Алюминиевый флюс - это химическое соединение, обычно представляющее собой смесь хлористых и фтористых солей, которое наносится на расплавленный алюминий во время операций плавления, выдержки и литья для предотвращения окисления, удаления растворенного водорода, устранения неметаллических включений и извлечения металлического алюминия из окалины. Прямой ответ на вопрос “что такое алюминиевый флюс” таков: это основной металлургический инструмент, определяющий, достигнет ли расплавленный алюминий стадии литья чистым, контролируемым водородом и без включений, или поступит загрязненным и склонным к дефектам. Компания AdTech поставляла и технически поддерживала программы использования алюминиевого флюса на десятках литейных предприятий, и закономерность неизменна: предприятия, которые относятся к выбору и применению флюса как к точной инженерной работе, превосходят те, которые относятся к нему как к обычной покупке расходных материалов, с ощутимым отрывом в производительности и качестве литья.
Если ваш проект требует использования алюминиевого флюса, вы можете связаться с нами для получения бесплатного предложения.
Что такое алюминиевый флюс и зачем он нужен расплавленному алюминию?
Алюминиевый флюс - это специально разработанная химическая смесь, добавляемая в расплавленный алюминий на различных этапах производственного процесса для защиты качества металла и максимизации выхода годного. Необходимость использования флюса напрямую обусловлена химическими свойствами алюминия: расплавленный алюминий является одним из наиболее реакционноспособных металлов, используемых в промышленности, и практически мгновенно образует оксид алюминия (Al₂O₃) при контакте с атмосферным кислородом. Этот оксидный слой, хотя и защищает твердый алюминий, создает серьезные проблемы с качеством при обработке жидкого металла.
Химическое сродство алюминия к кислороду необычайно велико. При температуре 750°C свободная энергия Гиббса образования Al₂O₃ составляет примерно 1 582 кДж/моль, что делает образование оксида практически необратимым в обычных условиях печи. На каждой открытой поверхности расплавленного алюминия одновременно образуется новый оксид, а каждая операция турбулентного переноса - загрузка, завалка, заливка - приводит к складыванию существующих оксидных пленок в объемный расплав, где они превращаются во включения.
Помимо окисления, расплавленный алюминий поглощает водород из нескольких источников: атмосферной влаги, влажных огнеупорных материалов, влажных шихтовых материалов и продуктов сгорания. Растворимость водорода в алюминии резко падает при переходе из жидкого состояния в твердое (примерно с 0,65 см3/100 г при температуре 660°C в жидком состоянии до 0,034 см3/100 г при температуре 660°C в твердом состоянии), что означает, что растворенный водород выпадает в осадок в виде пористости при затвердевании. Эта пористость, вызванная водородом, ослабляет механические свойства отливки и создает пути утечки в компонентах, критичных к давлению.
Алюминиевый флюс решает обе проблемы одновременно. При правильном применении он образует защитный барьер, ограничивающий дальнейшее окисление, вступает в химическую реакцию с существующими оксидными пленками, снижая их вязкость и отделяя от металла, создает или способствует образованию пузырьков газа, которые переносят растворенный водород к поверхности расплава, и концентрирует неметаллические включения в удаляемый слой окалины.

Какие проблемы решает алюминиевый флюс?
| Проблема | Причина | Как Flux решает эту проблему |
|---|---|---|
| Окисление поверхности | Контакт кислорода с расплавом | Физический барьерный уровень |
| Водородная пористость | Поглощенная H₂ из влаги/атмосферы | Способствует флотации водорода на поверхность |
| Оксидные пленочные включения | Сложенные поверхностные оксиды в расплаве | Химически растворяет/агломерирует оксиды |
| Загрязнение щелочными металлами | Na, Ca, Li из лома или сырья | Реакции фтористого обмена |
| Плохое извлечение металла из окалины | Капли алюминия в оксидной ловушке | Снижает вязкость оксида, обеспечивает коалесценцию |
| Потеря температуры | Радиационные потери тепла с поверхности расплава | Теплоизоляционный слой |
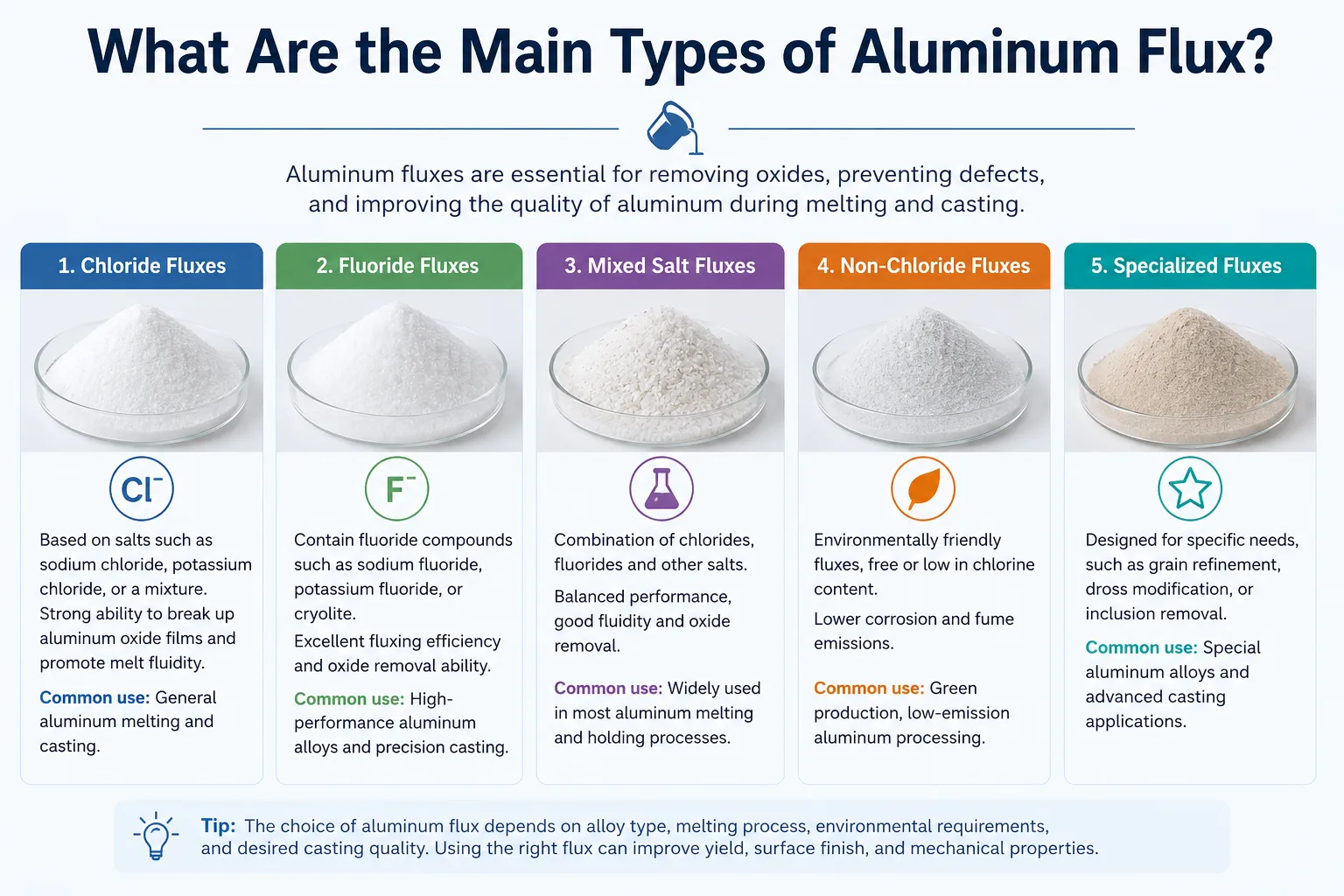
Каковы основные типы алюминиевого флюса?
В алюминиевой промышленности используется несколько различных категорий флюсов, каждая из которых предназначена для решения конкретных металлургических задач. Понимание различий между ними очень важно для выбора правильного продукта для вашего применения.
Покрытие флюса
Покрывной флюс - самая основная категория. Его основная функция - формирование непрерывного защитного слоя на поверхности расплавленного алюминия, который физически изолирует металл от атмосферного кислорода и влаги. Хороший покрывной флюс легко плавится и растекается при температуре выдержки алюминия (680-780°C), имеет низкую плотность, чтобы оставаться на поверхности, и химически смачивает оксид алюминия, чтобы предотвратить образование пробелов в покрытии.
Типичный состав покрывного флюса: 45-55% KCl (хлорид калия), 40-50% NaCl (хлорид натрия), с дополнительными незначительными добавками фтористых соединений для улучшения растворения оксидов.
Покрывные флюсы наиболее подходят для:
- Длительная выдержка между плавкой и литьем.
- Операции, при которых чистота металла относительно высока и очистка не является первоочередной необходимостью.
- Системы сплавов, чувствительные к химическому воздействию фтора (например, магнийсодержащие сплавы).
Рафинирующий флюс
Рафинирующий флюс не ограничивается защитой поверхности, а активно очищает расплавленный металл. Он содержит фтористые соединения, которые вступают в химическую реакцию с растворенным водородом, примесями щелочных металлов (натрия, кальция, лития) и неметаллическими включениями, удаляя их из объема расплава. Рафинирующий флюс смешивается с поверхностью расплава или наносится под нее, чтобы обеспечить максимальный контакт с основным металлом.
Типичный состав флюса для рафинирования: 30-50% KCl, 20-35% NaCl, 10-25% фтористых соединений (криолит, AlF₃, CaF₂), с реактивными добавками.
Покрытие и очистка флюса (Комбинированный поток)
Комбинированные флюсы, наиболее широко используемые в промышленном производстве, одновременно выполняют функции защиты поверхности и очистки расплава. Эти продукты разработаны таким образом, чтобы распределяться по поверхности, в то время как их реактивные фтористые компоненты действуют на расплав в направлении вниз за счет диффузии и ограниченного проникновения.
Именно эту категорию AdTech производит и поставляет наиболее широко, поскольку практические требования литейного производства и литейных операций редко позволяют применять последовательно отдельные виды обработки покрытия и рафинирования.
Дросс-флюсы (Экзотермические составы для обработки окалины)
Флюс для окалины наносится на обезжиренную окалину, а не на расплавленную ванну. При смешивании с горячей окалиной (600-750°C) флюс инициирует экзотермические реакции, которые локально переплавляют захваченные капли алюминия, позволяя им коалесцировать и быть восстановленными. Эта категория флюсов напрямую решает проблему потери выхода металлического алюминия, застрявшего в оксидной матрице окалины.
Таблетки дегазирующего флюса
Дегазационные таблетки представляют собой сжатые флюсовые составы, которые вступают в реакцию с расплавленным алюминием, образуя пузырьки хлористого газа. Эти пузырьки поднимаются через расплав, собирая растворенный водород и мелкие включения путем флотации. Для достижения максимальной эффективности таблетки обычно погружают под поверхность расплава с помощью графитового стержня или аналогичного инструмента.
Категории специализированных флюсов
| Тип флюса | Первичное применение | Ключевой активный компонент | Главное преимущество |
|---|---|---|---|
| Покрывной флюс | Защита поверхности во время выдержки | KCl/NaCl | Предотвращение окисления |
| Рафинирующий флюс | Очистка расплава | Соединения фтора | Включение/H₂ удаление |
| Комбинированный флюс | Защита + очищение | KCl/NaCl/фториды | Двойная функция |
| Флюс для обработки окалины | Извлечение металла из окалины | Экзотермическая смесь + фторид | Повышенный выход металла |
| Таблетки для дегазации | Удаление водорода | Хлорогенерирующие соединения | Уменьшение пористости |
| Флюс для рафинирования зерна | Контроль структуры зерна | Al-Ti-B или Al-Ti-C | Улучшенные механические свойства |
| Модификатор флюса | Морфология кремния | Соединения Sr или Na | Улучшенная пластичность в сплавах Al-Si |
| Флюс удаления щелочи | Очистка Na/Ca/Li | AlF₃-богатые составы | Коррекция химического состава сплава |
Как химически действует алюминиевый флюс?
Химический состав алюминиевого флюса включает в себя множество одновременных реакционных путей. Понимание этих механизмов помогает инженерам оптимизировать выбор флюса и процедуры его нанесения, а не просто следовать общим инструкциям.
Механизм физического барьера
Физический барьер, образуемый покрывающим флюсом, действует на основе принципов химии поверхности. Когда хлористые соли плавятся и растекаются по алюминиевой поверхности, они должны преодолеть существующую кожу оксида алюминия, чтобы достичь истинного покрытия. Ключевым свойством, обеспечивающим это, является коэффициент растекания - энергетический баланс между энергией границы раздела флюс - оксид, энергией границы раздела оксид - металл и энергией границы раздела флюс - металл.
Хлоридные флюсы обладают благоприятными коэффициентами растекания по поверхности оксида алюминия при рабочих температурах. Жидкая фаза флюса смачивает и проникает в трещины и пустоты в оксидной оболочке, создавая непрерывное покрытие даже на уже окисленных поверхностях. Это принципиально отличается от работы физической крышки или покрывала - флюс активно ищет и заполняет пробелы в покрытии.
Механизм растворения оксидов
Фтористые соединения в рафинировочном потоке растворяют оксид алюминия в результате химической реакции, отличной от простого физического смачивания. Реакция между фторид-ионами и Al₂O₃ при повышенной температуре превращает кристаллический оксид алюминия в растворимые комплексы фторида алюминия или соединения алюмината кальция, в зависимости от конкретного химического состава фторида:
Al₂O₃ + 6NaF → 2AlF₃ + 3Na₂O (упрощенное представление)
Такое растворение снижает структурную целостность оксидных пленок, разбивая непрерывные оксидные мембраны на более мелкие фрагменты, которые могут быть агломерированы в слой окалины. В результате получается расплав со значительно меньшим количеством мелких включений оксидной пленки.
Механизм водородной флотации
Удаление растворенного водорода включает в себя как прямые химические реакции, так и физическую флотацию. Когда компоненты флюса на основе хлоридов реагируют с алюминием при высокой температуре, они генерируют небольшое количество газообразного хлора. Каждый пузырек хлора, поднимающийся через расплав, практически не содержит водорода на начальном этапе, создавая сильный градиент парциального давления, который вытесняет растворенный водород из расплава в поднимающийся пузырек.
Движущая сила переноса водорода в газовый пузырь подчиняется закону Генри: растворенный газ переходит из высококонцентрированной фазы (расплав) в низкоконцентрированную (внутренняя часть хлорного пузыря) со скоростью, пропорциональной разнице концентраций. По мере того как пузырек поднимается и накапливает водород, он одновременно переносит мелкие включения вверх по механизму флотации, аналогичному пенистой флотации при обогащении полезных ископаемых.
Механизм удаления щелочных металлов
Загрязнение алюминия натрием, кальцием и литием вызывает многочисленные проблемы с качеством: натрий в количестве более 5-10 ppm в сплавах Al-Si отравляет процесс модификации кремния; кальций в количестве более 5 ppm снижает текучесть и вызывает пористость; литий вызывает специфические проблемы с хрупкостью. Фторид алюминия в рафинировочном флюсе преимущественно реагирует с этими щелочными металлами:
3Na + AlF₃ → Al + 3NaF
Продукт фторида натрия (NaF) нерастворим в алюминиевом расплаве и переходит в слой окалины флюса, вынося натриевое загрязнение из металла. Эта реакция термодинамически благоприятна при температурах обработки алюминия, что делает обработку фторидным флюсом самым надежным методом удаления щелочных металлов, если не использовать разбавление чистым металлом.
Какие ключевые ингредиенты входят в состав алюминиевых флюсов?
Коммерческие флюсы для алюминия содержат тщательно подобранные комбинации химических компонентов, каждый из которых обладает специфическими эксплуатационными характеристиками. Искусство составления рецептур заключается в балансировании этих компонентов для достижения целевых характеристик при приемлемой стоимости и воздействии на окружающую среду.
Хлорид калия (KCl)
Хлорид калия является основным структурным компонентом большинства систем алюминиевых флюсов. Его основные свойства включают:
- Температура плавления: 770°C (в чистом виде), ниже в смесях с NaCl.
- Высокая термическая стабильность при температурах обработки алюминия.
- Хороший коэффициент растекания по поверхностям из оксида алюминия.
- Умеренная плотность (2,0 г/см³ жидкости) - подходит для позиционирования на поверхности.
- Широкая коммерческая доступность при стабильной чистоте.
Содержание KCl в большинстве составов кроющих флюсов колеблется от 45% до 65% по весу.
Хлорид натрия (NaCl)
Хлорид натрия соединяется с KCl, образуя эвтектические смеси солей с более низкими точками плавления, чем у обоих чистых компонентов. Эвтектика KCl-NaCl в весовом соотношении 50:50 плавится при температуре 657°C, обеспечивая полную жидкость и подвижность флюса во всем диапазоне температур выдержки алюминия.
Важная оговорка: хлорид натрия вносит натрий в систему флюса. При использовании флюса с низкой активностью покрытия этот натрий остается запертым в солевой матрице и не переходит в расплав. Однако при высоких температурах и длительном контакте может произойти перенос следов натрия. В большинстве случаев это второстепенная проблема, но она становится значимой для литейных сплавов, модифицированных стронцием, где низкий уровень натрия в расплаве является критическим.
Фтористые соединения
Добавки фтора превращают простой покровный флюс в рафинирующий флюс, придавая ему химическую реактивность по отношению к оксидам и щелочным металлам:
| Соединение фтора | Химическая формула | Основная функция | Типичное содержание |
|---|---|---|---|
| Криолит | Na₃AlF₆ | Растворение оксидов, текучесть флюса | 5-20% |
| Фторид алюминия | AlF₃ | Удаление щелочных металлов | 3-15% |
| Фторид кальция | CaF₂ | Смачивание оксидами, текучесть | 2-10% |
| Фторид калия | KF | Усиленное растворение оксидов | 2-8% |
| Фторид магния | MgF₂ | Специализированные применения Mg-сплавов | 1-5% |
Специальные реактивные добавки
Помимо базовой системы хлорид-фторид, современные коммерческие составы флюсов включают в себя дополнительные компоненты, которые позволяют достичь конкретных целей:
Окисляющие соединения (небольшие доли MnO₂ или аналогичных веществ): Способствуют контролируемым реакциям окисления, которые улучшают отделение окалины от металлического алюминия.
Антислеживающие агенты: Предотвращает комкование при хранении, не влияя на металлургические характеристики. Это в первую очередь параметр качества логистики, но существенно влияет на однородность нанесения.
Модификаторы плотности: Отрегулируйте общую плотность потока для оптимизации позиционирования слоя на поверхности расплава.
Проектирование распределения частиц по размерам: Физическая форма частиц флюса влияет на скорость нанесения, скорость растворения и кинетику реакции. Более крупные частицы распространяются медленнее, но обеспечивают более длительное покрытие. Более мелкие частицы реагируют быстрее, но могут создавать проблемы при работе с пылью.
Где и когда используется алюминиевый флюс в производственном процессе?
Алюминиевый флюс не является одноточечной добавкой - он используется на нескольких стадиях процесса производства и литья алюминия, причем каждая точка применения служит отдельной металлургической цели.
Во время плавления заряда
Когда твердый алюминий выплавляется из слитков, свиней или лома, в печь во время процесса плавления может быть добавлен флюс:
- Защитите только что расплавленный металл от немедленного окисления.
- Начинайте удалять оксидные пленки с шихтовых материалов по мере их расплавления.
- Уменьшите поверхностное натяжение расплавленного металла, чтобы улучшить оседание шихты.
Добавки флюса на стадии плавления обычно имеют более высокое содержание реактивного фторида, чем добавки на стадии выдержки, поскольку тяжелые оксиды, содержащиеся в ломе, требуют более агрессивного химического растворения.
Во время хранения и передачи
Печь выдержки - место, где жидкий алюминий находится между плавкой и разливкой - является наиболее критическим местом для нанесения флюса в большинстве литейных операций. Во время выдержки:
- Покрывной флюс обеспечивает непрерывный защитный слой на поверхности расплава.
- Периодически проводится обработка рафинирующим флюсом для удаления накопившихся включений и растворенного водорода.
- Осадок периодически удаляется, и наносится свежий флюс.
На станции кастинга
В некоторых случаях флюс наносится или используются покрытые флюсом передаточные инструменты в точке разливки, чтобы минимизировать окисление во время турбулентной операции разливки. Ковши с флюсовой футеровкой или добавление флюса непосредственно перед заливкой могут уменьшить количество оксидных дефектов на поверхности отливки в критических условиях.
При переработке окалины
Осадок, полученный при обезжиривании печи, обрабатывается отдельно с использованием флюса для обработки осадка. Эта область применения часто упускается из виду при обсуждении флюсов для алюминия, но представляет собой одну из наиболее эффективных возможностей для повышения выхода продукции.
Сводка точек приложения флюса
| Точка приложения | Тип флюса | Металлургическая цель | Сроки |
|---|---|---|---|
| Плавильная печь | Высокоактивный рафинирующий флюс | Удаление оксида из шихты | Во время плавления шихты |
| Поверхность печи | Комбинация покрытия и рафинирования | Защита + очищение | Постоянно/периодически |
| Дегазация | Таблетки для дегазации или газ + флюс | Удаление водорода | Перед отливкой |
| Ковш для переноса | Светопокрывающий флюс или флюсовая таблетка | Минимизация окисления при переносе | Наполнение одного ковша |
| Станция переработки окалины | Экзотермический поток при обработке окалины | Извлечение металлов из окалины | После каждого прочтения |
| Система впадин/отстойников | Световой поток или поверхности с флюсовым покрытием | Предотвращение перекисного окисления во время переноса | Непрерывный |
Какие методы нанесения дают наилучшие результаты?
От того, как наносится флюс, во многом зависит его эффективность. Один и тот же флюс может дать совершенно разные металлургические результаты в зависимости от техники нанесения, времени и оборудования.
Ручное нанесение на поверхность
Самый простой и широко используемый метод на малых и средних предприятиях. Гранулированный или порошкообразный флюс распределяется по поверхности расплава с помощью перфорированного ковша, сетчатой корзины или ручного дозатора.
Протокол лучших практик для ручного нанесения покрытия:
- Разогрейте инструмент для нанесения, чтобы предотвратить тепловой удар или перенос влаги на флюс.
- Нанесите флюс с отмеренной скоростью - рассчитайте необходимый вес, исходя из площади поверхности ванны.
- Распределите флюс равномерно по всей открытой поверхности расплава, а не только возле дверцы печи.
- Оставьте на 5-10 минут, чтобы флюс расплавился и растекся, после чего перемешайте или отделите.
- Перед тем как продолжить, убедитесь, что не видно никаких "голых" металлических пятен.
- После обработки систематически снимайте слой флюса и окалины с одной стороны на другую.
Преимущества: Низкие капитальные затраты, простота эксплуатации, подходит для периодических операций.
Ограничения: Консистенция, зависящая от оператора, ограниченное проникновение в расплав при рафинировании, менее подходит для больших печей, где равномерное покрытие затруднено.
Погружение флюсовой таблетки
Таблетки дегазирующего флюса погружаются под поверхность расплава с помощью графитового стержня, перфорированного графитового копья или аналогичного инструмента. Таблетки вступают в реакцию при контакте с жидким алюминием, в результате чего образуется газ, который пузырьками поднимается вверх по расплаву.
Процедура:
- Предварительно высушите погружной стержень, чтобы удалить поверхностную влагу.
- Прикрепите или установите планшет на конце стержня.
- Опустите планшет примерно на среднюю глубину в ванну расплава.
- Удерживайте положение, пока таблетка полностью не прореагирует (обычно 30-120 секунд в зависимости от размера таблетки).
- Медленно перемещайте планшет по расплаву во время реакции, чтобы распределить образование пузырьков газа.
Эффективность погружения таблеток в расплав в значительной степени зависит от их расположения. Таблетки, реагирующие на поверхности расплава, значительно менее эффективны, чем таблетки, реагирующие в глубине расплава, поскольку путь газовых пузырьков через расплав минимален.
Системы впрыска Lance
Для средних и больших печей пневматическая подача порошка через погруженное в расплав копье обеспечивает более равномерное распределение флюса и лучшее проникновение в расплав по сравнению с поверхностным нанесением. Порошок флюса псевдоожижается газом-носителем (азотом или аргоном) и впрыскивается через керамическое или графитовое копье, расположенное ниже поверхности расплава.
| Параметры инъекции ланса | Типичный диапазон | Эффект увеличения |
|---|---|---|
| Расход газа-носителя | 5-30 л/мин | Более равномерное распределение, риск турбулентности |
| Глубина погружения ланса | 200-400 мм | Лучшее проникновение расплава |
| Скорость впрыска флюса | 0,5-2 кг в минуту | Ускоренное лечение, риск локального превышения |
| Скорость передвижения копья | 0-100 мм/мин | Более равномерное боковое покрытие |
Роторная дегазация с одновременным впрыском флюса
Самый высокоэффективный метод обработки сочетает дегазацию с помощью вращающегося импеллера с инжекцией порошка флюса или реактивного газа (обычно смеси аргона и небольшого количества хлора). Вращающаяся крыльчатка со скоростью 200-600 об/мин разбивает пузырьки газа на очень мелкие капли - гораздо мельче тех, что образуются при статическом впрыске с помощью копья, - значительно увеличивая площадь взаимодействия газа с расплавом и ускоряя удаление водорода и флотацию включений.
Когда флюс одновременно впрыскивается через вал ротора, механический сдвиг распределяет частицы флюса по всему объему расплава, достигая такой степени очистки, с которой не может сравниться поверхностное нанесение.
Контрольные показатели производительности роторной дегазации:
| Метрика | Без инжекции флюса | С инжекцией флюса | Улучшение |
|---|---|---|---|
| Эффективность удаления водорода | 40-60% | 60-80% | +20 процентных пунктов |
| Уменьшение числа включений | 30-50% | 60-80% | +30 процентных пунктов |
| Время лечения до цели | 15-25 мин | 10-18 мин | 20-30% быстрее |
| Конечный индекс плотности | 0.10-0.20% | 0,05-0,12% | Значительно ниже |
Автоматизированные системы дозирования флюса
На предприятиях непрерывного литья больших объемов все чаще используются автоматизированные системы дозирования флюса, которые подают измеренное количество флюса через запрограммированные интервалы времени в соответствии с производственными параметрами. Эти системы исключают человеческий фактор из процесса нанесения флюса и могут интегрироваться с системами контроля качества расплава для корректировки дозирования на основе измеренных уровней водорода или включений.
Как выбрать правильный алюминиевый флюс для вашего сплава?
Выбор флюса не является общим решением. Конкретный обрабатываемый сплав, качество шихты, тип печи и требования к качеству последующей обработки - все это определяет, какие составы флюса подходят.

Понимание ограничений, связанных с химией сплава
Каждое семейство алюминиевых сплавов имеет специфические химические взаимодействия с компонентами флюса, которые необходимо понимать перед выбором продукта:
Содержание магния: Сплавы, содержащие более 0,5% Mg (включая деформируемые сплавы 5xxx и многие литейные сплавы 3xx.x, такие как A356), реагируют с фтористыми компонентами флюса. Фторид-ионы разрушают поверхностные слои MgO, а также реагируют с растворенным магнием, снижая содержание Mg в сплаве. Для этих сплавов требуется флюс с низким содержанием фтора или без фтора.
Модификация стронция: В сплавах A356, A357 и аналогичных сплавах Al-Si-Mg часто используется стронций (0,008-0,025%) для изменения морфологии эвтектического кремния. Хлоридные флюсы, особенно генерирующие газообразный хлор, реагируют со стронцием с образованием SrCl₂, который переходит в отбросы и удаляет стронций из расплава. Выбор флюса и время его подачи должны учитывать это обеднение.
Чувствительность к натрию: В любом сплаве, модифицированном стронцием, содержание натрия в самом флюсе имеет значение. Флюс с высоким содержанием натрия (из составов с высоким содержанием NaCl) может вводить достаточное количество натрия, чтобы противодействовать эффектам модификации стронцием.
Качество заряда и уровень загрязнения
Чистота шихтовых материалов определяет, насколько агрессивной должна быть химия рафинирующего флюса:
| Состав заряда | Уровень загрязнения | Рекомендуемая активность флюса | Уровень фтора |
|---|---|---|---|
| Только девственный слиток | Очень низкий | Низкоактивный кроющий поток | 0-5% |
| Очистка возвратного лома внутри предприятия | Низкий | Стандартное покрытие - рафинирование | 5-12% |
| Смешанный слиток + внешний лом | Умеренный | Активный рафинирующий флюс | 12-20% |
| Лом с высоким содержанием щелочи | Высокий | Высокофтористый реактивный поток | 18-28% |
| Смешанный лом после потребления | Очень высокий | Максимальная активность рафинирования | 20-30% |
Дерево принятия решений по выбору флюса
При выборе алюминиевого флюса для нового применения придерживайтесь следующей последовательности:
- Определите содержание Mg в сплаве → если оно выше 0,5%, исключите варианты с высоким содержанием фтора.
- Проверьте, не требуется ли модификация стронция → если да, выберите состав с низким содержанием натрия и хлора.
- Оцените чистоту шихты → повышенное содержание лома требует более активной химии.
- Определите способ нанесения → системы впрыска порошка могут использовать флюс с более мелкими частицами; при ручном нанесении требуется гранулированный или более крупный продукт.
- Проверьте экологические и нормативные требования → некоторые фтористые соединения имеют региональные ограничения.
- Проверьте совместимость с огнеупорами печи → флюсы с высоким содержанием фтора более агрессивны по отношению к некоторым огнеупорным материалам.
Как измеряется и проверяется эффективность алюминиевого флюса?
Без измерений применение флюса - это догадки. В алюминиевой промышленности разработано несколько стандартизированных и полустандартизированных методов количественной оценки металлургических улучшений, достигаемых благодаря обработке флюсом.
Испытание на пониженное давление (RPT) и индекс плотности
Испытание под пониженным давлением является наиболее широко используемым полевым измерением для оценки содержания растворенного водорода в алюминии. Небольшой образец расплава (обычно 100-200 г) застывает в камере, поддерживаемой при давлении около 80 мбар (примерно 1/13 атмосферного давления). Пониженное давление заставляет растворенный водород расширяться в видимую пористость в образце.
Расчет индекса плотности (DI):
DI (%) = [(ρ_atm - ρ_vac) / ρ_atm] × 100
Где ρ_atm - плотность образца, затвердевшего при атмосферном давлении, а ρ_vac - плотность образца, находящегося под пониженным давлением.
Показатели индекса плотности по областям применения:
| Приложение | Целевой ИР (%) | Приемлемый ИР (%) | Порог отбраковки |
|---|---|---|---|
| Аэрокосмическое литье | Ниже 0,05 | Ниже 0,08 | Выше 0,10 |
| Конструктивные автомобильные | Ниже 0,08 | Ниже 0,12 | Выше 0,15 |
| Литье под давлением для автомобильной промышленности | Ниже 0,12 | Ниже 0,18 | Выше 0,25 |
| Некритичные отливки | Ниже 0,20 | Ниже 0,30 | Выше 0,40 |
| Заготовка для непрерывного литья | Ниже 0,08 | Ниже 0,12 | Выше 0,15 |
Тест на включение K-формы
Испытание на К-форме обеспечивает простое и быстрое определение содержания включений в расплавленном алюминии. Металл заливается в ступенчатую форму, толщина сечения которой постепенно уменьшается. Включения действуют как концентраторы напряжений, которые вызывают разрушение в более тонких секциях. Результат испытания оценивается визуально по количеству и толщине секций, которые разрушились без повреждений.
Хотя тест K-mold не столь строг в количественном отношении, как лабораторные методы фильтрации, он ценен для мониторинга производства в режиме реального времени благодаря своей скорости и низкой стоимости.
Оценка качества окалины
После обработки и обезжиривания флюса характер окалины дает прямую обратную связь о производительности флюса:
Сухая, порошкообразная, светлоокрашенная окалина: Указывает на эффективное покрытие флюсом и хорошее отделение окалины от металла. Содержание металла обычно 25-40%.
Влажная, липкая, более темная окалина: Указывает на неполное покрытие флюсом или недостаточное время обработки. Содержание металла обычно 40-60%.
Мокрая, тяжелая, черная окалина: Указывает на значительное нарушение покрытия или очень загрязненный заряд. Содержание металла 60-80%, но восстановление затруднено.
Спектроскопическая проверка состава
Оптическая эмиссионная спектрометрия (OES) с использованием дугового или искрового возбуждения измеряет состав расплава после обработки флюсом, подтверждая, что цели по удалению щелочных металлов были достигнуты и что флюс не привнес нежелательных микроэлементов. Уровни натрия, кальция и лития являются основными целями проверки после обработки в сплавах, где эти элементы влияют на качество.
Безопасность, хранение и экологические аспекты для алюминиевого флюса
Алюминиевый поток представляет собой особые проблемы в области безопасности, которые требуют систематического управления. Эти опасности реальны и привели к серьезным инцидентам в алюминиевой промышленности, но они вполне преодолимы с помощью соответствующих средств контроля.
Опасность взрыва от влаги
Наиболее серьезный риск, связанный с безопасностью при использовании алюминиевого флюса, - это опасность взрыва пара при контакте влажного флюса с расплавленным алюминием. Влага при контакте с жидким алюминием при температуре выше 700°C мгновенно испаряется, увеличиваясь в объеме примерно в 1 600 раз. Взрывоопасное парообразование может разнести расплавленный алюминий и горячий флюс на значительные расстояния, вызывая сильные ожоги.
Обязательный контроль влажности:
- Храните все продукты флюса в герметичной, влагонепроницаемой упаковке в сухом помещении.
- Поддерживайте относительную влажность воздуха в помещении для хранения ниже 50%.
- Никогда не используйте флюс, подвергшийся воздействию дождя, прямого контакта с водой или видимой влаги.
- Перед контактом с расплавом предварительно высушите все инструменты для нанесения флюса и оборудование для переноса.
- Проверьте содержание влаги в новых партиях флюса - допустимый предел составляет менее 0,3% по весу.
- Обучите весь персонал знаниям о взрывоопасности и мерах реагирования в чрезвычайных ситуациях.
Опасности, связанные с образованием газа
При обработке флюса при повышенных температурах образуются газы, включая хлористый водород (HCl), небольшие количества хлора (Cl₂) и фторсодержащие пары. Допустимые пределы воздействия для этих газов:
| Газ | OSHA PEL (8-часовой TWA) | ACGIH TLV-C (потолок) | Влияние на здоровье |
|---|---|---|---|
| Хлор (Cl₂) | 1 стр. | 0,5 стр. | Раздражающее действие на дыхательные пути |
| Хлорид водорода (HCl) | Потолок 5 ppm | 2 стр. | Коррозионная опасность для дыхательных путей |
| Фтористый водород (HF) | Потолок 3 промилле | 0,5 стр. | Тяжелый системный токсин |
| Фтористая пыль | 2,5 мг/м³ | 2,5 мг/м³ | Легочный раздражитель |
Требуются меры инженерного контроля: местная вытяжная вентиляция над отверстиями в печи, постоянный мониторинг газов в зонах дыхания оператора, средства защиты органов дыхания с подачей воздуха в закрытых помещениях.
Лучшие практики хранения данных Flux
| Требования к хранению | Технические характеристики | Последствия несоблюдения |
|---|---|---|
| Крытый склад | Требуется | Поглощение влаги из-за погодных условий |
| Относительная влажность | Ниже 50% | Нарушение целостности упаковки |
| Диапазон температур | 5-35°C | Риск образования конденсата в экстремальных условиях |
| Целостность упаковки | Без разрывов и открытых швов | Проникновение влаги и образование налета |
| Срок годности | 12-24 месяца запечатаны | Снижение производительности |
| Использование открытого пакета | В течение 30 дней повторная герметизация | Впитывание влаги и образование корки |
| Сегрегация | Вдали от воды, кислот | Риск загрязнения и реакций |
Экологическая утилизация остатков флюса
Флюсовая окалина и остатки отработанного флюса требуют тщательной утилизации. Во многих странах фторсодержащая окалина классифицируется как опасные отходы из-за возможности выщелачивания фтора. Основные нормативные документы, влияющие на утилизацию:
RCRA США: Отработанные остатки солевого флюса, содержащие фтористые соединения, могут квалифицироваться как опасные отходы, включенные в список K088 (при производстве алюминия). Надлежащая характеристика с помощью испытаний на токсичность (TCLP) определяет, требует ли материал утилизации опасных отходов.
Рамочная директива ЕС по отходам: Фторсодержащая окалина обычно классифицируется как опасные отходы HP14 (экотоксичные), требующие контролируемого удаления на лицензированных предприятиях.
Передовая практика: Сотрудничество с сертифицированными предприятиями по переработке окалины, которые извлекают как металлическую алюминиевую фракцию, так и солевую фракцию для вторичного производства соли, что позволяет практически полностью исключить захоронение остатков флюса.
Общие проблемы применения алюминиевого флюса и практические решения
Даже опытные операторы сталкиваются с проблемами, связанными с применением флюсов. Ниже перечислены наиболее часто встречающиеся проблемы и их основные причины.
Несоответствующие результаты индекса плотности после обработки флюсом
Симптом: Значения индекса плотности сильно варьируются между плавками, несмотря на, казалось бы, одинаковое применение флюса.
Причины и решения:
| Вероятная причина | Диагностический индикатор | Корректирующие действия |
|---|---|---|
| Непостоянная влажность потока | Повышенный ИР во влажные дни | Проверьте влажность флюса, улучшите хранение |
| Переменное покрытие при нанесении | Видимые участки оголенного расплава | Внедрить протокол дозирования по зонам |
| Непостоянная влажность заряда | Более высокие ИР при использовании некоторых источников лома | Предварительно высушите лом, определите источники влаги |
| Выделение газов из огнеупорных материалов | Высокий DI после перекладки печи | Увеличенный цикл предварительного нагрева после перекладки |
| Недостаточное время контакта с флюсом | Низкий DI при нагреве с длительным удержанием | Установите минимальный стандарт времени лечения |
Чрезмерное образование окалины
Симптом: Объем отбросов на тонну алюминия значительно превышает отраслевые показатели.
Типичный показатель: хорошо работающие печи с хорошим управлением флюсами производят 10-25 кг окалины на тонну переработанного алюминия. Значения выше 30 кг на тонну указывают на проблемы с технологическим процессом.
Основные причины:
- Недостаточное покрытие флюсом, допускающее чрезмерное окисление поверхности.
- Повышенная температура печи, вызывающая ускоренную кинетику окисления.
- Высокое содержание оксидов в шихтовых материалах, не поддающееся химическому воздействию флюса.
- Механическая турбулентность при зарядке или переносе создает большую площадь поверхности для окисления.
Флюс не распределяется должным образом
Симптом: Нанесенный флюс остается в виде сгустков, а не растекается, образуя непрерывный слой.
Причины:
- Флюс впитал влагу и затвердел - влага вызывает агломерацию частиц, которая препятствует распределению.
- Слишком низкая температура расплава - флюс требует достаточной температуры для расплавления и распределения.
- Флюс наносится на толстый слой окалины, который препятствует контакту с расплавленным металлом под ним.
- Неправильный размер частиц для применения - очень крупный флюс распространяется медленно.
Последовательность решения: Во-первых, проверьте влажность флюса. Во-вторых, убедитесь, что температура печи выше температуры плавления флюса. В-третьих, удалите имеющуюся окалину перед нанесением свежего флюса. В-четвертых, используйте флюс с более мелким размером частиц.
Потеря стронция после обработки флюсом
Симптом: Спектрохимический анализ показывает снижение содержания стронция ниже целевого уровня (обычно 0,008-0,012% для A356) после обработки флюсом или использования дегазационной таблетки.
Решения:
- Перейдите на состав с низким содержанием хлорида, проверенный на совместимость со стронцием.
- Добавляйте стронций после обработки флюсом, а не до.
- Увеличьте скорость добавления стронция, чтобы компенсировать систематическое истощение, вызванное потоком.
- Минимизация времени обработки флюсом модифицированных сплавов.
- После добавления стронция используйте только физический покрывной флюс (минимальная активность хлоридов).
Часто задаваемые вопросы об алюминиевом флюсе
Вопрос 1: Из чего состоит алюминиевый флюс?
Алюминиевый флюс состоит в основном из хлористых солей - хлорида калия (KCl) и хлорида натрия (NaCl) - в качестве базовых компонентов, в сочетании с различными количествами фтористых соединений, таких как криолит (Na₃AlF₆), фторид алюминия (AlF₃) и фторид кальция (CaF₂). Конкретное соотношение этих компонентов определяет, будет ли флюс работать как покрывающий флюс (защита поверхности), рафинирующий флюс (очистка расплава) или комбинированный продукт. Некоторые специальные флюсы также содержат реактивные добавки, которые генерируют газ для удаления водорода или инициируют экзотермические реакции для переработки окалины.
Вопрос 2: Каково назначение флюса при литье алюминия?
Флюс служит четырем основным целям при литье алюминия: он предотвращает поверхностное окисление, создавая защитный барьер на поверхности расплавленного металла; удаляет растворенный водород, который в противном случае мог бы вызвать пористость в затвердевших отливках; агломерирует и всплывает на поверхность расплава неметаллические включения (в основном пленки оксида алюминия) для обезжиривания; удаляет примеси щелочных металлов (натрия, кальция, лития), которые ухудшают качество отливок. Без флюса качество расплавленного алюминия быстро ухудшается, и получаются отливки с пористостью, дефектами включений и низкими механическими свойствами.
Вопрос 3: Сколько флюса нужно добавить в расплавленный алюминий?
Стандартные нормы добавки составляют от 1 до 3 кг флюса на метрическую тонну расплавленного алюминия для типичных случаев применения литейных печей. Правильная норма зависит от нескольких факторов: уровня загрязнения шихты (при более высоком содержании скрапа требуется больше флюса), площади поверхности печи (при больших поверхностях требуется больше покрывающего флюса на единицу металла), типа сплава и конкретных металлургических целей. Начните с 1,5 кг/тонну и скорректируйте ее в зависимости от результатов определения индекса плотности и наблюдений за качеством окалины.
Вопрос 4: Можно ли использовать алюминиевый флюс со всеми алюминиевыми сплавами?
Нет. Химический состав сплава существенно ограничивает выбор флюса. Магнийсодержащие сплавы (деформируемая серия 5xxx, литейный сплав A356) требуют флюса с низким содержанием фтора или без фтора, поскольку фтор реагирует с магнием и снижает содержание Mg в сплаве. Для литейных сплавов, модифицированных стронцием, требуются флюсы с низким содержанием натрия и хлора, чтобы избежать нейтрализации модификационной обработки. Всегда проверяйте совместимость флюса с конкретным обрабатываемым сплавом, прежде чем остановить свой выбор на том или ином продукте.
Q5: В чем разница между флюсом и дегазацией при обработке алюминия?
Обработка флюсом и дегазация - это взаимодополняющие, но разные процессы. Обработка флюсом направлена на защиту поверхности, удаление оксидов и флотацию включений с некоторым удалением водорода в качестве вторичного эффекта. Дегазация - обычно выполняемая с помощью вращающихся импеллеров с газом аргоном или азотом - специально оптимизирована для удаления водорода путем флотации газовых пузырьков. На практике наилучшие результаты дает сочетание обоих методов: обработка флюсом удаляет включения и снижает оксидные барьеры, а роторная дегазация эффективно удаляет растворенный водород с большей эффективностью, чем любой из этих процессов в отдельности.
Q6: Опасен ли алюминиевый флюс?
Алюминиевый флюс представляет собой несколько опасностей при обращении с ним, требующих надлежащего контроля. Основным риском является опасность взрыва пара при контакте загрязненного влагой флюса с расплавленным алюминием - потенциально смертельная опасность при неправильном хранении или обращении. При обработке флюса также образуется хлористый водород и небольшое количество хлорного газа, что требует соответствующей вентиляции и защиты органов дыхания. Фторсодержащие компоненты флюса являются раздражителями для кожи, глаз и дыхательных путей. При соответствующих условиях хранения (сухое, герметичное, в помещении), надлежащих средствах индивидуальной защиты и достаточной вентиляции печей эти опасности устранимы в рамках стандартной промышленной безопасности.
Q7: Как узнать, когда нужно пополнить запасы алюминиевого флюса?
О том, что покрытие флюсом исчерпано и требуется его пополнение, сигнализируют несколько признаков: поверхность расплава становится визуально темной и тусклой, а не светящейся, как поверхность, покрытая флюсом; сквозь слой флюса становятся видны участки голого металла; увеличивается скорость образования окалины; измерения индекса плотности начинают иметь тенденцию к росту. При непрерывном производстве установите график пополнения запасов по времени, исходя из особенностей вашей печи и темпов производства, дополнив его визуальным контролем.
Вопрос 8: Что произойдет, если в алюминий добавить слишком много флюса?
Передозировка флюса создает проблемы, которые отличаются от недодозировки, но не менее проблематичны. Избыток флюса, который не может быть поглощен в слое окалины, может опуститься в расплав, создавая включения флюса в затвердевшем литье. Чрезмерная активность хлоридного флюса может увеличить образование водорода, а не его удаление при очень высоких концентрациях. Чрезмерная обработка фтористым флюсом может привести к истощению магния в чувствительных сплавах и потенциальному образованию фтористых включений. Тщательно калибруйте нормы добавления флюса, а не считайте, что большее количество флюса всегда дает лучшие результаты.
Вопрос 9: Каков срок годности алюминиевого флюса и как его следует хранить?
При хранении в оригинальной, герметичной, влагонепроницаемой упаковке в сухом помещении при относительной влажности воздуха ниже 50% и температуре от 5°C до 35°C большинство продуктов с алюминиевым флюсом сохраняют свои характеристики в течение 12-24 месяцев. После вскрытия упаковки неиспользованную часть следует немедленно запечатать и использовать в течение 30 дней. Влажность является основным механизмом деградации - поглощенная влага вызывает образование корки, которая препятствует распространению, и, что более важно, создает риск взрыва пара при контакте флюса с расплавленным алюминием. Перед использованием всегда проверяйте содержание влаги в партиях флюса, хранившихся более 12 месяцев.
Q10: В чем разница между флюсом для сварки и флюсом для литья алюминия?
Это совершенно разные продукты, служащие для разных целей. Сварочный флюс (используемый в таких процессах, как SMAW/палочная сварка или дуговая сварка с порошковым покрытием) предназначен для защиты сварочной ванны от атмосферного загрязнения во время затвердевания в локальной зоне сварки и разрабатывается с учетом металлургических требований процесса сварки. Флюс для литья алюминия предназначен для нанесения на большие объемы расплавленного алюминия при установившихся температурах выдержки, с целью очистки объема расплава, удаления водорода и управления окалиной при различных производственных температурах. Химический состав, способ применения и металлургические механизмы совершенно разные, и эти две категории продуктов не являются взаимозаменяемыми.
Заключение: Построение эффективной программы использования алюминиевого флюса
На вопрос “что такое алюминиевый флюс” есть простой поверхностный ответ - химическое соединение, которое защищает и очищает расплавленный алюминий. Но практическое применение знаний о флюсе охватывает химию, технологию, металлургию, экологию и экономику. Эффективные программы флюсования требуют подбора правильного типа и химического состава флюса для конкретного сплава и условий шихты, его нанесения с помощью метода, наиболее подходящего для печи и объема производства, а также систематического измерения результатов для постоянного улучшения.
Наш опыт работы с сотнями предприятий по литью алюминия подтверждает, что самые высокопроизводительные предприятия - это те, которые относятся к своей программе флюсов как к прецизионному процессу, а не как к расходному материалу. Разница между оптимизированной программой флюсов и плохо управляемой программой измеряется в процентах выхода продукции, процентах брака при литье и показателях восстановления металла из окалины, что напрямую отражается на операционной рентабельности.
Ключевые принципы, которые следует перенести из этого обзора:
- Подберите химический состав флюса в соответствии с химическим составом сплава - не существует универсального продукта, который оптимально работает со всеми семействами алюминиевых сплавов
- Метод нанесения имеет такое же значение, как и химический состав продукта - самый лучший флюс, нанесенный некачественно, уступает стандартному продукту, нанесенному правильно
- Регулярно измеряйте производительность - индекс плотности, характер окалины и спектрохимическая проверка являются основой систематического управления потоком
- Никогда не идите на компромисс с требованиями к хранению влаги - это не возможность сэкономить, а критически важное требование безопасности
- Оценивайте флюс по общей экономической эффективности процесса, а не по цене за единицу продукции - влияние выбора флюса на выход и качество продукции на последующем этапе превосходит разницу в прямых материальных затратах между продуктами
