Alüminyum flaksı, oksidasyonu önlemek, çözünmüş hidrojeni gidermek, metalik olmayan inklüzyonları ortadan kaldırmak ve sıkışmış metalik alüminyumu cüruftan kurtarmak için eritme, bekletme ve döküm işlemleri sırasında erimiş alüminyuma uygulanan kimyasal bir bileşiktir - tipik olarak klorür ve florür tuzlarının bir karışımıdır. “Alüminyum flaks nedir?” sorusunun doğrudan cevabı şudur: Erimiş alüminyumun döküm aşamasına temiz, hidrojen kontrollü ve inklüzyonsuz mu ulaşacağını, yoksa kirlenmiş ve kusurlara eğilimli mi geleceğini belirleyen birincil metalurjik araçtır. AdTech olarak, düzinelerce döküm tesisinde alüminyum flaks programları tedarik ettik ve teknik olarak destekledik ve sonuç tutarlı: flaks seçimi ve uygulamasını hassas bir mühendislik faaliyeti olarak ele alan operasyonlar, hem verim hem de döküm kalitesinde ölçülebilir marjlarla rutin bir sarf malzemesi alımı olarak ele alanlardan daha iyi performans gösteriyor.
Projeniz Alüminyum flaks kullanımını gerektiriyorsa, şunları yapabilirsiniz Bize ulaşın ücretsiz fiyat teklifi için.
Alüminyum Akısı Nedir ve Erimiş Alüminyum Neden Buna İhtiyaç Duyar?
Alüminyum flaksı, metal kalitesini korumak ve kullanılabilir verimi en üst düzeye çıkarmak için üretim sürecinin çeşitli aşamalarında erimiş alüminyuma eklenen özel olarak formüle edilmiş kimyasal bir karışımdır. Flaks ihtiyacı doğrudan alüminyumun kimyasından kaynaklanır: erimiş alüminyum, yaygın endüstriyel kullanımdaki en reaktif metallerden biridir ve atmosferik oksijene maruz kaldığında neredeyse anında alüminyum oksit (Al₂O₃) oluşturur. Bu oksit tabakası katı alüminyum üzerinde koruyucu olsa da sıvı metal işlemede ciddi kalite sorunları yaratır.
Alüminyumun oksijene olan kimyasal ilgisi olağanüstü yüksektir. 750°C'de, Al₂O₃ için Gibbs serbest oluşum enerjisi yaklaşık -1,582 kJ/mol olup, normal fırın koşullarında oksit oluşumunu esasen geri döndürülemez hale getirir. Erimiş alüminyumun açıkta kalan her yüzeyi aynı anda yeni oksit oluşturur ve her türbülanslı transfer işlemi - doldurma, kepçeleme, dökme - mevcut oksit filmlerini, inklüzyon haline geldikleri dökme eriyiğin içine katlar.
Oksidasyonun ötesinde, erimiş alüminyum çeşitli kaynaklardan hidrojen emer: atmosferik nem, nemli refrakter malzemeler, ıslak şarj malzemeleri ve yanma gazları. Alüminyumdaki hidrojenin çözünürlüğü sıvıdan katıya geçişte önemli ölçüde düşer (660°C sıvı için yaklaşık 0,65 cc/100g'dan 660°C katı için 0,034 cc/100g'a), yani çözünmüş hidrojen katılaşma sırasında gözeneklilik olarak çöker. Hidrojen kaynaklı bu gözeneklilik dökümün mekanik özelliklerini zayıflatır ve basınç açısından kritik bileşenlerde sızıntı yolları oluşturur.
Alüminyum flaks her iki sorunu da aynı anda ele alır. Doğru uygulandığında, daha fazla oksidasyonu sınırlayan koruyucu bir bariyer oluşturur, viskozitelerini düşürmek ve metalden ayırmak için mevcut oksit filmleriyle kimyasal olarak reaksiyona girer, eriyik yüzeyine çözünmüş hidrojen taşıyan gaz kabarcıkları oluşturur veya teşvik eder ve metalik olmayan kalıntıları çıkarılabilir bir cüruf tabakasına yoğunlaştırır.

Alüminyum Flux Hangi Sorunları Çözer?
| Problem | Neden | Flux Bunu Nasıl Ele Alıyor? |
|---|---|---|
| Yüzey oksidasyonu | Eriyik ile oksijen teması | Fiziksel bariyer katmanı |
| Hidrojen gözenekliliği | Nemden/atmosferden emilen H₂ | Yüzeye hidrojen flotasyonunu teşvik eder |
| Oksit film kapanımları | Eriyik içinde katlanmış yüzey oksitleri | Kimyasal olarak oksitleri çözer/aglomere eder |
| Alkali metal kontaminasyonu | Hurda veya hammaddeden Na, Ca, Li | Florür değişim reaksiyonları |
| Zayıf cüruf metal geri kazanımı | Oksit hapsolmuş alüminyum damlacıkları | Oksit viskozitesini azaltır, birleşmeye izin verir |
| Sıcaklık kaybı | Eriyik yüzeyinden radyatif ısı kaybı | Isı yalıtım katmanı |
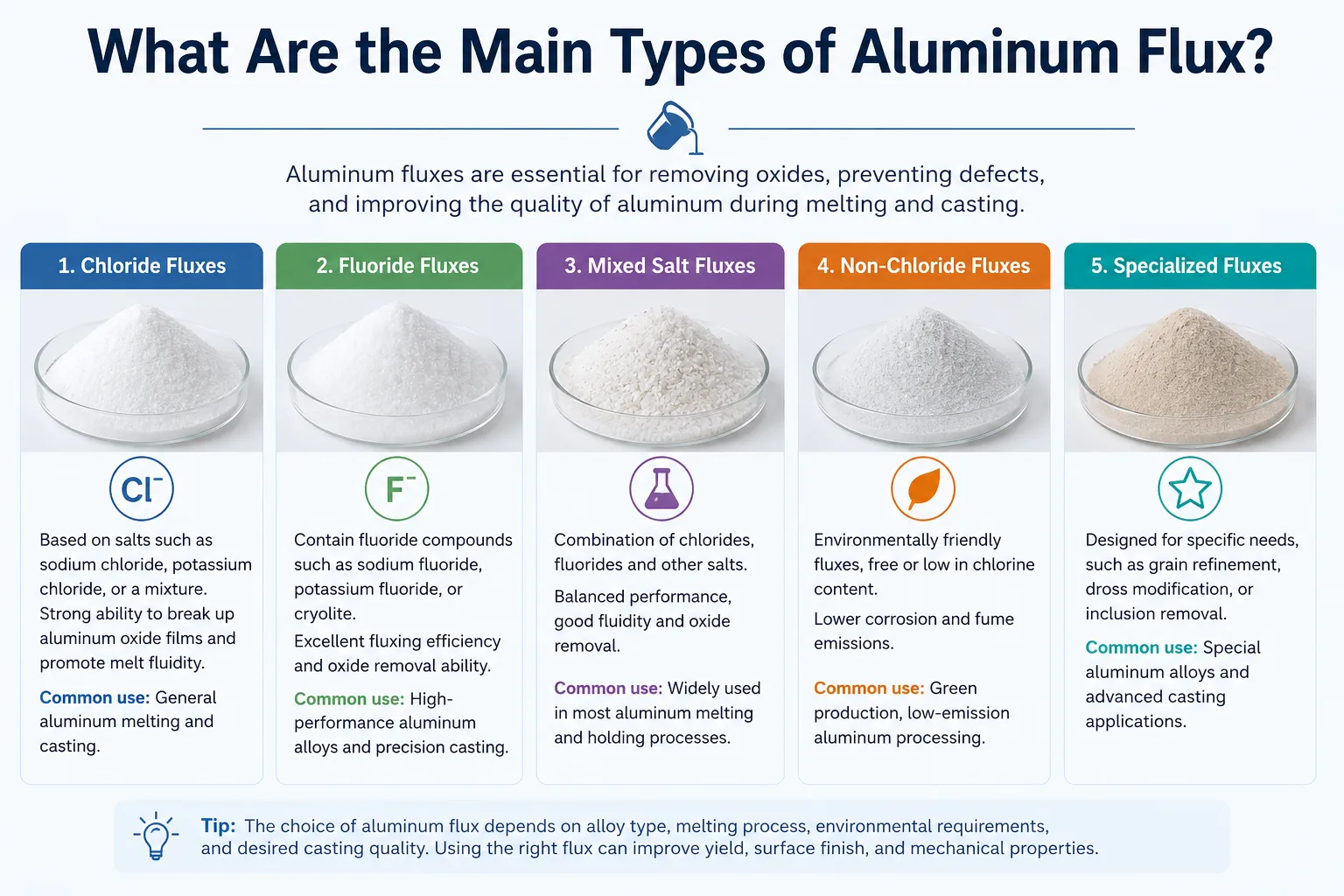
Başlıca Alüminyum Flux Çeşitleri Nelerdir?
Alüminyum endüstrisi, her biri belirli metalürjik hedefler için tasarlanmış birkaç farklı flaks kategorisi kullanır. Bunlar arasındaki farkları anlamak, uygulamanız için doğru ürünü seçmeniz açısından kritik önem taşır.
Örtücü Akı
Örtücü flaks en temel kategoridir. Birincil işlevi, metali atmosferik oksijen ve nemden fiziksel olarak izole eden erimiş alüminyum yüzey boyunca sürekli bir koruyucu tabaka oluşturmaktır. İyi bir kaplama flaksı alüminyum tutma sıcaklıklarında (680-780°C) kolayca erir ve yayılır, yüzeyde kalmak için düşük yoğunluğa sahiptir ve kaplamada boşlukları önlemek için alüminyum oksidi kimyasal olarak ıslatır.
Tipik kaplama flaksı bileşimi: 45-55% KCl (potasyum klorür), 40-50% NaCl (sodyum klorür), gelişmiş oksit çözünmesi için isteğe bağlı küçük florür bileşikleri ilaveleri ile.
Örtücü flakslar en çok şunlar için uygundur:
- Eritme ve döküm arasında uzun süreli bekletme.
- Metal temizliğinin nispeten yüksek olduğu ve arıtmanın birincil ihtiyaç olmadığı işlemler.
- Florür kimyasına duyarlı alaşım sistemleri (magnezyum içeren alaşımlar gibi).
Rafine Akı
Arıtma flaksı, erimiş metali aktif olarak saflaştırmak için yüzey korumasının ötesine geçer. Çözünmüş hidrojen, alkali metal safsızlıkları (sodyum, kalsiyum, lityum) ve metalik olmayan inklüzyonlarla kimyasal reaksiyona girerek bunları eriyik hacminden uzaklaştıran florür bileşikleri içerir. Arıtma flaksı, yığın metalle teması en üst düzeye çıkarmak için eriyik yüzeyinin içine karıştırılır veya altına uygulanır.
Tipik arıtma flaksı bileşimi: 30-50% KCl, 20-35% NaCl, 10-25% florür bileşikleri (kriyolit, AlF₃, CaF₂), reaktif katkı maddeleri.
Flux'ın Kaplanması ve Rafine Edilmesi (Kombinasyon Akısı)
Endüstriyel üretimde en yaygın kullanılan kategori olan kombinasyon flaksı, hem yüzey korumasını hem de eriyik saflaştırmasını aynı anda gerçekleştirir. Bu ürünler yüzey boyunca yayılacak şekilde formüle edilirken, reaktif florür bileşenleri difüzyon ve sınırlı penetrasyon yoluyla eriyik içine doğru çalışır.
Bu, AdTech'in en yaygın olarak ürettiği ve tedarik ettiği kategoridir, çünkü dökümhane ve döküm işlemlerinin pratik talepleri, ayrı kaplama ve arıtma işlemlerini sırayla uygulama lüksüne nadiren izin verir.
Cüruf Akışkanları (Ekzotermik Cüruf Arıtma Bileşikleri)
Dros flaksı erimiş banyo yerine yağdan arındırılmış dros üzerine uygulanır. Sıcak cürufla (600-750°C) karıştırıldığında flaks, sıkışmış alüminyum damlacıklarını yerel olarak yeniden eriten ekzotermik reaksiyonları başlatarak bunların birleşmesini ve geri kazanılmasını sağlar. Bu flaks kategorisi, cüruf oksit matrisi içinde sıkışmış metalik alüminyumun verim kaybı sorununu doğrudan ele alır.
Gaz Giderici Flux Tabletler
Gaz giderme tabletleri, klor gazı kabarcıkları oluşturmak için erimiş alüminyum ile reaksiyona giren sıkıştırılmış flaks formülasyonlarıdır. Bu kabarcıklar eriyik boyunca yükselerek çözünmüş hidrojeni ve ince kalıntıları yüzdürme yoluyla toplar. Tabletler, maksimum etkinlik için tipik olarak bir grafit çubuk veya benzer bir alet kullanılarak eriyik yüzeyinin altına daldırılır.
Özel Akı Kategorileri
| Akı Tipi | Birincil Uygulama | Anahtar Aktif Bileşen | Ana Fayda |
|---|---|---|---|
| Örtücü akı | Bekletme sırasında yüzey koruması | KCl/NaCl | Oksidasyon önleme |
| Rafine akı | Eriyik saflaştırma | Florür bileşikleri | Dahil etme/H₂ çıkarma |
| Kombinasyon akısı | Koruma + arındırma | KCl/NaCl/florürler | Çift fonksiyonlu |
| Cüruf işleme akısı | Dros metal geri kazanımı | Ekzotermik + florür karışımı | Daha yüksek metal verimi |
| Gaz giderici tabletler | Hidrojen giderimi | Klor üreten bileşikler | Gözeneklilik azaltma |
| Tahıl arıtıcı akı | Tane yapısı kontrolü | Al-Ti-B veya Al-Ti-C | Geliştirilmiş mekanik özellikler |
| Değiştirici akı | Silikon morfolojisi | Sr veya Na bileşikleri | Al-Si alaşımlarında daha iyi süneklik |
| Alkali giderme akısı | Na/Ca/Li saflaştırma | AlF₃ bakımından zengin formülasyonlar | Alaşım kimyası düzeltmesi |
Alüminyum Flux Kimyasal Olarak Nasıl Çalışır?
Alüminyum flaks kimyası birden fazla eşzamanlı reaksiyon yolu içerir. Bu mekanizmaların anlaşılması, mühendislerin genel talimatları takip etmek yerine flaks seçimini ve uygulama prosedürlerini optimize etmelerine yardımcı olur.
Fiziksel Bariyer Mekanizması
Örtücü flaks tarafından oluşturulan fiziksel bariyer, yüzey kimyası prensiplerine göre çalışır. Klorür tuzları eriyip bir alüminyum yüzeye yayıldığında, gerçek bir kaplama elde etmek için mevcut alüminyum oksit kabuğunu aşmaları gerekir. Bunu sağlayan temel özellik yayılma katsayısıdır - flaks-oksit arayüzey enerjisi, oksit-metal arayüzey enerjisi ve flaks-metal arayüzey enerjisi arasındaki enerji dengesi.
Klorür flux sistemleri, çalışma sıcaklıklarında alüminyum oksit yüzeylere karşı uygun yayılma katsayılarına sahiptir. Flux sıvı fazı oksit yüzeydeki çatlakları ve boşlukları ıslatır ve nüfuz eder, zaten oksitlenmiş yüzeylerde bile sürekli kapsama alanı oluşturur. Bu, fiziksel bir kapak veya örtünün nasıl çalışacağından temelde farklıdır - flux aktif olarak kapsama boşluklarını arar ve doldurur.
Oksit Çözünme Mekanizması
Arıtma akışkanındaki florür bileşikleri, basit fiziksel ıslatmadan farklı bir kimyasal reaksiyon yolu ile alüminyum oksidi çözer. Yüksek sıcaklıkta florür iyonları ve Al₂O₃ arasındaki reaksiyon, belirli florür kimyasına bağlı olarak kristal alüminyum oksidi çözünür alüminyum florür komplekslerine veya kalsiyum alüminat bileşiklerine dönüştürür:
Al₂O₃ + 6NaF → 2AlF₃ + 3Na₂O (basitleştirilmiş gösterim)
Bu çözünme, oksit filmlerinin yapısal bütünlüğünü azaltarak sürekli oksit membranlarını cüruf tabakasında topaklanabilecek daha küçük parçalara ayırır. Sonuç, önemli ölçüde daha az ince oksit film kalıntıları içeren bir eriyiktir.
Hidrojen Flotasyon Mekanizması
Çözünmüş hidrojen giderimi hem doğrudan kimyasal reaksiyonları hem de fiziksel yüzdürmeyi içerir. Klorür bazlı flaks bileşenleri yüksek sıcaklıkta alüminyum ile reaksiyona girdiğinde, az miktarda klor gazı üretirler. Eriyik boyunca yükselen her bir klor kabarcığı başlangıçta esasen hiç hidrojen içermez ve eriyikteki çözünmüş hidrojeni yükselen kabarcığa yönlendiren güçlü bir kısmi basınç gradyanı oluşturur.
Gaz kabarcığına hidrojen transferi için itici güç Henry Kanunu'nu takip eder: çözünmüş gaz, yüksek konsantrasyonlu bir fazdan (eriyik) düşük konsantrasyonlu bir faza (klor kabarcığının içi) konsantrasyon farkıyla orantılı bir oranda transfer olur. Kabarcık yükseldikçe ve hidrojen biriktirdikçe, aynı zamanda mineral işlemedeki köpük flotasyonuna benzer bir flotasyon mekanizması yoluyla ince kalıntıları yukarı doğru taşır.
Alkali Metal Giderme Mekanizması
Alüminyumdaki sodyum, kalsiyum ve lityum kontaminasyonu birden fazla kalite sorununa neden olur: Al-Si alaşımlarında 5-10 ppm'in üzerindeki sodyum, silikon modifikasyon işlemlerini zehirler; 5 ppm'in üzerindeki kalsiyum akışkanlığı azaltır ve gözenekliliğe neden olur; lityum belirli kırılganlık sorunlarına neden olur. Arıtma flaksındaki alüminyum florür tercihen bu alkali metallerle reaksiyona girer:
3Na + AlF₃ → Al + 3NaF
Sodyum florür (NaF) ürünü alüminyum eriyiğinde çözünmez ve flaks cüruf tabakasına ayrılarak sodyum kontaminasyonunu metalin dışına taşır. Bu reaksiyon, alüminyum işleme sıcaklıklarında termodinamik olarak güçlü bir şekilde tercih edilir ve florür flaks işlemini, temiz metalle seyreltme dışında alkali metal giderimi için en güvenilir yöntem haline getirir.
Alüminyum Flux Formülasyonlarındaki Temel Bileşenler Nelerdir?
Ticari alüminyum flaks ürünleri, her biri belirli performans özelliklerine katkıda bulunan, özenle seçilmiş kimyasal bileşen kombinasyonları içerir. Formülasyon sanatı, kabul edilebilir maliyet ve çevresel etkiyle hedef performansa ulaşmak için bu bileşenleri dengelemekte yatar.
Potasyum Klorür (KCl)
Potasyum klorür, çoğu alüminyum flaks sisteminin birincil yapısal bileşenidir. Temel özellikleri şunlardır:
- Erime noktası: 770°C (saf), NaCl ile karışımlarda daha düşük.
- Alüminyum işleme sıcaklıklarında yüksek termal stabilite.
- Alüminyum oksit yüzeylere karşı iyi yayılma katsayısı.
- Orta yoğunluk (2,0 g/cm³ sıvı) - yüzey tabakası konumlandırması için uygundur.
- Tutarlı saflıkta geniş ticari bulunabilirlik.
Çoğu örtücü flaks formülasyonundaki KCl içeriği ağırlıkça 45% ile 65% arasında değişmektedir.
Sodyum Klorür (NaCl)
Sodyum klorür, KCl ile birleşerek her iki saf bileşenden daha düşük erime noktasına sahip ötektik tuz karışımları oluşturur. Yaklaşık 50:50 ağırlık oranındaki KCl-NaCl ötektik 657°C'de eriyerek flaksın tüm alüminyum tutma sıcaklığı aralığında tamamen sıvı ve hareketli olmasını sağlar.
Önemli uyarı: sodyum klorür flaks sistemine sodyum katkısı yapar. Düşük aktiviteli kaplama flaksı uygulamalarında, bu sodyum tuz matrisi içinde kilitli kalır ve eriyiğe aktarılmaz. Bununla birlikte, uzun süreli temas ile yüksek sıcaklıklarda, eser miktarda sodyum transferi meydana gelebilir. Bu, çoğu uygulamada ikincil bir sorundur ancak düşük eriyik sodyum seviyelerinin kritik olduğu stronsiyum modifiye döküm alaşımlarında önemli hale gelir.
Florür Bileşikleri
Florür ilaveleri, oksitlere ve alkali metallere karşı kimyasal reaktivite sağlayarak basit bir kaplama flaksını arıtma flaksına dönüştürür:
| Florür Bileşiği | Kimyasal Formül | Birincil İşlev | Tipik İçerik |
|---|---|---|---|
| Cryolite | Na₃AlF₆ | Oksit çözünmesi, akı akışkanlığı | 5-20% |
| Alüminyum florür | AlF₃ | Alkali metal giderimi | 3-15% |
| Kalsiyum florür | CaF₂ | Oksit ıslatma, akışkanlık | 2-10% |
| Potasyum florür | KF | Geliştirilmiş oksit çözünmesi | 2-8% |
| Magnezyum florür | MgF₂ | Özel Mg-alaşım uygulamaları | 1-5% |
Özel Reaktif Katkılar
Temel klorür-florür sisteminin ötesinde, modern ticari flaks formülasyonları belirli performans hedeflerine yönelik ek bileşenler içerir:
Oksitleyici bileşikler (küçük yüzdelerde MnO₂ veya benzeri): Metalik alüminyumdan cüruf ayrılmasını iyileştiren kontrollü oksidasyon reaksiyonlarını teşvik eder.
Topaklanmayı önleyici maddeler: Metalürjik performansı etkilemeden depolama topaklanmasını önleyin. Bu öncelikle bir lojistik kalite parametresidir ancak uygulama tutarlılığını önemli ölçüde etkiler.
Yoğunluk değiştiriciler: Eriyik yüzeyindeki katman konumlandırmasını optimize etmek için genel akı yoğunluğunu ayarlayın.
Parçacık boyutu dağılımı mühendisliği: Flux partiküllerinin fiziksel formu yayılma hızını, çözünme hızını ve reaksiyon kinetiğini etkiler. Daha kaba partiküller daha yavaş yayılır ancak daha uzun süreli kaplama sağlar. Daha ince partiküller daha hızlı reaksiyona girer ancak toz işleme sorunları yaratabilir.
Alüminyum Flux Üretim Sürecinde Nerede ve Ne Zaman Kullanılır?
Alüminyum flaksı tek noktalı bir ekleme değildir - alüminyum üretim ve döküm süreci boyunca birden fazla aşamada kullanılır ve her uygulama noktası farklı bir metalurjik amaca hizmet eder.
Şarj Eritme Sırasında
Katı alüminyum külçe, sow veya hurdadan eritilirken, eritme işlemi sırasında fırına flux eklenebilir:
- Yeni eritilmiş metali ani oksidasyondan koruyun.
- Eridikçe şarj malzemelerinden oksit filmleri çıkarmaya başlayın.
- Yükün batmasını iyileştirmek için erimiş metalin yüzey gerilimini azaltın.
Eritme aşamasındaki flaks ilaveleri tipik olarak tutma aşamasındaki ilavelerden daha yüksek reaktif florür içeriğine sahiptir, çünkü hurda malzemelerden gelen ağır oksit yükü daha agresif kimyasal çözünme gerektirir.
Bekletme ve Transfer Sırasında
Sıvı alüminyumun ergitme ve döküm arasında beklediği bekletme fırını, çoğu dökümhane operasyonunda en kritik flaks uygulama noktasıdır. Bekletme sırasında:
- Örtücü flaks, eriyik yüzeyi üzerinde sürekli bir koruyucu tabaka sağlar.
- Rafine akı işlemi, biriken inklüzyonları ve çözünmüş hidrojeni gidermek için periyodik olarak gerçekleştirilir.
- Cüruf periyodik olarak sıyrılır ve taze flaks uygulanır.
Döküm İstasyonunda
Bazı operasyonlar, türbülanslı döküm işlemi sırasında oksidasyonu en aza indirmek için döküm noktasında flaks uygular veya flaks kaplı transfer araçları kullanır. Akı kaplı potalar veya dökümden hemen önce akı ilavesi kritik uygulamalarda döküm yüzeyindeki oksit kusurlarını azaltabilir.
Cüruf İşlemede
Fırın sıyırmasından geri kazanılan cüruf, cüruf işleme flaksı kullanılarak ayrı olarak işlenir. Bu uygulama noktası alüminyum flaksı tartışmalarında genellikle göz ardı edilir, ancak verim iyileştirmesi için en yüksek etkili fırsatlardan birini temsil eder.
Flux Uygulama Noktaları Özeti
| Uygulama Noktası | Akı Tipi | Metalurjik Amaç | Zamanlama |
|---|---|---|---|
| Eritme fırını | Yüksek aktiviteli arıtma flaksı | Hurda şarjından oksit giderme | Şarj erimesi sırasında |
| Fırın yüzeyini tutma | Kaplama-rafine etme kombinasyonu | Koruma + arındırma | Sürekli/periyodik |
| Gaz giderme işlemi | Gaz giderme tabletleri veya gaz + flaks | Hidrojen giderimi | Dökümden önce |
| Transfer kepçesi | Işık örtücü akı veya akı tableti | Transfer oksidasyonunu en aza indirin | Kepçe dolumu başına |
| Cüruf işleme istasyonu | Cüruf arıtma ekzotermik akısı | Cüruftan metal geri kazanımı | Her gözden geçirmeden sonra |
| Oluk/yalak sistemi | Işık akısı veya akı kaplı yüzeyler | Transfer sırasında reoksidasyonu önleyin | Sürekli |
Hangi Uygulama Yöntemleri En İyi Sonuçları Verir?
Flaksın nasıl uygulandığı, etkinliğinin büyük bir bölümünü belirler. Aynı flaks ürünü, uygulama tekniği, zamanlama ve ekipmana bağlı olarak önemli ölçüde farklı metalurjik sonuçlar üretebilir.
Manuel Yüzey Uygulaması
Küçük ve orta ölçekli operasyonlarda en basit ve en yaygın kullanılan yöntemdir. Granül veya toz flaks, delikli bir kepçe, ağ sepet veya elle dağıtma aleti kullanılarak eriyik yüzeyine yayılır.
Manuel yüzey uygulaması için en iyi uygulama protokolü:
- Termal şoku veya fluksa nem transferini önlemek için dağıtım aletini önceden ısıtın.
- Ölçülen oranda flaks uygulayın - banyo yüzey alanına göre gerekli ağırlığı hesaplayın.
- Akıyı sadece fırın kapağının yakınına değil, açıkta kalan tüm eriyik yüzeyine eşit olarak dağıtın.
- Çalkalamadan veya sıyırmadan önce flaksın erimesi ve yayılması için 5-10 dakika bekleyin.
- Devam etmeden önce çıplak metal yaması kalmadığını kontrol edin.
- İşlemden sonra, akı-cüruf tabakasını sistematik olarak bir taraftan diğerine sıyırın.
Avantajlar: Düşük sermaye maliyeti, operasyonel basitlik, aralıklı parti operasyonları için uygunluk.
Sınırlamalar: Operatöre bağlı tutarlılık, rafineri uygulamaları için dökme eriyiğe sınırlı penetrasyon, homojen kaplamanın zor olduğu büyük fırınlar için daha az uygun.
Akı Tableti Daldırma
Gaz giderme flaks tabletleri bir grafit çubuk, delikli grafit mızrak veya benzer bir alet kullanılarak eriyik yüzeyinin altına daldırılır. Tablet, sıvı alüminyum ile temas ettiğinde reaksiyona girerek eriyik boyunca yukarı doğru kabarcıklar oluşturan gaz üretir.
Prosedür:
- Yüzey nemini gidermek için daldırma çubuğunu önceden kurutun.
- Tableti çubuk ucuna takın veya konumlandırın.
- Tableti eriyik banyosunun yaklaşık orta derinliğine indirin.
- Tablet tamamen reaksiyona girene kadar pozisyonunuzu koruyun (tablet boyutuna bağlı olarak tipik olarak 30-120 saniye).
- Gaz kabarcığı oluşumunu dağıtmak için reaksiyon sırasında tableti eriyik içinde yavaşça hareket ettirin.
Tablet daldırmanın etkinliği kritik ölçüde tablet konumlandırmasına bağlıdır. Eriyik yüzeyinde reaksiyona sokulan tabletler, eriyik içinde reaksiyona sokulanlara göre önemli ölçüde daha az etkilidir, çünkü eriyik içindeki gaz kabarcığı hareket yolu en aza indirilir.
Lance Enjeksiyon Sistemleri
Orta ila büyük tutma fırınları için, daldırılmış bir mızrak aracılığıyla pnömatik toz enjeksiyonu, yüzey uygulamasına göre daha düzgün flaks dağılımı ve daha iyi eriyik penetrasyonu sağlar. Flux tozu taşıyıcı gaz (nitrojen veya argon) ile akışkanlaştırılır ve eriyik yüzeyinin altına yerleştirilmiş bir seramik veya grafit mızrak aracılığıyla enjekte edilir.
| Lance Enjeksiyon Parametresi | Tipik Aralık | Artırmanın Etkisi |
|---|---|---|
| Taşıyıcı gaz akış hızı | 5-30 L/dakika | Daha düzgün dağılım, türbülans riski |
| Lance daldırma derinliği | 200-400 mm | Daha iyi eriyik penetrasyonu |
| Akı enjeksiyon oranı | 0,5-2 kg/dakika | Daha hızlı tedavi, lokal aşırılık riski |
| Lance hareket hızı | 0-100 mm/dakika | Daha düzgün yanal kapsama |
Eşzamanlı Akı Enjeksiyonu ile Döner Gaz Giderme
En yüksek performanslı arıtma yöntemi, döner pervaneli gaz giderme ile akı tozu veya reaktif gaz (tipik olarak argon ve küçük bir klor yüzdesi karışımı) enjeksiyonunu birleştirir. 200-600 RPM'de dönen pervane, gaz kabarcıklarını son derece ince damlacıklar halinde keser - statik lans enjeksiyonuyla üretilenlerden çok daha küçük - gaz-eriyik arayüzey alanını önemli ölçüde artırır ve hem hidrojen giderimini hem de inklüzyon flotasyonunu hızlandırır.
Akı aynı anda rotor milinden enjekte edildiğinde, mekanik kesme akı partiküllerini eriyik hacmi boyunca dağıtarak yüzey uygulamasının eşleştiremeyeceği saflaştırma oranlarına ulaşır.
Döner gaz giderme performans ölçütleri:
| Metrik | Akı Enjeksiyonu Olmadan | Akı Enjeksiyonu ile | İyileştirme |
|---|---|---|---|
| Hidrojen giderme verimliliği | 40-60% | 60-80% | +20 yüzde puanı |
| Dahil olma sayısının azaltılması | 30-50% | 60-80% | +30 yüzde puanı |
| Hedefe giden tedavi süresi | 15-25 dakika | 10-18 dakika | 20-30% daha hızlı |
| Nihai yoğunluk endeksi | 0.10-0.20% | 0,05-0,12% | Önemli ölçüde daha düşük |
Otomatik Flux Dağıtım Sistemleri
Yüksek hacimli sürekli döküm operasyonlarında, üretim parametrelerine dayalı olarak programlanmış aralıklarla ölçülen flaks miktarlarını sağlayan otomatik flaks dağıtım sistemleri giderek daha fazla kullanılmaktadır. Bu sistemler uygulama sürecinden insan değişkenliğini kaldırır ve ölçülen hidrojen veya inklüzyon seviyelerine göre dozajı ayarlamak için eriyik kalitesi izleme sistemleriyle entegre olabilir.
Alaşımınız için Doğru Alüminyum Flaksı Nasıl Seçersiniz?
Flaks seçimi genel bir karar değildir. İşlenmekte olan spesifik alaşım, şarj kalitesi, fırın tipi ve aşağı akış kalite gerekliliklerinin tümü hangi flaks formülasyonlarının uygun olduğunu kısıtlar.

Alaşım Kimyası Kısıtlamalarını Anlama
Her alüminyum alaşımı ailesi, bir ürün seçmeden önce anlaşılması gereken flaks bileşenleri ile kimyaya özgü etkileşimlere sahiptir:
Magnezyum içeriği: 0,5%'den fazla Mg içeren alaşımlar (5xxx işlenmiş alaşımlar ve A356 gibi birçok 3xx.x döküm alaşımları dahil) florür akı bileşenleri ile reaksiyona girer. Florür iyonları MgO yüzey katmanlarına saldırır ve ayrıca çözünmüş magnezyum ile reaksiyona girerek alaşımın Mg içeriğini azaltır. Bu alaşımlar için düşük florürlü veya florürsüz flaks gereklidir.
Stronsiyum modifikasyonu: A356, A357 ve benzeri Al-Si-Mg alaşımlarında ötektik silikon morfolojisini değiştirmek için genellikle stronsiyum (0,008-0,025%) kullanılır. Klorür akı sistemleri, özellikle klor gazı üretenler, stronsiyum ile reaksiyona girerek SrCl₂ oluşturur ve bu da cürufa ayrılır ve stronsiyumu eriyikten uzaklaştırır. Akı seçimi ve zamanlaması bu tükenmeyi hesaba katmalıdır.
Sodyum hassasiyeti: Herhangi bir stronsiyum modifiye alaşımında, flaksın sodyum içeriği önemlidir. Yüksek sodyumlu flaks (NaCl ağırlıklı formülasyonlardan) stronsiyum modifikasyon etkilerine karşı koymak için yeterli sodyum sağlayabilir.
Şarj Kalitesi ve Kontaminasyon Seviyesi
Şarj malzemelerinin temizliği, arıtma flaksı kimyasının ne kadar agresif olması gerektiğini belirler:
| Şarj Kompozisyonu | Kirlilik Seviyesi | Önerilen Akı Etkinliği | Florür Seviyesi |
|---|---|---|---|
| Sadece bakire külçe | Çok düşük | Düşük aktiviteli örtücü akı | 0-5% |
| Şirket içi hurda dönüşünü temizleyin | Düşük | Standart kaplama-rafinasyon | 5-12% |
| Karışık külçe + harici hurda | Orta düzeyde | Aktif arıtma akısı | 12-20% |
| Yüksek alkali kontaminasyonlu hurda | Yüksek | Yüksek florürlü reaktif akı | 18-28% |
| Tüketim sonrası karışık hurda | Çok yüksek | Maksimum aktivite arıtma | 20-30% |
Akı Seçimi Karar Ağacı
Yeni bir uygulama için alüminyum flaks seçerken bu sırayı izleyin:
- Alaşım Mg içeriğini belirleyin → 0,5%'nin üzerindeyse, yüksek florür seçeneklerini eleyin.
- Stronsiyum modifikasyon gereksinimini kontrol edin → evet ise, düşük sodyum, düşük klorlu formülasyon seçin.
- Şarj temizliğini değerlendirin → daha yüksek hurda içeriği daha aktif kimya gerektirir.
- Uygulama yöntemini belirleyin → toz enjeksiyon sistemleri daha ince partikül akısı kullanabilir; manuel uygulama granül veya daha kaba ürün gerektirir.
- Çevresel ve düzenleyici gereklilikleri kontrol edin → bazı florür bileşiklerinin bölgesel kısıtlamaları vardır.
- Fırın refrakter uyumluluğunu doğrulayın → florür bakımından zengin flakslar belirli refrakter malzemelere karşı daha agresiftir.
Alüminyum Akı Performansı Nasıl Ölçülür ve Doğrulanır?
Ölçüm olmadan flaks uygulaması tahmine dayanır. Alüminyum endüstrisi, flux işlemi ile elde edilen metalurjik iyileştirmeleri ölçmek için çeşitli standartlaştırılmış ve yarı standartlaştırılmış yöntemler geliştirmiştir.
İndirgenmiş Basınç Testi (RPT) ve Yoğunluk Endeksi
İndirgenmiş Basınç Testi, alüminyumdaki çözünmüş hidrojen içeriğini değerlendirmek için en yaygın kullanılan saha ölçümüdür. Küçük bir eriyik numunesi (tipik olarak 100-200 g) yaklaşık 80 mbar'da (kabaca 1/13 atmosferik basınç) tutulan bir bölmede katılaşır. Düşük basınç, çözünmüş hidrojenin test numunesinde gözle görülür gözeneklere doğru genişlemesine neden olur.
Yoğunluk Endeksi (DI) hesaplaması:
DI (%) = [(ρ_atm - ρ_vac) / ρ_atm] × 100
Burada ρ_atm atmosferik basınçta katılaşmış bir numunenin yoğunluğu ve ρ_vac düşük basınçlı numunenin yoğunluğudur.
Uygulamaya göre Yoğunluk Endeksi kıyaslamaları:
| Uygulama | Hedef DI (%) | Kabul Edilebilir DI (%) | Reddetme Eşiği |
|---|---|---|---|
| Havacılık ve uzay döküm | 0,05'in altında | 0,08'in altında | 0,10'un üzerinde |
| Yapısal otomotiv | 0,08'in altında | 0,12'nin altında | 0,15'in üzerinde |
| Genel otomotiv basınçlı döküm | 0,12'nin altında | 0,18'in altında | 0,25'in üzerinde |
| Kritik olmayan dökümler | 0,20'nin altında | 0,30'un altında | 0,40'ın üzerinde |
| Sürekli döküm kütük | 0,08'in altında | 0,12'nin altında | 0,15'in üzerinde |
K-Kalıp İçerme Testi
K-kalıp testi, erimiş alüminyumdaki inklüzyon içeriğinin basit ve hızlı bir şekilde gösterilmesini sağlar. Metal, kesit kalınlığı giderek azalan kademeli bir kalıba dökülür. İnklüzyonlar, daha ince kesitlerde kırılmaya neden olan stres yoğunlaştırıcılar olarak hareket eder. Test sonucu, temiz bir şekilde kırılan bölümlerin sayısı ve kalınlığına göre görsel olarak değerlendirilir.
Laboratuvar filtreleme yöntemleri kadar niceliksel olarak titiz olmasa da, K-kalıp testi hızı ve düşük maliyeti nedeniyle gerçek zamanlı üretim izleme için değerlidir.
Cüruf Kalite Değerlendirmesi
Flaks işlemi ve sıyırma işleminden sonra, cürufun karakteri flaks performansı hakkında doğrudan geri bildirim sağlar:
Kuru, toz halinde, açık renkli cüruf: Etkili flaks kapsamını ve iyi cüruf-metal ayrımını gösterir. Metal içeriği tipik olarak 25-40%.
Nemli, yapışkan, daha koyu cüruf: Eksik flux kaplamasını veya yetersiz işlem süresini gösterir. Metal içeriği tipik olarak 40-60%.
Islak, ağır, siyah cüruf: Önemli kapsama hatası veya çok kirlenmiş şarjı gösterir. Metal içeriği 60-80% ancak geri kazanım zordur.
Spektroskopik Bileşim Doğrulaması
Ark veya kıvılcım uyarımı kullanan Optik Emisyon Spektrometresi (OES), flaks işleminden sonra eriyik bileşimini ölçerek alkali metal giderme hedeflerine ulaşıldığını ve flaksın istenmeyen eser elementler içermediğini doğrular. Sodyum, kalsiyum ve lityum seviyeleri, bu elementlerin kaliteyi etkilediği alaşımlarda birincil işlem sonrası doğrulama hedefleridir.
Alüminyum Flux için Güvenlik, Depolama ve Çevresel Hususlar
Alüminyum akısı, sistematik yönetim gerektiren özel güvenlik zorlukları sunar. Bu tehlikeler gerçektir ve alüminyum endüstrisinde ciddi olaylara neden olmuştur, ancak uygun kontrollerle tamamen yönetilebilirler.
Nem Patlaması Tehlikesi
Alüminyum flaks ile ilgili en ciddi güvenlik riski, erimiş alüminyumla temas eden ıslak flaksın neden olduğu buhar patlaması tehlikesidir. Sıvı alüminyum ile 700°C'nin üzerindeki sıcaklıklarda temas eden nem, yaklaşık 1.600 kat hacim genişlemesi ile anında buharlaşır. Bu patlayıcı buhar oluşumu, erimiş alüminyum ve sıcak flaks malzemesini önemli mesafelere yansıtarak ciddi yanıklara neden olabilir.
Zorunlu nem kontrolleri:
- Tüm flux ürünlerini kapalı, nem bariyerli ambalajlarda kuru, iç mekan koşullarında saklayın.
- Depolama alanı bağıl nemini 50%'nin altında tutun.
- Asla yağmura, doğrudan su temasına veya görünür neme maruz kalmış flaks kullanmayın.
- Eriyikle temas etmeden önce tüm flaks uygulama aletlerini ve transfer ekipmanını önceden kurutun.
- Yeni flaks partilerinin nem içeriğini test edin - kabul edilebilir sınır ağırlıkça 0,3%'nin altındadır.
- Tüm personeli patlama tehlikesi farkındalığı ve acil durum müdahalesi konusunda eğitin.
Gaz Üretimi Tehlikeleri
Yüksek sıcaklıklarda akı işlemi hidrojen klorür (HCl), az miktarda klor (Cl₂) ve florür içeren buharlar dahil olmak üzere gazlar üretir. Bu gazlar için izin verilen maruz kalma limitleri:
| Gaz | OSHA PEL (8 saatlik TWA) | ACGIH TLV-C (tavan) | Sağlık Etkisi |
|---|---|---|---|
| Klor (Cl₂) | 1 ppm | 0,5 ppm | Solunumu tahriş edici |
| Hidrojen klorür (HCl) | 5 ppm tavan | 2 ppm | Aşındırıcı solunum tehlikesi |
| Hidrojen florür (HF) | 3 ppm tavan | 0,5 ppm | Şiddetli sistemik toksin |
| Florür tozları | 2,5 mg/m³ | 2,5 mg/m³ | Akciğer tahriş edici |
Gerekli mühendislik kontrolleri: fırın açıklıklarının üzerinde yerel egzoz havalandırması, operatörün solunum bölgelerinde sürekli gaz izleme, kapalı alanlar için sağlanan hava solunum koruması.
Flux Depolama En İyi Uygulamaları
| Depolama Gereksinimi | Şartname | Uyumsuzluğun Sonuçları |
|---|---|---|
| Kapalı alanda depolama | Gerekli | Hava koşullarından nem emilimi |
| Bağıl nem | 50%'nin altında | Paket bütünlüğünün tehlikeye girmesi |
| Sıcaklık aralığı | 5-35°C | Aşırı uçlarda yoğuşma riski |
| Ambalaj bütünlüğü | Yırtık veya açık dikiş yok | Nem girişi ve kekleşme |
| Raf ömrü | 12-24 ay mühürlü | Performans düşüşü |
| Açılmış çanta kullanımı | 30 gün içinde, yeniden mühürlenmiş | Nem emilimi ve kekleşme |
| Ayrıştırma | Sudan, asitlerden uzakta | Kontaminasyon ve reaksiyon riski |
Akışkan Kalıntılarının Çevresel Bertarafı
Flaks cürufu ve kullanılmış flaks kalıntıları dikkatli bir bertaraf yönetimi gerektirir. Florür içeren cüruf, florür sızıntı potansiyeli nedeniyle birçok yargı alanında tehlikeli atık olarak sınıflandırılmaktadır. Bertarafı etkileyen temel düzenleyici çerçeveler:
ABD RCRA: Florür bileşikleri içeren kullanılmış tuz akısı kalıntıları K088 listesinde yer alan tehlikeli atık (alüminyum üretiminden kaynaklanan) olarak nitelendirilebilir. Toksisite Karakteristik Sızdırma Prosedürü (TCLP) testi ile uygun karakterizasyon, malzemenin tehlikeli atık bertarafı gerektirip gerektirmediğini belirler.
AB Atık Çerçeve Direktifi: Florür içeren cüruf tipik olarak lisanslı tesislerde kontrollü bertaraf gerektiren HP14 (ekotoksik) tehlikeli atık olarak sınıflandırılır.
En iyi uygulama: Hem metalik alüminyum fraksiyonunu hem de ikincil tuz üretimi için tuz fraksiyonunu geri kazanan sertifikalı cüruf geri dönüşüm tesisleriyle ortaklık kurarak flaks kalıntılarından sıfıra yakın düzenli depolama elde edin.
Yaygın Alüminyum Flux Uygulama Sorunları ve Pratik Çözümler
Deneyimli operasyonlar bile akı uygulama zorluklarıyla karşılaşır. Aşağıda en sık karşılaşılan sorunlar ve bunların altında yatan nedenler yer almaktadır.
Flux İşleminden Sonra Tutarsız Yoğunluk Endeksi Sonuçları
Semptom: Yoğunluk indeksi değerleri, görünüşte tutarlı akı uygulamasına rağmen ısıtmalar arasında büyük farklılıklar göstermektedir.
Nedenler ve çözümler:
| Muhtemel Sebep | Teşhis Göstergesi | Düzeltici Faaliyet |
|---|---|---|
| Tutarsız akı nemi | Nemli günlerde daha yüksek DI | Akı nemini test edin, depolamayı iyileştirin |
| Değişken uygulama kapsamı | Görünür çıplak eriyik lekeleri | Alan bazlı dozaj protokolü uygulayın |
| Tutarsız şarj nemi | Belirli hurda kaynakları ile daha yüksek DI | Hurdayı önceden kurutun, nem kaynaklarını belirleyin |
| Refrakter gaz çıkışı | Fırın yeniden kaplamasından sonra yüksek DI | Yeniden kaplamadan sonra uzatılmış ön ısıtma döngüsü |
| Yetersiz akı temas süresi | Daha uzun bekletmeli ısıtmalarda düşük DI | Minimum tedavi süresi standardının oluşturulması |
Aşırı Cüruf Üretimi
Semptom: Ton alüminyum başına cüruf hacmi, sektördeki kıyaslamalardan önemli ölçüde yüksektir.
Tipik ölçüt: iyi akı yönetimine sahip iyi işletilen fırınlar, işlenen ton alüminyum başına 10-25 kg cüruf üretir. 30 kg/tonun üzerindeki değerler bir proses sorununa işaret eder.
Birincil nedenler:
- Aşırı yüzey oksidasyonuna izin veren yetersiz flaks kapsamı.
- Hızlandırılmış oksidasyon kinetiğine neden olan aşırı fırın sıcaklığı.
- Şarj malzemelerindeki yüksek oksit içeriği, flaks kimyası tarafından yeterince ele alınmamaktadır.
- Yüklemeden veya transferden kaynaklanan mekanik türbülans, oksidasyon için geniş yüzey alanı yaratır.
Flux Düzgün Yayılmıyor
Semptom: Uygulanan akı, sürekli bir katman oluşturmak üzere yayılmak yerine kümeler halinde kalır.
Nedenler:
- Flux nemi emmiş ve topaklanmıştır - nem, yayılmayı engelleyen parçacık topaklanmasına neden olur.
- Erime sıcaklığı çok düşük - flaksın erimesi ve yayılması için yeterli sıcaklık gerekir.
- Alttaki erimiş metalle teması engelleyen mevcut kalın bir cüruf tabakasına uygulanan flaks.
- Uygulama için yanlış partikül boyutu - çok kaba flaks yavaş yayılır.
Çözüm sırası: İlk olarak, flaks nem durumunu kontrol edin. İkinci olarak, fırın sıcaklığının flaks erime noktasının üzerinde olduğunu doğrulayın. Üçüncü olarak, yeni flaks uygulamadan önce mevcut cürufu sıyırın. Dördüncüsü, uygulama için daha ince parçacık boyutlu flaksı düşünün.
Akı Tedavisi Sonrası Stronsiyum Kaybı
Semptom: Spektrokimyasal analiz, flaks işlemi veya gaz giderme tableti kullanımından sonra stronsiyumun hedefin altına düştüğünü (A356 için tipik olarak 0,008-0,012%) gösterir.
Çözümler:
- Stronsiyum uyumluluğu için doğrulanmış düşük klorürlü akı formülasyonuna geçin.
- Stronsiyumu akı işleminden önce değil sonra ekleyin.
- Sistematik akı kaynaklı tükenmeyi telafi etmek için stronsiyum ekleme oranını artırın.
- Modifiye alaşımlarda akı işlem süresini en aza indirin.
- Stronsiyum ilavesinden sonra sadece fiziksel kaplama flaksı kullanın (minimum klorür aktivitesi).
Alüminyum Flux Hakkında SSS
S1: Alüminyum flux neyden yapılmıştır?
Alüminyum flaksı temel olarak klorür tuzlarından - potasyum klorür (KCl) ve sodyum klorür (NaCl) - oluşur ve temel bileşenler olarak kriyolit (Na₃AlF₆), alüminyum florür (AlF₃) ve kalsiyum florür (CaF₂) gibi değişen miktarlarda florür bileşikleri ile birleştirilir. Bu bileşenlerin spesifik oranı, flaksın kaplama flaksı (yüzey koruma), arıtma flaksı (eriyik saflaştırma) veya kombinasyon ürünü olarak işlev görüp görmediğini belirler. Bazı özel flakslar ayrıca hidrojen giderimi için gaz üreten veya cüruf işleme için ekzotermik reaksiyonları başlatan reaktif katkı maddeleri içerir.
S2: Alüminyum dökümde flaksın amacı nedir?
Flaks, alüminyum dökümünde dört ana amaca hizmet eder: erimiş metal yüzeyi üzerinde koruyucu bir bariyer oluşturarak yüzey oksidasyonunu önler; aksi takdirde katılaşmış dökümlerde gözenekliliğe neden olacak çözünmüş hidrojeni giderir; metalik olmayan kalıntıları (esas olarak alüminyum oksit filmleri) sıyırmak için eriyik yüzeyine toplar ve yüzdürür; ve döküm kalitesini düşüren alkali metal safsızlıklarını (sodyum, kalsiyum, lityum) giderir. Flux olmadan, erimiş alüminyumun kalitesi hızla düşer, gözenekli, inklüzyon kusurlu ve düşük mekanik özelliklere sahip dökümler üretir.
S3: Erimiş alüminyuma ne kadar flaks eklenmelidir?
Standart ekleme oranları, tipik dökümhane bekletme fırını uygulamaları için metrik ton erimiş alüminyum başına 1 ila 3 kg flaks arasında değişir. Doğru oran birkaç faktöre bağlıdır: şarj kirlilik seviyesi (daha yüksek hurda içeriği daha fazla flaks gerektirir), fırın yüzey alanı (daha büyük yüzeyler, metal birimi başına daha fazla kaplama flaksına ihtiyaç duyar), alaşım tipi ve belirli metalurjik hedefler. 1,5 kg/ton ile başlayın ve yoğunluk indeksi sonuçlarına ve cüruf kalitesi gözlemlerine göre ayarlayın.
S4: Alüminyum flux tüm alüminyum alaşımları ile kullanılabilir mi?
Hayır. Alaşım kimyası flaks seçimini önemli ölçüde kısıtlar. Magnezyum içeren alaşımlar (5xxx dövme serisi, A356 döküm alaşımı) düşük florürlü veya florürsüz flaks gerektirir çünkü florür magnezyum ile reaksiyona girer ve alaşımın Mg içeriğini azaltır. Stronsiyum modifiye döküm alaşımları, modifikasyon işlemini nötralize etmekten kaçınmak için düşük sodyum, düşük klorlu flaks formülasyonlarına ihtiyaç duyar. Bir ürüne karar vermeden önce her zaman işlenen belirli alaşımla flaks uyumluluğunu doğrulayın.
S5: Alüminyum işlemede flux ve gaz giderme arasındaki fark nedir?
Akı işlemi ve gaz giderme birbirini tamamlayan ancak farklı süreçlerdir. Akı işlemi yüzey koruma, oksit giderme ve inklüzyon flotasyonuna odaklanır ve ikincil etki olarak bir miktar hidrojen giderimi sağlar. Tipik olarak argon veya nitrojen gazı ile döner pervaneler kullanılarak gerçekleştirilen gaz giderme, gaz kabarcığı flotasyonu yoluyla hidrojen giderimi için özel olarak optimize edilmiştir. Pratikte, en iyi sonuçlar her iki işlemin birleştirilmesiyle elde edilir: akı işlemi inklüzyonları giderir ve oksit bariyerlerini azaltır, ardından döner gaz giderme, çözünmüş hidrojeni tek başına her iki işlemden daha yüksek etkinlikle verimli bir şekilde giderir.
S6: Alüminyum flaks tehlikeli midir?
Alüminyum flaksı, uygun kontroller gerektiren çeşitli kullanım tehlikeleri sunar. Birincil risk, nemle kirlenmiş flaksın erimiş alüminyumla temas etmesinden kaynaklanan buhar patlaması tehlikesidir - yanlış depolanır veya kullanılırsa potansiyel olarak ölümcül bir risktir. Flaks işlemi ayrıca yeterli havalandırma ve solunum koruması gerektiren hidrojen klorür ve az miktarda klor gazı üretir. Florür içeren flaks bileşenleri cildi, gözleri ve solunum yollarını tahriş eder. Uygun depolama koşulları (kuru, sızdırmaz, kapalı), uygun kişisel koruyucu ekipman ve yeterli fırın havalandırması ile bu tehlikeler standart endüstriyel güvenlik çerçeveleri içinde yönetilebilir.
S7: Alüminyum flaksın ne zaman yenilenmesi gerektiğini nasıl anlıyorsunuz?
Çeşitli göstergeler flaks kapsamının tükendiğine ve ikmal gerektiğine işaret eder: eriyik yüzeyi flakslanmış bir yüzeyin parlak karakterini göstermek yerine görsel olarak karanlık ve donuk hale gelir; çıplak metal lekeleri flaks tabakası boyunca görünür hale gelir; cüruf üretim oranı artar ve yoğunluk endeksi ölçümleri yukarı doğru eğilim göstermeye başlar. Sürekli üretimde, görsel izleme ile desteklenen, fırınınıza ve üretim hızınıza göre zamana dayalı bir ikmal programı oluşturun.
S8: Alüminyuma çok fazla flaks eklenirse ne olur?
Aşırı flaks dozajı, eksik dozajdan farklı ancak aynı derecede sorunlu problemler yaratır. Cüruf tabakasına emilemeyen fazla flaks eriyik içine çökerek katılaşmış dökümde flaks kalıntıları oluşturabilir. Aşırı klorür flaks aktivitesi, çok yüksek konsantrasyonlarda uzaklaştırma yerine hidrojen üretimini artırabilir. Florür flaksı ile aşırı işlem hassas alaşımlarda magnezyumu tüketebilir ve potansiyel olarak florür bazlı inklüzyonlara neden olabilir. Daha fazla flaksın her zaman daha iyi sonuçlar verdiğini varsaymak yerine flaks ekleme oranlarını dikkatlice kalibre edin.
S9: Alüminyum flaksın raf ömrü nedir ve nasıl saklanmalıdır?
Orijinal, kapalı, nem bariyerli ambalajında, bağıl nemin 50%'nin altında ve sıcaklıkların 5°C ile 35°C arasında olduğu kuru iç mekan koşullarında saklandığında, çoğu alüminyum flux ürünü 12-24 ay boyunca performansını korur. Ambalaj açıldıktan sonra kullanılmayan kısım derhal tekrar kapatılmalı ve 30 gün içinde kullanılmalıdır. Nem, birincil bozulma mekanizmasıdır - emilen nem, yayılmayı engelleyen kekleşmeye neden olur ve daha da önemlisi, flaks erimiş alüminyumla temas ettiğinde buhar patlaması riski yaratır. Kullanmadan önce 12 aydan uzun süredir depolanan flaks partilerinin nem içeriğini her zaman doğrulayın.
Q10: Kaynak için kullanılan flaks ile alüminyum döküm için kullanılan flaks arasındaki fark nedir?
Bunlar farklı amaçlara hizmet eden tamamen farklı ürünlerdir. Kaynak flaksı (SMAW/stick kaynağı veya özlü ark kaynağı gibi işlemlerde kullanılır) yerel kaynak bölgesinde katılaşma sırasında kaynak havuzunu atmosferik kirlenmeden korumak için tasarlanmıştır ve kaynak işleminin metalürjik gereklilikleri etrafında tasarlanmıştır. Alüminyum döküm flaksı, üretim ısıları boyunca eriyik hacmi saflaştırma, hidrojen giderme ve cüruf yönetimi hedefleri ile sabit durum tutma sıcaklıklarında büyük hacimlerde erimiş alüminyuma uygulanmak üzere tasarlanmıştır. Kimya, uygulama yöntemi ve metalürjik mekanizmalar tamamen farklıdır ve iki ürün kategorisi birbirinin yerine kullanılamaz.
Sonuç: Etkili Bir Alüminyum Akı Programı Oluşturmak
“Alüminyum flaks nedir” sorusunun basit bir yüzey cevabı vardır - erimiş alüminyumu koruyan ve saflaştıran kimyasal bir bileşik - ancak flaks bilgisinin pratik uygulaması kimya, proses mühendisliği, metalurji, çevre yönetimi ve ekonomiyi kapsar. Etkili flaks programları, doğru flaks türünü ve kimyasını belirli alaşım ve şarj koşullarıyla eşleştirmeyi, fırın ve üretim hacmi için en uygun yöntemle uygulamayı ve sürekli iyileştirmeyi sağlamak için sonuçları sistematik olarak ölçmeyi gerektirir.
AdTech olarak, yüzlerce alüminyum döküm operasyonundaki deneyimimiz, en yüksek performanslı tesislerin flaks programlarını bir arka plan sarf malzemesi yerine hassas bir süreç olarak ele alanlar olduğunu sürekli olarak doğrulamaktadır. Optimize edilmiş bir flaks programı ile kötü yönetilen bir program arasındaki fark, doğrudan operasyonel karlılığa dönüşen verim yüzdeleri, döküm ret oranları ve cüruf metal geri kazanım rakamlarında ölçülebilir.
Bu genel bakıştan ileriye taşınacak temel ilkeler:
- Flaks kimyasını alaşım kimyasıyla eşleştirin - tüm alüminyum alaşım ailelerinde en iyi performansı gösteren evrensel bir ürün yoktur
- Uygulama yöntemi ürün kimyası kadar önemlidir - kötü uygulanan en iyi flux, doğru uygulanan standart bir üründen daha düşük performans gösterir
- Performansı rutin olarak ölçün - yoğunluk indeksi, cüruf karakteri ve spektrokimyasal doğrulama sistematik akı yönetiminin temelini oluşturur
- Nem depolama gerekliliklerinden asla ödün vermeyin - bu bir maliyet tasarrufu fırsatı değil, güvenlik açısından kritik bir gerekliliktir
- Akışkanı birim fiyata göre değil, toplam proses ekonomisine göre değerlendirin - akışkan seçiminin aşağı yönlü verim ve kalite etkileri, ürünler arasındaki doğrudan malzeme maliyeti farkını gölgede bırakır
