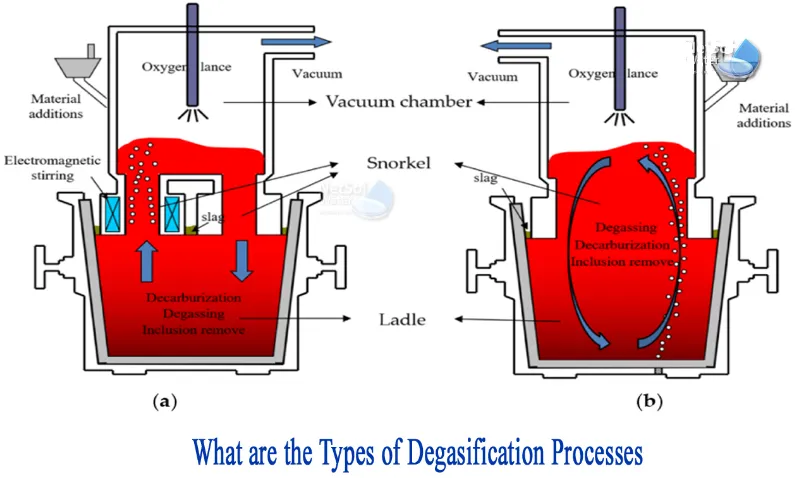
| Vacuum degassing | Lowering pressure above melt causes dissolved gas to evolve and escape; applied in steel and specialty alloys | Steelmaking, high-grade alloys | Very effective for multiple gases, high purity | High capital cost, complex installation |
| Ultrasonic degassing | Ultrasonic cavitation generates microbubbles that capture dissolved gas and carry it out | Niche use for certain alloys and small melts | No gas consumption, can be localized | Limited industrial uptake, equipment sensitivity |
| Rotary + flux hybrid | Combines inert gas bubbling and chemical flux to optimize impurity removal | High-demand casthouses | Balances speed and cleanliness | Requires process control and proper flux handling |
Key reference discussions on the above methods are available from major casting trade sources and manufacturers.
6. How each degassing approach removes hydrogen in practice
-
Inert gas purge with rotor: The rotating shaft creates a cloud of fine bubbles which have a high surface area to volume ratio. Hydrogen diffuses from the melt into the bubble and rises to the surface where the gas escapes. The effectiveness depends on bubble size, residence time and mixing patterns. Typical purge gases are argon or nitrogen; argon is more inert and often preferred though it is more expensive.
-
Fluxing: Specialized fluxes (often salt-based) chemically bind or help float nonmetallic inclusions and promote gas release. The operator skims the resulting dross. Fluxing is commonly used as an adjunct to gas purging or where equipment investment is limited.
-
Vacuum degassing: By exposing the melt to a reduced pressure, the partial pressure of dissolved gases drops and dissolved species leave the melt into the vacuum. This is the standard for steels requiring extremely low dissolved gas levels.
-
Ultrasonic: High-frequency sound waves create cavitation and microbubbles. These capture dissolved gas which then coalesces and rises. Effective for targeted applications but not yet ubiquitous in large casthouses.

7. Process parameters that determine degassing performance
Several parameters must be controlled to make degassing reproducible and efficient:
-
Gas flow rate and gas selection
-
Rotor speed and submersion depth for rotary degassers
-
Treatment time relative to melt mass and hydrogen concentration
-
Melt temperature because solubility changes with temperature
-
Flux type and dosing if fluxing is used
-
Vacuum level and exposed surface area for vacuum systems
For example, increasing rotor speed and optimizing bubble size improves mass transfer, but excessive speed can entrain oxides and create re-absorption of gases. Balancing these parameters is part of sound process control. Practical guidance and empirical tables are published by industry handbooks and equipment manufacturers.
8. Measurement and quality assurance
A degassing program must be supported by reliable measurement. Typical tools and checks include:
-
Hydrogen analyzers for direct measurement of hydrogen content in the melt or in solid samples
-
Sample solidification tests such as reduced pressure tests or pycnometers to detect porosity tendency
-
Spectrochemical analysis for unwanted chemical species
-
Visual dross and oxide inspection after treatment
-
Process logs (gas usage, rotor hours, flux consumption, treatment time)
Modern casthouses use automated sampling with online sensors where possible, combined with periodic lab verification. This establishes traceability and supports continuous improvement.
9. Equipment components and practical design choices
Typical rotary degassing system components:
-
Drive motor and variable speed control
-
Hollow rotating shaft and rotor element to disperse gas
-
Gas supply, filtration and flow control
-
Mounting frame or insertion lance for ladle or furnace
-
Skimming tools and dross handling area
-
Control panel and safety interlocks
Manufacturers also supply turnkey vacuum degassing stations for steel plants, and compact inline degassers for casthouses that need continuous melt purification. When evaluating equipment, consider maintenance access, rotor materials, spare parts availability and whether the unit supports automated dosing and data logging.
10. Safety, environmental and handling notes
-
Gases: Inert gases displace oxygen. Proper ventilation and oxygen monitoring are essential to prevent asphyxiation risk in enclosed areas. Gas cylinders and regulators must be secured and handled per safety codes.
-
Fluxes and dross: Salt fluxes and dross residues require proper disposal. They may be classified as industrial waste under local regulations. Protective equipment such as gloves and eye protection is mandatory during handling.
-
Vacuum systems: High vacuum equipment requires safeguards against rapid pressure changes and potential splashing during degassing.
Always follow local safety regulations, supplier MSDS instructions and implement atmospheric monitoring in enclosed workplaces.
11. Practical installation and maintenance checklist
| Item | Recommended cadence | Why it matters |
|---|---|---|
| Rotor inspection and replacement | Every 1–6 months depending on throughput | Rotor wear affects bubble formation and efficiency |
| Gas supply leak test | Weekly | Prevents gas wastage and safety hazards |
| Flux storage check | Monthly | Keep moisture out to reduce hydrogen introduction |
| Control panel and sensors calibration | Quarterly | Ensures accurate process logs and repeatability |
| Dross disposal and skimming tools | Daily | Maintain melt cleanliness and safety |
(Adapt schedule to production rates and manufacturer guidance. Document all maintenance for traceability.)
12. Choosing the right method for your plant
-
Small batch casthouses: Fluxing or portable rotary degassers are cost-effective.
-
High-volume automotive or aerospace foundries: Automated rotary degassing with online hydrogen analysis or vacuum solutions if ultra-low gases are required.
-
Steel plants and specialty alloys: Vacuum degassing or ladle degassing methods to meet stringent chemistry and gas targets.
13. Comparative technical table — typical performance considerations
| Criterion | Rotary purge | Fluxing | Vacuum degassing |
|---|---|---|---|
| Hydrogen removal speed | High | Moderate | High for multiple gases |
| Capital cost | Moderate | Low | High |
| Operating cost | Gas cost | Flux cost and disposal | Energy and vacuum pumps |
| Automation | High | Low | High |
| Multi-gas removal | Limited (mainly H₂) | No | Yes (H₂, N₂, O₂) |
14. Practical tips to maximize degassing efficiency
-
Minimize moisture in scrap and fluxes before charging the furnace.
-
Use correct rotor depth and speed settings recommended by equipment maker.
-
Combine methods where appropriate; for example, a short flux skim followed by rotary purge often yields better cleanliness than either alone.
-
Keep treatment times consistent and log parameters so you can correlate melt cleanliness with process settings.
15. How to document and prove effectiveness to customers
-
Maintain hydrogen test records pre- and post-treatment
-
Keep treatment logs correlating gas usage and rotor hours with casting quality
-
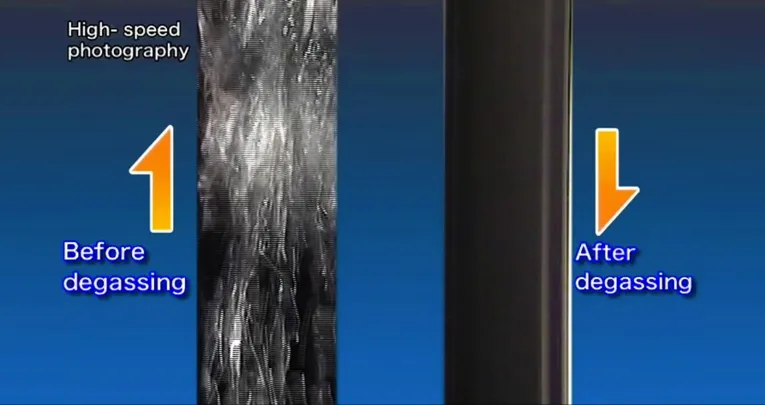
Provide sample casting cross-sections showing porosity reduction
-
Use third-party lab certification when required by aerospace or automotive customers
Well-documented process control and proof of reduced defects are often decisive in customer acceptance.
16. Aluminum Degassing & Melt Purification FAQ
1. What level of hydrogen is acceptable in molten aluminum before casting?
2. Which purge gas is better: Argon or Nitrogen?
3. How long should the degassing treatment take?
4. Can degassing remove non-metallic inclusions?
5. Are there green alternatives to salt fluxes?
6. How do you measure hydrogen content accurately?
7. Does degassing change the alloy chemistry?
8. What maintenance is required for degassing rotors?
- Thinning of the shaft near the melt surface.
- Blockage of the gas injection orifices.
- Excessive vibration/runout in the drive assembly.
Replacing rotors proactively prevents inconsistent gas dispersion.
9. Can degassing be done inline during casting?
10. How do I choose between vacuum degassing and rotary purge?
17. Short case example showing value
A mid-size aluminum casthouse implemented a properly controlled rotary degassing schedule plus online hydrogen monitoring. Within weeks they reported fewer porosity-related rejects and a measurable reduction in rework. While exact numbers vary, the common result of well-run degassing is lower scrap, more predictable machining allowances and improved customer acceptance.
18. Final recommendations and how AdTech supports degassing needs
Actionable next steps for a foundry or casthouse:
-
Audit incoming charge materials for moisture and contaminants.
-
Install or validate a rotary degasser sized to your melt volumes with proper rotor control.
-
Implement hydrogen testing before and after treatment so you can close the feedback loop.
-
If ultra-low gas levels are required, evaluate vacuum degassing with an engineering partner.
AdTech manufactures degassing units suitable for online installation between furnace and casting machine. We provide factory-direct pricing and support for process setup, spare parts and training so you get repeatable results at lower total cost. Contact AdTech for a tailored quotation and process audit. (We supply degassing units, ceramic filters and related accessories at 100% factory price.)
