アルミニウムフラックスとは、酸化を防ぎ、溶存水素を除去し、非金属介在物を除去し、ドロスから捕捉された金属アルミニウムを回収するために、溶解、保持、鋳造作業中に溶融アルミニウムに適用される化学化合物(一般的に塩化物塩とフッ化物塩のブレンド)である。アルミフラックスとは何か」に対する直接的な答えはこれです:それは、溶融アルミニウムがクリーンで水素制御され、介在物のない鋳造段階に到達するか、あるいは汚染され欠陥が生じやすい状態に到達するかを決定する主要な冶金ツールです。アドテックでは、何十もの鋳造施設にアルミフラックスプログラムを供給し、技術的にサポートしてきましたが、そのパターンは一貫しています。フラックスの選択と塗布を精密エンジニアリング活動として扱う操業は、歩留まりと鋳造品質の両方において、測定可能なマージンをもって、それを日常的な消耗品購入として扱う操業よりも優れています。.
アルミニウム・フラックスの使用が必要なプロジェクトでは、以下のことが可能です。 お問い合わせ お見積もりは無料です。.
アルミニウム・フラックスとは何か、なぜ溶融アルミニウムに必要なのか?
アルミニウムフラックスは、金属品質を保護し、使用可能な歩留まりを最大化するために、製造プロセスの様々な段階で溶融アルミニウムに添加される特別に調合された化学混合物です。フラックスの必要性は、アルミニウムの化学的性質に直接起因しています:溶融アルミニウムは、大気中の酸素にさらされると、ほぼ瞬時に酸化アルミニウム(Al₂O₃)を形成し、一般的な工業用で最も反応性の高い金属の一つです。この酸化物層は、固体のアルミニウムでは保護的ですが、液体金属加工では深刻な品質問題を引き起こします。.
アルミニウムの酸素に対する化学的親和性は極めて高い。750℃において、Al₂O₃の生成のギブスの自由エネルギーは約-1,582kJ/molであり、酸化物の生成を通常の炉条件下で本質的に不可逆的なものにしている。溶融アルミニウムの露出した表面はすべて、同時に新しい酸化物を形成しており、装入、ラドリング、注湯などの乱流移送操作はすべて、既存の酸化膜をバルク融液中に折り畳み、そこで介在物となる。.
酸化以外にも、溶融アルミニウムは、大気中の水分、湿った耐火物、湿った装入物、燃焼ガスなど、いくつかの供給源から水素を吸収します。アルミニウム中の水素の溶解度は、液体から固体への転移で劇的に低下し(660℃の液体で約0.65cc/100gから、660℃の固体で0.034cc/100g)、溶解した水素が凝固中にポロシティとして析出することを意味します。この水素に由来するポロシティは鋳物の機械的特性を弱め、圧力が重要な部品にリークパスを生じさせます。.
アルミフラックスは、この2つの問題に同時に対処する。正しく適用することで、さらなる酸化を制限する保護バリアを形成し、既存の酸化皮膜と化学反応して粘度を下げ、金属から分離し、溶存水素を溶融表面に運ぶガスバブルを生成または促進し、非金属介在物を除去可能なドロス層に集中させる。.

アルミ・フラックスはどのような問題を解決するのか?
| 問題 | 原因 | フラックスの取り組み |
|---|---|---|
| 表面酸化 | 溶融物との酸素接触 | 物理バリア層 |
| 水素多孔性 | 湿気/大気からの吸収H₂。 | 表面への水素浮遊を促進 |
| 酸化膜インクルージョン | 溶融した表面酸化物の折り畳み | 酸化物を化学的に溶解/凝集させる |
| アルカリ金属汚染 | スクラップまたは原料からのNa、Ca、Li | フッ化物交換反応 |
| ドロスメタルの回収率が悪い | 酸化物を閉じ込めたアルミニウムの液滴 | 酸化物の粘度を下げ、合体を可能にする |
| 温度損失 | 融液表面からの放射熱損失 | 断熱層 |
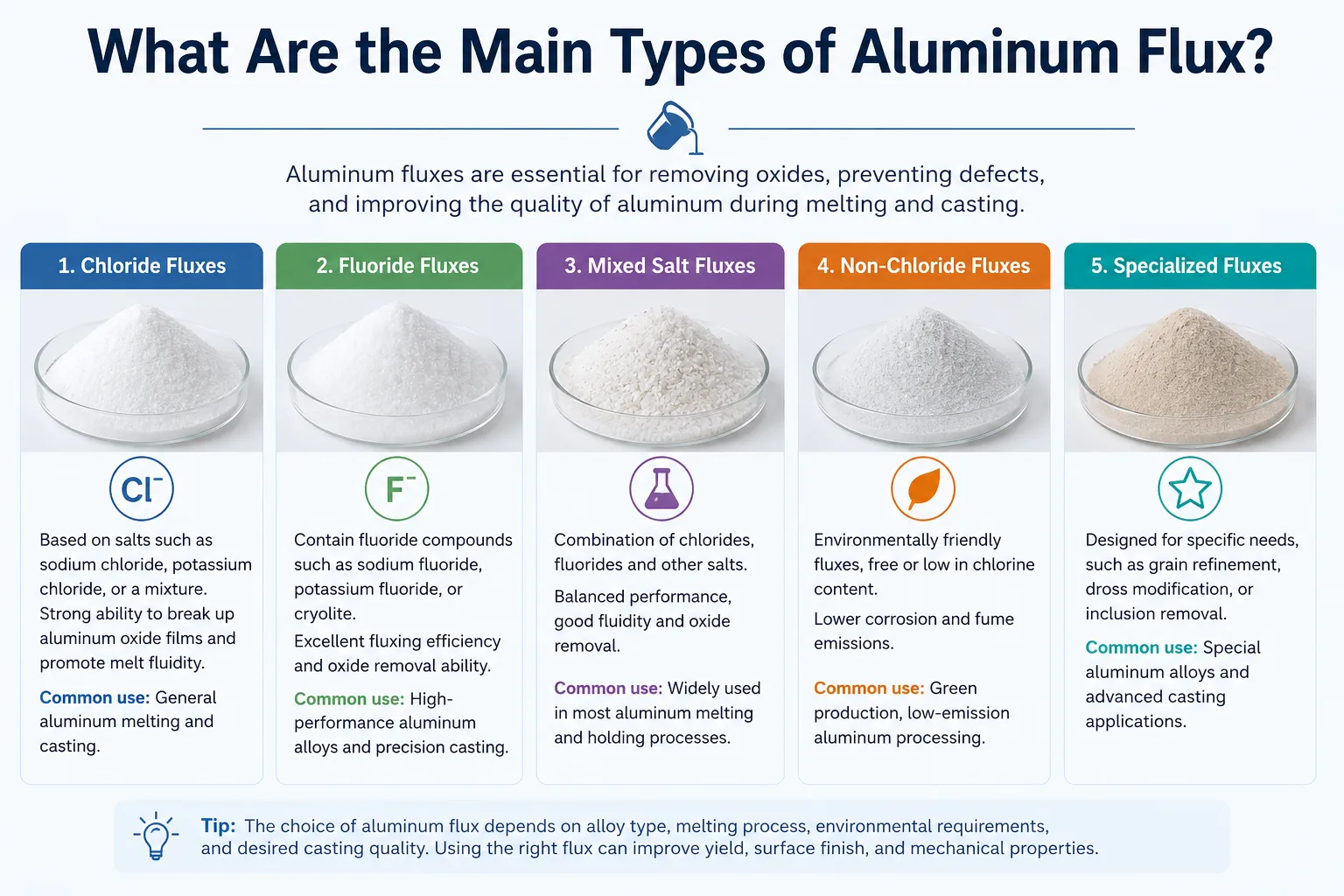
アルミニウム・フラックスの主な種類は?
アルミニウム業界では、それぞれ特定の冶金目的に合わせて設計された、いくつかの異なるフラックス・カテゴリーが使用されています。それぞれの違いを理解することは、お客様の用途に適した製品を選択する上で非常に重要です。.
フラックスのカバー
被覆フラックスは最も基本的なカテゴリーである。その主な機能は、溶融アルミニウム表面全体に連続的な保護層を形成し、金属を大気中の酸素や水分から物理的に隔離することです。優れた被覆フラックスは、アルミニウム保持温度(680~780℃)で容易に溶けて広がり、表面に留まるために密度が低く、被覆の隙間を防ぐために酸化アルミニウムを化学的に濡らします。.
典型的な被覆用フラックスの組成:45~55%のKCl(塩化カリウム)、40~50%のNaCl(塩化ナトリウム)、オプションで酸化物の溶解を促進するフッ化物化合物を少量添加。.
被覆用フラックスは以下のような場合に最適である:
- 溶解と鋳造の間の長時間保持。.
- 金属の清浄度が比較的高く、精製が主なニーズではない業務。.
- フッ化物化学に敏感な合金系(マグネシウム含有合金など)。.
精製フラックス
精錬用フラックスは表面保護にとどまらず、溶融金属を積極的に浄化します。フッ化物化合物を含み、溶存水素、アルカリ金属不純物(ナトリウム、カルシウム、リチウム)、非金属介在物と化学反応し、溶融金属体積から除去します。精錬用フラックスは、バルク金属との接触を最大化するため、溶融金属表面に混合または塗布される。.
典型的な精錬用フラックス組成:30-50% KCl、20-35% NaCl、10-25% フッ化物化合物(氷晶石、AlF₃、CaF₂)、反応性添加剤。.
フラックスの被覆と精製 (コンビネーション・フラックス)
工業生産において最も広く使用されているカテゴリーであるコンビネーション・フラックスは、表面保護と溶融物の浄化の両方を同時に行う。これらの製品は、その反応性フッ化物成分が拡散と限定された浸透によって溶融物の下方に働きかけながら、表面全体に広がるように配合されている。.
これは、アドテックが最も広範囲に生産・供給しているカテゴリーである。鋳造・鋳造作業における実際的な要求が、被覆処理と精錬処理を別々に順番に施す贅沢をほとんど許さないからである。.
ドロス・フラックス (発熱性ドロス処理化合物)
ドロス・フラックスは、溶融浴ではなく、スキムドロスに対して適用される。高温のドロス(600~750℃)と混合されると、フラックスは局所的に捕捉されたアルミニウム液滴を再溶解させる発熱反応を開始し、液滴を合体させて回収することを可能にします。このフラックスのカテゴリーは、ドロス酸化物マトリックス内に捕捉された金属アルミニウムの歩留まり損失問題に直接対処します。.
脱気フラックス錠
脱ガスタブレットは圧縮されたフラックス製剤で、溶融アルミニウムと反応して塩素ガスの気泡を発生させます。これらの気泡は溶融物中を上昇し、浮遊によって溶存水素と微細な介在物を回収します。タブレットは通常、最大限の効果を得るため、グラファイト棒または同様のツールを使用して溶融物の表面下に注入されます。.
特殊フラックス カテゴリー
| フラックスタイプ | 主な用途 | 主要活性成分 | 主なメリット |
|---|---|---|---|
| カバーフラックス | 保持中の表面保護 | KCl/NaCl | 酸化防止 |
| 精製フラックス | 溶融精製 | フッ化物化合物 | インクルージョン/H₂除去 |
| コンビネーション・フラックス | 保護+浄化 | KCl/NaCl/フッ化物 | デュアル機能 |
| ドロス処理フラックス | ドロスメタル回収 | 発熱+フッ素ブレンド | 高い金属歩留まり |
| 脱気タブレット | 水素除去 | 塩素発生化合物 | 気孔率の減少 |
| 穀物精製用フラックス | 粒構造制御 | Al-Ti-BまたはAl-Ti-C | 機械的特性の向上 |
| 修飾フラックス | シリコンモルフォロジー | SrまたはNa化合物 | Al-Si合金の優れた延性 |
| アルカリ除去フラックス | Na/Ca/Li精製 | AlF₃リッチ配合 | 合金化学補正 |
アルミニウム・フラックスは化学的にどのような働きをするのか?
アルミニウムフラックスの化学反応には、複数の同時反応経路が含まれる。これらのメカニズムを理解することは、エンジニアが単に一般的な指示に従うのではなく、フラックスの選択と塗布手順を最適化するのに役立ちます。.
物理的バリア・メカニズム
被覆フラックスによって形成される物理的バリアは、表面化学の原理に基づいて作動する。塩化物塩が溶けてアルミニウム表面に広がるとき、真の被覆を達成するためには、既存の酸化アルミニウムスキンを克服しなければなりません。これを可能にする重要な特性は、フラックス-酸化界面エネルギー、酸化物-金属界面エネルギー、フラックス-金属界面エネルギーのエネルギーバランスである拡散係数です。.
塩化物系フラックスは、使用温度において酸化アルミニウム表面に対して良好な拡がり係数を示します。フラックス液相が酸化皮膜の亀裂や空隙を濡らし、浸透することで、すでに酸化された表面でも連続的な被覆が形成されます。これは、物理的な蓋やブランケットが機能するのとは根本的に異なる点で、フラックスは積極的に被覆ギャップを探し、埋めます。.
酸化物溶解メカニズム
精製フラックス中のフッ化物化合物は、単純な物理的湿潤とは異なる化学反応経路を通じて酸化アルミニウムを溶解する。高温でのフッ化物イオンとAl₂O₃の反応は、特定のフッ化物化学に応じて、結晶性酸化アルミニウムを可溶性フッ化アルミニウム錯体またはカルシウムアルミネート化合物に変換する:
Al₂O₃ + 6NaF → 2AlF₃ + 3Na₂O(簡略表示)
この溶解は酸化膜の構造的完全性を低下させ、連続的な酸化膜をドロス層に凝集可能な小さな断片に破壊する。その結果、微細な酸化膜介在物が著しく少ない溶融物が得られる。.
水素浮遊のメカニズム
溶存水素の除去には、直接的な化学反応と物理的な浮遊の両方が含まれる。塩化物を主成分とするフラックス成分が高温でアルミニウムと反応すると、少量の塩素ガスが発生します。融液中を上昇する各塩素バブルは、発生時に水素を実質的に含まないため、強い分圧勾配が形成され、融液から上昇するバブルに溶存水素が流入します。.
溶存ガスは濃度差に比例した速度で高濃度相(融液)から低濃度相(塩素バブル内部)へと移動する。気泡が上昇して水素を蓄積すると同時に、鉱物処理における泡浮遊に類似した浮遊メカニズムによって、微細な介在物を上方に運ぶ。.
アルカリ金属除去メカニズム
アルミニウム中のナトリウム、カルシウム、およびリチウムの汚染は、複数の品質問題を引き起こす:Al-Si合金中の5-10 ppmを超えるナトリウムは、シリコン改質処理を毒化する;5 ppmを超えるカルシウムは、流動性を低下させ、多孔性を引き起こす;リチウムは、特定の脆性の問題を引き起こす。精錬用フラックスに含まれるフッ化アルミニウムは、これらのアルカリ金属と優先的に反応する:
3Na + AlF₃ → Al + 3NaF
フッ化ナトリウム(NaF)生成物はアルミニウム融液に不溶性で、フラックスドロス層に分配し、金属からナトリウム汚染を運び出す。この反応は、アルミニウムの処理温度において熱力学的に強く有利であるため、フッ化物フラックス処理は、清浄な金属で希釈する場合を除けば、アルカリ金属除去のための最も信頼できる方法である。.
アルミフラックス配合の主要成分とは?
市販のアルミニウム・フラックス製品には、慎重に選択された化学成分の組み合わせが含まれており、それぞれが特定の性能特性に寄与している。調合技術は、許容可能なコストと環境負荷で目標性能を達成するために、これらの成分のバランスをとることにあります。.
塩化カリウム (KCl)
塩化カリウムは、ほとんどのアルミニウムフラックス系の主要な構造成分です。その主な特性は以下の通り:
- 融点:770℃(純粋)、NaClとの混合物ではより低い。.
- アルミニウム加工温度での高い熱安定性.
- 酸化アルミニウム表面に対する良好な拡散係数。.
- 適度な密度(2.0g/cm³液)-表面層の位置決めに適している。.
- 安定した純度で広く市販されている。.
ほとんどの被覆用フラックスのKCl含有量は、重量比で45%から65%の範囲である。.
塩化ナトリウム (NaCl)
塩化ナトリウムはKClと結合して共晶塩混合物を形成し、純粋な成分よりも融点が低くなります。約50:50の重量比のKCl-NaCl共晶塩は657℃で融解し、フラックスが完全に液体であることを保証し、アルミニウムの保持温度範囲全体にわたって移動します。.
重要な注意点:塩化ナトリウムはフラックスシステムにナトリウムを供給する。低活性の被覆フラックス用途では、このナトリウムは塩マトリックス内に留まり、融液に移行することはない。しかし、高温で長時間接触すると、微量のナトリウムが移動することがある。これは、ほとんどの用途では二次的な懸念事項ですが、低溶融ナトリウムレベルが重要なストロンチウム改質鋳造合金では重要な問題となります。.
フッ化物化合物
フッ化物の添加は、酸化物やアルカリ金属に対する化学反応性を導入することで、単純な被覆用フラックスを精錬用フラックスに変える:
| フッ化物化合物 | 化学式 | 主要機能 | 代表的なコンテンツ |
|---|---|---|---|
| 氷晶石 | Na₃AlF₆。 | 酸化物の溶解、フラックスの流動性 | 5-20% |
| フッ化アルミニウム | AlF₃ | アルカリ金属除去 | 3-15% |
| フッ化カルシウム | CaF₂ | 酸化物の濡れ性、流動性 | 2-10% |
| フッ化カリウム | KF | 酸化物の溶解促進 | 2-8% |
| フッ化マグネシウム | MgF₂ | Mg合金の特殊用途 | 1-5% |
特殊反応性添加剤
基本的な塩化物-フッ化物系以外にも、最近の市販のフラックス製剤には、特定の性能目標に対応する追加成分が組み込まれている:
酸化性化合物 (小割合のMnO₂または類似物):金属アルミニウムからのドロス分離を改善する制御された酸化反応を促進する。.
固化防止剤:冶金学的性能に影響を与えることなく、貯蔵時の凝集を防止する。これは主に物流品質のパラメータですが、アプリケーションの一貫性に大きく影響します。.
密度調整剤:全体的なフラックス密度を調整し、融液表面での層の位置決めを最適化する。.
粒度分布工学:フラックス粒子の物理的形状は、拡散速度、溶解速度、反応速度論に影響する。粗い粒子は拡散速度が遅いが、カバレッジが長持ちする。粒子が細かいほど反応は速いが、粉塵の取り扱いに問題が生じる可能性がある。.
アルミニウム・フラックスは製造工程のどこで、いつ使用されるのか?
アルミニウム・フラックスは一点添加ではなく、アルミニウムの製造および鋳造プロセス全体を通して複数の段階で使用され、それぞれの適用ポイントが明確な冶金学的目的を果たす。.
チャージ溶解時
固体のアルミニウムをインゴット、種豚、またはスクラップから溶解する場合、フラックスを溶解プロセス中に炉に加えることができる:
- 溶けたばかりの金属をすぐに酸化しないように保護する。.
- 電荷物質から酸化膜を溶かしながら取り除き始める。.
- 溶湯の表面張力を低下させ、電荷の沈み込みを良くする。.
溶解段階でのフラックス添加は、一般的に、保持段階での添加よりも反応性フッ化物の含有量が高くなる。これは、スクラップ材料から生じる重い酸化物の負担が、より積極的な化学溶解を必要とするためである。.
保有中および譲渡中
溶解と鋳造の間に液体アルミニウムが待機する保持炉は、ほとんどの鋳造作業において最も重要なフラックス塗布ポイントです。保持中
- 被覆フラックスは、溶融物の表面を覆う連続的な保護層を維持する。.
- 精製フラックス処理は、蓄積した介在物や溶存水素を除去するために定期的に行われる。.
- ドロスは定期的に除去され、新しいフラックスが塗布される。.
キャスティング・ステーションにて
操業の中には、乱流注湯作業中の酸化を最小限に 抑えるため、鋳造時点でフラックスを塗布したり、フラ ックスを塗布した搬送工具を使用するものもある。フラックスを内張りした取鍋や注湯直前のフラックス添加は、重要な用途において、鋳造表面の酸化欠陥を低減することができる。.
ドロス処理
炉のスキミングから回収されたドロスは、ドロス処理フラックスを使って別途処理される。この応用点は、アルミニウム・フラックスの議論では見落とされがちであるが、歩留まり改善の最も大きな影響力を持つ機会の一つである。.
フラックス活用ポイントまとめ
| アプリケーション・ポイント | フラックスタイプ | 冶金的目的 | タイミング |
|---|---|---|---|
| 溶解炉 | 高活性精製フラックス | スクラップからの酸化物除去 | 充電溶融時 |
| 保持炉表面 | カバーリングと精製の組み合わせ | 保護+浄化 | 継続的/定期的 |
| 脱気処理 | 脱気錠剤またはガス+フラックス | 水素除去 | キャスティング前 |
| トランスファーレードル | ライトカバーフラックスまたはフラックスタブレット | トランスファーの酸化を最小限に抑える | レードル1杯あたり |
| ドロス処理ステーション | ドロス処理発熱フラックス | ドロスからの金属回収 | 各スキムの後 |
| トラフ/ラウンダー・システム | 光束または光束コーティングされた表面 | 移送中の再酸化を防ぐ | 連続 |
どのような塗布方法が最良の結果を生むのか?
フラックスの塗布方法は、その効果の大部分を決定する。同じフラックス製品であっても、塗布の技術、タイミング、設備によって、冶金的な結果は劇的に異なる。.
マニュアル・サーフェス・アプリケーション
中小規模の操業において、最も単純で最も広く使用されている方法である。粒状または粉末のフラックスを、穴のあいた取鍋、メッシュバスケット、または手分配ツールを使用して溶融物の表面に散布する。.
手作業による表面塗布のベストプラクティス・プロトコル:
- 熱衝撃やフラックスへの水分移行を防ぐため、塗布工具を予熱してください。.
- フラックスの塗布量を測定し、浴槽の表面積から必要な重量を計算する。.
- 炉のドア付近だけでなく、露出したメルト表面全体にフラックスを均一に分布させる。.
- 攪拌やスキミングを行う前に、フラックスが溶けて広がるまで5~10分待つ。.
- 続行する前に、むき出しのメタルパッチが残っていないことを確認する。.
- 処理後、フラックス・ドロス層を片側からもう片側へ体系的にスキミングする。.
利点資本コストが低く、操作が簡単で、断続的なバッチ運転に適している。.
限界:オペレーターに依存する均一性、精製用途のバルク溶融物への限定された浸透性、均一な被覆が困難な大型炉には不向き。.
フラックス・タブレット
脱ガス用フラックスタブレットは、グラファイトロッド、穴あきグラファイトランス、または同様のツールを使用して、溶融物の表面下に注入される。タブレットは液体アルミニウムと接触すると反応し、ガスを発生させ、溶融物を通して上方に泡立ちます。.
手続き
- プランジングロッドを予備乾燥させ、表面の水分を取り除く。.
- ロッドエンドにタブレットを取り付けるか、位置決めする。.
- 錠剤を溶融浴のほぼ中間の深さまで下げる。.
- 錠剤が完全に反応するまで(錠剤のサイズによって異なるが、通常30~120秒)、そのままの姿勢を保つ。.
- 気泡の発生を分散させるため、反応中は錠剤を融液の中でゆっくりと動かす。.
錠剤突込みの効果は、錠剤の位置に決定的に依存する。溶融物の表面で反応させた錠剤は、溶融物の内部で反応させた錠剤よりも実質的に効果が低い。.
ランス注入システム
中型から大型の保持炉では、水中ランスを介した空気圧式粉末噴射により、表面塗布よりも均一なフラックス分布と優れた溶融浸透性が得られます。フラックス粉末はキャリアガス (窒素またはアルゴン) によって流動化され、溶融物の表面下に配置されたセラミック製またはグラファイト製のランスを通して注入されます。.
| ランス注入パラメータ | 典型的な範囲 | 増加の効果 |
|---|---|---|
| キャリアガス流量 | 5~30L/分 | より均一な分布、乱流のリスク |
| ランス浸漬深度 | 200-400 mm | より優れたメルト浸透性 |
| フラックス注入率 | 0.5~2kg/分 | 治療の迅速化、局所過剰のリスク |
| ランスの移動速度 | 0-100 mm/分 | より均一なラテラル・カバレッジ |
同時フラックス注入によるロータリー脱気
最も高性能な処理方法は、回転インペラーによる脱気と、フラックス粉末または反応性ガス(通常はアルゴンと少量の塩素の混合ガス)の噴射を組み合わせたものです。毎分200~600回転の回転インペラーは、ガスバブルを非常に微細な液滴にせん断し、静的なランス噴射で生成される液滴よりもはるかに小さい液滴にします。.
フラックスがローターシャフトを通して同時に注入されると、機械的せん断によってフラックス粒子が溶融体全体に分散され、表面塗布ではかなわない精製率が達成される。.
ロータリー脱気性能ベンチマーク:
| メートル | フラックス注入なし | フラックス注入 | 改善 |
|---|---|---|---|
| 水素除去効率 | 40-60% | 60-80% | +20ポイント増 |
| インクルード数削減 | 30-50% | 60-80% | +30ポイント増 |
| 目標までの治療時間 | 15~25分 | 10~18分 | 20-30% より高速 |
| 最終密度指数 | 0.10-0.20% | 0.05-0.12% | 大幅に低下 |
自動フラックス塗布システム
大容量の連続鋳造工程では、生産パラメーターに基づいてプログラムされた間隔で測定されたフラックス量を供給する自動フラックス塗布システムの使用が増加している。これらのシステムは、塗布プロセスから人為的なばらつきを排除し、メルトクオリティモニタリングシステムと統合して、測定された水素または介在物レベルに基づいて塗布量を調整することができます。.
合金に適したアルミ・フラックスを選ぶには?
フラックスの選択は、一般的な決定ではない。処理される特定の合金、装入物の品質、炉のタイプ、および下流の品質要求のすべてが、どのフラックス配合が適切であるかを決定する。.

合金化学の制約を理解する
どのアルミニウム合金系列にも、フラックス成分との化学的な相互作用があり、製品を選択する前に理解する必要があります:
マグネシウム含有量:0.5%以上のMgを含む合金(5xxx展伸合金やA356のような多くの3xx.x鋳造合金を含む)は、フッ化物フラックス成分と反応する。フッ化物イオンはMgO表面層を攻撃し、溶解マグネシウムとも反応し、合金のMg含有量を減少させる。これらの合金には低フッ化物またはフッ化物を含まないフラックスが必要である。.
ストロンチウム改質:A356、A357、および類似のAl-Si-Mg合金は、共晶シリコンの形態を修正するために、しばしばストロンチウム(0.008-0.025%)を使用する。塩化物フラックスシステム、特に塩素ガスを発生させるものは、ストロンチウムと反応してSrCl₂を形成し、これがドロス中に分割して融液からストロンチウムを除去する。フラックスの選択とタイミングは、この枯渇を考慮しなければならない。.
ナトリウム感受性:ストロンチウム改質合金では、フラックス自体のナトリウム含有量が重要である。高ナトリウムのフラックス(NaClを多く含む配合)は、ストロンチウム改質の影響を打ち消すのに十分なナトリウムを導入することができる。.
チャージの品質と汚染度
装入物の清浄度によって、精錬用フラックスの化学的性質がどの程度アグレッシブになる必要があるかが決まる:
| チャージ構成 | 汚染レベル | 推奨されるフラックス・アクティビティ | フッ化物レベル |
|---|---|---|---|
| バージン・インゴットのみ | 非常に低い | 低活性被覆フラックス | 0-5% |
| クリーンな社内リターン・スクラップ | 低い | 標準カバーリング-精製 | 5-12% |
| 混合インゴット+外部スクラップ | 中程度 | アクティブ精製フラックス | 12-20% |
| 高アルカリ汚染スクラップ | 高い | 高フッ素反応性フラックス | 18-28% |
| ポストコンシューマー混合スクラップ | 非常に高い | 最大アクティビティ精製 | 20-30% |
フラックス選択決定ツリー
新しい用途にアルミニウム・フラックスを選択する際は、以下の順序に従ってください:
- 合金のMg含有量を特定する→0.5%を超える場合は、高フッ化物の選択肢を除外する。.
- ストロンチウムの修正が必要かどうかを確認する→必要な場合は、低ナトリウム、低塩素の製剤を選択する。.
- チャージの清浄度を評価する→スクラップの含有量が多いほど、より活性の高い化学薬品が必要となる。.
- 塗布方法を決定する→パウダーインジェクションシステムは、より細かい粒子のフラックスを使用することができる。.
- 環境および規制要件を確認する → 一部のフッ化物化合物には地域的制限がある。.
- 炉の耐火物適合性を確認する→フッ化物を多く含むフラックスは特定の耐火物に対してより攻撃的である。.
アルミフラックスの性能はどのように測定・検証されるのか?
測定がなければ、フラックスの適用は当てずっぽうの作業となる。アルミニウム業界は、フラックス処理によって達成される冶金的改善を定量化するために、いくつかの標準化および準標準化された方法を開発しました。.
減圧試験(RPT)と密度指数
減圧試験は、アルミニウム中の溶存水素含有量を評価するための最も広く使用されている現場測定法です。少量の溶融試料(通常100~200g)を、約80mbar(大気圧の約1/13)に保たれたチャンバー内で凝固させます。減圧により、溶存水素は試験サンプル中の目に見える空隙に膨張します。.
密度指数(DI)の計算:
DI (%) = [(ρ_atm - ρ_vac) / ρ_atm] × 100
ここで、ρ_atmは大気圧で固化した試料の密度、ρ_vacは減圧した試料の密度である。.
用途別の密度指数ベンチマーク:
| 申し込み | ターゲットDI(%) | 許容DI (%) | 拒絶しきい値 |
|---|---|---|---|
| 航空宇宙鋳造 | 0.05以下 | 0.08以下 | 0.10以上 |
| 自動車構造 | 0.08以下 | 0.12以下 | 0.15以上 |
| 一般自動車ダイカスト | 0.12以下 | 0.18以下 | 0.25以上 |
| 重要でない鋳物 | 0.20以下 | 0.30以下 | 0.40以上 |
| 連続鋳造ビレット | 0.08以下 | 0.12以下 | 0.15以上 |
K金型封入試験
K-モールド試験は、溶融アルミニウム中の介在物含有量を簡単かつ迅速に示すものである。金属は、断面の厚さが徐々に薄くなる段差のある鋳型に流し込まれる。介在物は応力集中器として作用し、より薄い部分で破断を引き起こす。試験結果は、きれいに破断した部分の数と厚さによって視覚的に評価されます。.
実験室での濾過法ほど定量的な厳密さはないが、K-モールド・テストは、そのスピードと低コストのため、リアルタイムの生産監視には価値がある。.
ドロスの品質評価
フラックス処理とスキミングの後、ドロスの特性はフラックスの性能を直接フィードバックする:
乾燥した粉末状の淡色ドロス:効果的なフラックス被覆と良好なドロス-メタル分離を示す。金属含有量は通常25-40%。.
しっとり、ねっとりした、黒っぽいドロス:フラックスの被覆が不完全か、処理時間が不十分であることを示す。金属含有量は通常40-60%。.
濡れた、重い、黒いドロス:著しいカバレッジ不良または非常に汚染されたチャージを示す。金属含有量は60-80%だが、回収は困難。.
分光学的組成の検証
アークまたはスパーク励起を使用する発光分光分析 (OES) は、フラックス処理後のメルト組成を測定し、アルカリ金属除去目標が達成され、フラックスが不要な微量元素を導入していないことを確認します。ナトリウム、カルシウム、リチウムレベルは、これらの元素が品質に影響する合金において、処理後の主な検証対象である。.
アルミニウムフラックスの安全性、保管、および環境に関する考察
アルミニウムのフラックスには、体系的な管理を 必要とする特有の安全上の課題がある。これらの危険は現実に存在し、アルミニウム産業で重大な事故を引き起こしているが、適切な管理によって完全に対処可能である。.
水蒸気爆発の危険性
アルミニウム・フラックスに関連する最も深刻な安全リスクは、湿ったフラックスが溶融アルミニウムに接触することによる水蒸気爆発の危険である。700℃を超える温度で液体アルミニウムと接触した水分は、体積が約1600倍に膨張し、瞬時に気化する。この爆発的な蒸気の発生は、溶融アルミニウムと高温のフラックス材料をかなりの距離にわたって飛散させ、重度の火傷を引き起こす可能性があります。.
湿気対策の義務化:
- すべてのフラックス製品は、密封された防湿包装に入れ、乾燥した屋内で保管してください。.
- 保管場所の相対湿度を50%以下に保つ。.
- 雨や直接水に触れたり、目に見える湿気にさらされたフラックスは絶対に使用しないでください。.
- 溶融物に接触する前に、すべてのフラックス塗布用具および搬送用具を予備乾燥させる。.
- 新しいフラックスバッチの含水率試験-許容限界は重量比で0.3%以下である。.
- 爆発の危険に対する認識と緊急時の対応について、すべての要員を訓練する。.
ガス発生の危険性
高温でのフラックス処理により、塩化水素(HCl)、少量の塩素(Cl₂)、フッ化物を含む蒸気などのガスが発生する。これらのガスの許容暴露限界:
| ガス | OSHA PEL (8時間TWA) | ACGIH TLV-C(上限) | 健康効果 |
|---|---|---|---|
| 塩素(Cl) | 1 ppm | 0.5 ppm | 呼吸器刺激性 |
| 塩化水素 (HCl) | 上限5ppm | 2 ppm | 腐食性呼吸器有害性 |
| フッ化水素 (HF) | 上限3ppm | 0.5 ppm | 重度の全身毒素 |
| フッ化物粉塵 | 2.5 mg/m³ | 2.5 mg/m³ | 肺刺激性 |
必要な技術的管理: 炉開口部上部の局所排気、作業者の呼吸区域での連続ガス監視、密閉空間での給気式呼吸保護具。.
フラックス・ストレージのベストプラクティス
| 保管条件 | 仕様 | コンプライアンス違反の結果 |
|---|---|---|
| 屋内保管 | 必須 | 天候による吸湿 |
| 相対湿度 | 50%以下 | パッケージインテグリティの侵害 |
| 温度範囲 | 5-35°C | 極端な結露リスク |
| 包装の完全性 | 破れや縫い目の開きがない | 水分の浸入とケーキング |
| 賞味期限 | 12~24カ月密封 | パフォーマンス低下 |
| 開封済みバッグ使用 | 30日以内に再密封 | 吸湿とケーキング |
| 隔離 | 水、酸を避ける | 汚染と反応リスク |
フラックス残渣の環境処理
フラックスドロスと使用済みフラックス残渣は、慎重な廃棄管理が必要である。フッ化物含有ドロスは、フッ化物溶出の可能性があるため、多くの管轄区域で有害廃棄物に分類されている。処分に影響する主な規制枠組み
US RCRA:フッ化物化合物を含む使用済みソルトフラックス残渣は、K088リスト有害廃棄物に該当する可能性がある(アルミニウム製造から)。毒性溶出試験(TCLP)による適切な特性評価が、有害廃棄物処分が必要かどうかを決定する。.
EU廃棄物枠組指令:フッ化物含有ドロス:通常、HP14(生態毒性)有害廃棄物に分類され、認可施設での管理された処分が必要。.
ベストプラクティス:フラックス残渣からの埋め立てをほぼゼロにし、二次製塩のためにアルミニウム金属画分と塩画分の両方を回収する認定ドロスリサイクル施設と提携する。.
アルミニウム・フラックス塗布の一般的な問題と実際的な解決策
経験豊富なオペレーションでさえ、フラックス・アプリケーションの課題に遭遇する。以下は、最も頻繁に遭遇する問題とその根本的な原因である。.
フラックス処理後の一貫性のない密度指数結果
症状:密度指数の値は、一見一貫したフラックスの適用にもかかわらず、加熱によって大きく異なる。.
原因と解決策:
| 正当な理由 | 診断インジケーター | 是正措置 |
|---|---|---|
| 一貫性のないフラックス水分 | 湿度の高い日はDI値が高くなる | フラックスの水分を検査し、保管を改善する |
| 適用範囲が可変 | 目に見えるむき出しのメルトパッチ | 地域別投与プロトコルの実施 |
| 一貫性のない充電水分 | 特定のスクラップ・ソースでより高いDI | スクラップの予備乾燥、水分源の特定 |
| 耐火物のアウトガス | リライニング後の高DI | リライニング後の予熱サイクルの延長 |
| 不十分なフラックス接触時間 | ホールド時間の長いヒートでの低DI | 治療時間の最低基準を設ける |
過剰なドロス発生
症状:アルミニウム1トン当たりのドロス量は、業界のベンチマークを大幅に上回っている。.
典型的なベンチマーク:フラックス管理が適切に行われている炉では、アルミニウム処理量1トン当たり10~25kgのドロスが発生する。30kg/トンを超える場合はプロセスに問題があることを示しています。.
主な原因:
- フラックスの被覆が不十分で、表面が過度に酸化している。.
- 炉の温度が高すぎると酸化速度が加速される。.
- フラックス化学では十分に対処できない高酸化物含有電荷材料。.
- チャージや移送による機械的乱流が、酸化のための大きな表面積を作り出す。.
フラックスがうまく広がらない
症状:適用されたフラックスは、連続的な層を形成するために広がるのではなく、塊のままである。.
原因:
- フラックスが水分を吸収して固まった-水分は粒子の凝集を引き起こし、拡散を妨げる。.
- 溶融温度が低すぎる - フラックスが溶けて広がるには適切な温度が必要。.
- 下の溶融金属との接触を防ぐ厚い既存のドロス層に塗布されるフラックス。.
- 用途に合わない粒子径 - 非常に粗いフラックスは広がりが遅い。.
解答シーケンス:第一に、フラックスの水分状態を確認する。第二に、炉の温度がフラックスの融点以上であることを確認する。第三に、新しいフラックスを塗布する前に、既存のドロスを除去する。第四に、より細かい粒度のフラックスを使用する。.
フラックス処理後のストロンチウム損失
症状:分光化学分析では、ストロンチウムがフラックス処理や脱ガスタブレット使用後に目標値(A356では通常0.008-0.012%)以下に低下することが示されている。.
ソリューション:
- ストロンチウムとの適合性が確認された低塩化物フラックス製剤に切り替える。.
- ストロンチウムの添加は、フラックス処理の前ではなく、処理後に行う。.
- 系統的なフラックスによる枯渇を補うため、ストロンチウムの添加率を上げる。.
- 改質合金のフラックス処理時間を最小化する。.
- ストロンチウム添加後は、物理的被覆フラックスのみを使用する(塩化物活性は最小限)。.
アルミニウム・フラックスに関するFAQ
Q1:アルミニウム・フラックスは何でできているのですか?
アルミニウムフラックスは、塩化カリウム(KCl)および塩化ナトリウム(NaCl)を基本成分とする塩化物塩を主成分とし、氷晶石(Na₃AlF₂)、フッ化アルミニウム(AlF₃)、フッ化カルシウム(CaF₂)などのフッ化物化合物をさまざまな量で組み合わせたものである。これらの成分の具体的な比率によって、フラックスが被覆フラックス(表面保護)、精錬フラックス(溶融精製)、または複合製品として機能するかどうかが決まる。一部の特殊フラックスには、水素除去のためにガスを発生させたり、ドロス処理のために発熱反応を開始させたりする反応性添加剤も含まれている。.
Q2: アルミニウム鋳造におけるフラックスの目的は何ですか?
それは、溶湯表面に保護バリアを形成して表面酸化を防止すること、凝固した鋳物に気孔を生じさせる溶存水素を除去すること、スキミングのために非金属介在物(主に酸化アルミニウム膜)を凝集させて溶湯表面に浮上させること、そして鋳物の品質を劣化させるアルカリ金属不純物(ナトリウム、カルシウム、リチウム)を除去することです。フラックスがない場合、溶融アルミニウムの品質は急速に低下し、気孔、介在物欠陥、劣った機械的特性を持つ鋳物が製造されます。.
Q3: 溶融アルミニウムにフラックスはどのくらい加えるべきですか?
標準的な添加率は、典型的な鋳物保持炉の用途において、溶融アルミニウム1トン当たり1~3 kgのフラックスです。適切な添加率は、装入物汚染度(スクラップ含有量が高いほど、より多くのフラックスを必要とする)、炉表面積(表面が大きいほど、単位金属量当たりにより多くの被覆フラックスを必要とする)、合金タイプ、および特定の冶金目標など、いくつかの要因に依存する。1.5kg/トンから開始し、密度指数の結果とドロスの品質観察に基づいて調整します。.
Q4: アルミニウムフラックスはすべてのアルミニウム合金に使用できますか?
合金の化学的性質は、フラックスの選択に大きな制約を与える。マグネシウム含有合金(5xxx展伸材、A356鋳造合 金)は、フッ化物がマグネシウムと反応して合金の Mg含有量を減少させるため、低フッ化物またはフッ化物を 含まないフラックスが必要である。ストロンチウム改質鋳造合金は、改質処 理の中和を避けるため、低ナトリウム、低 塩素のフラックス配合を必要とする。製品を購入する前に、処理される特定の合金とのフラックスの適合性を常に確認すること。.
Q5: アルミニウム加工におけるフラックスと脱ガスの違いは何ですか?
フラックス処理と脱ガスは、補完的ではあるが異なるプロセスである。フラックス処理は、表面保護、酸化物除去、介在物浮遊に重点を置き、二次的効果として水素除去もある。脱ガス処理(通常、アルゴンまたは窒素ガスを用いて回転式インペラーを使用して行われる)は、気泡浮遊による水素除去に特に最適化されている。フラックス処理で介在物を除去し、酸化物バリアーを減少させた後、回転式脱ガス処理で溶存水素を効率的に除去し、どちらかのプロセス単独よりも高い効果が得られます。.
Q6: アルミニウム・フラックスは危険ですか?
アルミニウム・フラックスには、適切な管理が必要な取扱上の危険性がいくつかある。第一のリスクは、湿気に汚染されたフラックスと溶融アルミニウムとの接触による水蒸気爆発の危険性であり、保管や取り扱いが不適切な場合、致命的なリスクとなる可能性がある。また、フラックス処理によって塩化水素と少量の塩素ガスが発生するため、適切な換気と呼吸保護が必要となる。フッ化物を含むフラックス成分は、皮膚、目、呼吸器を刺激する。適切な保管条件(乾燥、密閉、屋内)、適切な個人用保護具、適切な炉内換気により、これらの危険は標準的な産業安全の枠組みの中で管理可能である。.
Q7: アルミニウムフラックスの補充時期をどのように知ることができますか?
メルト表面は、フラックス塗布された表面のような輝きを示すのではなく、視覚的に暗くくすんだ色になり、裸の金属パッチがフラックス層を通して見えるようになり、ドロス発生率が増加し、密度指数の測定値が上昇傾向を示し始める。連続生産では、特定の炉と生産率に基づいた時間ベースの補充スケジュールを確立し、目視監視によって補足する。.
Q8: アルミニウムにフラックスを入れすぎるとどうなりますか?
フラックスの過剰投与は、過小投与とは異なるが、同様に問題となる問題を引き起こす。ドロス層に吸収されな い過剰なフラックスは、融液に沈んで凝固した鋳物にフラックス の介在物を生成する可能性がある。過度の塩化物フラックス活性は、非常に高濃度の場合、除去よりもむしろ水素発生を増加させる可能性がある。フッ化物系フラックスによる過剰処理は、敏感な合金の マグネシウムを枯渇させ、フッ化物系介在物を発生させる可 能性がある。フラックス添加率は、フラックス添加量が多けれ ば常に良い結果が得られると考えるのではなく、 注意深く校正すること。.
Q9: アルミニウムフラックスの保存可能期間と保管方法を教えてください。
相対湿度50%以下、温度5℃~35℃の乾燥した屋内で、密封された防湿包装のまま保管すると、ほとんどのアルミフラックス製品は12~24ヶ月間性能を維持します。包装を開封したら、未使用部分は直ちに再密封し、30日以内に使用してください。水分が主な劣化メカニズムです。吸収された水分はケーキングを引き起こし、拡がりを阻害し、さらに重大なことに、フラックスが溶融アルミニウムに接触すると水蒸気爆発の危険性が生じます。12ヶ月以上保管されたフラックスは、使用前に必ず含水率を確認してください。.
Q10:溶接用フラックスとアルミ鋳造用フラックスの違いは何ですか?
これらは、全く異なる目的を持つ製品である。溶接フラックス(SMAW/棒溶接やフラックス入りアーク 溶接などのプロセスで使用)は、溶接部の凝固中に 溶接池を大気汚染から保護するよう設計されており、 溶接プロセスの冶金学的要件を中心に設計されてい る。アルミ鋳造用フラックスは、定常保持温度で大量の アルミ溶湯に適用するために設計されており、その 目的は、溶湯の精製、水素の除去、生産加熱にわた るドロス管理である。化学的性質、塗布方法、冶金的メカニズムはまったく異なるため、この2つの製品カテゴリーに互換性はありません。.
結論効果的なアルミフラックス・プログラムの構築
アルミニウム・フラックスとは何か」という問いは、溶融アルミニウムを保護し、浄化する化学化合物という表面的には単純な答えを持っているが、フラックスの知識を実際に応用することは、化学、プロセス工学、冶金学、環境管理、経済学に及ぶ。効果的なフラックス・プログラムには、適切なフラックスの種類と化学的性質を特定の合金と装入条件に適合させ、炉と生産量に最も適した方法で適用し、結果を体系的に測定して継続的な改善を促すことが必要です。.
アドテックでは、何百ものアルミ鋳造工場での経験から、フラックスプログラムをバックグラウンドの消耗品としてではなく、精密なプロセスとして扱っている工場が、最も高い業績を上げていることを一貫して確認しています。最適化されたフラックス・プログラムと管理不足のフラックス・プログラムの違いは、歩留まり率、鋳造不合格率、ドロス金属回収率で測定可能であり、これらは操業の収益性に直結します。.
この概要から引き継ぐべき重要な原則:
- フラックスの化学的性質を合金の化学的性質に合わせる - すべてのアルミニウム合金ファミリーに最適な性能を発揮する汎用製品はありません。
- 塗布方法は、製品の化学的性質と同じくらい重要である。
- 性能を定期的に測定 - 密度指数、ドロス特性、分光化学的検証は、体系的なフラックス管理の基礎となる。
- 湿気保管の要件に決して妥協しないこと-これはコスト削減の機会ではなく、安全上重要な要件である。
- フラックスは、単価ではなく、総合的なプロセス経済性で評価する - フラックスの選択による下流の歩留まりと品質への影響は、製品間の直接的な材料コストの差を凌駕する。
