Desgasificación Es la eliminación deliberada de gases disueltos de un metal líquido o líquido industrial, más comúnmente la eliminación de hidrógeno del aluminio fundido, y es esencial para prevenir la porosidad interna, mejorar las propiedades mecánicas y aumentar el rendimiento y la consistencia de la fundición.
1. Definición clara y principios físicos que subyacen a la desgasificación.
La desgasificación se refiere a la extracción controlada de gases disueltos de un líquido. En metalurgia, normalmente significa eliminar el hidrógeno, el nitrógeno y el oxígeno de los metales fundidos para que las piezas fundidas solidificadas no contengan defectos relacionados con el gas, como porosidad o sopladuras. El proceso se basa en la transferencia de masa entre la masa fundida y las fases introducidas o en condiciones de presión reducida, de modo que la concentración de gas en el líquido disminuya hasta alcanzar los niveles deseados.
Física básica en términos sencillos: la solubilidad del gas en los metales fundidos depende de la temperatura y la composición. Cuando se introducen burbujas o vacío, el gas disuelto migra a la fase de baja presión y sale del líquido. En el caso del aluminio, el hidrógeno es la principal preocupación, ya que se disuelve fácilmente en la fase líquida y forma porosidad gaseosa durante la solidificación.
2. Por qué es importante la desgasificación para la fundición de aluminio y otras fundiciones
El aluminio fundido suele contener hidrógeno disuelto debido a la humedad presente en los materiales de carga, los fundentes de fusión, la chatarra y la atmósfera del horno. Cuando una masa fundida rica en hidrógeno se solidifica, el hidrógeno atrapado forma poros que reducen la resistencia mecánica, comprometen el acabado de la superficie y aumentan las tasas de desechos. La eliminación de los gases disueltos antes de la fundición reduce estos defectos y mejora el rendimiento. En los aceros y las aleaciones especiales, la desgasificación al vacío también elimina el nitrógeno y el oxígeno para cumplir con estrictas especificaciones mecánicas y químicas.
Impactos clave en el negocio:
-
Menores índices de desechos y reelaboración.
-
Mejora de las propiedades de tracción y fatiga de las piezas fundidas.
-
Mayor consistencia entre piezas, lo que permite tolerancias más estrictas.
-
Reducción del tiempo de mecanizado posterior gracias a la mejora de la integridad de la superficie.
3. ¿Qué gases son objeto de la medida y por qué?
| Gas | Por qué es importante | Comportamiento típico |
|---|---|---|
| Hidrógeno (H₂) | Fuente principal de porosidad en la fundición de aluminio; soluble en aluminio fundido y abandona la masa fundida al solidificarse formando burbujas. | Se disuelve en líquido, se precipita en forma de gas durante el enfriamiento; se elimina mediante gas de purga o vacío. |
| Nitrógeno (N₂) | Puede fragilizar o formar nitruros en algunos aceros y aleaciones; es menos problemático en el aluminio puro, pero relevante en determinadas aleaciones. | Poca solubilidad en algunas fundiciones, pero significativa en la fabricación de acero donde se utiliza VD. |
| Oxígeno (O₂) | Provoca inclusiones de óxido y afecta a la química; es importante controlar las aleaciones reactivas. | Forma películas de óxido que pueden flotar en la superficie o permanecer como inclusiones. |
(Referencias en la columna derecha: fuentes especializadas que describen los gases específicos utilizados en diferentes industrias metalúrgicas).
4. Causas comunes de los gases disueltos en las fundiciones de aluminio
-
Humedad en los materiales de carga y los residuos
-
Materiales fundentes hidratados y reactivos contaminados
-
Revestimientos refractarios húmedos, escoria o sales recogidas durante la fusión.
-
Reacciones químicas a alta temperatura que liberan especies volátiles.
-
Aire arrastrado durante la transferencia, el vertido y la turbulencia.
Es fundamental comprender estas fuentes, ya que la eliminación es más eficaz cuando también se reduce la causa principal. La desgasificación trata los síntomas y previene futuras recurrencias cuando se combina con una mejor higiene de fusión.

5. Principales tecnologías de desgasificación y cómo funcionan
A continuación se muestra una comparación práctica de los métodos que se utilizan habitualmente en las fundiciones y las fábricas de piezas moldeadas.
Tabla 1: Resumen comparativo de los métodos de desgasificación
| Método | Cómo elimina los gases | Usos típicos | Ventajas | Limitaciones |
|---|---|---|---|---|
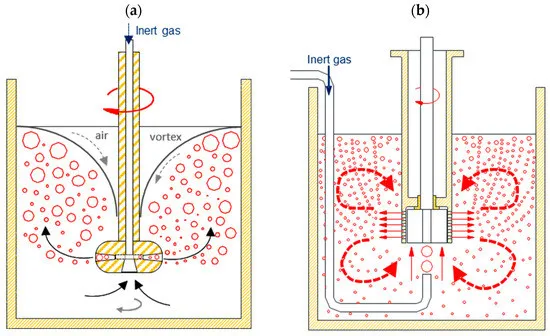
| Purga con gas inerte con rotor (desgasificación rotativa) | Inyecta gas inerte (argón o nitrógeno) a través de un rotor giratorio para crear burbujas finas y una mezcla turbulenta que transporta el gas disuelto hacia arriba. | Fundición general de aluminio y moldeado a presión | Rápido, eficaz para el hidrógeno, fácil de automatizar. | Desgaste del rotor, arrastre de óxido inducido por el rotor, coste del gas. |
| Desgasificación basada en fundente (fundente) | Los fundentes químicos reaccionan con el hidrógeno disuelto y otras impurezas; el fundente flota hacia la superficie con los contaminantes. | Operaciones más pequeñas, tratamiento correctivo | Bajo coste de capital, sencillo | Eliminación de fundente, menos controlable, posible contaminación. |
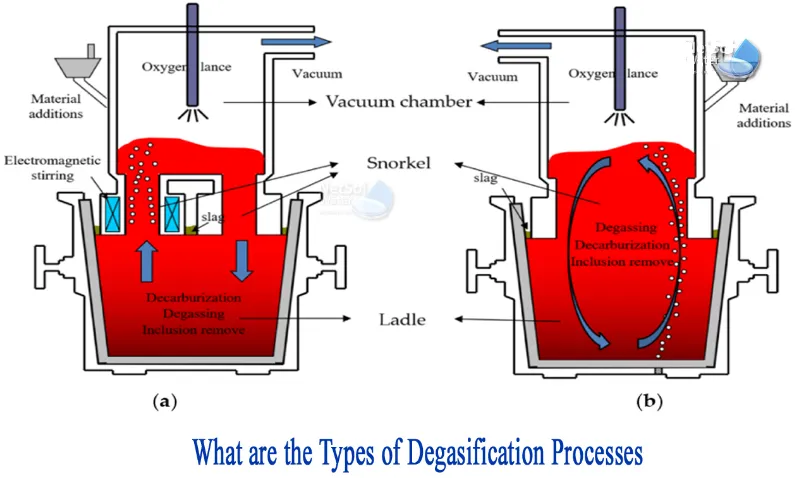
| Desgasificación al vacío | La reducción de la presión por encima del punto de fusión provoca la evaporación y el escape del gas disuelto; se aplica en acero y aleaciones especiales. | Fabricación de acero, aleaciones de alta calidad | Muy eficaz para múltiples gases, alta pureza. | Alto coste de capital, instalación compleja. |
| Desgasificación por ultrasonidos | La cavitación ultrasónica genera microburbujas que capturan el gas disuelto y lo transportan hacia fuera. | Uso específico para determinadas aleaciones y pequeñas fundiciones. | Sin consumo de gas, se puede localizar. | Adopción industrial limitada, sensibilidad de los equipos. |
| Híbrido rotativo + flujo | Combina burbujeo de gas inerte y fundente químico para optimizar la eliminación de impurezas. | Fundiciones de alta demanda | Equilibra velocidad y limpieza. | Requiere control del proceso y manejo adecuado del fundente. |
Las principales fuentes del sector del fundido y los principales fabricantes ofrecen información de referencia clave sobre los métodos mencionados anteriormente.
6. Cómo elimina el hidrógeno cada método de desgasificación en la práctica
-
Purga de gas inerte con rotor: El eje giratorio crea una nube de burbujas finas que tienen una alta relación superficie/volumen. El hidrógeno se difunde desde la masa fundida hacia la burbuja y asciende hasta la superficie, donde el gas se escapa. La eficacia depende del tamaño de las burbujas, el tiempo de residencia y los patrones de mezcla. Los gases de purga típicos son el argón o el nitrógeno; el argón es más inerte y a menudo se prefiere, aunque es más caro.
-
Fluxing: Los fundentes especializados (a menudo a base de sal) unen químicamente o ayudan a flotar las inclusiones no metálicas y favorecen la liberación de gases. El operador retira la escoria resultante. El fundente se utiliza comúnmente como complemento de la purga de gases o cuando la inversión en equipos es limitada.
-
Desgasificación al vacío: Al exponer la masa fundida a una presión reducida, la presión parcial de los gases disueltos disminuye y las especies disueltas abandonan la masa fundida hacia el vacío. Este es el estándar para aceros que requieren niveles extremadamente bajos de gases disueltos.
-
UltrasónicoLas ondas sonoras de alta frecuencia crean cavitación y microburbujas. Estas capturan el gas disuelto, que luego se fusiona y asciende. Eficaz para aplicaciones específicas, pero aún no es habitual en grandes fundiciones.

7. Parámetros del proceso que determinan el rendimiento de la desgasificación.
Para que la desgasificación sea reproducible y eficiente, es necesario controlar varios parámetros:
-
Caudal de gas y selección de gases
-
Velocidad del rotor y profundidad de inmersión para desgasificadores rotativos
-
Duración del tratamiento en relación con la masa fundida y la concentración de hidrógeno
-
Temperatura de fusión porque la solubilidad cambia con la temperatura
-
Tipo de fundente y dosificación si se utiliza fundente
-
Nivel de vacío y superficie expuesta para sistemas de vacío
Por ejemplo, aumentar la velocidad del rotor y optimizar el tamaño de las burbujas mejora la transferencia de masa, pero una velocidad excesiva puede arrastrar óxidos y provocar la reabsorción de gases. Equilibrar estos parámetros forma parte de un control adecuado del proceso. Los manuales del sector y los fabricantes de equipos publican guías prácticas y tablas empíricas.
8. Medición y garantía de calidad
Un programa de desgasificación debe estar respaldado por mediciones fiables. Las herramientas y comprobaciones típicas incluyen:
-
Analizadores de hidrógeno para la medición directa del contenido de hidrógeno en muestras fundidas o sólidas
-
Pruebas de solidificación de muestras como pruebas de presión reducida o picnómetros para detectar la tendencia a la porosidad.
-
Análisis espectroquímico para especies químicas no deseadas
-
Inspección visual de escoria y óxido después del tratamiento
-
Registros de procesos (consumo de gas, horas de funcionamiento del rotor, consumo de fundente, tiempo de tratamiento)
Las fundiciones modernas utilizan muestreos automatizados con sensores en línea siempre que es posible, combinados con verificaciones periódicas en laboratorio. Esto garantiza la trazabilidad y favorece la mejora continua.
9. Componentes del equipo y opciones prácticas de diseño
Componentes típicos de un sistema de desgasificación rotativo:
-
Motor de accionamiento y control de velocidad variable
-
Eje rotativo hueco y elemento rotor para dispersar gas
-
Suministro de gas, filtración y control de flujo
-
Marco de montaje o lanza de inserción para cuchara o horno
-
Herramientas de desnatado y área de manipulación de escoria
-
Panel de control y enclavamientos de seguridad
Los fabricantes también suministran estaciones de desgasificación al vacío llave en mano para plantas siderúrgicas y desgasificadores compactos en línea para fundiciones que necesitan una purificación continua de la masa fundida. A la hora de evaluar los equipos, hay que tener en cuenta el acceso para el mantenimiento, los materiales del rotor, la disponibilidad de piezas de repuesto y si la unidad admite la dosificación automática y el registro de datos.
10. Notas sobre seguridad, medio ambiente y manipulación
-
GasesLos gases inertes desplazan el oxígeno. Es esencial contar con una ventilación adecuada y controlar los niveles de oxígeno para prevenir el riesgo de asfixia en espacios cerrados. Las botellas de gas y los reguladores deben fijarse y manipularse de acuerdo con las normas de seguridad.
-
Fundentes y escorias: Los flujos de sal y los residuos de escoria deben eliminarse adecuadamente. Pueden clasificarse como residuos industriales según la normativa local. Es obligatorio utilizar equipo de protección, como guantes y gafas protectoras, durante su manipulación.
-
Sistemas de vacío: Los equipos de alto vacío requieren medidas de seguridad contra cambios rápidos de presión y posibles salpicaduras durante la desgasificación.
Siga siempre las normas de seguridad locales, las instrucciones de la ficha de datos de seguridad (FDS) del proveedor y realice un control atmosférico en los lugares de trabajo cerrados.
11. Lista de comprobación práctica para la instalación y el mantenimiento
| Artículo | Cadencia recomendada | Por qué es importante |
|---|---|---|
| Inspección y sustitución del rotor | Cada 1-6 meses, dependiendo del rendimiento. | El desgaste del rotor afecta a la formación de burbujas y a la eficiencia. |
| Prueba de fugas en el suministro de gas | Semanal | Evita el desperdicio de gas y los riesgos para la seguridad. |
| Comprobación del almacenamiento de flujo | Mensualmente | Mantenga la humedad fuera para reducir la introducción de hidrógeno. |
| Calibración del panel de control y los sensores | Trimestral | Garantiza registros de procesos precisos y repetibilidad. |
| Herramientas para la eliminación de escoria y desnatado | Diario | Mantener la limpieza y la seguridad de la fusión. |
(Adapte el calendario a los índices de producción y las instrucciones del fabricante. Documente todo el mantenimiento para garantizar la trazabilidad).
12. Elegir el método adecuado para su planta
-
Fundiciones de lotes pequeños: Los desgasificadores rotativos portátiles o con fundente son rentables.
-
Fundiciones de gran volumen para la industria automovilística o aeroespacial: Desgasificación rotativa automatizada con análisis de hidrógeno en línea o soluciones de vacío si se requieren gases ultrabajos.
-
Plantas siderúrgicas y aleaciones especiales: Métodos de desgasificación al vacío o desgasificación en cuchara para cumplir con estrictos objetivos químicos y de gases.
13. Tabla técnica comparativa: consideraciones típicas sobre el rendimiento
| Criterio | Purga rotativa | Fluxing | Desgasificación al vacío |
|---|---|---|---|
| Velocidad de eliminación del hidrógeno | Alta | Moderado | Alto para múltiples gases |
| Coste de capital | Moderado | Bajo | Alta |
| Costo operativo | Costo del gas | Coste y eliminación del fundente | Energía y bombas de vacío |
| Automatización | Alta | Bajo | Alta |
| Eliminación de múltiples gases | Limitado (principalmente H₂) | No | Sí (H₂, N₂, O₂) |
14. Consejos prácticos para maximizar la eficiencia de la desgasificación.
-
Minimice la humedad en los desechos y fundentes antes de cargar el horno.
-
Utilice los ajustes correctos de profundidad y velocidad del rotor recomendados por el fabricante del equipo.
-
Combine los métodos cuando sea apropiado; por ejemplo, un breve barrido con fundente seguido de una purga rotativa suele producir mejores resultados de limpieza que cualquiera de ellos por separado.
-
Mantenga tiempos de tratamiento constantes y registre los parámetros para poder correlacionar la limpieza de la fusión con los ajustes del proceso.
15. Cómo documentar y demostrar la eficacia a los clientes.
-
Mantener registros de pruebas de hidrógeno antes y después del tratamiento.
-
Mantenga registros del tratamiento que relacionen el uso de gas y las horas de funcionamiento del rotor con la calidad de la fundición.
-
Proporcione muestras de secciones transversales de fundición que muestren la reducción de la porosidad.
-
Utilice certificaciones de laboratorios externos cuando así lo requieran los clientes del sector aeroespacial o automovilístico.
El control bien documentado de los procesos y la demostración de la reducción de defectos suelen ser decisivos para la aceptación por parte de los clientes.
16. FAQ sobre desgasificación y purificación de aluminio fundido
1. ¿Qué nivel de hidrógeno es aceptable en el aluminio fundido antes de la colada?
2. ¿Qué gas de purga es mejor: ¿Argon o Nitrógeno?
3. ¿Cuánto tiempo debe durar el tratamiento de desgasificación?
4. ¿Puede la desgasificación eliminar las inclusiones no metálicas?
5. ¿Existen alternativas ecológicas a los fundentes salinos?
6. ¿Cómo se mide con precisión el contenido de hidrógeno?
7. ¿Cambia la desgasificación la química de la aleación?
8. ¿Qué mantenimiento requieren los rotores de desgasificación?
- Adelgazamiento del eje cerca de la superficie de fusión.
- Obstrucción de los orificios de inyección de gas.
- Excesiva vibración/desviación en el conjunto de accionamiento.
La sustitución proactiva de los rotores evita la dispersión incoherente del gas.
9. ¿Puede realizarse la desgasificación en línea durante la colada?
10. ¿Cómo elegir entre la desgasificación al vacío y la purga rotativa?
17. Breve ejemplo de caso que muestra el valor
Una fundición de aluminio de tamaño medio implementó un programa de desgasificación rotativa debidamente controlado, además de un sistema de monitorización de hidrógeno en línea. En pocas semanas, informaron de una reducción de los rechazos relacionados con la porosidad y una disminución cuantificable de las repeticiones de trabajo. Aunque las cifras exactas varían, el resultado habitual de una desgasificación bien ejecutada es una menor cantidad de desechos, unas tolerancias de mecanizado más predecibles y una mayor aceptación por parte de los clientes.
18. Recomendaciones finales y cómo AdTech satisface las necesidades de desgasificación.
Próximos pasos prácticos para una fundición o una fundición de piezas:
-
Auditar los materiales de carga entrantes en busca de humedad y contaminantes.
-
Instale o valide un desgasificador rotativo dimensionado para sus volúmenes de fusión con un control adecuado del rotor.
-
Realice pruebas de hidrógeno antes y después del tratamiento para poder cerrar el ciclo de retroalimentación.
-
Si se requieren niveles de gas ultrabajos, evalúe la desgasificación al vacío con un socio de ingeniería.
AdTech fabrica unidades de desgasificación adecuadas para su instalación en línea entre el horno y la máquina de fundición. Ofrecemos precios directos de fábrica y asistencia para la configuración del proceso, piezas de repuesto y formación, para que obtenga resultados repetibles a un coste total menor. Póngase en contacto con AdTech para obtener un presupuesto personalizado y una auditoría del proceso. (Suministramos unidades de desgasificación, filtros cerámicos y accesorios relacionados al precio de fábrica de 100%).
