Dégazage Il s'agit de l'élimination délibérée des gaz dissous dans un métal liquide ou un liquide industriel, le plus souvent l'élimination de l'hydrogène de l'aluminium fondu. Ce processus est essentiel pour prévenir la porosité interne, améliorer les propriétés mécaniques et augmenter le rendement et la cohérence du moulage.
1. Définition claire et principes physiques du dégazage
Le dégazage désigne l'extraction contrôlée des gaz dissous dans un liquide. En métallurgie, il s'agit généralement d'éliminer l'hydrogène, l'azote et l'oxygène des métaux en fusion afin que les pièces moulées solidifiées ne présentent pas de défauts liés aux gaz, tels que la porosité ou les soufflures. Le processus repose sur le transfert de masse entre la masse fondue et les phases introduites ou sur des conditions de pression réduite, de sorte que la concentration de gaz dans le liquide diminue jusqu'à atteindre les niveaux cibles.
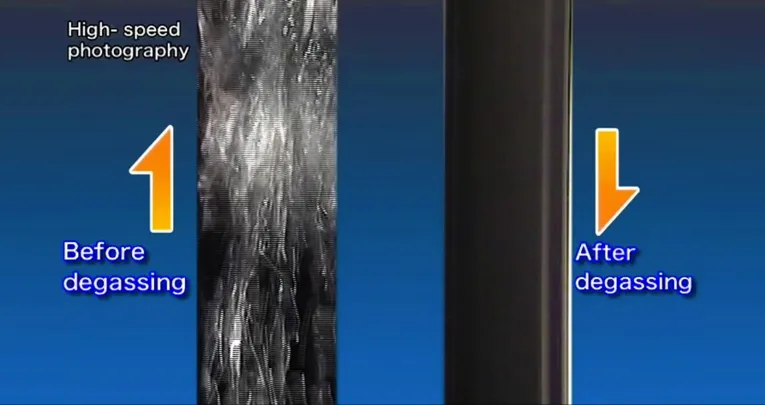
Physique élémentaire en termes simples : la solubilité des gaz dans les métaux fondus dépend de la température et de la composition. Lorsque des bulles ou un vide sont introduits, le gaz dissous migre vers la phase à basse pression et sort du liquide. Pour l'aluminium, l'hydrogène est la principale préoccupation, car il se dissout facilement dans la phase liquide et forme une porosité gazeuse pendant la solidification.
2. Pourquoi le dégazage est-il important pour la coulée d'aluminium et d'autres métaux en fusion ?
L'aluminium fondu contient souvent de l'hydrogène dissous en raison de l'humidité présente dans les matériaux de charge, les fondants, les déchets et l'atmosphère du four. Lorsqu'un bain de fusion riche en hydrogène se solidifie, l'hydrogène piégé forme des pores qui réduisent la résistance mécanique, compromettent la finition de surface et augmentent les taux de rebut. L'élimination des gaz dissous avant la coulée réduit ces défauts et améliore le rendement. Dans les aciers et les alliages spéciaux, le dégazage sous vide élimine également l'azote et l'oxygène afin de répondre à des spécifications mécaniques et chimiques strictes.
Principaux impacts sur les activités :
-
Réduction des taux de rebut et de reprise.
-
Amélioration des propriétés de traction et de résistance à la fatigue des pièces moulées.
-
Meilleure cohérence entre les pièces, permettant des tolérances plus strictes.
-
Réduction du temps d'usinage en aval grâce à l'amélioration de l'intégrité de la surface.
3. Quels sont les gaz visés et pourquoi ?
| Gaz | Pourquoi c'est important | Comportement typique |
|---|---|---|
| Hydrogène (H₂) | Principale source de porosité dans les pièces moulées en aluminium ; soluble dans l'aluminium fondu, il quitte le bain fondu lors de la solidification et forme des bulles. | Se dissout dans les liquides, précipite sous forme gazeuse lors du refroidissement ; éliminé par gaz de purge ou sous vide. |
| Azote (N₂) | Peut fragiliser ou former des nitrures dans certains aciers et alliages ; moins problématique dans l'aluminium pur, mais pertinent dans certains alliages. | Faible solubilité dans certaines fontes, mais importante dans la sidérurgie où le VD est utilisé. |
| Oxygène (O₂) | Provoque des inclusions d'oxyde et affecte la chimie ; important à contrôler pour les alliages réactifs. | Forme des films d'oxyde qui peuvent flotter à la surface ou rester sous forme d'inclusions. |
(Références dans la colonne de droite : sources spécialisées décrivant les gaz ciblés dans différentes industries métallurgiques.)
4. Causes courantes de la présence de gaz dissous dans les masses fondues d'aluminium
-
Humidité sur les matériaux chargés et les déchets
-
Matériaux de flux hydratés et réactifs contaminés
-
Revêtements réfractaires humides, scories ou sels captés pendant la fusion
-
Réactions chimiques à haute température qui libèrent des espèces volatiles
-
Air entraîné pendant le transfert, le versement et la turbulence
Il est essentiel de comprendre ces sources, car l'élimination est plus efficace lorsque la cause en amont est également réduite. Le dégazage traite les symptômes et prévient les récidives futures lorsqu'il est associé à une meilleure hygiène de fusion.

5. Principales technologies de dégazage et leur fonctionnement
Vous trouverez ci-dessous une comparaison pratique des méthodes couramment utilisées dans les fonderies et les ateliers de moulage.
Tableau 1 : Comparaison sommaire des méthodes de dégazage
| Méthode | Comment il élimine les gaz | Utilisations typiques | Avantages | Limites |
|---|---|---|---|---|
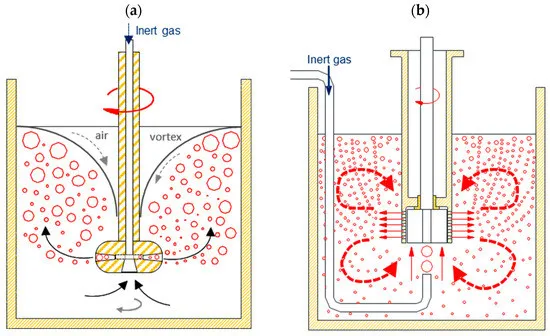
| Purge au gaz inerte avec rotor (dégazage rotatif) | Injecte un gaz inerte (argon ou azote) à travers un rotor en rotation afin de créer de fines bulles et un mélange turbulent qui transportent le gaz dissous vers le haut. | Fonderie générale d'aluminium et moulage sous pression | Rapide, efficace pour l'hydrogène, facile à automatiser | Usure du rotor, entraînement d'oxyde induit par le rotor, coût du gaz |
| Dégazage à base de flux (fluxage) | Les flux chimiques réagissent avec l'hydrogène dissous et d'autres impuretés ; le flux remonte à la surface avec les contaminants. | Interventions mineures, traitement correctif | Faible coût d'investissement, simple | Élimination des flux, moins contrôlable, contamination potentielle |
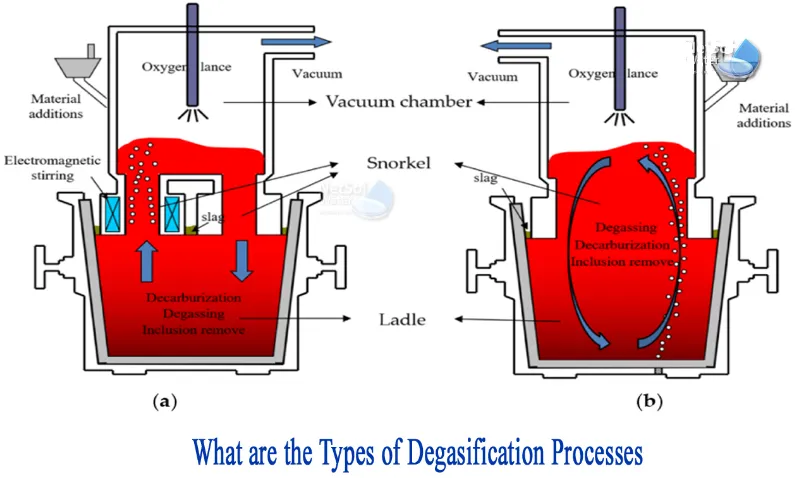
| Dégazage sous vide | La réduction de la pression au-dessus du point de fusion provoque la formation et le dégagement de gaz dissous ; appliqué à l'acier et aux alliages spéciaux. | Sidérurgie, alliages hautement résistants | Très efficace pour plusieurs gaz, haute pureté | Coût d'investissement élevé, installation complexe |
| Dégazage par ultrasons | La cavitation ultrasonique génère des microbulles qui capturent le gaz dissous et le transportent vers l'extérieur. | Utilisation niche pour certains alliages et petites coulées | Pas de consommation de gaz, peut être localisé | Adoption industrielle limitée, sensibilité des équipements |
| Hybrid rotatif + flux | Combine le barbotage de gaz inerte et le flux chimique pour optimiser l'élimination des impuretés. | Fonderies à forte demande | Équilibre vitesse et propreté | Nécessite un contrôle du processus et une manipulation adéquate du flux. |
Les principales discussions de référence sur les méthodes ci-dessus sont disponibles auprès des principales sources commerciales et des principaux fabricants dans le domaine du moulage.
6. Comment chaque méthode de dégazage élimine l'hydrogène dans la pratique
-
Purge au gaz inerte avec rotor: L'arbre rotatif crée un nuage de fines bulles qui présentent un rapport surface/volume élevé. L'hydrogène se diffuse depuis la masse fondue dans la bulle et remonte à la surface où le gaz s'échappe. L'efficacité dépend de la taille des bulles, du temps de séjour et des modèles de mélange. Les gaz de purge typiques sont l'argon ou l'azote ; l'argon est plus inerte et souvent préféré, bien qu'il soit plus coûteux.
-
Fluxing: Les flux spécialisés (souvent à base de sel) lient chimiquement ou aident à faire flotter les inclusions non métalliques et favorisent la libération des gaz. L'opérateur écrème les scories qui en résultent. Le fluxage est couramment utilisé en complément du purgage des gaz ou lorsque l'investissement en équipement est limité.
-
Dégazage sous vide: En exposant la masse fondue à une pression réduite, la pression partielle des gaz dissous diminue et les espèces dissoutes quittent la masse fondue pour passer dans le vide. Il s'agit de la norme pour les aciers nécessitant des niveaux de gaz dissous extrêmement bas.
-
UltrasoniqueLes ondes sonores à haute fréquence créent une cavitation et des microbulles. Celles-ci capturent le gaz dissous qui se condense ensuite et remonte à la surface. Efficace pour des applications ciblées, mais pas encore omniprésent dans les grandes fonderies.

7. Paramètres du processus qui déterminent les performances de dégazage
Plusieurs paramètres doivent être contrôlés pour rendre le dégazage reproductible et efficace :
-
Débit de gaz et sélection des gaz
-
Vitesse du rotor et profondeur d'immersion pour les dégazeurs rotatifs
-
Durée du traitement par rapport à la masse fondue et à la concentration en hydrogène
-
Température de fusion car la solubilité varie en fonction de la température
-
Type de flux et dosage si un fondant est utilisé
-
Niveau de vide et surface exposée pour les systèmes à vide
Par exemple, augmenter la vitesse du rotor et optimiser la taille des bulles améliore le transfert de masse, mais une vitesse excessive peut entraîner des oxydes et provoquer une réabsorption des gaz. L'équilibre entre ces paramètres fait partie d'un contrôle de processus efficace. Des conseils pratiques et des tableaux empiriques sont publiés dans les manuels industriels et par les fabricants d'équipements.
8. Mesure et assurance qualité
Un programme de dégazage doit s'appuyer sur des mesures fiables. Les outils et contrôles types comprennent :
-
Analyseurs d'hydrogène pour la mesure directe de la teneur en hydrogène dans les échantillons fondus ou solides
-
Essais de solidification d'échantillons tels que des essais de pression réduite ou des pycnomètres pour détecter la tendance à la porosité
-
Analyse spectrochimique pour les espèces chimiques indésirables
-
Inspection visuelle des scories et des oxydes après traitement
-
Journaux des processus (consommation de gaz, heures de fonctionnement du rotor, consommation de flux, durée du traitement)
Les fonderies modernes utilisent autant que possible un échantillonnage automatisé à l'aide de capteurs en ligne, associé à des vérifications périodiques en laboratoire. Cela permet d'assurer la traçabilité et favorise l'amélioration continue.
9. Composants de l'équipement et choix pratiques en matière de conception
Composants typiques d'un système de dégazage rotatif :
-
Moteur d'entraînement et commande à vitesse variable
-
Arbre rotatif creux et élément rotor pour disperser un gaz
-
Alimentation en gaz, filtration et contrôle du débit
-
Cadre de montage ou lance d'insertion pour poche de coulée ou four
-
Outils de skimming et zone de traitement des scories
-
Panneau de commande et verrouillages de sécurité
Les fabricants fournissent également des stations de dégazage sous vide clés en main pour les aciéries, ainsi que des dégazeurs compacts en ligne pour les fonderies qui ont besoin d'une purification continue de la masse fondue. Lors de l'évaluation des équipements, tenez compte de l'accès pour la maintenance, des matériaux du rotor, de la disponibilité des pièces de rechange et de la prise en charge ou non du dosage automatisé et de l'enregistrement des données par l'unité.
10. Consignes de sécurité, environnementales et de manipulation
-
Gaz: Les gaz inertes déplacent l'oxygène. Une ventilation adéquate et une surveillance de l'oxygène sont essentielles pour prévenir les risques d'asphyxie dans les espaces clos. Les bouteilles de gaz et les régulateurs doivent être fixés et manipulés conformément aux codes de sécurité.
-
Flux et scories: Les flux de sel et les résidus de scories doivent être éliminés de manière appropriée. Ils peuvent être classés comme déchets industriels en vertu des réglementations locales. Le port d'équipements de protection tels que des gants et des lunettes de protection est obligatoire lors de leur manipulation.
-
Systèmes à vide: Les équipements à vide poussé nécessitent des dispositifs de protection contre les changements rapides de pression et les projections potentielles pendant le dégazage.
Respectez toujours les réglementations locales en matière de sécurité, les instructions des fiches de données de sécurité (FDS) des fournisseurs et mettez en place une surveillance atmosphérique dans les lieux de travail clos.
11. Liste de contrôle pratique pour l'installation et la maintenance
| Objet | Cadence recommandée | Pourquoi c'est important |
|---|---|---|
| Inspection et remplacement du rotor | Tous les 1 à 6 mois, selon le débit | L'usure du rotor affecte la formation des bulles et l'efficacité |
| Test d'étanchéité de l'alimentation en gaz | Hebdomadaire | Empêche le gaspillage de gaz et les risques pour la sécurité |
| Contrôle du stockage du flux | Mensuel | Empêcher l'humidité de pénétrer afin de réduire l'introduction d'hydrogène. |
| Calibrage du panneau de commande et des capteurs | Trimestrielle | Garantit l'exactitude des journaux de processus et la répétabilité |
| Outils pour l'élimination des scories et l'écumage | Quotidiennement | Maintenir la propreté et la sécurité de la fusion |
(Adapter le calendrier aux cadences de production et aux recommandations du fabricant. Documenter toutes les opérations de maintenance à des fins de traçabilité.)
12. Choisir la méthode adaptée à votre plante
-
Fonderies à petite échelle: Les dégazeurs rotatifs à flux ou portables sont économiques.
-
Fonderies automobiles ou aérospatiales à haut volume: Dégazage rotatif automatisé avec analyse en ligne de l'hydrogène ou solutions sous vide si des gaz à très faible concentration sont requis.
-
Aciéries et alliages spéciaux: Méthodes de dégazage sous vide ou de dégazage en poche pour répondre à des objectifs chimiques et gazeux rigoureux.
13. Tableau technique comparatif — considérations typiques relatives aux performances
| Critère | Purge rotative | Fluxing | Dégazage sous vide |
|---|---|---|---|
| Vitesse d'élimination de l'hydrogène | Haut | Modéré | Élevé pour plusieurs gaz |
| Coût du capital | Modéré | Faible | Haut |
| Coût d'exploitation | Coût du gaz | Coût et élimination du flux | Pompes à énergie et à vide |
| Automatisation | Haut | Faible | Haut |
| Élimination multi-gaz | Limité (principalement H₂) | Non | Oui (H₂, N₂, O₂) |
14. Conseils pratiques pour optimiser l'efficacité du dégazage
-
Réduisez au minimum l'humidité dans les déchets et les flux avant de charger le four.
-
Utilisez les réglages corrects de profondeur et de vitesse du rotor recommandés par le fabricant de l'équipement.
-
Combinez les méthodes lorsque cela est approprié ; par exemple, un bref écumage suivi d'une purge rotative permet souvent d'obtenir un meilleur nettoyage que chacune de ces méthodes utilisées séparément.
-
Maintenez des durées de traitement constantes et consignez les paramètres afin de pouvoir établir une corrélation entre la propreté de la fusion et les réglages du processus.
15. Comment documenter et prouver l'efficacité aux clients
-
Conserver les registres des tests d'hydrogène avant et après traitement.
-
Conservez des registres de traitement corrélant la consommation de gaz et les heures de fonctionnement du rotor avec la qualité du moulage.
-
Fournir des échantillons de coupes transversales de moulage montrant la réduction de la porosité.
-
Utiliser la certification d'un laboratoire tiers lorsque cela est requis par les clients du secteur aérospatial ou automobile.
Un contrôle bien documenté des processus et la preuve d'une réduction des défauts sont souvent déterminants pour l'acceptation par les clients.
16. Dégazage de l'aluminium et purification de la matière fondue FAQ
1. Quel niveau d'hydrogène est acceptable dans l'aluminium fondu avant la coulée ?
2. Quel est le meilleur gaz de purge : Argon ou Azote ?
3. Combien de temps doit durer le traitement de dégazage ?
4. Le dégazage peut-il éliminer les inclusions non métalliques ?
5. Existe-t-il des alternatives écologiques aux flux de sel ?
6. Comment mesurer avec précision la teneur en hydrogène ?
7. Le dégazage modifie-t-il la chimie de l'alliage ?
8. Quelle est la maintenance requise pour les rotors de dégazage ?
- L'amincissement de l'arbre près de la surface de fusion.
- Blocage des orifices d'injection de gaz.
- Vibrations excessives dans l'unité d'entraînement.
Le remplacement des rotors de manière proactive permet d'éviter une dispersion incohérente des gaz.
9. Le dégazage peut-il être effectué en ligne pendant la coulée ?
10. Comment choisir entre le dégazage sous vide et la purge rotative ?
17. Exemple succinct illustrant la valeur ajoutée
Une fonderie d'aluminium de taille moyenne a mis en place un programme de dégazage rotatif correctement contrôlé ainsi qu'une surveillance en ligne de l'hydrogène. En quelques semaines, elle a constaté une diminution des rejets liés à la porosité et une réduction mesurable des retouches. Bien que les chiffres exacts varient, un dégazage bien géré se traduit généralement par une réduction des rebuts, des tolérances d'usinage plus prévisibles et une meilleure acceptation par les clients.
18. Recommandations finales et comment AdTech répond aux besoins en matière de dégazage
Prochaines étapes concrètes pour une fonderie ou une usine de moulage :
-
Vérifier l'humidité et la présence de contaminants dans les matériaux entrants.
-
Installez ou validez un dégazeur rotatif adapté à vos volumes de fusion avec un contrôle adéquat du rotor.
-
Effectuez des tests d'hydrogène avant et après le traitement afin de boucler la boucle de rétroaction.
-
Si des niveaux de gaz extrêmement bas sont requis, évaluez le dégazage sous vide avec un partenaire technique.
AdTech fabrique des unités de dégazage adaptées à une installation en ligne entre le four et la machine de coulée. Nous proposons des prix directs d'usine et une assistance pour la configuration des processus, les pièces de rechange et la formation afin que vous obteniez des résultats reproductibles à un coût total réduit. Contactez AdTech pour obtenir un devis personnalisé et un audit de processus. (Nous fournissons des unités de dégazage, des filtres céramiques et des accessoires connexes au prix d'usine 100%.)
