Le flux d'aluminium est un composé chimique - généralement un mélange de sels de chlorure et de fluorure - appliqué à l'aluminium en fusion pendant les opérations de fusion, de maintien et de coulée pour prévenir l'oxydation, éliminer l'hydrogène dissous, éliminer les inclusions non métalliques et récupérer l'aluminium métallique piégé dans les crasses. La réponse directe à la question “qu'est-ce qu'un flux d'aluminium” est la suivante : il s'agit du principal outil métallurgique qui détermine si l'aluminium en fusion atteint le stade de la coulée propre, contrôlé par l'hydrogène et exempt d'inclusions, ou s'il arrive contaminé et sujet à des défauts. Chez AdTech, nous avons fourni et soutenu techniquement des programmes de flux d'aluminium dans des dizaines d'installations de coulée, et le schéma est cohérent - les opérations qui traitent la sélection et l'application de flux comme une activité d'ingénierie de précision surpassent celles qui les traitent comme un achat de consommables de routine avec des marges mesurables à la fois en termes de rendement et de qualité de la coulée.
Si votre projet nécessite l'utilisation de flux d'aluminium, vous pouvez nous contacter pour un devis gratuit.
Qu'est-ce que le flux d'aluminium et pourquoi l'aluminium fondu en a-t-il besoin ?
Le flux d'aluminium est un mélange chimique spécialement formulé qui est ajouté à l'aluminium en fusion à différents stades du processus de production afin de protéger la qualité du métal et de maximiser le rendement utilisable. Le besoin de flux découle directement de la chimie de l'aluminium : l'aluminium en fusion est l'un des métaux les plus réactifs couramment utilisés dans l'industrie, formant de l'oxyde d'aluminium (Al₂O₃) presque instantanément lorsqu'il est exposé à l'oxygène de l'air. Cette couche d'oxyde, bien que protectrice sur l'aluminium solide, crée de sérieux problèmes de qualité dans le traitement des métaux liquides.
L'affinité chimique de l'aluminium pour l'oxygène est extraordinairement élevée. À 750 °C, l'énergie libre de formation de Gibbs pour Al₂O₃ est d'environ -1 582 kJ/mol, ce qui rend la formation d'oxyde essentiellement irréversible dans les conditions normales du four. Chaque surface exposée de l'aluminium en fusion forme simultanément un nouvel oxyde, et chaque opération de transfert turbulente - chargement, coulage à la louche, coulée - replie les films d'oxyde existants dans la masse fondue où ils deviennent des inclusions.
Au-delà de l'oxydation, l'aluminium fondu absorbe de l'hydrogène provenant de plusieurs sources : humidité atmosphérique, matériaux réfractaires humides, matériaux de charge humides et gaz de combustion. La solubilité de l'hydrogène dans l'aluminium diminue considérablement lors de la transition liquide-solide (d'environ 0,65 cc/100g à 660°C à l'état liquide à 0,034 cc/100g à 660°C à l'état solide), ce qui signifie que l'hydrogène dissous précipite sous forme de porosité pendant la solidification. Cette porosité due à l'hydrogène affaiblit les propriétés mécaniques des pièces coulées et crée des fuites dans les composants sous pression.
Le flux d'aluminium résout ces deux problèmes simultanément. Appliqué correctement, il forme une barrière protectrice qui limite l'oxydation ultérieure, réagit chimiquement avec les films d'oxyde existants pour réduire leur viscosité et les séparer du métal, génère ou favorise la formation de bulles de gaz qui transportent l'hydrogène dissous vers la surface de la fonte et concentre les inclusions non métalliques en une couche d'écume amovible.

Quels problèmes le flux d'aluminium permet-il de résoudre ?
| Problème | Cause | Comment Flux l'aborde |
|---|---|---|
| Oxydation de surface | Contact de l'oxygène avec la matière fondue | Couche de barrière physique |
| Porosité à l'hydrogène | H₂ absorbé de l'humidité/atmosphère | Favorise la flottaison de l'hydrogène à la surface |
| Inclusions dans le film d'oxyde | Oxydes de surface pliés en fusion | Dissolution chimique/agglomération des oxydes |
| Contamination par des métaux alcalins | Na, Ca, Li à partir de déchets ou de matières premières | Réactions d'échange de fluorures |
| Mauvaise récupération de l'écume | Gouttelettes d'aluminium piégées par l'oxyde | Réduit la viscosité de l'oxyde, permet la coalescence |
| Perte de température | Perte de chaleur radiative de la surface de la fonte | Couche d'isolation thermique |
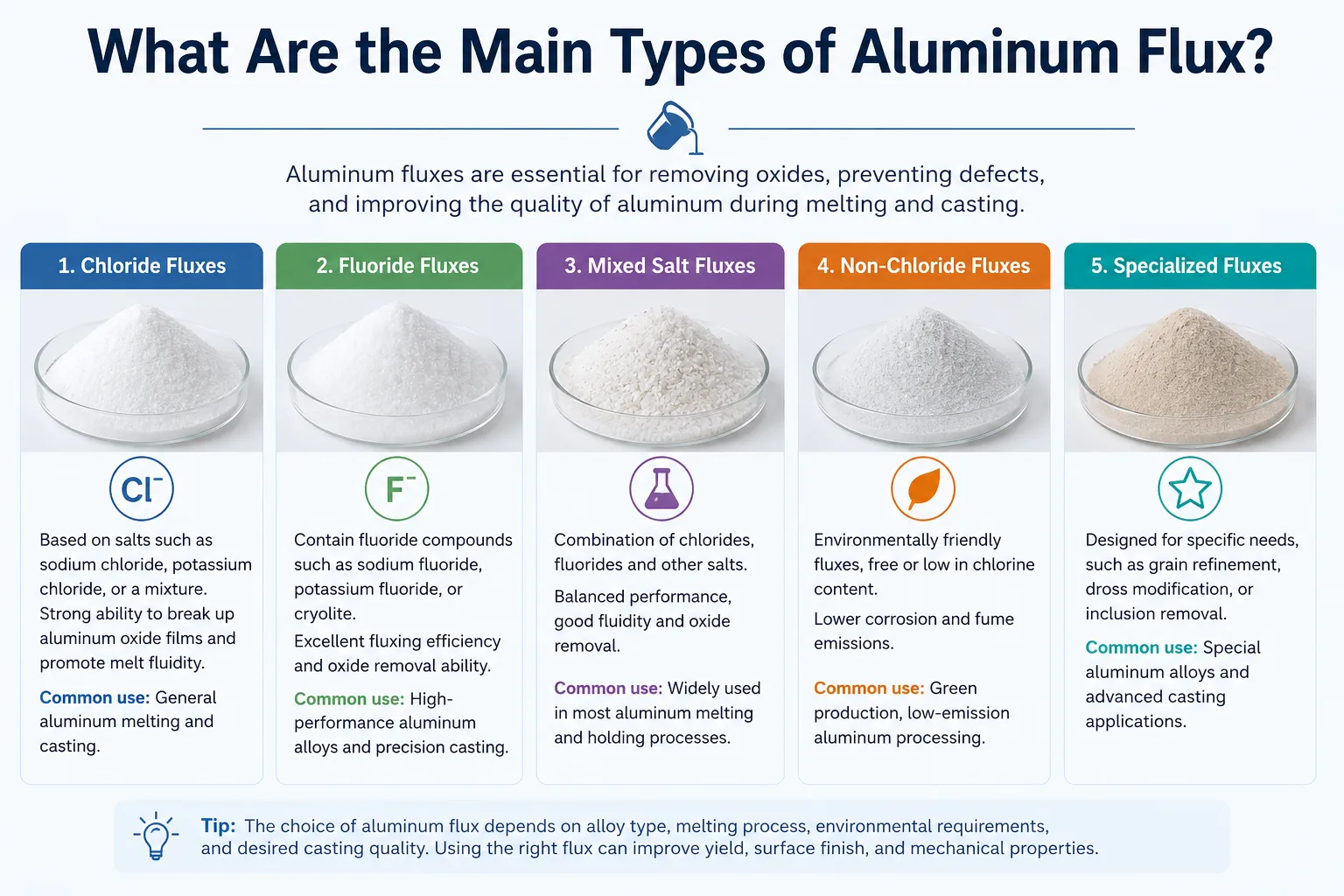
Quels sont les principaux types de flux d'aluminium ?
L'industrie de l'aluminium utilise plusieurs catégories de flux distinctes, chacune conçue pour des objectifs métallurgiques spécifiques. Il est essentiel de comprendre les différences entre ces catégories pour sélectionner le bon produit pour votre application.
Couvrir les flux
Le flux de couverture est la catégorie la plus élémentaire. Sa fonction première est de former une couche protectrice continue sur la surface de l'aluminium en fusion qui isole physiquement le métal de l'oxygène et de l'humidité de l'air. Un bon flux de couverture fond et s'étale facilement aux températures de maintien de l'aluminium (680-780°C), a une faible densité pour rester à la surface et mouille chimiquement l'oxyde d'aluminium pour éviter les lacunes dans la couverture.
Composition typique d'un flux de recouvrement : 45-55% KCl (chlorure de potassium), 40-50% NaCl (chlorure de sodium), avec des ajouts mineurs facultatifs de composés fluorés pour améliorer la dissolution des oxydes.
Les flux de couverture sont les plus appropriés pour :
- Maintien de longue durée entre la fusion et la coulée.
- Opérations où la propreté des métaux est relativement élevée et où la purification n'est pas le principal besoin.
- Systèmes d'alliages sensibles à la chimie des fluorures (tels que les alliages contenant du magnésium).
Flux d'affinage
Le flux d'affinage va au-delà de la protection de la surface et purifie activement le métal en fusion. Il contient des composés fluorés qui réagissent chimiquement avec l'hydrogène dissous, les impuretés des métaux alcalins (sodium, calcium, lithium) et les inclusions non métalliques, en les éliminant du volume de fusion. Le flux d'affinage est mélangé ou appliqué sous la surface de la fonte pour maximiser le contact avec le métal en vrac.
Composition typique d'un flux d'affinage : 30-50% KCl, 20-35% NaCl, 10-25% composés fluorés (cryolite, AlF₃, CaF₂), avec des additifs réactifs.
Couverture et affinage des flux (Flux de combinaison)
Catégorie la plus utilisée dans la production industrielle, les flux combinés assurent simultanément la protection de la surface et la purification de la matière fondue. Ces produits sont formulés pour s'étaler sur la surface tandis que leurs composants fluorés réactifs agissent vers le bas dans la masse fondue par diffusion et pénétration limitée.
C'est la catégorie qu'AdTech produit et fournit le plus largement, car les exigences pratiques des opérations de fonderie et de coulée permettent rarement le luxe d'appliquer des traitements distincts de recouvrement et d'affinage dans l'ordre.
Flux de crasses (Composés exothermiques de traitement de l'écume)
Le flux d'écume est appliqué à l'écume écrémée plutôt qu'au bain de fusion. Lorsqu'il est mélangé à de l'écume chaude (600-750°C), le flux déclenche des réactions exothermiques qui refondent localement les gouttelettes d'aluminium piégées, ce qui leur permet de coalescer et d'être récupérées. Cette catégorie de flux répond directement au problème de perte de rendement de l'aluminium métallique piégé dans la matrice d'oxyde de l'écume.
Comprimés de flux de dégazage
Les tablettes de dégazage sont des formulations de flux comprimés qui réagissent avec l'aluminium en fusion pour générer des bulles de chlore gazeux. Ces bulles s'élèvent dans la masse fondue, recueillant l'hydrogène dissous et les fines inclusions par flottation. Les pastilles sont généralement plongées sous la surface de la fonte à l'aide d'une tige en graphite ou d'un outil similaire pour une efficacité maximale.
Catégories de flux spécialisés
| Type de flux | Application primaire | Composant actif clé | Principal avantage |
|---|---|---|---|
| Flux de couverture | Protection de la surface pendant le maintien | KCl/NaCl | Prévention de l'oxydation |
| Flux de raffinage | Purification de la matière fondue | Composés de fluorure | Inclusion/H₂ suppression |
| Flux combiné | Protection + purification | KCl/NaCl/fluorures | Double fonction |
| Flux de traitement des crasses | Récupération des crasses | Mélange exothermique + fluorure | Rendement métallique plus élevé |
| Tablettes de dégazage | Élimination de l'hydrogène | Composés générateurs de chlore | Réduction de la porosité |
| Flux de raffinage des grains | Contrôle de la structure des grains | Al-Ti-B ou Al-Ti-C | Amélioration des propriétés mécaniques |
| Modificateur de flux | Morphologie du silicium | Composés de Sr ou de Na | Meilleure ductilité des alliages Al-Si |
| Flux d'élimination de l'alcali | Purification Na/Ca/Li | Formulations riches en AlF₃ | Correction de la chimie des alliages |
Comment le flux d'aluminium fonctionne-t-il chimiquement ?
La chimie du flux d'aluminium implique de multiples voies de réaction simultanées. La compréhension de ces mécanismes permet aux ingénieurs d'optimiser la sélection des flux et les procédures d'application plutôt que de se contenter de suivre des instructions génériques.
Mécanisme de barrière physique
La barrière physique formée par le flux couvrant fonctionne selon les principes de la chimie des surfaces. Lorsque les sels de chlorure fondent et se répandent sur une surface d'aluminium, ils doivent surmonter la peau d'oxyde d'aluminium existante pour obtenir une véritable couverture. La propriété clé qui permet cela est le coefficient d'étalement - l'équilibre énergétique entre l'énergie de l'interface flux-oxyde, l'énergie de l'interface oxyde-métal et l'énergie de l'interface flux-métal.
Les systèmes de flux de chlorure ont des coefficients d'étalement favorables contre les surfaces d'oxyde d'aluminium à des températures d'exploitation. La phase liquide du flux mouille et pénètre dans les fissures et les vides de la peau d'oxyde, créant une couverture continue même sur des surfaces déjà oxydées. Il s'agit là d'une différence fondamentale par rapport au fonctionnement d'un couvercle ou d'une couverture physique - le flux recherche activement les lacunes de couverture et les comble.
Mécanisme de dissolution des oxydes
Les composés fluorés présents dans les flux d'affinage dissolvent l'oxyde d'aluminium par une voie de réaction chimique distincte du simple mouillage physique. La réaction entre les ions fluorure et l'Al₂O₃ à température élevée convertit l'oxyde d'aluminium cristallin en complexes solubles de fluorure d'aluminium ou en composés d'aluminate de calcium, en fonction de la chimie spécifique du fluorure :
Al₂O₃ + 6NaF → 2AlF₃ + 3Na₂O (représentation simplifiée)
Cette dissolution réduit l'intégrité structurelle des films d'oxyde, brisant les membranes d'oxyde continues en fragments plus petits qui peuvent être agglomérés dans la couche d'écume. Le résultat est une fonte avec beaucoup moins d'inclusions de films d'oxyde fins.
Mécanisme de flottation de l'hydrogène
L'élimination de l'hydrogène dissous implique à la fois des réactions chimiques directes et une flottation physique. Lorsque les composants de flux à base de chlorure réagissent avec l'aluminium à haute température, ils génèrent de petites quantités de chlore gazeux. Chaque bulle de chlore s'élevant dans la masse fondue ne contient pratiquement pas d'hydrogène au départ, ce qui crée un fort gradient de pression partielle qui entraîne l'hydrogène dissous de la masse fondue dans la bulle qui s'élève.
La force motrice du transfert d'hydrogène dans la bulle de gaz suit la loi de Henry : le gaz dissous passe d'une phase à forte concentration (la matière fondue) à une phase à faible concentration (l'intérieur de la bulle de chlore) à un taux proportionnel à la différence de concentration. À mesure que la bulle s'élève et accumule de l'hydrogène, elle entraîne simultanément de fines inclusions vers le haut par le biais d'un mécanisme de flottation analogue à la flottation par moussage dans le traitement des minerais.
Mécanisme d'élimination des métaux alcalins
La contamination de l'aluminium par le sodium, le calcium et le lithium est à l'origine de nombreux problèmes de qualité : un taux de sodium supérieur à 5-10 ppm dans les alliages Al-Si empoisonne les traitements de modification du silicium ; un taux de calcium supérieur à 5 ppm réduit la fluidité et provoque des porosités ; le lithium entraîne des problèmes de fragilité spécifiques. Le fluorure d'aluminium contenu dans les flux d'affinage réagit de préférence avec ces métaux alcalins :
3Na + AlF₃ → Al + 3NaF
Le produit de fluorure de sodium (NaF) est insoluble dans l'aluminium fondu et se sépare dans la couche d'écume du flux, entraînant la contamination par le sodium hors du métal. Cette réaction est fortement favorisée sur le plan thermodynamique aux températures de traitement de l'aluminium, ce qui fait du traitement au fluorure de flux la méthode la plus fiable pour l'élimination des métaux alcalins, à l'exception de la dilution avec du métal propre.
Quels sont les principaux ingrédients des formules de flux d'aluminium ?
Les flux d'aluminium commerciaux contiennent des combinaisons soigneusement sélectionnées de composants chimiques, chacun apportant des caractéristiques de performance spécifiques. L'art de la formulation consiste à équilibrer ces composants afin d'atteindre les performances souhaitées à un coût et avec un impact environnemental acceptables.
Chlorure de potassium (KCl)
Le chlorure de potassium est le principal composant structurel de la plupart des systèmes de flux d'aluminium. Ses principales propriétés sont les suivantes
- Point de fusion : 770°C (pur), plus bas en mélange avec NaCl.
- Stabilité thermique élevée aux températures de traitement de l'aluminium.
- Bon coefficient d'étalement sur les surfaces en oxyde d'aluminium.
- Densité modérée (2,0 g/cm³ de liquide) - appropriée pour le positionnement des couches de surface.
- Large disponibilité commerciale à une pureté constante.
La teneur en KCl de la plupart des formulations de flux de couverture est comprise entre 45% et 65% en poids.
Chlorure de sodium (NaCl)
Le chlorure de sodium se combine au KCl pour former des mélanges de sels eutectiques dont les points de fusion sont inférieurs à ceux des deux composants purs. L'eutectique KCl-NaCl dans un rapport de poids d'environ 50:50 fond à 657°C, ce qui garantit que le flux est entièrement liquide et mobile dans toute la plage de température de maintien de l'aluminium.
Mise en garde importante : le chlorure de sodium apporte du sodium au système de flux. Dans les applications de flux de couverture à faible activité, ce sodium reste enfermé dans la matrice saline et ne se transfère pas dans la masse fondue. Toutefois, à des températures élevées et en cas de contact prolongé, des traces de transfert de sodium peuvent se produire. Il s'agit d'un problème secondaire dans la plupart des applications, mais il devient important dans les alliages de coulée modifiés au strontium, où de faibles niveaux de sodium à l'état fondu sont critiques.
Composés de fluorure
Les ajouts de fluorure transforment un simple flux de couverture en un flux d'affinage en introduisant une réactivité chimique vis-à-vis des oxydes et des métaux alcalins :
| Composé de fluorure | Formule chimique | Fonction principale | Contenu typique |
|---|---|---|---|
| Cryolite | Na₃AlF₆ | Dissolution des oxydes, fluidité des flux | 5-20% |
| Fluorure d'aluminium | AlF₃ | Élimination des métaux alcalins | 3-15% |
| Fluorure de calcium | CaF₂ | Mouillage des oxydes, fluidité | 2-10% |
| Fluorure de potassium | KF | Amélioration de la dissolution des oxydes | 2-8% |
| Fluorure de magnésium | MgF₂ | Applications spécialisées des alliages de magnésium | 1-5% |
Additifs réactifs de spécialité
Au-delà du système de base chlorure-fluorure, les formules commerciales modernes de flux intègrent des composants supplémentaires qui répondent à des objectifs de performance spécifiques :
Composés oxydants (faibles pourcentages de MnO₂ ou similaire) : Favorise les réactions d'oxydation contrôlée qui améliorent la séparation des crasses de l'aluminium métallique.
Agents anti-agglomérants: Prévenir l'agglutination au stockage sans affecter les performances métallurgiques. Il s'agit principalement d'un paramètre de qualité logistique, mais il affecte considérablement la cohérence de l'application.
Modificateurs de densité: Ajuster la densité globale du flux pour optimiser le positionnement de la couche à la surface de la matière fondue.
Ingénierie de la distribution de la taille des particules: La forme physique des particules de flux influe sur la vitesse d'étalement, la vitesse de dissolution et la cinétique de réaction. Les particules plus grossières s'étalent plus lentement mais assurent une couverture plus durable. Les particules plus fines réagissent plus rapidement mais peuvent poser des problèmes de manipulation de la poussière.
Où et quand le flux d'aluminium est-il utilisé dans le processus de production ?
Le flux d'aluminium n'est pas un ajout en un seul point - il est utilisé à plusieurs étapes du processus de production et de coulée de l'aluminium, chaque point d'application servant un objectif métallurgique distinct.
Pendant la fusion de la charge
Lorsque de l'aluminium solide est fondu à partir de lingots, de truies ou de déchets, du fondant peut être ajouté au four pendant le processus de fusion :
- Protéger le métal nouvellement fondu de l'oxydation immédiate.
- Commencer à retirer les films d'oxyde des matériaux de charge au fur et à mesure qu'ils fondent.
- Réduire la tension superficielle du métal en fusion pour améliorer l'enfoncement de la charge.
Les ajouts de flux à l'étape de la fusion sont généralement plus riches en fluorure réactif que les ajouts à l'étape du maintien, car la lourde charge d'oxyde provenant des matériaux de rebut nécessite une dissolution chimique plus agressive.
Pendant la détention et le transfert
Le four de maintien - où l'aluminium liquide attend entre la fusion et la coulée - est le point d'application de flux le plus critique dans la plupart des opérations de fonderie. Pendant le maintien :
- Le flux de couverture maintient une couche protectrice continue sur la surface de la fonte.
- Le traitement du flux d'affinage est effectué périodiquement pour éliminer les inclusions accumulées et l'hydrogène dissous.
- Les crasses sont périodiquement écrémées et un flux frais est appliqué.
Au poste de casting
Certaines opérations appliquent un flux ou utilisent des outils de transfert revêtus de flux au point de coulée pour minimiser l'oxydation pendant l'opération de coulée turbulente. Les poches de coulée revêtues de flux ou les ajouts de flux immédiatement avant la coulée peuvent réduire les défauts d'oxyde à la surface de la coulée dans les applications critiques.
Dans le traitement de l'écume
Les crasses récupérées lors de l'écumage des fours sont traitées séparément à l'aide d'un flux de traitement des crasses. Ce point d'application est souvent négligé dans les discussions sur les flux d'aluminium, mais il représente l'une des possibilités les plus importantes d'amélioration du rendement.
Résumé des points d'application de Flux
| Point d'application | Type de flux | Objectif métallurgique | Calendrier |
|---|---|---|---|
| Four de fusion | Flux de raffinage à haute activité | Élimination de l'oxyde de la charge de ferraille | Pendant la fusion de la charge |
| Surface du four de maintien | Combinaison couverture-affinage | Protection + purification | Continu/périodique |
| Traitement de dégazage | Tablettes de dégazage ou gaz + flux | Élimination de l'hydrogène | Avant la coulée |
| Louche de transfert | Flux ou pastille de flux recouvrant la lumière | Minimiser l'oxydation du transfert | Par remplissage de louche |
| Station de traitement de l'écume | Flux exothermique pour le traitement des crasses | Récupération des métaux à partir de l'écume | Après chaque écrémage |
| Système d'auge et de labyrinthe | Flux lumineux ou surfaces revêtues de flux | Prévenir la réoxydation pendant le transfert | En continu |
Quelles sont les méthodes d'application qui donnent les meilleurs résultats ?
La manière dont le flux est appliqué détermine en grande partie son efficacité. Le même produit de flux peut produire des résultats métallurgiques très différents en fonction de la technique d'application, du moment et de l'équipement.
Application manuelle en surface
C'est la méthode la plus simple et la plus répandue dans les petites et moyennes entreprises. Le flux granulaire ou en poudre est répandu sur la surface de la fonte à l'aide d'une louche perforée, d'un panier à mailles ou d'un outil de distribution manuel.
Protocole de bonnes pratiques pour l'épandage manuel en surface :
- Préchauffer l'outil de dépose pour éviter un choc thermique ou un transfert d'humidité vers le flux.
- Appliquer le flux à un taux mesuré - calculer le poids nécessaire en fonction de la surface du bain.
- Distribuer le flux uniformément sur toute la surface exposée de la fonte, et pas seulement près de la porte du four.
- Attendre 5 à 10 minutes pour que le flux fonde et s'étale avant de l'agiter ou de l'écrémer.
- Vérifiez qu'il n'y a pas de taches de métal nu visibles avant de poursuivre.
- Après le traitement, écumer systématiquement la couche d'écailles de flux d'un côté à l'autre.
Avantages : Faible coût d'investissement, simplicité opérationnelle, convient aux opérations discontinues intermittentes.
Limites : Consistance dépendante de l'opérateur, pénétration limitée dans la masse fondue pour les applications de raffinage, moins adapté aux grands fours où il est difficile d'obtenir une couverture uniforme.
Tablette de flux plongeante
Les pastilles de flux de dégazage sont plongées sous la surface de la fonte à l'aide d'une tige en graphite, d'une lance en graphite perforée ou d'un outil similaire. La pastille réagit au contact de l'aluminium liquide, générant des gaz qui remontent dans la masse fondue.
Procédure :
- Sécher au préalable la tige de plongée pour éliminer l'humidité de surface.
- Fixer ou positionner la tablette à l'extrémité de la tige.
- Abaisser la tablette à peu près à mi-profondeur dans le bain de fusion.
- Maintenir la position jusqu'à ce que le comprimé réagisse complètement (typiquement 30-120 secondes en fonction de la taille du comprimé).
- Déplacer lentement la tablette dans la masse fondue pendant la réaction pour éviter la formation de bulles de gaz.
L'efficacité de la plongée des comprimés dépend essentiellement de leur positionnement. Les comprimés réagissant à la surface de la matière fondue sont nettement moins efficaces que ceux réagissant à l'intérieur de la matière fondue, car la trajectoire des bulles de gaz à travers la matière fondue est minimisée.
Systèmes d'injection Lance
Pour les fours de maintien de taille moyenne à grande, l'injection pneumatique de poudre à travers une lance immergée permet une distribution plus uniforme du flux et une meilleure pénétration de la matière fondue que l'application en surface. La poudre de flux est fluidifiée par un gaz porteur (azote ou argon) et injectée par une lance en céramique ou en graphite placée sous la surface de la matière fondue.
| Paramètre d'injection de la lance | Gamme typique | Effet de l'augmentation |
|---|---|---|
| Débit de gaz vecteur | 5-30 L/minute | Distribution plus uniforme, risque de turbulences |
| Profondeur d'immersion de la lance | 200-400 mm | Meilleure pénétration de la matière fondue |
| Taux d'injection de flux | 0,5-2 kg/minute | Traitement plus rapide, risque d'excès local |
| Vitesse de déplacement de la lance | 0-100 mm/minute | Une couverture latérale plus uniforme |
Dégazage rotatif avec injection simultanée de flux
La méthode de traitement la plus performante combine le dégazage par turbine rotative et l'injection de poudre de flux ou de gaz réactif (généralement un mélange d'argon et d'un faible pourcentage de chlore). L'impulseur rotatif à 200-600 tours/minute cisaille les bulles de gaz en gouttelettes extrêmement fines - bien plus petites que celles produites par l'injection statique à la lance - augmentant considérablement la zone interfaciale gaz-fusion et accélérant à la fois l'élimination de l'hydrogène et la flottation des inclusions.
Lorsque le flux est injecté simultanément à travers l'arbre du rotor, le cisaillement mécanique distribue les particules de flux dans tout le volume de la matière fondue, ce qui permet d'atteindre des taux de purification que l'application en surface ne peut égaler.
Critères de performance pour le dégazage rotatif :
| Métrique | Sans injection de flux | Avec injection de flux | Amélioration |
|---|---|---|---|
| Efficacité de l'élimination de l'hydrogène | 40-60% | 60-80% | +20 points de pourcentage |
| Réduction du nombre d'inclusions | 30-50% | 60-80% | +30 points de pourcentage |
| Temps de traitement jusqu'à la cible | 15-25 min | 10-18 min | 20-30% plus rapide |
| Indice de densité finale | 0,10-0,20% | 0,05-0,12% | Nettement plus bas |
Systèmes automatisés de distribution de flux
Les opérations de coulée continue à haut volume utilisent de plus en plus des systèmes automatisés de distribution de flux qui délivrent des quantités mesurées de flux à des intervalles programmés en fonction des paramètres de production. Ces systèmes éliminent la variabilité humaine du processus d'application et peuvent s'intégrer aux systèmes de contrôle de la qualité de la matière fondue pour ajuster le dosage en fonction des niveaux d'hydrogène ou d'inclusion mesurés.
Comment choisir le bon flux d'aluminium pour votre alliage ?
Le choix du flux n'est pas une décision générique. L'alliage spécifique traité, la qualité de la charge, le type de four et les exigences de qualité en aval sont autant de facteurs qui déterminent les formulations de flux appropriées.

Comprendre les contraintes de la chimie des alliages
Chaque famille d'alliage d'aluminium a des interactions chimiques spécifiques avec les composants de flux qu'il faut comprendre avant de sélectionner un produit :
Teneur en magnésium: Les alliages contenant plus de 0,5% Mg (y compris les alliages corroyés 5xxx et de nombreux alliages de coulée 3xx.x comme l'A356) réagissent avec les composants de flux de fluorure. Les ions fluorures attaquent les couches superficielles de MgO et réagissent également avec le magnésium dissous, ce qui réduit la teneur en Mg de l'alliage. Des flux à faible teneur en fluorure ou sans fluorure sont nécessaires pour ces alliages.
Modification du strontium: A356, A357 et les alliages Al-Si-Mg similaires utilisent souvent du strontium (0,008-0,025%) pour modifier la morphologie du silicium eutectique. Les systèmes de flux de chlorure, en particulier ceux qui génèrent du chlore gazeux, réagissent avec le strontium pour former du SrCl₂, qui se répartit dans les crasses et élimine le strontium de la masse fondue. La sélection et la synchronisation des flux doivent tenir compte de cet appauvrissement.
Sensibilité au sodium: Dans tout alliage modifié au strontium, la teneur en sodium du flux lui-même est importante. Les flux à haute teneur en sodium (provenant de formulations à forte teneur en NaCl) peuvent introduire suffisamment de sodium pour contrecarrer les effets de la modification par le strontium.
Qualité de la charge et niveau de contamination
La propreté des matériaux de charge détermine l'agressivité de la chimie du flux d'affinage :
| Composition de la charge | Niveau de contamination | Activité de flux recommandée | Taux de fluorure |
|---|---|---|---|
| Lingot vierge uniquement | Très faible | Flux de couverture de faible activité | 0-5% |
| Nettoyer les déchets de retour internes | Faible | Couverture standard - affinage | 5-12% |
| Lingots mélangés + déchets externes | Modéré | Flux de raffinage actif | 12-20% |
| Ferraille fortement contaminée par l'alcali | Haut | Flux réactif à haute teneur en fluorure | 18-28% |
| Débris mixtes post-consommation | Très élevé | Affinage de l'activité maximale | 20-30% |
Arbre de décision pour la sélection des flux
Suivez cette séquence lorsque vous choisissez un flux d'aluminium pour une nouvelle application :
- Identifier la teneur en Mg de l'alliage → si elle est supérieure à 0,5%, éliminer les options à haute teneur en fluorure.
- Vérifier l'exigence de modification du strontium → si oui, choisir une formulation à faible teneur en sodium et en chlore.
- Évaluer la propreté de la charge → une teneur en déchets plus élevée nécessite une chimie plus active.
- Déterminer la méthode d'application → les systèmes d'injection de poudre peuvent utiliser un flux de particules plus fines ; l'application manuelle nécessite un produit granulaire ou plus grossier.
- Vérifier les exigences environnementales et réglementaires → certains composés fluorés font l'objet de restrictions régionales.
- Vérifier la compatibilité avec les matériaux réfractaires du four → les fondants riches en fluor sont plus agressifs pour certains matériaux réfractaires.
Comment la performance du flux d'aluminium est-elle mesurée et vérifiée ?
Sans mesure, l'application de fondants relève de la conjecture. L'industrie de l'aluminium a mis au point plusieurs méthodes normalisées et semi-normalisées pour quantifier les améliorations métallurgiques obtenues grâce au traitement par flux.
Essai de pression réduite (EPR) et indice de densité
Le test de pression réduite est la mesure de terrain la plus largement utilisée pour évaluer la teneur en hydrogène dissous dans l'aluminium. Un petit échantillon fondu (généralement de 100 à 200 g) se solidifie dans une chambre maintenue à environ 80 mbar (environ 1/13 de la pression atmosphérique). La pression réduite provoque l'expansion de l'hydrogène dissous dans la porosité visible de l'échantillon testé.
Calcul de l'indice de densité (ID) :
DI (%) = [(ρ_atm - ρ_vac) / ρ_atm] × 100
Où ρ_atm est la densité d'un échantillon solidifié à la pression atmosphérique et ρ_vac est la densité de l'échantillon à pression réduite.
Indices de référence de l'indice de densité par application :
| Application | Cible DI (%) | DI acceptable (%) | Seuil de rejet |
|---|---|---|---|
| Moulage pour l'aérospatiale | Inférieur à 0,05 | Inférieur à 0,08 | Supérieure à 0,10 |
| Structure de l'automobile | Inférieur à 0,08 | Inférieur à 0,12 | Supérieure à 0,15 |
| Moulage sous pression d'automobiles en général | Inférieur à 0,12 | Inférieur à 0,18 | Supérieure à 0,25 |
| Pièces coulées non critiques | Inférieur à 0,20 | Inférieur à 0,30 | Supérieure à 0,40 |
| Lingots de coulée continue | Inférieur à 0,08 | Inférieur à 0,12 | Supérieure à 0,15 |
Test d'inclusion du moule K
Le test du moule K fournit une indication simple et rapide de la teneur en inclusions dans l'aluminium fondu. Le métal est coulé dans un moule à gradins dont l'épaisseur diminue progressivement. Les inclusions agissent comme des concentrateurs de contraintes qui provoquent la rupture des sections les plus fines. Le résultat du test est évalué visuellement en fonction du nombre et de l'épaisseur des sections qui se fracturent proprement.
Bien qu'il ne soit pas aussi rigoureux sur le plan quantitatif que les méthodes de filtration en laboratoire, le test K-mold est précieux pour le suivi de la production en temps réel en raison de sa rapidité et de son faible coût.
Évaluation de la qualité des crasses
Après le traitement par flux et l'écrémage, la nature des crasses fournit un retour d'information direct sur la performance du flux :
Crasse sèche, poudreuse, de couleur claire: Indique une couverture efficace du flux et une bonne séparation de l'écume et du métal. La teneur en métal est généralement de 25-40%.
Crasse humide, collante et plus foncée: Indique une couverture incomplète du flux ou un temps de traitement inadéquat. La teneur en métal est généralement de 40-60%.
Crasse humide, lourde et noire: Indique un défaut de couverture important ou une charge très contaminée. La teneur en métal est de 60-80% mais la récupération est difficile.
Vérification spectroscopique de la composition
La spectrométrie d'émission optique (OES) utilisant l'excitation par arc ou par étincelle mesure la composition de la matière fondue après le traitement par flux, confirmant que les objectifs d'élimination des métaux alcalins ont été atteints et que le flux n'a pas introduit d'éléments traces indésirables. Les niveaux de sodium, de calcium et de lithium sont les principaux objectifs de vérification après traitement dans les alliages où ces éléments affectent la qualité.
Considérations relatives à la sécurité, au stockage et à l'environnement pour le flux d'aluminium
Le flux d'aluminium présente des défis spécifiques en matière de sécurité qui nécessitent une gestion systématique. Ces risques sont réels et ont causé de graves incidents dans l'industrie de l'aluminium, mais ils sont tout à fait gérables grâce à des contrôles appropriés.
Le risque d'explosion d'humidité
Le risque de sécurité le plus grave associé au flux d'aluminium est le risque d'explosion de vapeur dû au contact du flux humide avec l'aluminium en fusion. L'humidité en contact avec de l'aluminium liquide à des températures supérieures à 700°C se vaporise instantanément, avec une expansion volumique d'environ 1 600 fois. Cette production de vapeur explosive peut projeter de l'aluminium en fusion et du flux chaud sur de grandes distances, provoquant de graves brûlures.
Contrôles obligatoires de l'humidité :
- Stocker tous les produits de flux dans des emballages scellés, à l'abri de l'humidité, dans un endroit sec et à l'intérieur.
- Maintenir l'humidité relative de la zone de stockage en dessous de 50%.
- Ne jamais utiliser de flux qui a été exposé à la pluie, à un contact direct avec l'eau ou à une humidité visible.
- Sécher au préalable tous les outils d'application du flux et l'équipement de transfert avant tout contact avec la matière fondue.
- Tester la teneur en humidité des nouveaux lots de flux - la limite acceptable est inférieure à 0,3% en poids.
- Former l'ensemble du personnel à la sensibilisation aux risques d'explosion et aux mesures d'urgence.
Dangers liés à la production de gaz
Le traitement du flux à des températures élevées génère des gaz, notamment du chlorure d'hydrogène (HCl), de petites quantités de chlore (Cl₂) et des vapeurs contenant du fluor. Limites d'exposition admissibles pour ces gaz :
| Gaz | OSHA PEL (TWA 8 heures) | ACGIH TLV-C (plafond) | Effet sur la santé |
|---|---|---|---|
| Chlore (Cl₂) | 1 ppm | 0,5 ppm | Irritant respiratoire |
| Chlorure d'hydrogène (HCl) | Plafond de 5 ppm | 2 ppm | Risque respiratoire corrosif |
| Fluorure d'hydrogène (HF) | Plafond de 3 ppm | 0,5 ppm | Toxine systémique grave |
| Poussières de fluorure | 2,5 mg/m³ | 2,5 mg/m³ | Irritant pulmonaire |
Mesures d'ingénierie requises : ventilation locale par aspiration au-dessus des ouvertures du four, surveillance continue des gaz dans les zones de respiration de l'opérateur, protection respiratoire à adduction d'air pour les espaces clos.
Meilleures pratiques de stockage de Flux
| Besoin de stockage | Spécifications | Conséquences de la non-conformité |
|---|---|---|
| Stockage à l'intérieur | Exigée | Absorption de l'humidité due aux intempéries |
| Humidité relative | En dessous de 50% | Compromission de l'intégrité de l'emballage |
| Plage de température | 5-35°C | Risque de condensation aux extrêmes |
| Intégrité de l'emballage | Pas de déchirures ni de coutures ouvertes | Pénétration de l'humidité et formation d'une pellicule |
| Durée de conservation | 12-24 mois scellés | Dégradation des performances |
| Utilisation du sac ouvert | Dans les 30 jours, refermé | Absorption de l'humidité et mottage |
| Ségrégation | Loin de l'eau et des acides | Risque de contamination et de réaction |
Élimination des résidus de flux dans l'environnement
Les crasses de flux et les résidus de flux usés doivent être éliminés avec précaution. Les crasses contenant des fluorures sont classées comme déchets dangereux dans de nombreuses juridictions en raison de leur potentiel de lixiviation des fluorures. Principaux cadres réglementaires concernant l'élimination :
RCRA DES ÉTATS-UNIS: Les résidus de flux de sels usés contenant des composés de fluorure peuvent être considérés comme des déchets dangereux répertoriés K088 (provenant de la production d'aluminium). Une caractérisation appropriée par le biais d'une procédure de lixiviation caractéristique de la toxicité (TCLP) permet de déterminer si le matériau doit être éliminé en tant que déchet dangereux.
Directive-cadre de l'UE sur les déchets: Les crasses contenant des fluorures sont généralement classées comme des déchets dangereux HP14 (écotoxiques) nécessitant une élimination contrôlée dans des installations agréées.
Meilleures pratiques: Partenariat avec des installations certifiées de recyclage des crasses qui récupèrent à la fois la fraction d'aluminium métallique et la fraction de sel pour la production de sel secondaire, ce qui permet d'obtenir une mise en décharge quasi nulle des résidus de flux.
Problèmes courants liés à l'application du flux d'aluminium et solutions pratiques
Même les opérations expérimentées rencontrent des défis en matière d'application de flux. Voici les problèmes les plus fréquemment rencontrés et leurs causes sous-jacentes.
Résultats incohérents de l'indice de densité après traitement par flux
Symptôme: Les valeurs de l'indice de densité varient considérablement d'un chauffage à l'autre malgré une application apparemment cohérente du flux.
Causes et solutions:
| Cause probable | Indicateur de diagnostic | Action corrective |
|---|---|---|
| Humidité de flux incohérente | DI plus élevé les jours humides | Tester l'humidité des flux, améliorer le stockage |
| Couverture variable de l'application | Plaques de fonte nues visibles | Mise en œuvre d'un protocole de dosage par zone |
| Humidité incohérente de la charge | DI plus élevé avec certaines sources de ferraille | Pré-sécher la ferraille, identifier les sources d'humidité |
| Dégazage réfractaire | DI élevé après le regarnissage du four | Cycle de préchauffage prolongé après le regarnissage |
| Temps de contact insuffisant avec le flux | Faible DI sur les chauffages avec maintien prolongé | Établir une norme de durée minimale de traitement |
Génération excessive de crasse
Symptôme: Le volume de crasse par tonne d'aluminium est nettement supérieur aux références de l'industrie.
Référence typique : les fours bien exploités avec une bonne gestion des flux génèrent de 10 à 25 kg de crasse par tonne d'aluminium traité. Les valeurs supérieures à 30 kg/tonne indiquent un problème de procédé.
Causes principales:
- Couverture inadéquate du flux permettant une oxydation excessive de la surface.
- Température excessive du four entraînant une accélération de la cinétique d'oxydation.
- Teneur élevée en oxyde dans les matériaux de charge qui n'est pas prise en compte de manière adéquate par la chimie des flux.
- Les turbulences mécaniques dues au chargement ou au transfert créent une grande surface d'oxydation.
Le flux ne s'étale pas correctement
Symptôme: Le flux appliqué reste en amas au lieu de se répandre pour former une couche continue.
Causes:
- Le flux a absorbé l'humidité et s'est aggloméré - l'humidité provoque une agglomération des particules qui empêche l'étalement.
- Température de fusion trop basse - le flux nécessite une température adéquate pour fondre et s'étaler.
- Le flux est appliqué sur une épaisse couche d'écume existante qui empêche tout contact avec le métal en fusion situé en dessous.
- Taille des particules inadaptée à l'application - un flux très grossier s'étale lentement.
Séquence de solutions: Premièrement, vérifier l'état d'humidité du flux. Deuxièmement, vérifier que la température du four est supérieure au point de fusion du flux. Troisièmement, écumer les crasses existantes avant d'appliquer un nouveau flux. Quatrièmement, envisager l'utilisation d'un flux à particules plus fines pour l'application.
Perte de strontium après traitement par flux
Symptôme: L'analyse spectrochimique montre que le strontium tombe en dessous de la valeur cible (typiquement 0,008-0,012% pour A356) après le traitement par flux ou l'utilisation de tablettes de dégazage.
Solutions:
- Passer à une formulation de flux à faible teneur en chlorure dont la compatibilité avec le strontium a été vérifiée.
- Ajouter le strontium après le traitement par flux plutôt qu'avant.
- Augmenter le taux d'ajout de strontium pour compenser l'appauvrissement systématique induit par le flux.
- Minimiser la durée du traitement par flux dans les alliages modifiés.
- Utiliser uniquement un flux de recouvrement physique (activité chlorure minimale) après l'ajout de strontium.
FAQ sur le flux d'aluminium
Q1 : De quoi est composé le flux d'aluminium ?
Le flux d'aluminium est principalement composé de sels de chlorure - chlorure de potassium (KCl) et chlorure de sodium (NaCl) - comme composants de base, associés à des quantités variables de composés fluorés tels que la cryolithe (Na₃AlF₆), le fluorure d'aluminium (AlF₃) et le fluorure de calcium (CaF₂). Le rapport spécifique de ces composants détermine si le flux fonctionne comme un flux de couverture (protection de la surface), un flux d'affinage (purification de la matière fondue) ou un produit combiné. Certains flux spécialisés contiennent également des additifs réactifs qui génèrent des gaz pour l'élimination de l'hydrogène ou déclenchent des réactions exothermiques pour le traitement des crasses.
Q2 : Quel est le rôle du flux dans la coulée de l'aluminium ?
Le flux a quatre fonctions principales dans la coulée de l'aluminium : il empêche l'oxydation de la surface en créant une barrière protectrice sur la surface du métal fondu ; il élimine l'hydrogène dissous qui provoquerait sinon une porosité dans les pièces coulées solidifiées ; il agglomère et fait flotter les inclusions non métalliques (principalement les films d'oxyde d'aluminium) à la surface de la fonte pour l'écrémage ; et il élimine les impuretés de métaux alcalins (sodium, calcium, lithium) qui dégradent la qualité de la coulée. Sans flux, la qualité de l'aluminium fondu se dégrade rapidement, produisant des pièces coulées présentant des porosités, des défauts d'inclusion et des propriétés mécaniques inférieures.
Q3 : Quelle quantité de fondant faut-il ajouter à l'aluminium en fusion ?
Les taux d'ajout standard varient de 1 à 3 kg de flux par tonne métrique d'aluminium en fusion pour les applications typiques des fours de maintien des fonderies. Le taux correct dépend de plusieurs facteurs : le niveau de contamination de la charge (une teneur en ferraille plus élevée nécessite plus de flux), la surface du four (les surfaces plus grandes nécessitent plus de flux de couverture par unité de métal), le type d'alliage et les objectifs métallurgiques spécifiques. Commencer à 1,5 kg/tonne et ajuster en fonction des résultats de l'indice de densité et des observations sur la qualité des crasses.
Q4 : Le flux d'aluminium peut-il être utilisé avec tous les alliages d'aluminium ?
Non. La chimie de l'alliage limite considérablement le choix du flux. Les alliages contenant du magnésium (série 5xxx corroyée, alliage de coulée A356) nécessitent des flux à faible teneur en fluorure ou sans fluorure, car le fluorure réagit avec le magnésium et réduit la teneur en Mg de l'alliage. Les alliages de fonderie modifiés au strontium nécessitent des formules de flux à faible teneur en sodium et en chlore pour éviter de neutraliser le traitement de modification. Il faut toujours vérifier la compatibilité du flux avec l'alliage spécifique traité avant de s'engager sur un produit.
Q5 : Quelle est la différence entre le flux et le dégazage dans le traitement de l'aluminium ?
Le traitement par flux et le dégazage sont des processus complémentaires mais distincts. Le traitement par flux se concentre sur la protection de la surface, l'élimination des oxydes et la flottation des inclusions, avec une certaine élimination de l'hydrogène comme effet secondaire. Le dégazage - généralement effectué à l'aide de turbines rotatives avec de l'argon ou de l'azote - est spécifiquement optimisé pour l'élimination de l'hydrogène par flottation de bulles de gaz. Dans la pratique, les meilleurs résultats sont obtenus en combinant les deux procédés : le traitement par flux élimine les inclusions et réduit les barrières d'oxyde, puis le dégazage rotatif élimine efficacement l'hydrogène dissous, avec une efficacité supérieure à celle de l'un ou l'autre des procédés pris isolément.
Q6 : Le flux d'aluminium est-il dangereux ?
Le flux d'aluminium présente plusieurs risques de manipulation qui nécessitent des contrôles appropriés. Le principal risque est l'explosion de vapeur due au contact entre le flux contaminé par l'humidité et l'aluminium en fusion - un risque potentiellement mortel en cas de stockage ou de manipulation incorrects. Le traitement du flux génère également du chlorure d'hydrogène et de petites quantités de chlore gazeux qui nécessitent une ventilation adéquate et une protection respiratoire. Les composants de flux contenant du fluorure sont des irritants pour la peau, les yeux et les voies respiratoires. Avec des conditions de stockage appropriées (sec, scellé, à l'intérieur), un équipement de protection individuelle adéquat et une ventilation adéquate des fours, ces risques sont gérables dans le cadre de la sécurité industrielle standard.
Q7 : Comment savez-vous quand le flux d'aluminium doit être réapprovisionné ?
Plusieurs indicateurs signalent que la couverture de flux est épuisée et qu'un réapprovisionnement est nécessaire : la surface de la matière fondue devient visuellement sombre et terne au lieu de présenter le caractère lumineux d'une surface fluxée ; des taches de métal nu deviennent visibles à travers la couche de flux ; le taux de génération de crasses augmente ; et les mesures de l'indice de densité commencent à suivre une tendance à la hausse. En production continue, établissez un calendrier de réapprovisionnement en fonction de votre four et de votre taux de production, complété par une surveillance visuelle.
Q8 : Que se passe-t-il si l'on ajoute trop de flux à l'aluminium ?
Le surdosage de flux crée des problèmes différents mais tout aussi problématiques que le sous-dosage. L'excès de flux qui ne peut être absorbé dans la couche d'écume peut couler dans la masse fondue, créant des inclusions de flux dans la coulée solidifiée. Une activité excessive du flux de chlorure peut augmenter la production d'hydrogène plutôt que son élimination à des concentrations très élevées. Un traitement excessif avec un flux de fluorure peut épuiser le magnésium dans les alliages sensibles et potentiellement introduire des inclusions à base de fluorure. Calibrer soigneusement les taux d'ajout de flux plutôt que de supposer qu'une plus grande quantité de flux produit toujours de meilleurs résultats.
Q9 : Quelle est la durée de conservation du flux d'aluminium et comment doit-il être stocké ?
Lorsqu'ils sont stockés dans leur emballage d'origine, scellé et à l'abri de l'humidité, dans un environnement intérieur sec avec une humidité relative inférieure à 50% et des températures comprises entre 5°C et 35°C, la plupart des flux d'aluminium conservent leurs performances pendant 12 à 24 mois. Une fois l'emballage ouvert, la partie non utilisée doit être immédiatement refermée et utilisée dans les 30 jours. L'humidité est le principal mécanisme de dégradation - l'humidité absorbée provoque un mottage qui entrave l'étalement et, plus grave encore, crée un risque d'explosion de vapeur lorsque le flux entre en contact avec de l'aluminium en fusion. Il convient de toujours vérifier la teneur en humidité des lots de flux qui ont été stockés pendant plus de 12 mois avant de les utiliser.
Q10 : Quelle est la différence entre le flux pour le soudage et le flux pour la coulée d'aluminium ?
Il s'agit de produits complètement différents qui servent des objectifs différents. Le flux de soudage (utilisé dans des procédés tels que le soudage SMAW/à la baguette ou le soudage à l'arc avec fil fourré) est conçu pour protéger le bain de soudure de la contamination atmosphérique pendant la solidification dans la zone de soudure locale, et est conçu en fonction des exigences métallurgiques du procédé de soudage. Les flux de coulée d'aluminium sont conçus pour être appliqués à de grands volumes d'aluminium en fusion à des températures de maintien stables, dans le but de purifier le volume de fusion, d'éliminer l'hydrogène et de gérer l'écume sur l'ensemble des chaleurs de production. La chimie, la méthode d'application et les mécanismes métallurgiques sont totalement différents et les deux catégories de produits ne sont pas interchangeables.
Conclusion : Mise en place d'un programme efficace de flux d'aluminium
La question “qu'est-ce qu'un flux d'aluminium” a une réponse simple en surface - un composé chimique qui protège et purifie l'aluminium en fusion - mais l'application pratique des connaissances sur les flux s'étend à la chimie, à l'ingénierie des procédés, à la métallurgie, à la gestion de l'environnement et à l'économie. Pour que les programmes de flux soient efficaces, il faut que le type de flux et la chimie soient adaptés à l'alliage spécifique et aux conditions de charge, qu'ils soient appliqués selon la méthode la plus appropriée au four et au volume de production, et que les résultats soient systématiquement mesurés afin de permettre une amélioration continue.
Chez AdTech, notre expérience dans des centaines d'opérations de coulée d'aluminium confirme constamment que les installations les plus performantes sont celles qui traitent leur programme de flux comme un processus de précision plutôt que comme un consommable de base. La différence entre un programme de flux optimisé et un programme mal géré est mesurable dans les pourcentages de rendement, les taux de rejet de la coulée et les chiffres de récupération de l'écume qui se traduisent directement par la rentabilité opérationnelle.
Les principes clés à retenir de cette vue d'ensemble :
- Adapter la chimie du flux à la chimie de l'alliage - il n'existe pas de produit universel qui fonctionne de manière optimale dans toutes les familles d'alliages d'aluminium.
- La méthode d'application est aussi importante que la chimie du produit - le meilleur flux mal appliqué est moins performant qu'un produit standard appliqué correctement.
- Mesurer régulièrement les performances - l'indice de densité, le caractère des crasses et la vérification spectrochimique sont les fondements d'une gestion systématique des flux.
- Ne faites jamais de compromis sur les exigences en matière de stockage de l'humidité - il ne s'agit pas d'une occasion de réaliser des économies, mais d'une exigence essentielle en matière de sécurité.
- Évaluer le flux en fonction de l'économie totale du processus, et non du prix unitaire - les effets du choix du flux sur le rendement et la qualité en aval éclipsent la différence de coût direct des matériaux entre les produits.
