El fundente de aluminio es un compuesto químico, normalmente una mezcla de sales de cloruro y fluoruro, que se aplica al aluminio fundido durante las operaciones de fusión, mantenimiento y fundición para evitar la oxidación, eliminar el hidrógeno disuelto, eliminar las inclusiones no metálicas y recuperar el aluminio metálico atrapado en la escoria. La respuesta directa a “qué es el fundente de aluminio” es la siguiente: es la principal herramienta metalúrgica que determina si el aluminio fundido llega a la etapa de fundición limpio, controlado por hidrógeno y libre de inclusiones, o llega contaminado y propenso a defectos. En AdTech, hemos suministrado y apoyado técnicamente programas de fundente de aluminio en docenas de instalaciones de fundición, y el patrón es consistente - las operaciones que tratan la selección y aplicación del fundente como una actividad de ingeniería de precisión superan a aquellas que lo tratan como una compra rutinaria de consumibles por márgenes medibles tanto en rendimiento como en calidad de fundición.
Si su proyecto requiere el uso de fundente de aluminio, puede Contacto para obtener un presupuesto gratuito.
¿Qué es el fundente de aluminio y por qué lo necesita el aluminio fundido?
El fundente de aluminio es una mezcla química especialmente formulada que se añade al aluminio fundido en varias fases del proceso de producción para proteger la calidad del metal y maximizar el rendimiento utilizable. La necesidad de fundente se deriva directamente de la química del aluminio: el aluminio fundido es uno de los metales más reactivos de uso industrial común, formando óxido de aluminio (Al₂O₃) casi instantáneamente cuando se expone al oxígeno atmosférico. Esta capa de óxido, aunque es protectora en el aluminio sólido, crea graves problemas de calidad en el procesamiento del metal líquido.
La afinidad química del aluminio por el oxígeno es extraordinariamente alta. A 750°C, la energía libre de Gibbs de formación del Al₂O₃ es de aproximadamente -1.582 kJ/mol, lo que hace que la formación de óxido sea esencialmente irreversible en condiciones normales de horno. Cada superficie expuesta de aluminio fundido está formando simultáneamente nuevo óxido, y cada operación de transferencia turbulenta -carga, cucharón, vertido- está plegando las películas de óxido existentes en la masa fundida, donde se convierten en inclusiones.
Más allá de la oxidación, el aluminio fundido absorbe hidrógeno de varias fuentes: humedad atmosférica, materiales refractarios húmedos, materiales de carga húmedos y gases de combustión. La solubilidad del hidrógeno en el aluminio disminuye drásticamente en la transición de líquido a sólido (de aproximadamente 0,65 cc/100g a 660°C líquido a 0,034 cc/100g a 660°C sólido), lo que significa que el hidrógeno disuelto precipita en forma de porosidad durante la solidificación. Esta porosidad originada por el hidrógeno debilita las propiedades mecánicas de la fundición y crea vías de fuga en componentes críticos para la presión.
El fundente de aluminio aborda ambos problemas simultáneamente. Aplicado correctamente, forma una barrera protectora que limita la oxidación posterior, reacciona químicamente con las películas de óxido existentes para reducir su viscosidad y separarlas del metal, genera o promueve burbujas de gas que transportan hidrógeno disuelto a la superficie de la masa fundida y concentra las inclusiones no metálicas en una capa de escoria eliminable.

¿Qué problemas resuelve el fundente de aluminio?
| Problema | Causa | Cómo lo aborda Flux |
|---|---|---|
| Oxidación superficial | Contacto del oxígeno con la masa fundida | Capa de barrera física |
| Porosidad del hidrógeno | H₂ absorbido de la humedad/atmósfera | Favorece la flotación del hidrógeno en la superficie |
| Inclusiones de películas de óxido | Óxidos superficiales plegados en fusión | Disuelve/aglomera químicamente los óxidos |
| Contaminación por metales alcalinos | Na, Ca, Li a partir de chatarra o materias primas | Reacciones de intercambio de fluoruros |
| Escasa recuperación de escoria metálica | Gotas de aluminio atrapadas por óxido | Reduce la viscosidad del óxido, permite la coalescencia |
| Pérdida de temperatura | Pérdida de calor radiativo de la superficie de fusión | Capa de aislamiento térmico |
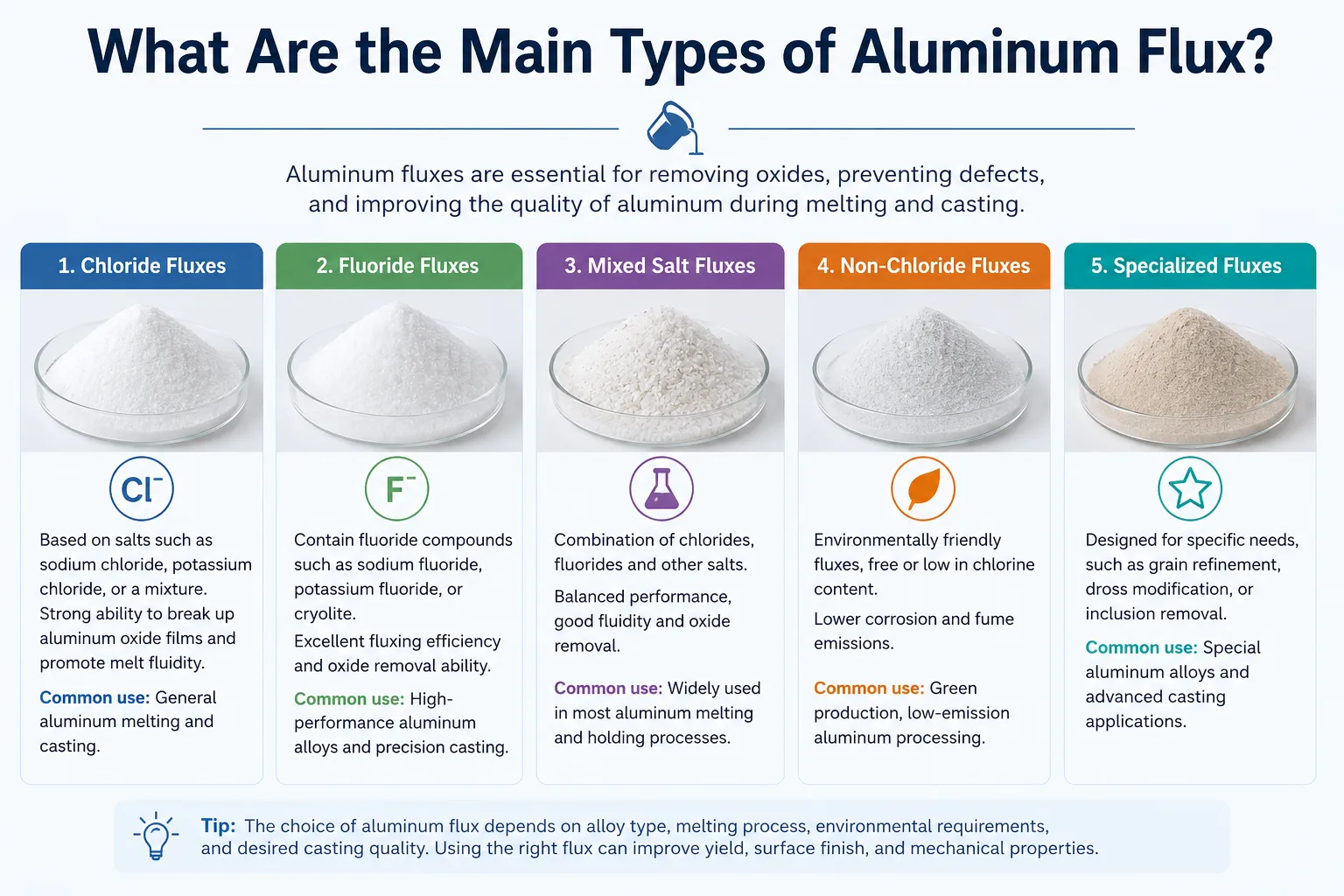
¿Cuáles son los principales tipos de fundente de aluminio?
La industria del aluminio utiliza varias categorías distintas de fundentes, cada una diseñada para objetivos metalúrgicos específicos. Comprender las diferencias entre ellas es fundamental para seleccionar el producto adecuado para su aplicación.
Flujo de cobertura
El fundente de recubrimiento es la categoría más básica. Su función principal es formar una capa protectora continua sobre la superficie de aluminio fundido que aísla físicamente el metal del oxígeno atmosférico y la humedad. Un buen fundente de recubrimiento se funde y extiende fácilmente a temperaturas de mantenimiento del aluminio (680-780°C), tiene baja densidad para permanecer en la superficie y humedece químicamente el óxido de aluminio para evitar lagunas en la cobertura.
Composición típica del fundente de recubrimiento: 45-55% KCl (cloruro potásico), 40-50% NaCl (cloruro sódico), con pequeñas adiciones opcionales de compuestos fluorados para mejorar la disolución del óxido.
Los fundentes de recubrimiento son los más adecuados para:
- Mantenimiento de larga duración entre la fusión y la colada.
- Operaciones en las que la limpieza del metal es relativamente alta y la purificación no es la necesidad principal.
- Sistemas de aleación sensibles a la química del flúor (como las aleaciones que contienen magnesio).
Flujo de refinado
El fundente de refinado va más allá de la protección de la superficie para purificar activamente el metal fundido. Contiene compuestos de flúor que reaccionan químicamente con el hidrógeno disuelto, las impurezas de metales alcalinos (sodio, calcio, litio) y las inclusiones no metálicas, eliminándolas del volumen fundido. El fundente de refinado se mezcla o se aplica bajo la superficie de la masa fundida para maximizar el contacto con el metal a granel.
Composición típica del fundente de refinado: 30-50% KCl, 20-35% NaCl, 10-25% compuestos fluorados (criolita, AlF₃, CaF₂), con aditivos reactivos.
Cubrir y refinar el flujo (Flujo combinado)
Los fundentes combinados, la categoría más utilizada en la producción industrial, protegen la superficie y purifican la masa fundida simultáneamente. Estos productos están formulados para extenderse por la superficie mientras sus componentes reactivos de flúor actúan hacia abajo en la masa fundida mediante difusión y penetración limitada.
Esta es la categoría que AdTech produce y suministra más ampliamente, ya que las exigencias prácticas de las operaciones de fundición y colado rara vez permiten el lujo de aplicar tratamientos de recubrimiento y refinado por separado en secuencia.
Flujos de escoria (Compuestos exotérmicos para el tratamiento de la escoria)
El fundente para escoria se aplica a la escoria desnatada en lugar de al baño fundido. Cuando se mezcla con la escoria caliente (600-750°C), el fundente inicia reacciones exotérmicas que refunden localmente las gotas de aluminio atrapadas, permitiendo que se fusionen y se recuperen. Esta categoría de fundente aborda directamente el problema de la pérdida de rendimiento del aluminio metálico atrapado en la matriz de óxido de la escoria.
Pastillas desgasificadoras
Las pastillas desgasificadoras son formulaciones de fundente comprimido que reaccionan con el aluminio fundido para generar burbujas de gas cloro. Estas burbujas se elevan a través de la masa fundida, recogiendo el hidrógeno disuelto y las inclusiones finas mediante flotación. Las pastillas suelen sumergirse por debajo de la superficie de la masa fundida con una varilla de grafito o una herramienta similar para conseguir la máxima eficacia.
Categorías de fundentes especiales
| Tipo de flujo | Aplicación principal | Componente activo clave | Beneficio principal |
|---|---|---|---|
| Fundente de recubrimiento | Protección de la superficie durante el mantenimiento | KCl/NaCl | Prevención de la oxidación |
| Fundente de refinado | Purificación de la masa fundida | Compuestos fluorados | Inclusión/Eliminación de H₂ |
| Flujo combinado | Protección + purificación | KCl/NaCl/fluoruros | Doble función |
| Flujo de tratamiento de la escoria | Recuperación de escoria metálica | Mezcla exotérmica + fluoruro | Mayor rendimiento del metal |
| Pastillas desgasificadoras | Eliminación de hidrógeno | Compuestos generadores de cloro | Reducción de la porosidad |
| Flujo refinador de grano | Control de la estructura del grano | Al-Ti-B o Al-Ti-C | Propiedades mecánicas mejoradas |
| Flujo modificador | Morfología del silicio | Compuestos de Sr o Na | Mejor ductilidad en aleaciones Al-Si |
| Flujo de eliminación de álcalis | Purificación Na/Ca/Li | Formulaciones ricas en AlF₃. | Corrección química de la aleación |
¿Cómo funciona químicamente el fundente de aluminio?
La química del fundente de aluminio implica múltiples vías de reacción simultáneas. Comprender estos mecanismos ayuda a los ingenieros a optimizar la selección del fundente y los procedimientos de aplicación en lugar de limitarse a seguir instrucciones genéricas.
Mecanismo de barrera física
La barrera física formada por el fundente de recubrimiento funciona según los principios de la química de superficies. Cuando las sales de cloruro se funden y se extienden por una superficie de aluminio, deben superar la capa de óxido de aluminio existente para lograr una verdadera cobertura. La propiedad clave que permite esto es el coeficiente de dispersión: el equilibrio energético entre la energía de la interfaz fundente-óxido, la energía de la interfaz óxido-metal y la energía de la interfaz fundente-metal.
Los sistemas de fundentes de cloruro tienen coeficientes de dispersión favorables contra las superficies de óxido de aluminio a temperaturas de funcionamiento. La fase líquida del fundente humedece y penetra en las grietas y huecos de la capa de óxido, creando una cobertura continua incluso sobre superficies ya oxidadas. Esto es fundamentalmente diferente de cómo funcionaría una tapa o manta física: el fundente busca y rellena activamente los huecos de cobertura.
Mecanismo de disolución del óxido
Los compuestos de fluoruro en el flujo de refinado disuelven el óxido de aluminio a través de una vía de reacción química distinta de la simple humectación física. La reacción entre los iones fluoruro y el Al₂O₃ a temperatura elevada convierte el óxido de aluminio cristalino en complejos solubles de fluoruro de aluminio o compuestos de aluminato de calcio, dependiendo de la química específica del fluoruro:
Al₂O₃ + 6NaF → 2AlF₃ + 3Na₂O (representación simplificada).
Esta disolución reduce la integridad estructural de las películas de óxido, rompiendo las membranas continuas de óxido en fragmentos más pequeños que pueden aglomerarse en la capa de escoria. El resultado es una masa fundida con un número significativamente menor de inclusiones de películas finas de óxido.
Mecanismo de flotación del hidrógeno
La eliminación del hidrógeno disuelto implica tanto reacciones químicas directas como flotación física. Cuando los componentes del fundente a base de cloruro reaccionan con el aluminio a alta temperatura, generan pequeñas cantidades de gas cloro. Cada burbuja de cloro que se eleva a través de la masa fundida no contiene prácticamente hidrógeno al inicio, lo que crea un fuerte gradiente de presión parcial que impulsa el hidrógeno disuelto de la masa fundida a la burbuja ascendente.
La fuerza impulsora de la transferencia de hidrógeno a la burbuja de gas sigue la Ley de Henry: el gas disuelto se transfiere de una fase de alta concentración (la masa fundida) a una fase de baja concentración (el interior de la burbuja de cloro) a una velocidad proporcional a la diferencia de concentración. A medida que la burbuja asciende y acumula hidrógeno, arrastra simultáneamente inclusiones finas hacia arriba a través de un mecanismo de flotación análogo a la flotación por espuma en el procesamiento de minerales.
Mecanismo de eliminación de metales alcalinos
La contaminación del aluminio por sodio, calcio y litio causa múltiples problemas de calidad: el sodio por encima de 5-10 ppm en aleaciones Al-Si envenena los tratamientos de modificación del silicio; el calcio por encima de 5 ppm reduce la fluidez y causa porosidad; el litio causa problemas específicos de fragilidad. El fluoruro de aluminio de los fundentes de refinado reacciona preferentemente con estos metales alcalinos:
3Na + AlF₃ → Al + 3NaF
El producto de fluoruro de sodio (NaF) es insoluble en la masa fundida de aluminio y se divide en la capa de escoria del fundente, transportando la contaminación de sodio fuera del metal. Esta reacción se ve fuertemente favorecida termodinámicamente a las temperaturas de procesamiento del aluminio, por lo que el tratamiento con flux de fluoruro es el método más fiable para la eliminación de metales alcalinos, a excepción de la dilución con metal limpio.
¿Cuáles son los ingredientes clave de las formulaciones de fundente de aluminio?
Los fundentes de aluminio comerciales contienen combinaciones cuidadosamente seleccionadas de componentes químicos, cada uno de los cuales aporta características de rendimiento específicas. El arte de la formulación reside en equilibrar estos componentes para lograr el rendimiento deseado con un coste y un impacto medioambiental aceptables.
Cloruro de potasio (KCl)
El cloruro potásico es el principal componente estructural de la mayoría de los sistemas de fundentes de aluminio. Sus propiedades clave incluyen:
- Punto de fusión: 770°C (puro), más bajo en mezclas con NaCl.
- Alta estabilidad térmica a temperaturas de procesamiento del aluminio.
- Buen coeficiente de dispersión contra superficies de óxido de aluminio.
- Densidad moderada (2,0 g/cm³ de líquido): adecuada para la colocación en capas superficiales.
- Amplia disponibilidad comercial con pureza constante.
El contenido de KCl en la mayoría de las formulaciones de fundentes de recubrimiento oscila entre 45% y 65% en peso.
Cloruro de sodio (NaCl)
El cloruro sódico se combina con el KCl para formar mezclas de sales eutécticas con puntos de fusión más bajos que cualquiera de los componentes puros. El eutéctico KCl-NaCl en una proporción de peso aproximada de 50:50 funde a 657 °C, lo que garantiza que el fundente sea totalmente líquido y móvil en todo el intervalo de temperaturas de mantenimiento del aluminio.
Advertencia importante: el cloruro sódico aporta sodio al sistema fundente. En aplicaciones de fundentes de recubrimiento de baja actividad, este sodio permanece encerrado en la matriz salina y no se transfiere a la masa fundida. Sin embargo, a altas temperaturas con contacto prolongado, pueden producirse trazas de transferencia de sodio. Se trata de un problema secundario en la mayoría de las aplicaciones, pero adquiere importancia en las aleaciones de fundición modificadas con estroncio, en las que los bajos niveles de sodio fundido son críticos.
Compuestos fluorados
Las adiciones de flúor transforman un simple fundente de recubrimiento en un fundente de refinado al introducir reactividad química hacia los óxidos y los metales alcalinos:
| Compuesto de flúor | Fórmula química | Función principal | Contenido típico |
|---|---|---|---|
| Criolita | Na₃AlF₆ | Disolución del óxido, fluidez del flujo | 5-20% |
| Fluoruro de aluminio | AlF₃ | Eliminación de metales alcalinos | 3-15% |
| Fluoruro de calcio | CaF₂ | Humectación por óxido, fluidez | 2-10% |
| Fluoruro de potasio | KF | Mejora de la disolución de óxidos | 2-8% |
| Fluoruro de magnesio | MgF₂ | Aplicaciones especializadas de aleaciones de Mg | 1-5% |
Aditivos reactivos especiales
Además del sistema básico de cloruro-fluoruro, las modernas formulaciones comerciales de fundentes incorporan componentes adicionales que abordan objetivos de rendimiento específicos:
Compuestos oxidantes (pequeños porcentajes de MnO₂ o similares): Promueven reacciones de oxidación controlada que mejoran la separación de la escoria del aluminio metálico.
Antiaglomerantes: Evita la formación de grumos en el almacenamiento sin afectar al rendimiento metalúrgico. Se trata principalmente de un parámetro de calidad logística, pero afecta significativamente a la consistencia de la aplicación.
Modificadores de densidad: Ajuste la densidad de flujo global para optimizar el posicionamiento de la capa en la superficie de fusión.
Ingeniería de distribución granulométrica: La forma física de las partículas de fundente afecta a la velocidad de esparcimiento, la velocidad de disolución y la cinética de reacción. Las partículas más gruesas se esparcen más lentamente pero proporcionan una cobertura más duradera. Las partículas más finas reaccionan más rápidamente pero pueden crear problemas de manipulación del polvo.
¿Dónde y cuándo se utiliza el fundente de aluminio en el proceso de producción?
El fundente de aluminio no se añade en un único punto, sino que se utiliza en múltiples etapas a lo largo del proceso de producción y fundición del aluminio, y cada punto de aplicación sirve a un objetivo metalúrgico distinto.
Durante la fusión de la carga
Cuando se funde aluminio sólido a partir de lingotes, cerdas o chatarra, se puede añadir fundente al horno durante el proceso de fusión para:
- Proteger el metal recién fundido de la oxidación inmediata.
- Comience a retirar las películas de óxido de los materiales de carga a medida que se funden.
- Reducir la tensión superficial del metal fundido para mejorar el hundimiento de la carga.
Las adiciones de fundente en la fase de fusión suelen tener un mayor contenido de fluoruro reactivo que las adiciones en la fase de mantenimiento, ya que la pesada carga de óxido de los materiales de desecho requiere una disolución química más agresiva.
Durante la retención y el traslado
El horno de mantenimiento -donde el aluminio líquido espera entre la fusión y la colada- es el punto de aplicación de fundente más crítico en la mayoría de las operaciones de fundición. Durante el mantenimiento:
- El fundente de recubrimiento mantiene una capa protectora continua sobre la superficie fundida.
- El tratamiento del flujo de refinado se realiza periódicamente para eliminar las inclusiones acumuladas y el hidrógeno disuelto.
- Periódicamente se retira la escoria y se aplica fundente nuevo.
En la estación de casting
Algunas operaciones aplican fundente o utilizan herramientas de transferencia recubiertas de fundente en el punto de colada para minimizar la oxidación durante la operación de vertido turbulento. Las cucharas revestidas de fundente o las adiciones de fundente inmediatamente antes de la colada pueden reducir los defectos de óxido en la superficie de colada en aplicaciones críticas.
En el tratamiento de la escoria
La escoria recuperada del espumado del horno se procesa por separado utilizando fundente de tratamiento de escoria. Este punto de aplicación suele pasarse por alto en los debates sobre el fundente de aluminio, pero representa una de las oportunidades de mayor impacto para mejorar el rendimiento.
Resumen de los puntos de aplicación de Flux
| Punto de aplicación | Tipo de flujo | Objetivo metalúrgico | Cronometraje |
|---|---|---|---|
| Horno de fusión | Fundente de refinado de alta actividad | Eliminación de óxido de la carga de chatarra | Durante la fusión de la carga |
| Sujeción de la superficie del horno | Combinación revestimiento-refinado | Protección + purificación | Continuo/periódico |
| Tratamiento de desgasificación | Pastillas desgasificadoras o gas + fundente | Eliminación de hidrógeno | Antes del reparto |
| Cuchara de transferencia | Fundente cubriente ligero o pastilla de fundente | Minimizar la oxidación de la transferencia | Por llenado de cazo |
| Estación de tratamiento de escorias | Flujo exotérmico de tratamiento de la escoria | Recuperación de metales de la escoria | Después de cada descremada |
| Sistema abrevadero/sumidero | Flujo luminoso o superficies recubiertas de flujo luminoso | Evitar la reoxidación durante la transferencia | Continuo |
¿Qué métodos de aplicación producen los mejores resultados?
La forma de aplicar el fundente determina gran parte de su eficacia. El mismo fundente puede producir resultados metalúrgicos radicalmente diferentes en función de la técnica de aplicación, el momento y el equipo.
Aplicación manual en superficie
Es el método más sencillo y el más utilizado en operaciones pequeñas y medianas. El fundente granulado o en polvo se esparce por la superficie fundida con un cazo perforado, una cesta de malla o una herramienta manual.
Protocolo de buenas prácticas para la aplicación manual en superficie:
- Precaliente la herramienta dispensadora para evitar el choque térmico o la transferencia de humedad al fundente.
- Aplique el fundente a un ritmo medido: calcule el peso necesario en función de la superficie del baño.
- Distribuya el fundente uniformemente por toda la superficie fundida expuesta, no sólo cerca de la puerta del horno.
- Espere de 5 a 10 minutos para que el fundente se derrita y se extienda antes de agitar o espumar.
- Compruebe que no quedan parches de metal desnudo visibles antes de continuar.
- Después del tratamiento, espumar la capa de escoria fundente sistemáticamente de un lado a otro.
Ventajas: Bajo coste de capital, simplicidad operativa, adecuado para operaciones intermitentes por lotes.
Limitaciones: Consistencia dependiente del operador, penetración limitada en la masa fundida a granel para aplicaciones de refinado, menos adecuado para grandes hornos donde es difícil una cobertura uniforme.
Pastilla de fundente de inmersión
Las pastillas de fundente desgasificante se sumergen bajo la superficie de la masa fundida utilizando una varilla de grafito, una lanza de grafito perforada o una herramienta similar. La pastilla reacciona al entrar en contacto con el aluminio líquido, generando gas que burbujea hacia arriba a través de la masa fundida.
Procedimiento:
- Seque previamente la varilla de inmersión para eliminar la humedad superficial.
- Fije o coloque la pastilla en el extremo de la varilla.
- Bajar la pastilla hasta aproximadamente la mitad de la profundidad del baño de fusión.
- Mantenga la posición mientras la pastilla reacciona completamente (normalmente entre 30 y 120 segundos, dependiendo del tamaño de la pastilla).
- Mueva la pastilla lentamente por la masa fundida durante la reacción para distribuir la generación de burbujas de gas.
La eficacia de la inmersión de las pastillas depende en gran medida de su posición. Las pastillas que reaccionan en la superficie de la masa fundida son sustancialmente menos eficaces que las que reaccionan en el interior de la masa fundida, porque el recorrido de las burbujas de gas a través de la masa fundida es mínimo.
Sistemas de inyección de lanza
En los hornos de mantenimiento medianos y grandes, la inyección neumática de polvo a través de una lanza sumergida proporciona una distribución más uniforme del fundente y una mejor penetración en la masa fundida que la aplicación superficial. El fundente en polvo se fluidifica mediante gas portador (nitrógeno o argón) y se inyecta a través de una lanza de cerámica o grafito situada bajo la superficie de la masa fundida.
| Parámetro de inyección de lanza | Alcance típico | Efecto del aumento |
|---|---|---|
| Caudal de gas portador | 5-30 L/minuto | Distribución más uniforme, riesgo de turbulencias |
| Profundidad de inmersión de la lanza | 200-400 mm | Mejor penetración de la fusión |
| Tasa de inyección de flujo | 0,5-2 kg/minuto | Tratamiento más rápido, riesgo de exceso local |
| Velocidad de movimiento de la lanza | 0-100 mm/minuto | Cobertura lateral más uniforme |
Desgasificación rotativa con inyección simultánea de flujo
El método de tratamiento de mayor rendimiento combina la desgasificación por impulsor rotativo con la inyección de polvo fundente o gas reactivo (normalmente una mezcla de argón y un pequeño porcentaje de cloro). El impulsor giratorio a 200-600 RPM rompe las burbujas de gas en gotas extremadamente finas -mucho más pequeñas que las producidas por la inyección estática con lanza- aumentando drásticamente el área interfacial gas-fusión y acelerando tanto la eliminación del hidrógeno como la flotación de las inclusiones.
Cuando el fundente se inyecta simultáneamente a través del eje del rotor, el cizallamiento mecánico distribuye las partículas de fundente por todo el volumen fundido, consiguiendo unos índices de purificación que la aplicación superficial no puede igualar.
Parámetros de rendimiento de la desgasificación rotativa:
| Métrica | Sin inyección de fundente | Con inyección de fundente | Mejora |
|---|---|---|---|
| Eficacia de eliminación del hidrógeno | 40-60% | 60-80% | +20 puntos porcentuales |
| Reducción del recuento de inclusiones | 30-50% | 60-80% | +30 puntos porcentuales |
| Tiempo de tratamiento hasta el objetivo | 15-25 min | 10-18 min | 20-30% más rápido |
| Índice de densidad final | 0,10-0,20% | 0,05-0,12% | Significativamente inferior |
Sistemas automatizados de dosificación de fundentes
Las operaciones de colada continua de gran volumen utilizan cada vez más sistemas automatizados de dosificación de fundente que suministran cantidades medidas de fundente a intervalos programados en función de los parámetros de producción. Estos sistemas eliminan la variabilidad humana del proceso de aplicación y pueden integrarse con sistemas de control de la calidad de la masa fundida para ajustar la dosificación en función de los niveles de hidrógeno o inclusión medidos.
¿Cómo seleccionar el fundente de aluminio adecuado para su aleación?
La selección del fundente no es una decisión genérica. La aleación específica que se procesa, la calidad de la carga, el tipo de horno y los requisitos de calidad posteriores determinan qué formulaciones de fundente son adecuadas.

Comprender las limitaciones químicas de las aleaciones
Cada familia de aleaciones de aluminio tiene interacciones químicas específicas con los componentes fundentes que deben comprenderse antes de seleccionar un producto:
Contenido en magnesio: Las aleaciones que contienen más de 0,5% de Mg (incluidas las aleaciones forjadas 5xxx y muchas aleaciones de fundición 3xx.x como la A356) reaccionan con los componentes fluorados del fundente. Los iones fluoruro atacan las capas superficiales de MgO y también reaccionan con el magnesio disuelto, agotando el contenido de Mg de la aleación. Para estas aleaciones se requiere un fundente bajo en flúor o sin flúor.
Modificación del estroncio: A356, A357 y aleaciones similares de Al-Si-Mg utilizan a menudo estroncio (0,008-0,025%) para modificar la morfología del silicio eutéctico. Los sistemas de fundentes de cloruro, en particular los que generan cloro gaseoso, reaccionan con el estroncio para formar SrCl₂, que se disocia en la escoria y elimina el estroncio de la masa fundida. La selección del fundente y el calendario deben tener en cuenta este agotamiento.
Sensibilidad al sodio: En cualquier aleación modificada con estroncio, el contenido de sodio del propio fundente es importante. Los fundentes con alto contenido en sodio (procedentes de formulaciones con alto contenido en NaCl) pueden introducir suficiente sodio para contrarrestar los efectos de la modificación con estroncio.
Calidad de la carga y nivel de contaminación
La limpieza de los materiales de carga determina lo agresiva que debe ser la química del fundente de refinado:
| Composición de la carga | Nivel de contaminación | Actividad de flujo recomendada | Nivel de flúor |
|---|---|---|---|
| Sólo lingote virgen | Muy bajo | Flujo de cobertura de baja actividad | 0-5% |
| Limpieza de la chatarra de retorno interna | Bajo | Revestimiento estándar-refinado | 5-12% |
| Lingote mixto + chatarra externa | Moderado | Flujo de refinado activo | 12-20% |
| Chatarra contaminada con álcalis | Alta | Flujo reactivo de alto contenido en flúor | 18-28% |
| Chatarra mixta postconsumo | Muy alta | Refinamiento de la actividad máxima | 20-30% |
Árbol de decisión para la selección de flujos
Siga esta secuencia cuando seleccione fundente de aluminio para una nueva aplicación:
- Identifique el contenido de Mg de la aleación → si es superior a 0,5%, elimine las opciones con alto contenido en flúor.
- Compruebe si es necesario modificar el estroncio → en caso afirmativo, seleccione una formulación baja en sodio y cloro.
- Evaluar la limpieza de la carga → un mayor contenido de chatarra requiere una química más activa.
- Determine el método de aplicación → los sistemas de inyección de polvo pueden utilizar flujo de partículas más finas; la aplicación manual necesita producto granular o más grueso.
- Compruebe los requisitos medioambientales y normativos → algunos compuestos de flúor tienen restricciones regionales.
- Verificar la compatibilidad del refractario del horno → los fundentes ricos en flúor son más agresivos con ciertos materiales refractarios.
¿Cómo se mide y verifica el rendimiento del fundente de aluminio?
Sin medición, la aplicación de fundente es una conjetura. La industria del aluminio ha desarrollado varios métodos normalizados y semianormalizados para cuantificar las mejoras metalúrgicas conseguidas mediante el tratamiento con fundente.
Prueba de presión reducida (RPT) e índice de densidad
La prueba de presión reducida es la medición de campo más utilizada para evaluar el contenido de hidrógeno disuelto en el aluminio. Una pequeña muestra fundida (normalmente 100-200 g) se solidifica en una cámara mantenida a aproximadamente 80 mbar (aproximadamente 1/13 de la presión atmosférica). La presión reducida hace que el hidrógeno disuelto se expanda en la porosidad visible de la muestra de ensayo.
Cálculo del Índice de Densidad (ID):
DI (%) = [(ρ_atm - ρ_vac) / ρ_atm] × 100
Donde ρ_atm es la densidad de una muestra solidificada a presión atmosférica y ρ_vac es la densidad de la muestra a presión reducida.
Puntos de referencia del Índice de Densidad por aplicación:
| Aplicación | Objetivo DI (%) | DI aceptable (%) | Umbral de rechazo |
|---|---|---|---|
| Fundición aeroespacial | Por debajo de 0,05 | Por debajo de 0,08 | Por encima de 0,10 |
| Automoción estructural | Por debajo de 0,08 | Por debajo de 0,12 | Por encima de 0,15 |
| Fundición a presión para automoción en general | Por debajo de 0,12 | Por debajo de 0,18 | Por encima de 0,25 |
| Fundiciones no críticas | Por debajo de 0,20 | Por debajo de 0,30 | Por encima de 0,40 |
| Palanquilla de colada continua | Por debajo de 0,08 | Por debajo de 0,12 | Por encima de 0,15 |
Prueba de inclusión K-Mold
La prueba del molde K proporciona una indicación sencilla y rápida del contenido de inclusión en el aluminio fundido. El metal se vierte en un molde escalonado que reduce progresivamente el grosor de la sección. Las inclusiones actúan como concentradores de tensiones que provocan fracturas en las secciones más delgadas. El resultado de la prueba se valora visualmente por el número y el grosor de las secciones que se fracturan limpiamente.
Aunque no es tan riguroso cuantitativamente como los métodos de filtración de laboratorio, el ensayo K-mold es valioso para el control de la producción en tiempo real por su rapidez y bajo coste.
Evaluación de la calidad de la escoria
Tras el tratamiento del fundente y el espumado, el carácter de la escoria proporciona información directa sobre el rendimiento del fundente:
Escoria seca, pulverulenta y de color claro: Indica una cobertura eficaz del fundente y una buena separación entre la escoria y el metal. Contenido de metal típico 25-40%.
Escoria húmeda, pegajosa y más oscura: Indica una cobertura incompleta del fundente o un tiempo de tratamiento inadecuado. Contenido de metal normalmente 40-60%.
Escoria húmeda, pesada y negra: Indica un fallo de cobertura importante o una carga muy contaminada. Contenido de metal 60-80% pero la recuperación es difícil.
Verificación espectroscópica de la composición
La espectrometría de emisión óptica (OES) mediante excitación por arco o chispa mide la composición de la masa fundida tras el tratamiento con fundente, confirmando que se han alcanzado los objetivos de eliminación de metales alcalinos y que el fundente no ha introducido oligoelementos no deseados. Los niveles de sodio, calcio y litio son los principales objetivos de verificación tras el tratamiento en aleaciones en las que estos elementos afectan a la calidad.
Seguridad, almacenamiento y consideraciones medioambientales para el fundente de aluminio
El fundente de aluminio presenta retos de seguridad específicos que requieren una gestión sistemática. Estos peligros son reales y han causado incidentes graves en la industria del aluminio, pero son totalmente manejables con los controles adecuados.
Peligro de explosión por humedad
El riesgo de seguridad más grave asociado al fundente de aluminio es el peligro de explosión de vapor por contacto del fundente húmedo con el aluminio fundido. La humedad en contacto con el aluminio líquido a temperaturas superiores a 700°C se vaporiza instantáneamente, con una expansión de volumen de aproximadamente 1.600 veces. Esta generación explosiva de vapor puede proyectar aluminio fundido y material fundente caliente a través de distancias significativas, causando quemaduras graves.
Controles de humedad obligatorios:
- Almacene todos los productos fundentes en envases sellados, con barrera contra la humedad, en condiciones secas y bajo techo.
- Mantener la humedad relativa del área de almacenamiento por debajo de 50%.
- No utilice nunca fundente que haya estado expuesto a la lluvia, al contacto directo con el agua o a humedad visible.
- Seque previamente todas las herramientas de aplicación de fundente y el equipo de transferencia antes de que entren en contacto con la masa fundida.
- Comprobar el contenido de humedad de los nuevos lotes de fundente - el límite aceptable es inferior a 0,3% en peso.
- Formar a todo el personal en la concienciación de los riesgos de explosión y la respuesta de emergencia.
Peligros de la generación de gas
El tratamiento de fundentes a temperaturas elevadas genera gases que incluyen cloruro de hidrógeno (HCl), pequeñas cantidades de cloro (Cl₂) y vapores que contienen flúor. Límites de exposición admisibles para estos gases:
| Gas | OSHA PEL (8 horas TWA) | ACGIH TLV-C (techo) | Efecto sobre la salud |
|---|---|---|---|
| Cloro (Cl₂) | 1 ppm | 0,5 ppm | Irritante respiratorio |
| Cloruro de hidrógeno (HCl) | Límite de 5 ppm | 2 ppm | Peligro respiratorio corrosivo |
| Fluoruro de hidrógeno (HF) | Límite máximo de 3 ppm | 0,5 ppm | Toxina sistémica grave |
| Polvos de flúor | 2,5 mg/m³ | 2,5 mg/m³ | Irritante pulmonar |
Controles técnicos necesarios: ventilación local por encima de las aberturas del horno, control continuo de gases en las zonas de respiración del operario, protección respiratoria con suministro de aire para espacios cerrados.
Mejores prácticas de almacenamiento de flujos
| Requisitos de almacenamiento | Especificación | Consecuencias del incumplimiento |
|---|---|---|
| Almacenamiento interior | Requerido | Absorción de humedad de la intemperie |
| Humedad relativa | Por debajo de 50% | Compromiso de la integridad del envase |
| Temperatura | 5-35°C | Riesgo de condensación en los extremos |
| Integridad del envasado | Sin desgarros ni costuras abiertas | Entrada de humedad y apelmazamiento |
| Caducidad | 12-24 meses precintado | Degradación del rendimiento |
| Uso de la bolsa abierta | En 30 días, resellado | Absorción de humedad y apelmazamiento |
| Segregación | Lejos del agua, ácidos | Riesgo de contaminación y reacción |
Eliminación medioambiental de residuos de fundentes
La escoria de fundente y los residuos de fundente gastados requieren una gestión cuidadosa de su eliminación. La escoria que contiene flúor está clasificada como residuo peligroso en muchas jurisdicciones debido al potencial de lixiviación del flúor. Principales marcos normativos que afectan a la eliminación:
US RCRA: Los residuos de fundentes salinos usados que contienen compuestos fluorados pueden considerarse residuos peligrosos incluidos en la lista K088 (procedentes de la producción de aluminio). La caracterización adecuada a través de las pruebas del Procedimiento de lixiviación de toxicidad característica (TCLP) determina si el material requiere la eliminación de residuos peligrosos.
Directiva marco de residuos de la UE: La escoria que contiene fluoruro suele clasificarse como residuo peligroso HP14 (ecotóxico) que requiere una eliminación controlada en instalaciones autorizadas.
Buenas prácticas: Asociarse con instalaciones certificadas de reciclaje de escoria que recuperen tanto la fracción metálica del aluminio como la fracción salina para la producción secundaria de sal, consiguiendo un vertido casi nulo de los residuos de fundente.
Problemas comunes de aplicación del fundente de aluminio y soluciones prácticas
Incluso las operaciones experimentadas se encuentran con problemas de aplicación de flujo. A continuación se describen los problemas más frecuentes y sus causas subyacentes.
Resultados incoherentes del índice de densidad tras el tratamiento con fundentes
Síntoma: Los valores del índice de densidad varían mucho entre los calores a pesar de una aplicación de flujo aparentemente constante.
Causas y soluciones:
| Causa probable | Indicador de diagnóstico | Medidas correctoras |
|---|---|---|
| Humedad de flujo inconsistente | Mayor DI en días húmedos | Comprobar la humedad del flujo, mejorar el almacenamiento |
| Cobertura de aplicación variable | Parches de fusión desnudos visibles | Aplicar un protocolo de dosificación por zonas |
| Humedad de carga inconsistente | Mayor DI con determinadas fuentes de chatarra | Presecar la chatarra, identificar las fuentes de humedad |
| Desgasificación refractaria | Alta DI tras el revestimiento del horno | Ciclo de precalentamiento prolongado tras el revestimiento |
| Tiempo de contacto del fundente inadecuado | DI bajo en calefacciones con mantenimiento más largo | Establecer una norma sobre el tiempo mínimo de tratamiento |
Generación excesiva de escoria
Síntoma: El volumen de escoria por tonelada de aluminio es significativamente superior a los valores de referencia del sector.
Referencia típica: los hornos bien operados con una buena gestión del flujo generan entre 10 y 25 kg de escoria por tonelada de aluminio procesado. Los valores superiores a 30 kg/tonelada indican un problema en el proceso.
Causas primarias:
- Cobertura inadecuada del fundente que permite una oxidación excesiva de la superficie.
- Temperatura excesiva del horno que provoca una cinética de oxidación acelerada.
- Alto contenido de óxido en los materiales de carga no abordado adecuadamente por la química del fundente.
- Turbulencia mecánica de carga o transferencia que crea una gran superficie para la oxidación.
El fundente no se extiende correctamente
Síntoma: El flujo aplicado permanece en grupos en lugar de extenderse para formar una capa continua.
Causas:
- El fundente ha absorbido humedad y se ha apelmazado: la humedad provoca una aglomeración de partículas que impide el esparcimiento.
- Temperatura de fusión demasiado baja - el fundente requiere una temperatura adecuada para fundirse y extenderse.
- Fundente que se aplica sobre una gruesa capa de escoria existente que impide el contacto con el metal fundido situado debajo.
- Tamaño de partícula incorrecto para la aplicación - el fundente muy grueso se esparce lentamente.
Secuencia de soluciones: En primer lugar, compruebe el estado de humedad del fundente. Segundo, verificar que la temperatura del horno está por encima del punto de fusión del fundente. Tercero, espumar la escoria existente antes de aplicar fundente nuevo. En cuarto lugar, considere la posibilidad de aplicar fundente de partículas más finas.
Pérdida de estroncio tras el tratamiento con fundentes
Síntoma: El análisis espectroquímico muestra que el estroncio desciende por debajo del objetivo (normalmente 0,008-0,012% para A356) tras el tratamiento con fundente o el uso de pastillas de desgasificación.
Soluciones:
- Cambiar a una formulación de bajo flujo de cloruro verificada para la compatibilidad con el estroncio.
- Añadir estroncio después del tratamiento con fundente en lugar de antes.
- Aumentar la tasa de adición de estroncio para compensar el agotamiento sistemático inducido por el flujo.
- Minimizar el tiempo de tratamiento con fundente en aleaciones modificadas.
- Utilizar únicamente fundente de recubrimiento físico (actividad mínima de cloruros) tras la adición de estroncio.
Preguntas frecuentes sobre el fundente de aluminio
P1: ¿De qué está hecho el fundente de aluminio?
El fundente de aluminio se compone principalmente de sales de cloruro -cloruro potásico (KCl) y cloruro sódico (NaCl)- como componentes básicos, combinados con cantidades variables de compuestos de fluoruro como criolita (Na₃AlF₆), fluoruro de aluminio (AlF₃) y fluoruro de calcio (CaF₂). La proporción específica de estos componentes determina si el fundente funciona como fundente de recubrimiento (protección de la superficie), fundente de refino (purificación de la masa fundida) o producto combinado. Algunos fundentes especiales también contienen aditivos reactivos que generan gas para la eliminación de hidrógeno o inician reacciones exotérmicas para el procesamiento de la escoria.
P2: ¿Para qué sirve el fundente en la fundición de aluminio?
El fundente cumple cuatro funciones principales en la fundición de aluminio: evita la oxidación de la superficie creando una barrera protectora sobre la superficie del metal fundido; elimina el hidrógeno disuelto que, de lo contrario, causaría porosidad en las piezas fundidas solidificadas; aglomera y hace flotar las inclusiones no metálicas (principalmente películas de óxido de aluminio) hacia la superficie de la masa fundida para su espumado; y elimina las impurezas de metales alcalinos (sodio, calcio, litio) que degradan la calidad de la fundición. Sin fundente, la calidad del aluminio fundido se degrada rápidamente, produciendo piezas con porosidad, defectos de inclusión y propiedades mecánicas inferiores.
P3: ¿Qué cantidad de fundente debe añadirse al aluminio fundido?
Los índices de adición estándar oscilan entre 1 y 3 kg de fundente por tonelada métrica de aluminio fundido para aplicaciones típicas de hornos de mantenimiento de fundición. La tasa correcta depende de varios factores: nivel de contaminación de la carga (un mayor contenido de chatarra requiere más fundente), superficie del horno (las superficies más grandes necesitan más fundente de recubrimiento por unidad de metal), tipo de aleación y objetivos metalúrgicos específicos. Comience con 1,5 kg/tonelada y ajuste en función de los resultados del índice de densidad y las observaciones de la calidad de la escoria.
P4: ¿Se puede utilizar fundente de aluminio con todas las aleaciones de aluminio?
No. La química de la aleación limita significativamente la selección del fundente. Las aleaciones que contienen magnesio (serie forjada 5xxx, aleación de fundición A356) requieren un fundente bajo en flúor o sin flúor porque el flúor reacciona con el magnesio y reduce el contenido de Mg de la aleación. Las aleaciones de fundición modificadas con estroncio necesitan fórmulas de fundente con bajo contenido en sodio y cloro para evitar neutralizar el tratamiento de modificación. Verifique siempre la compatibilidad del fundente con la aleación específica que se va a procesar antes de comprometerse con un producto.
P5: ¿Cuál es la diferencia entre fundente y desgasificación en el tratamiento del aluminio?
El tratamiento de fundentes y la desgasificación son procesos complementarios pero distintos. El tratamiento con fundente se centra en la protección de la superficie, la eliminación de óxidos y la flotación por inclusión, con cierta eliminación de hidrógeno como efecto secundario. La desgasificación, que suele realizarse mediante impulsores rotativos con gas argón o nitrógeno, está optimizada específicamente para la eliminación de hidrógeno mediante la flotación de burbujas de gas. En la práctica, los mejores resultados se obtienen combinando ambos procesos: el tratamiento con fundente elimina las inclusiones y reduce las barreras de óxido; a continuación, la desgasificación rotativa elimina eficazmente el hidrógeno disuelto con mayor eficacia que cualquiera de los dos procesos por separado.
P6: ¿Es peligroso el fundente de aluminio?
El fundente de aluminio presenta varios riesgos de manipulación que requieren controles adecuados. El principal riesgo es el de explosión de vapor por contacto del fundente contaminado por la humedad con el aluminio fundido, un riesgo potencialmente letal si se almacena o manipula de forma incorrecta. El tratamiento del fundente también genera cloruro de hidrógeno y pequeñas cantidades de gas cloro que requieren una ventilación adecuada y protección respiratoria. Los componentes del fundente que contienen flúor son irritantes para la piel, los ojos y las vías respiratorias. Con unas condiciones de almacenamiento adecuadas (seco, sellado, en interiores), un equipo de protección personal apropiado y una ventilación adecuada del horno, estos riesgos son manejables dentro de los marcos estándar de seguridad industrial.
P7: ¿Cómo se sabe cuándo hay que reponer el fundente de aluminio?
Varios indicadores señalan que se ha agotado la cobertura de fundente y que es necesario reponerlo: la superficie fundida se vuelve visualmente oscura y opaca en lugar de mostrar el carácter luminoso de una superficie fundida; se hacen visibles manchas de metal desnudo a través de la capa de fundente; aumenta la tasa de generación de escoria; y las mediciones del índice de densidad comienzan a mostrar una tendencia al alza. En la producción continua, establezca un programa de reposición en función del tiempo basado en su horno específico y en la tasa de producción, complementado con un control visual.
P8: ¿Qué ocurre si se añade demasiado fundente al aluminio?
La dosificación excesiva de fundente crea problemas diferentes pero igualmente problemáticos que la dosificación insuficiente. El exceso de fundente que no puede ser absorbido por la capa de escoria puede hundirse en la masa fundida, creando inclusiones de fundente en la colada solidificada. Una actividad excesiva del fundente de cloruro puede aumentar la generación de hidrógeno en lugar de su eliminación en concentraciones muy elevadas. Un tratamiento excesivo con fundente de flúor puede agotar el magnesio en aleaciones sensibles e introducir potencialmente inclusiones de flúor. Calibre cuidadosamente las tasas de adición de fundente en lugar de asumir que más fundente siempre produce mejores resultados.
P9: ¿Cuál es la vida útil del fundente de aluminio y cómo debe almacenarse?
Cuando se almacenan en su envase original, sellado y con barrera contra la humedad, en condiciones interiores secas, con una humedad relativa inferior a 50% y temperaturas entre 5°C y 35°C, la mayoría de los productos de fundente de aluminio mantienen su rendimiento entre 12 y 24 meses. Una vez abierto el envase, la parte no utilizada debe volver a sellarse inmediatamente y utilizarse en un plazo de 30 días. La humedad es el principal mecanismo de degradación: la humedad absorbida provoca un apelmazamiento que impide el esparcimiento y, lo que es más grave, crea un riesgo de explosión del vapor cuando el fundente entra en contacto con el aluminio fundido. Verifique siempre el contenido de humedad de los lotes de fundente que hayan estado almacenados durante más de 12 meses antes de utilizarlos.
Q10: ¿Cuál es la diferencia entre el fundente para soldadura y el fundente para fundición de aluminio?
Se trata de productos completamente diferentes que sirven para fines distintos. El fundente de soldadura (utilizado en procesos como la soldadura SMAW/stick o la soldadura por arco con núcleo de fundente) está diseñado para proteger el baño de soldadura de la contaminación atmosférica durante la solidificación en la zona de soldadura local, y está diseñado en torno a los requisitos metalúrgicos del proceso de soldadura. El fundente para fundición de aluminio está diseñado para su aplicación a grandes volúmenes de aluminio fundido a temperaturas de mantenimiento estables, con los objetivos de purificación del volumen de fundición, eliminación del hidrógeno y gestión de la escoria en todos los calores de producción. La química, el método de aplicación y los mecanismos metalúrgicos son totalmente diferentes, y las dos categorías de productos no son intercambiables.
Conclusiones: Creación de un programa eficaz de fundentes de aluminio
La pregunta “¿qué es el fundente de aluminio?” tiene una respuesta superficial sencilla -un compuesto químico que protege y purifica el aluminio fundido-, pero la aplicación práctica de los conocimientos sobre fundentes abarca la química, la ingeniería de procesos, la metalurgia, la gestión medioambiental y la economía. Para que los programas de fundentes sean eficaces, es necesario adaptar el tipo y la composición química del fundente a las condiciones específicas de la aleación y la carga, aplicarlo mediante el método más adecuado para el horno y el volumen de producción, y medir los resultados sistemáticamente para impulsar la mejora continua.
En AdTech, nuestra experiencia en cientos de operaciones de fundición de aluminio confirma sistemáticamente que las instalaciones de mayor rendimiento son aquellas que tratan su programa de fundentes como un proceso de precisión y no como un consumible de fondo. La diferencia entre un programa de fundentes optimizado y uno mal gestionado se puede medir en porcentajes de rendimiento, tasas de rechazo de coladas y cifras de recuperación de escoria metálica que se traducen directamente en rentabilidad operativa.
Los principios clave que se desprenden de esta visión de conjunto:
- Adapte la química del fundente a la química de la aleación: no existe un producto universal que funcione de forma óptima en todas las familias de aleaciones de aluminio.
- El método de aplicación es tan importante como la química del producto: el mejor fundente mal aplicado tiene un rendimiento inferior al de un producto estándar aplicado correctamente.
- Medición rutinaria del rendimiento: el índice de densidad, el carácter de la escoria y la verificación espectroquímica son la base de la gestión sistemática del flujo.
- Nunca comprometa los requisitos de almacenamiento de humedad: no se trata de una oportunidad de ahorrar costes, sino de un requisito crítico para la seguridad.
- Evalúe el fundente en función de la economía total del proceso, no del precio unitario: los efectos de la selección del fundente sobre el rendimiento y la calidad en las fases posteriores empequeñecen la diferencia directa de costes de material entre los productos.
