A rotary degassing unit, when designed and operated correctly, offers the most reliable and repeatable method to remove dissolved hydrogen and small non-metallic inclusions from molten aluminum alloys; it produces very fine inert-gas bubbles that capture gases and float them out of the melt while providing strong melt stirring for homogenization, and it can often perform flux injection without using chlorine-based salts.
1. What is a rotary degassing unit?
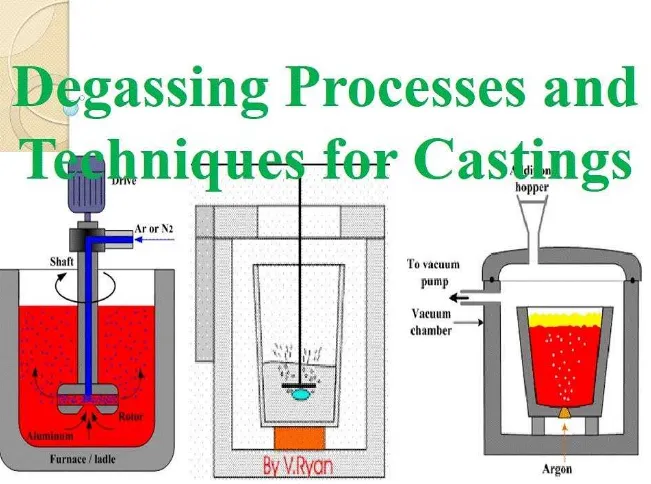
A rotary degassing unit is an industrial melt-treatment system that injects an inert gas through a submerged rotating impeller into molten aluminium or aluminium alloys. The rotating rotor breaks the incoming gas into a cloud of very small bubbles that enrich dissolved hydrogen and float oxide or non-metallic inclusions to the surface. The method is commonly used in melting, holding and transfer operations prior to pouring or casting.

Degassing Aluminum by Online Rotary Degassing Unit
2. Why degassing matters for aluminium castings
Dissolved hydrogen in liquid aluminium forms gas porosity during solidification. Porosity reduces mechanical properties such as tensile strength and elongation, causes leak paths in pressure die cast parts, and increases scrap rates. Non-metallic inclusions and heterogeneity in the melt lead to surface defects, reduced fatigue life and inconsistent product appearance. Effective melt treatment lowers rejection rates, improves downstream processing yield, and can permit higher-value casting tolerances, which together justify investment in treatment equipment. Industry sources and case studies consistently show that controlled inert-gas rotary degassing reduces porosity and improves product quality more effectively than many simple flux or lance methods for common cast alloys.
3. Fundamental operating principle
Rotary degassing relies on three linked phenomena:
-
gas dispersion: an inert gas such as nitrogen, argon, or a gas blend is fed down a hollow shaft to a submerged rotor; the rotor shears the gas into micro-bubbles that have high surface area;
-
mass transfer: dissolved hydrogen diffuses into the micro-bubbles because of the concentration gradient;
-
flotation and coalescence: bubbles grow by absorbing hydrogen and buoyantly carry hydrogen and small inclusions to the melt surface where they break and are removed.
The rotor also promotes bulk melt stirring which aids homogenization of temperature and alloying elements, and accelerates mass transfer rates compared with static lancing. Rotor geometry and speed determine bubble size distribution, which is the key control knob for degassing efficiency.
4. Main components and optional subsystems
Below is a concise component checklist and short description.
| Component | Role |
|---|---|
| Drive unit (motor / gearbox) | Rotates the shaft and rotor, can be variable speed for process control |
| Submerged shaft and rotor (impeller) | Generates bubbles and provides stirring |
| Gas supply and regulator | Supplies argon, nitrogen, or blends at controlled flow and pressure |
| Hollow shaft or gas passage | Delivers gas to rotor tip |
| Mounting and hoist / tilt frame | Allows safe insertion and removal; supports in-furnace or ladle operation |
| Control panel with PLC | Manages speed, gas flow, treatment time, alarms |
| Flux injection module (optional) | Enables carrier-gas assisted flux dosing when needed |
| Sensors: melt temperature, gas flow, torque | For process validation and safety interlocks |
| Baffle / splash guards and hood | Collects flux scum and limits oxidation |
| Exhaust / fume capture (where necessary) | Captures fumes for environmental compliance |
(See manufacturer brochures for complete system variants including mobile and fixed installations.)
5. Typical process parameters and how each affects performance
Operators tune these variables to reach the target hydrogen concentration and inclusion level:
| Parameter | Typical range (industry) | Effect on degassing performance |
|---|---|---|
| Gas type | Nitrogen or argon, purity ≥ 99.99% | Argon is slightly more effective but more costly; nitrogen is common for price-sensitive operations |
| Gas flow rate | 5 to 80 NL/min for small units, up to several hundred NL/min on large stations | Higher flow increases bubble throughput, but too high flow produces coarser bubbles and splashing |
| Rotor speed | 200 to 2,000 rpm depending on rotor design | Higher rpm tends to generate smaller bubbles, increased shear and faster mass transfer up to an optimum |
| Treatment time | 1 to 10 minutes per batch typical; in line systems seconds to minutes | Longer time reduces hydrogen but reduces throughput; diminishing returns after target reached |
| Immersion depth | 50 to 300 mm from rotor tip to free surface depending on vessel | Deeper immersion improves bubble residence time but increases torque and power needs |
| Tilt/oscillation angle | 0 to 45 degrees for some rotors | Provides better sweep patterns and surface cleaning in certain ladle geometries |
These ranges are illustrative. Each foundry should develop a process window for specific alloys and vessel geometry by trial and melt analysis. Process control solutions that calculate optimal parameters based on melt weight and initial gas levels are available from suppliers.
6. Rotor and shaft design choices
Rotor geometry and shaft materials are critical for life, efficiency and reactivity in the melt.
Common rotor types
-
Graphite rotors: widely used because graphite machines to shape, provides thermal shock resistance and acceptable service life in many aluminium melts. Pyrotek and other vendors offer treated graphite to reduce oxidation.
-
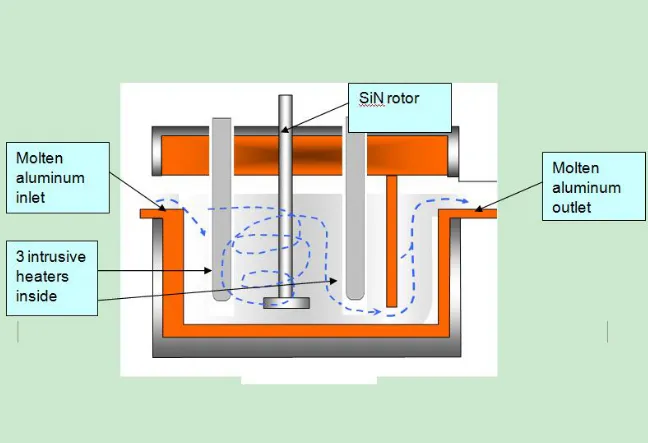
Ceramic and silicon nitride rotors: higher strength and wear resistance; often used where longer life or higher-temperature stability is required. Manufacturers provide ceramic series rotors for aggressive production environments.
-
Metallic rotors with protective coatings: used in specific applications where mechanical robustness is required, but require careful selection to avoid alloy contamination.
Shaft options
-
Hollow graphite or ceramic shafts for gas passage are common; some systems use stainless or special alloys with internal gas lines and sealing. Shaft sealing and thermal expansion design determine service life.
Rotor selection balances cost, service life, impact on melt chemistry and bubble formation performance. Modern manufacturers supply rotor families tuned to target bubble size and specific alloy groups.

7. Process control, sensors and automation
A modern rotary degassing station typically includes a control system that may provide:
-
programmable treatment recipes for alloy and melt weight;
-
closed-loop control where measured melt hydrogen (using an inline probe or periodic sampling) or other indicators adjust treatment time, gas flow and rotor speed;
-
torque monitoring to detect rotor wear or shaft binding;
-
safety interlocks on temperature, gas pressure and drive health.
Vendors offer advanced process optimization modules that calculate the required treatment based on melt weight, initial and target hydrogen levels and vessel geometry. These tools improve repeatability and reduce operator dependence. SMARTT and similar process controllers are examples of vendor offerings that analyze variables and propose optimal setpoints.
8. Comparison with alternative degassing methods
This section provides a direct comparison of rotary degassing with other common approaches.
| Method | How it works | Typical strengths | Typical limitations |
|---|---|---|---|
| Rotary inert gas degassing | Inert gas dispersed by a rotor creates micro-bubbles that strip hydrogen | High hydrogen removal; good homogenization; rapid treatment | Requires rotor maintenance; capital cost higher than lance or flux only |
| Flux degassing (pile fluxes on surface) | Granular flux is added to the surface to react with inclusions and promote floatation | Low capital cost; simple | Less effective for deep hydrogen removal; uses flux consumables; potential for chloride/fluoride use |
| Flux injection (rotary flux injection) | Flux particles carried by inert gas and dispersed by rotor | Combines degassing with flux action; efficient inclusion removal | Flux handling and scum management required |
| Lance degassing | Gas introduced through a lance or tube that does not rotate | Low cost, simple | Larger bubble size, slower mass transfer, less efficient hydrogen removal |
| Vacuum degassing | Reduced pressure increases hydrogen desorption | Very effective for hydrogen in some processes | Higher capital cost; complexity; not always practical for all foundries |
General industry consensus notes that rotary inert-gas degassing provides the best tradeoff of hydrogen removal speed and operational flexibility for many aluminium foundry operations, while flux injection adds further inclusion control. Systems that combine rotary degassing with flux injection are used where both hydrogen and inclusion control are critical.
9. Installation, maintenance and safety considerations
Installation
-
Ensure the mounting system and hoist can securely handle rotor insertion, extraction and the dynamic loads during operation.
-
Position the control cabinet and gas cylinder banks in compliance with local codes.
-
Consider fume extraction or capture near the melt surface to control flux and oxide fumes.
Maintenance
-
Regular inspection of rotor geometry and shaft seals prevents sudden failures. Graphite parts slowly oxidize and need scheduled replacement.
-
Monitor gas supply lines and purge sequences to prevent air ingress.
-
Keep spare rotors and common wear parts in stock to minimize downtime.
Safety
-
Always follow hot-metal handling protocols including PPE for operators.
-
Interlock gas supply so that drive cannot operate without gas flow where required.
-
Provide training for insertion and extraction under safe, controlled procedures.
-
Environmental controls for flux and fume capture may be required by regulation.
Supplier documentation and local safety codes must be followed closely. Modern turnkey systems include many recommended safeguards and alarm functions that protect operators and melt integrity.
10. Troubleshooting and performance metrics
Typical metrics to monitor
-
Melt hydrogen level pre- and post-treatment (ppm)
-
Treatment time per batch and ppm reduction per minute
-
Rotor torque and vibration signatures
-
Scrap rate and defect types post-treatment
Common issues and fixes
-
Insufficient hydrogen reduction: possible causes: too coarse bubbles, insufficient treatment time, wrong gas type, or excessive melt turbulence. Actions: increase rotor rpm if design allows, optimize immersion depth, check gas purity and flow, or try alternate rotor geometry.
-
Excessive splashing or vortexing: often the result of too high gas flow or rotor near surface. Reduce gas flow; increase immersion depth; verify rotor alignment.
-
Short rotor life: due to abrasive inclusions or poor rotor material choice. Consider ceramic rotors or treated graphite; inspect melt chemistry and reduce contaminants.
-
Inconsistent results between shifts: commonly procedural: implement recipes, operator training, and automation for repeatability.
Routine measurement of melt hydrogen and correlating metrics with casting quality is the proven way to validate process adjustments.
11. How to choose the right rotary degassing solution
Match equipment to your operational profile by considering:
-
Batch size and throughput: small portable units suit crucible shops; fixed stations or in-line rotors are better for continuous or high throughput plants.
-
Alloy range: certain alloys are more sensitive to hydrogen or oxide inclusions; ensure vendor experience with your alloy family.
-
Desired degree of automation: recipe control and hydrogen probes reduce operator variability.
-
Consumable preferences: if minimizing flux use is a priority, a degasser that supports high-efficiency inert gas treatment is advisable.
-
Service and spare parts network: choose a supplier with local support and rotor replacement options.
Suppliers provide configuration calculators and often run process trials to recommend an optimal configuration.
12. Environmental and regulatory considerations
-
Flux materials and surface scum may require capture and proper disposal under local hazardous waste rules.
-
Gas use and cylinder storage must comply with compressed gas safety codes.
-
Fume extraction reduces exposure to respirable particulates and flux fumes. Many vendors offer enclosures and extraction options to meet local workplace safety and environmental standards.
13. Cost factors and return on investment
Capital, consumables and operating costs to consider:
-
capital cost of unit and installation;
-
rotor and shaft replacement life;
-
inert gas consumption;
-
flux consumption if flux injection is used;
-
savings from reduced scrap, rework, and higher product grade acceptance.
A typical ROI model includes measuring defect reduction percent, yield improvement, and incremental revenue from higher-value parts. Many foundries recover equipment cost in months to a few years depending on defect baseline and production value. Vendor case studies provide real examples for parameterized ROI calculations.
14. Practical tips for running a degassing program
-
Log and trend melt hydrogen values and correlate to casting outcomes.
-
Begin with vendor recommended recipes then run designed experiments to refine settings for your vessel and alloy.
-
Schedule rotor inspections and replacement intervals based on torque trends rather than calendar only.
-
Train multiple operators and lock recipes in the PLC for consistency.
-
Where flux is necessary, prefer carrier-gas based flux injection for better dispersion and reduced surface flux losses.
15. Tables for quick reference
Table A. Typical parameter window for aluminium foundry rotary degassing
| Parameter | Small shop (40–1500 lb) | Medium/large (1–5 ton) |
|---|---|---|
| Gas | Nitrogen or argon | Nitrogen, argon or blends |
| Flow | 5–50 NL/min | 50–500 NL/min |
| Rotor speed | 300–1,200 rpm | 200–1,800 rpm |
| Immersion depth | 50–150 mm | 100–300 mm |
| Treatment time | 1–5 min | 2–10 min |
Table B. Quick pros and cons summary
| Option | Pros | Cons |
|---|---|---|
| Rotary inert degasser | Fast hydrogen removal; homogenization; optional flux injection | Higher capital and maintenance than simple lances |
| Lance degassing | Low cost; simple | Lower efficiency; larger bubbles |
| Surface flux | Very low capex | Less effective for hydrogen; consumables and scum handling |
Rotary Degassing & Melt Quality FAQ
1. What gas is best for rotary degassing: nitrogen or argon?
2. Can rotary degassing remove inclusions as well as hydrogen?
3. How often should I replace graphite rotors?
4. Is flux still needed if I use a rotary degasser?
5. Can rotary degassing be used on alloys with reactive elements?
6. How do I know when the degassing process is complete?
7. What should be done about fumes and surface scum?
8. Is a portable rotary unit adequate for a small foundry?
9. What are typical causes of inconsistent degassing performance?
Common variables include:
- Variations in gas purity (moisture in the gas line).
- Rotor wear or incorrect immersion depth.
- Changes in melt temperature or vessel geometry.
- Poorly defined or manually overridden process recipes.
10. Do suppliers offer process validation support?
Reputable suppliers like AdTech provide application engineering support. This includes on-site trials and advanced control systems that help foundries establish and validate treatment recipes tailored to their specific alloys and casting specifications.
Closing recommendations for implementation
-
Begin with a pilot program: install a single rotary unit, define measurement protocols for hydrogen, and track defect rates before and after.
-
Work with vendors experienced in your alloy family and production scale; request a process validation trial.
-
Invest in a control system and measurement capability; repeatability is the most important factor in realizing ROI.
-
Maintain a spares program for rotors and common wear parts; plan maintenance downtime into production scheduling.
