Les produits chimiques de récupération de l'aluminium pour les opérations de fonderie en 2026 doivent répondre à des normes de performance métallurgique beaucoup plus strictes que les générations précédentes de flux et d'agents d'affinage - la référence est passée de la simple récupération du métal à la récupération d'un aluminium propre, sans inclusion, contrôlé par l'hydrogène, à des rendements qui justifient l'économie du traitement secondaire. Chez AdTech, nous travaillons directement avec des ingénieurs de fonderie et des spécialistes de l'approvisionnement dans des installations de coulée sous pression, de coulée en sable et de coulée continue, et les données issues de ces engagements montrent constamment que la sélection des produits chimiques est la variable la plus importante pour déterminer à la fois les taux de récupération du métal et la qualité de la coulée en aval.
Si votre projet nécessite l'utilisation d'un flux de récupération de l'écume d'aluminium, vous pouvez nous contacter pour un devis gratuit.
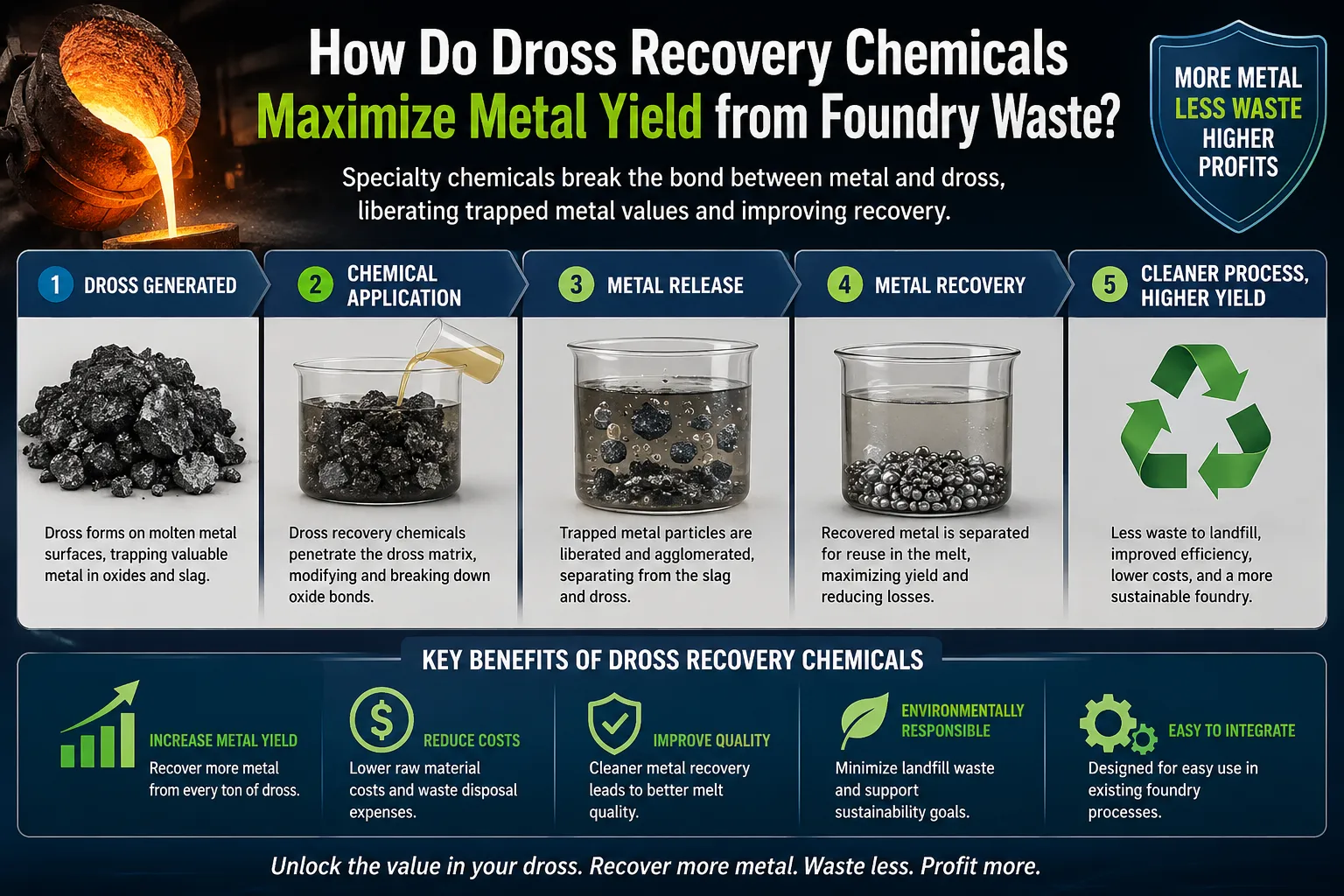
Que sont les produits chimiques de récupération de l'aluminium et comment fonctionnent-ils dans les fonderies ?
Les produits chimiques de récupération de l'aluminium englobent une vaste catégorie d'additifs métallurgiques, y compris les fondants de couverture, flux de raffinage, agents de traitement des crasses, tablettes de dégazage, Le terme “récupération” dans le contexte de la fonderie a une double signification : la récupération physique de l'aluminium métallique à partir des crasses et des scories, et la récupération chimique dans le sens de la restauration de la qualité de la fonte à la spécification après contamination par les déchets ou le traitement. Le terme "récupération" dans le contexte de la fonderie a une double signification : la récupération physique de l'aluminium métallique à partir de l'écume et du laitier, et la récupération chimique dans le sens de la restauration de la qualité de la fonte à la spécification après contamination par la ferraille ou le traitement.
L'environnement de la fonderie pose des problèmes de contamination qui sont beaucoup plus complexes que ceux de la fusion de l'aluminium primaire. Les matériaux de charge de la ferraille arrivent avec des oxydes de surface, des résidus de peinture, des lubrifiants, de l'humidité et une variabilité des éléments d'alliage. Dans une fonderie de moulage sous pression automobile typique, une chaleur de production peut combiner des lingots d'aluminium achetés, des déchets retournés en interne et des déchets achetés dans des proportions qui varient quotidiennement en fonction de la disponibilité et du coût. Chaque composition de charge exige que le système chimique de récupération s'adapte en conséquence.
Nous avons constaté que les fonderies qui ne disposent pas d'un programme systématique de récupération chimique perdent généralement entre 31 et 81 tonnes de leur production totale d'aluminium en raison de l'écume non récupérée, des taux de rebut élevés dus aux défauts d'inclusion et des rejets liés à la porosité de l'hydrogène. Un programme de récupération chimique bien conçu réduit généralement ces pertes combinées à moins de 2% de production - une différence qui, à l'échelle d'une fonderie typique, représente des économies annuelles substantielles rien qu'en termes de coûts de matières premières.

Filières de récupération primaire dans les opérations de fonderie
La récupération de l'aluminium dans une fonderie suit trois voies distinctes, chacune nécessitant une intervention chimique spécifique :
Voie 1 - Récupération de la surface de fusion: Le flux de recouvrement et d'affinage appliqué à la surface du bain du four empêche la formation d'oxyde, dissout les films d'oxyde existants et concentre les inclusions non métalliques dans une couche d'écume récupérable. Il s'agit de la principale application des systèmes de flux à base de chlorure-fluorure.
Filière 2 : Récupération par traitement des crasses: Après écrémage, l'écume contient de l'aluminium métallique 30-70% piégé dans une matrice d'oxyde et de sel. Les produits chimiques de traitement de l'écume - également appelés composés d'écume exothermiques ou agents de séparation de l'écume - déclenchent des réactions exothermiques contrôlées qui refondent le métal piégé, ce qui lui permet de s'accumuler et d'être récupéré.
Voie 3 : Récupération par purification de la matière fondue: L'élimination de l'hydrogène et des inclusions par des traitements chimiques de dégazage permet de récupérer la valeur qualitative de l'aluminium, ce qui permet au métal qui serait autrement mis au rebut ou déclassé de répondre aux spécifications pour des applications de moulage de première qualité.
| Parcours de rétablissement | Type de produit chimique | Gain de récupération typique | Point d'application |
|---|---|---|---|
| Protection de la surface de la fonte | Flux de couverture et d'affinage | 1-3% amélioration du rendement | Surface du bain de four |
| Extraction de crasses | Agents de traitement des crasses | 15-30% Plus de métal à partir de scories | Station de traitement de l'écume |
| Élimination de l'hydrogène | Tablettes de dégazage/gaz | 0,5-2% réduction du taux de rejet | Unité ou poche de dégazage |
| Suppression de l'inclusion | Flux de raffinage + filtration | 1-3% réduction du taux de défectuosité | Traitement de la matière fondue + boîte à filtres |
| Élimination des métaux alcalins | Flux de fluorure réactif | Correction chimique | Four ou poche de coulée |
Quelles sont les spécifications d'affinage 2026 applicables aux produits chimiques de récupération de l'aluminium de fonderie ?
Le paysage des spécifications d'affinage pour 2026 reflète des pressions convergentes provenant de trois directions : les programmes d'allègement automobile exigeant une meilleure qualité structurelle de l'aluminium, les réglementations environnementales se resserrant autour des flux de déchets contenant du fluorure, et les engagements de durabilité de la chaîne d'approvisionnement poussant les fonderies à une plus grande utilisation des matériaux secondaires. Ensemble, ces forces ont élevé la barre technique pour ce que les produits chimiques de récupération de l'aluminium doivent accomplir.
Mise à jour des spécifications relatives à la teneur en hydrogène pour 2026
La porosité à l'hydrogène reste le principal problème de qualité dans la production des fonderies d'aluminium. Les spécifications de 2026 pour la teneur en hydrogène dans divers segments d'application ont été renforcées par rapport aux références de 2022 :
| Segment d'application | 2022 Max H₂ (cc/100g Al) | 2026 Objectif H₂ (cc/100g Al) | Méthode de mesure |
|---|---|---|---|
| Structures automobiles (pièces de sécurité) | 0.15 | 0.10 | RPDFT / Telegas |
| Automobile non structurelle | 0.20 | 0.15 | Indice de densité RPT |
| Moulage en sable pour l'aérospatiale | 0.10 | 0.07 | Extraction à chaud sous vide |
| Moulage sous pression général | 0.25 | 0.18 | Indice de densité RPT |
| Gravité/moule permanent | 0.20 | 0.12 | Indice de densité RPT |
| Coulée continue (billettes) | 0.12 | 0.08 | Telegas online |
Ces objectifs plus stricts en matière d'hydrogène exigent que les produits chimiques de dégazage et les opérations de dégazage rotatif atteignent une plus grande efficacité de purge. La conformité à la spécification 2026 a conduit à l'adoption de pastilles de flux générant du chlore plus réactif et d'équipements de dégazage rotatif plus sophistiqués avec des conceptions de rotor optimisées.
Spécifications du contenu de l'inclusion et critères de propreté
Les critères de référence de l'industrie pour 2026 concernant le contenu d'inclusion, en particulier pour les applications structurelles automobiles, ont adopté des cotes de propreté quantitatives plutôt que les évaluations visuelles qualitatives qui étaient la norme au cours des décennies précédentes :
Méthode de fractographie en K: La mesure de la longueur totale des fissures remplace les critères simples de réussite ou d'échec.
Classification de la propreté selon le PoDFA: La chaîne d'approvisionnement automobile de 2026 exige de plus en plus de mesures PoDFA inférieures à 0,15 mm²/kg pour les applications de moulage structurel.
Indice de propreté ultrasonique: Mesure ultrasonique en ligne pendant la coulée, avec des déclenchements de rejet à des seuils d'intensité d'écho définis.
Les produits chimiques de récupération doivent maintenant être validés non seulement pour leur capacité générale de raffinage, mais aussi pour leur performance spécifique à atteindre ces objectifs quantitatifs de propreté dans l'environnement de production.
Spécifications de pureté de la composition chimique pour les flux conformes à la norme 2026
Le cadre de spécification 2026 aborde également la question de la pureté des produits chimiques de récupération eux-mêmes, reconnaissant ainsi qu'un flux de qualité inférieure peut introduire une contamination au lieu de l'éliminer :
| Paramètre chimique | 2026 Limite des spécifications | Norme d'essai | Pourquoi c'est important |
|---|---|---|---|
| Teneur en eau | Inférieur à 0,3% en poids | Titrage de Karl Fischer | Risque d'explosion + source d'hydrogène |
| Teneur en fer (Fe) | Inférieure à 300 ppm | ICP-OES | Contamination en Fe de la matière fondue |
| Métaux lourds (Pb+Cd+Hg) | Inférieur à 100 ppm au total | ICP-MS | Environnement + qualité |
| Carbone libre | Inférieur à 0,1% | Analyse de la combustion | Source d'inclusion |
| Taille des particules D90 | A ±15% de la spécification | Diffraction laser | Cohérence de l'application |
| Variation de la chimie des lots | Moins de 1,5% dans les principaux composants | XRF par lot | Répétabilité du processus |
Comment les produits chimiques de récupération de l'écume maximisent-ils le rendement en métal des déchets de fonderie ?
Les crasses de fonderie représentent l'un des flux de valeur récupérable les plus importants dans le traitement de l'aluminium. Une fonderie produisant 5 000 tonnes de pièces moulées en aluminium par an peut générer 150 à 400 tonnes d'écumes, en fonction du type d'alliage, de la qualité de la charge de ferraille et des pratiques de gestion du four. La teneur en aluminium métallique de ces crasses, aux prix actuels, représente une valeur récupérable substantielle. Pourtant, sans traitement chimique approprié, une grande partie de ces crasses est destinée au traitement des déchets ou à la mise en décharge.
Fonctionnement des produits chimiques de traitement de l'écume
Les agents de traitement de l'écume - parfois commercialisés sous le nom de composés d'écume exothermiques, d'aides au pressage de l'écume ou de fluidifiants de l'écume - agissent par le biais de réactions thermochimiques contrôlées. Lorsqu'ils sont mélangés à de l'écume chaude (généralement à 600-750°C), ces composés réagissent avec l'oxygène résiduel dans la matrice de l'écume par le biais de réactions d'oxydation exothermiques. La chaleur générée localement refond les gouttelettes d'aluminium qui se sont solidifiées dans le réseau d'oxyde. Le dégagement de gaz et le flux de sel qui l'accompagnent réduisent simultanément la viscosité de la phase d'oxyde, ce qui permet aux gouttelettes de métal de coalescer et de s'accumuler.
Le mécanisme chimique implique de multiples réactions simultanées :
- L'oxydation exothermique des additifs métalliques réactifs augmente la température locale de 100 à 200°C.
- Les composants des sels de fluorure réagissent avec les phases cristallines d'oxyde d'aluminium et les dissolvent.
- Le flux de sel crée une phase liquide de faible viscosité qui mouille les gouttelettes de métal et favorise la coalescence.
- Le dégagement de gaz provenant des composants en décomposition assure un micro brassage qui facilite la séparation des métaux et des scories.
Types de produits chimiques pour le traitement de l'écume et comparaison des performances
| Type de produit chimique | Mécanisme | Gain de récupération des métaux | Méthode d'application | Niveau de coût |
|---|---|---|---|---|
| Mélange de poudres exothermique | Chaleur + flux | 20-35% récupération supplémentaire | Mélanger à l'écume chaude | Modéré |
| Mélange de flux riche en fluor | Dissolution chimique | 15-25% récupération supplémentaire | Saupoudrer sur les scories chaudes | Faible-modéré |
| Mélange de sel et d'oxyde | Flux uniquement | 10-20% récupération supplémentaire | Mélanger à l'écume | Faible |
| Mélange réactif spécialisé | Multi-mécanisme | 25-40% récupération supplémentaire | Mélange mécanique | Plus élevé |
Intégration de la presse à crasse au traitement chimique
Les systèmes de récupération de l'écume les plus efficaces combinent le traitement chimique et le pressage mécanique. Après l'ajout de produits chimiques pour le traitement de l'écume, l'écume traitée est transférée, encore chaude, dans une presse hydraulique où une pression de 15 à 50 MPa est appliquée. Le prétraitement chimique augmente la récupération du métal lors du pressage de l'écume :
- Réduire la viscosité de l'écume pour que le métal s'écoule plus librement sous pression.
- Pré-coalescence de fines gouttelettes de métal dans des bassins plus grands qui réagissent à la pression hydraulique.
- Transformer la phase oxyde d'une matrice continue en une structure plus ouverte et perméable.
Le traitement chimique combiné au pressage permet généralement d'obtenir des taux de récupération des métaux de 60-75% à partir de la masse des crasses, contre 30-45% pour le pressage seul et 15-30% pour le traitement chimique seul.
Quelles sont les formulations chimiques utilisées pour les différents systèmes d'alliages de fonderie ?
La chimie de l'alliage n'est pas une considération secondaire dans la sélection des produits chimiques de recouvrement - c'est le principal facteur déterminant. L'utilisation de flux chimiques incompatibles peut endommager activement la composition de l'alliage, introduire des inclusions d'un type différent de celles qui sont éliminées ou provoquer des réactions inattendues avec les additifs de traitement de la fonte.

Produits chimiques de récupération pour les alliages de fonderie aluminium-silicium (série 3xx.x)
La série 3xx.x - y compris A380, A356, A360 et les alliages apparentés - domine la production de pièces automobiles moulées sous pression et par gravité. Ces alliages contiennent du silicium 6-12% et des quantités variables de cuivre, de magnésium et de zinc en fonction de la qualité spécifique.
Considérations chimiques clés pour cette famille d'alliages :
- La teneur en sodium des fondants doit être étroitement contrôlée lorsque la modification au strontium est utilisée. Une teneur en sodium supérieure à 8-10 ppm peut neutraliser la modification au strontium et ramener la morphologie du silicium eutectique à une forme aciculaire non modifiée.
- Le rapport chlorure-fluorure dans le flux de recouvrement doit favoriser des niveaux modérés de fluorure (8-15%) pour permettre l'élimination des alcalins sans attaque excessive du magnésium.
- Les produits chimiques de dégazage doivent être compatibles avec le modificateur de strontium - certaines tablettes riches en chlore consomment le strontium par la formation de SrCl₂.
- Les ajouts de raffineurs de grains (alliages maîtres Al-Ti-B ou Al-Ti-C) doivent être effectués après le traitement par flux pour éviter l'interaction du diborure de titane avec les résidus de fluorure.
Produits chimiques de récupération pour les alliages d'aluminium et de magnésium (série 5xxx)
Les alliages d'aluminium et de magnésium corroyés présentent l'environnement d'application de flux le plus sensible sur le plan chimique. Le magnésium réagit agressivement avec les composés fluorés, et même une exposition modérée aux flux fluorés peut réduire de façon mesurable la teneur en magnésium de l'alliage.
Mécanisme de réaction : MgO + 2AlF₃ → 2AlF-MgF₂ + produits d'oxydation.
À 740 °C, cette réaction se produit rapidement et un flux riche en fluorure appliqué à un alliage Al-Mg peut épuiser le magnésium à des taux de 0,01-0,05% par cycle de traitement, en fonction de la teneur en fluorure du flux et de l'intensité du traitement.
Approche recommandée pour la série 5xxx :
- Flux de recouvrement en chlorure pur (système KCl/NaCl, sans ajout de fluorure).
- La fonction de couverture physique est prioritaire par rapport à la réactivité chimique.
- Flux de raffinage spécifique à faible teneur en fluorures si l'élimination des alcalis est nécessaire.
- Dégazage séparé à l'azote ou à l'argon plutôt qu'avec des pastilles génératrices de chlore.
Exigences chimiques de récupération par famille d'alliage
| Famille d'alliages | Si Content | Sensibilité au Mg | Type de flux recommandé | Taux de fluorure | Limite de Na |
|---|---|---|---|---|---|
| A380 (Al-Si-Cu) | 7,5-9,5% | Faible | Standard KCl/NaCl/fluorure | 10-18% | 15 ppm |
| A356 (Al-Si-Mg) | 6.5-7.5% | Modéré | Faible teneur en Na, teneur modérée en fluor | 8-15% | 8 ppm |
| 5052 (Al-Mg) | <0,25% | Très élevé | KCl/NaCl sans fluor | 0-3% | 20 ppm |
| 6061 (Al-Mg-Si) | 0,4-0,8% | Modéré | Faible teneur en fluor | 5-10% | 10 ppm |
| 7075 (Al-Zn-Mg) | <0,4% | Modéré | Spécialisé compatible avec le Zn | 5-8% | 8 ppm |
| 2xxx (Al-Cu) | <0,5% | Faible | Chlorure-fluorure standard | 10-15% | 15 ppm |
Produits chimiques de récupération pour l'aluminium de haute pureté et de spécialité
Certaines applications de fonderie - composants structurels automobiles à parois minces, pièces moulées pour l'aérospatiale, tubes pour échangeurs de chaleur - exigent des niveaux de pureté de l'aluminium qui dépassent la capacité de traitement par flux standard. Ces applications stimulent la demande de systèmes chimiques de récupération spécialisés :
Traitement au bore pour la purification primaire de l'aluminium: Les ajouts au maître alliage AlB₂ précipitent le titane et le vanadium sous forme de borures insolubles, éliminant ces éléments de l'aluminium de qualité électrique et de haute conductivité.
Systèmes de flux pour l'élimination du sodium: Formulations de flux dédiées utilisant une chimie riche en AlF₃ spécifiquement conçue pour éliminer le sodium à moins de 2 ppm pour les applications critiques de modification de l'eutectique.
Flux de raffinage compatible avec le strontium: Formulations à base de chlorure et à faible teneur en fluorure dont on a vérifié qu'elles préservaient le modificateur de strontium à des niveaux cibles pendant plusieurs cycles de traitement.
Comment les agents de fluxage, les produits chimiques de dégazage et les raffineurs de céréales interagissent-ils ?
L'un des aspects les moins appréciés de la chimie de l'aluminium de fonderie est l'interaction entre les différents systèmes de traitement chimique. Les métallurgistes de fonderie considèrent souvent le traitement par flux, le dégazage, l'affinage du grain et la modification comme des étapes séquentielles indépendantes - mais dans la pratique, chaque traitement affecte le suivant.
A lire également : Flux de couverture et d'affinage pour les fours d'attente en aluminium
Traitement du flux et son effet sur l'efficacité du dégazage
Une bonne couverture de flux avant le dégazage améliore considérablement l'efficacité de l'élimination de l'hydrogène. Le mécanisme est simple : le traitement par flux élimine les barrières de film d'oxyde de la surface de la matière fondue et réduit l'épaisseur de la peau d'oxyde. Pendant le dégazage rotatif, les bulles de gaz remontant à la surface doivent pénétrer cette peau d'oxyde pour libérer l'hydrogène. Les peaux d'oxyde plus épaisses et plus intactes agissent comme des barrières de diffusion qui piègent l'hydrogène dans les bulles montantes, réduisant ainsi leur efficacité de désorption.
Les fonderies qui effectuent un traitement par flux avant le dégazage obtiennent systématiquement des niveaux d'hydrogène finaux inférieurs pour une durée de dégazage et des débits de gaz équivalents, par rapport aux opérations de dégazage sans traitement par flux préalable.
Comprimés générateurs de chlore et interaction avec les raffineurs de grains
Les tablettes de dégazage qui libèrent du chlore gazeux par réaction avec l'aluminium créent un risque d'interaction spécifique avec les raffineurs à grains de titane-bore. Le chlore réagit avec les particules de diborure de titane (TiB₂) - les sites de nucléation actifs dans les raffineurs de grains Al-Ti-B - en les convertissant en composés de chlorure de titane. Cette réaction réduit l'efficacité de l'affineur de grains.
Implications pratiques: Lors de l'utilisation de pastilles de dégazage génératrices de chlore dans des alliages nécessitant un affinage du grain, l'ajout d'affineur de grain doit être effectué après le dégazage, et non avant. La fenêtre temporelle entre la fin du dégazage et la coulée doit être courte (moins de 30 minutes) afin d'éviter la repousse des films d'oxyde avant le début de la coulée.
Chimie des modifications et temps d'interaction des flux
La modification du strontium (utilisée dans les alliages de coulée Al-Si pour modifier la morphologie du silicium eutectique) est confrontée à un risque d'appauvrissement chimique dû aux systèmes de flux de chlorure. Le strontium réagit avec les ions chlorure pour former du SrCl₂, qui se répartit dans la couche d'écume de flux, réduisant ainsi le niveau effectif de strontium dans la masse fondue.
Taux d'appauvrissement en strontium mesurés à partir du traitement par flux :
- Flux à haute teneur en chlorure, traitement de 30 minutes : réduction d'environ 20-30% de strontium.
- Faible flux de chlorure, traitement de 30 minutes : environ 5-15% de réduction du strontium.
- Flux de couverture physique uniquement (activité chlorure minimale) : en dessous de 5% réduction du strontium.
Ces données signifient que le moment et le dosage de l'ajout de strontium doivent tenir compte de l'appauvrissement du traitement des flux. De nombreuses fonderies surdosent le strontium précisément parce qu'elles ne tiennent pas compte de cette perte systématique.
Quelles normes chimiques d'affinage de l'aluminium s'appliquent aux fonderies automobiles et aérospatiales ?
Les environnements de qualité les plus exigeants pour les produits chimiques de récupération de l'aluminium de fonderie sont les pièces moulées de structure automobile et les composants aérospatiaux. Ces deux secteurs ont développé des exigences de qualification spécifiques qui vont bien au-delà des spécifications génériques des matériaux.
Normes chimiques du secteur automobile
La chaîne d'approvisionnement en aluminium moulé pour l'industrie automobile fonctionne selon un cadre de qualification à plusieurs niveaux. Les fournisseurs automobiles de niveau 1 sont tenus de démontrer que leurs produits chimiques de traitement de l'aluminium en fusion répondent à des critères de performance spécifiques validés par des essais métallurgiques formels.
Principales normes de qualité automobile influençant la sélection des produits chimiques de récupération :
IATF 16949: La norme relative au système de gestion de la qualité automobile exige que les fournisseurs de produits chimiques soient soumis aux mêmes exigences en matière de qualification et de surveillance des fournisseurs que les autres fournisseurs de matériaux de production. Cela signifie que les fournisseurs de produits chimiques de flux et de récupération doivent fournir des données documentées sur la capacité du processus, des diagrammes SPC pour les paramètres chimiques critiques et des protocoles de notification pour tout changement chimique.
Spécifications des matériaux spécifiques aux OEM: Les principaux équipementiers automobiles (BMW, Mercedes, Ford, GM, Toyota) maintiennent leurs propres spécifications pour les matériaux de moulage en aluminium qui exigent implicitement des niveaux spécifiques de propreté de la fonte qui ne peuvent être atteints que par des programmes de traitement chimique appropriés.
ASTM B179, B85 et normes connexes: Ces spécifications ASTM pour les lingots d'alliage d'aluminium et les pièces moulées sous pression comprennent des limites de composition chimique que les produits chimiques de récupération doivent soutenir, et non pas affaiblir.
Exigences chimiques pour la fonderie aérospatiale
Les fonderies d'aluminium de l'industrie aérospatiale respectent des exigences encore plus strictes en matière de traitement chimique, avec une couche supplémentaire de contrôle formel des spécifications du processus :
| Standard | Organisme émetteur | Pertinence pour les produits chimiques de récupération |
|---|---|---|
| AMS 2770 | SAE | Procédures de traitement thermique de l'aluminium - condition préalable de propreté de la matière fondue |
| AMS 4218 | SAE | Moulage à la cire perdue d'alliages d'aluminium - nécessite des limites d'inclusion spécifiques |
| NADCAP AC7114 | PRI/NADCAP | Contrôle non destructif des pièces de fonderie - le flux doit supporter la propreté UT/RT |
| Boeing D1-4426 | Boeing | Sources de processus approuvées - les fournisseurs de produits chimiques peuvent nécessiter l'approbation de Boeing |
| EN 4267 | AECMA/ASD | Spécification européenne pour le moulage d'aluminium pour l'aérospatiale |
| MIL-A-21180 | Département de la défense des États-Unis | Moulage militaire de l'aluminium - exigences strictes en matière de chimie et de propreté |
Exigences en matière de traçabilité des produits chimiques pour les marchés de la fonderie haut de gamme
Les marchés de l'automobile et de l'aérospatiale exigent de plus en plus une traçabilité complète des produits chimiques utilisés dans la transformation de l'aluminium. Les fournisseurs de produits chimiques de récupération doivent désormais fournir :
- Certificat d'analyse (CoA) pour chaque lot de production.
- Traçabilité de l'approvisionnement en matières premières pour les composants du sel.
- Système de qualité de fabrication documenté (ISO 9001 au minimum).
- Vérification de la teneur en métaux lourds par des tests en laboratoire accrédités.
- Des échantillons de lots de production ont été conservés pour des tests rétrospectifs.
Comment les fonderies doivent-elles évaluer et sélectionner les fournisseurs de produits chimiques de récupération de l'aluminium ?
Le choix du fournisseur de produits chimiques pour la récupération de l'aluminium a des conséquences importantes en aval. Un changement de fournisseur qui semble économiquement intéressant peut compromettre des mois de travail d'optimisation du processus si la chimie du nouveau produit varie d'une manière qui affecte les performances du traitement des matières fondues.
Processus de qualification technique
Nous recommandons un processus de qualification structuré en quatre phases pour tout nouveau fournisseur de produits chimiques de récupération :
Phase 1 : Examen de la documentation (2-4 semaines) : Évaluer les fiches techniques, les fiches de données de sécurité, les certificats d'analyse d'au moins 10 lots de production récents, les rapports d'essai de laboratoires tiers et les références clients d'opérations de fonderie similaires.
Phase 2 - Essais comparatifs en laboratoire (4-6 semaines) : Essais en laboratoire comparant le produit candidat à l'étalon actuel à l'aide de protocoles d'essai normalisés. Mesure du taux d'étalement du flux, de la qualité de la séparation des crasses, de l'indice de densité et de la teneur en inclusions.
Phase 3 : Essai de production contrôlée (6-12 semaines) : Essais de production limités dans des conditions contrôlées avec collecte de données complètes. Suivi du taux de consommation de flux, du volume d'écume et de la teneur en métal, des taux de défauts de coulée et de la distribution de l'indice de densité.
Phase 4 - Qualification complète de la production (4-8 semaines) : Quantités de production complètes avec audit des fournisseurs, évaluation de la logistique et documentation d'approbation officielle.
Fiche d'évaluation des fournisseurs
| Critère d'évaluation | Poids | Pauvres (1) | Adéquat (3) | Excellent (5) |
|---|---|---|---|---|
| Cohérence chimique (d'un lot à l'autre) | 25% | >3% variation | 2-3% variation | <1.5% variation |
| Capacité d'assistance technique | 20% | Pas de métallurgistes | Soutien général | Métallurgiste spécialisé en fonderie |
| Contrôle de la teneur en eau | 20% | >0,5% | 0,3-0,5% | <0,3% |
| Fiabilité de l'approvisionnement | 15% | Pénuries fréquentes | Retards occasionnels | Disponibilité constante |
| Respect de l'environnement | 10% | Seulement de base | Conforme à REACH | Documentation complète |
| Qualité de l'emballage | 10% | Incohérent | Etanchéité adéquate | Excellente barrière contre l'humidité |
Drapeaux rouges dans l'évaluation des fournisseurs
Certains comportements des fournisseurs ou certaines lacunes dans la documentation doivent immédiatement susciter des inquiétudes en matière de qualification :
- Refus de fournir des données complètes sur la composition chimique (en invoquant la protection du secret commercial pour tous les composants).
- Des résultats de teneur en humidité incohérents d'un lot à l'autre (ce qui suggère un contrôle de la qualité de fabrication inadéquat).
- Aucun certificat de laboratoire accrédité pour la teneur en métaux lourds.
- Impossibilité de fournir des références d'opérations de fonderie comparables en termes d'échelle et de type d'alliage.
- Pas de procédure formelle de notification des modifications de la chimie.
- Fluctuations de prix supérieures à 15% entre les devis sans mouvement correspondant du marché des matières premières.
Quelles sont les dernières réglementations environnementales affectant les produits chimiques d'affinage de fonderie en 2026 ?
L'environnement réglementaire des produits chimiques de récupération de l'aluminium de fonderie s'est considérablement durci entre 2022 et 2026, avec des changements particulièrement importants dans l'Union européenne, au Royaume-Uni et dans plusieurs États américains qui mettent en œuvre des normes environnementales plus strictes, indépendamment des exigences fédérales de l'EPA.
Mises à jour européennes de REACH affectant Flux Chemistry
L'Agence européenne des produits chimiques (ECHA) a progressivement ajouté les composés fluorés à la liste des restrictions de l'annexe XVII de REACH. Le statut 2026 des principaux composants de flux dans le cadre de la réglementation européenne :
Hexafluorosilicate d'ammonium (NH₄)₂SiF₆: Soumis à des propositions de restriction dans les applications industrielles en raison du potentiel de libération de fluorure. Les fonderies qui utilisent ce composant dans les formulations de flux doivent documenter les contrôles techniques.
Cryolite (Na₃AlF₆): Reste autorisé mais soumis à des révisions des limites d'exposition sur le lieu de travail. Plusieurs États membres de l'UE ont adopté des limites nationales d'exposition professionnelle à la poussière de fluorure plus strictes que les valeurs de référence de l'UE.
Seuils de production de chlore gazeux: La mise en œuvre de la directive européenne sur les émissions industrielles (IED) dans les États membres a imposé des exigences plus strictes en matière de surveillance des émissions aux fonderies où le traitement des flux génère des émissions de chlore ou de HCl supérieures aux quantités seuils.
Réglementations environnementales américaines concernant les déchets chimiques des fonderies
Aux États-Unis, la classification des crasses et des résidus de flux contenant du fluorure dans le cadre de la loi RCRA (Resource Conservation and Recovery Act) continue d'évoluer :
| Flux de déchets | Classification actuelle | Exigences en matière d'élimination | Mise à jour 2026 |
|---|---|---|---|
| Crasse riche en fluor | Caractéristique dangereuse (D) dans de nombreux États | Installation de traitement des déchets dangereux agréée | Des seuils plus stricts pour l'analyse des lixiviats |
| Résidus de recouvrement de flux | Non dangereux dans la plupart des États | Décharge industrielle certifiée | Des variations croissantes d'un État à l'autre |
| Tourteau de sel provenant de la transformation des fondants | K088 répertorié dans certains états | Protocoles stricts pour les déchets dangereux | Pas de changement attendu |
| Résidu de flux à faible teneur en fluorure | Généralement non dangereux | Décharge industrielle | Révision des seuils d'exemption |
Tendances du développement des flux à faibles émissions et à teneur réduite en fluorures
La pression réglementaire a accéléré le développement de flux chimiques alternatifs qui maintiennent les performances tout en réduisant l'impact sur l'environnement :
Additifs de flux organiques: Programmes de recherche explorant les systèmes de sels organiques qui se décomposent proprement sans résidus de fluorure ou de chlorure lourd. Les performances sont actuellement inférieures à celles des systèmes à base de chlorure-fluorure pour les applications exigeantes, mais elles s'améliorent.
Systèmes hybrides à fluorure réduit: Formulations permettant une élimination équivalente des alcalis avec une teneur en fluorure inférieure de 30-50% grâce à l'optimisation de la spéciation du fluorure et de la distribution des particules.
Systèmes de gaz capturés: Conception de fours en circuit fermé qui capturent les émissions de chlore et de HCl provenant du traitement des flux pour les neutraliser, ce qui permet de continuer à utiliser des produits chimiques à base de chlorure efficaces tout en respectant les limites d'émission dans l'air.
Contrôle des processus et vérification de la qualité des performances chimiques de la récupération de l'aluminium
La mise en œuvre d'un programme efficace de produits chimiques pour la récupération de l'aluminium sans contrôle systématique des processus et de la qualité revient essentiellement à travailler à l'aveuglette. La chimie des flux la plus sophistiquée donne des résultats incohérents sans systèmes de mesure permettant de suivre son efficacité dans des conditions de production réelles.
Méthodes de contrôle de la qualité en temps réel
Indice de densité Tendance: Chaque chauffe doit donner lieu à une mesure de l'indice de densité à l'aide du test de pression réduite. Les données doivent être suivies dans le temps par équipe, par four et par composition de la charge. Les valeurs de l'indice de densité en dehors des limites de contrôle (généralement ±0,05 par rapport à la cible) doivent déclencher une enquête sur l'adéquation de l'application du flux, l'humidité de la charge ou les conditions du four.
Caractérisation des crasses: La pesée et la caractérisation des crasses de chaque chauffe fournissent une preuve indirecte de la qualité de la couverture du flux. L'augmentation de la masse des crasses sans changement proportionnel de la composition de la charge suggère une couverture inadéquate du flux permettant une oxydation excessive.
Évaluation visuelle de la surface de fonte: Les opérateurs expérimentés peuvent évaluer la qualité de la couverture du flux par le caractère visuel de la surface de fusion. L'aluminium correctement fluxé présente une surface uniforme, légèrement lumineuse, sans taches de métal nu. Une couverture inadéquate présente des taches d'oxyde sombre avec des zones de métal nu potentiellement réfléchissantes.
Protocole d'échantillonnage et d'essais en laboratoire
| Test | Fréquence | Méthode | Limite de contrôle | Déclencheur d'action |
|---|---|---|---|---|
| Indice de densité | Chaque chaleur | ASTM E2792 RPT | Spécifique à l'application | Supérieure à la limite supérieure |
| Composition spectrochimique | Chaque chaleur | OES (arc/étincelle) | Spécification de l'alliage | En dehors des limites de l'alliage |
| Évaluation de l'inclusion | Minimum hebdomadaire | K-mold ou PoDFA | Spécifique au processus | Tendance à la détérioration |
| Hydrogène (quantitatif) | Base d'échantillonnage | Telegas/LECO | Spécifique à l'application | Au-dessus du seuil |
| Flux d'humidité | Chaque nouveau lot | Titrage du KF | Inférieur à 0,3% | Supérieure à 0,3% |
Application du contrôle statistique des processus
Les fonderies les plus sophistiquées appliquent le contrôle statistique des procédés (CSP) aux données de performance de leurs produits chimiques de récupération de l'aluminium. Les cartes de contrôle de l'indice de densité, de la teneur en écume et des taux de rejet des pièces coulées permettent de détecter rapidement les dérives du processus avant qu'elles ne se traduisent par une défaillance du produit.
Recommandations pour la mise en place d'une carte de contrôle :
- Établir des données de référence à partir d'un minimum de 30 chauffes de production stable.
- Fixer les limites de contrôle à ±3 sigma de la moyenne du processus pour l'indice de densité.
- Tracer le pourcentage de la teneur en écume sur une carte individuelle (carte I) avec une plage de déplacement de 20 degrés.
- Utilisez les diagrammes CUSUM pour détecter les dérives progressives des taux de rejet liés à l'inclusion.
Analyse coûts-avantages des produits chimiques de récupération de l'aluminium de qualité supérieure par rapport aux produits chimiques de récupération de l'aluminium standard
Les arguments économiques en faveur des produits chimiques de récupération de qualité supérieure sont convaincants lorsqu'ils sont analysés correctement, mais l'analyse doit aller au-delà du prix unitaire pour s'intéresser à l'ensemble des aspects économiques du processus.
Le cadre de calcul des coûts réels
Scénario: Fonderie produisant 8 000 tonnes de pièces moulées en aluminium par an, utilisant de l'aluminium secondaire avec un taux moyen de retour à la casse de 15%.
| Élément de coût | Flux standard (cas de base) | Flux Premium (amélioré) | Différence |
|---|---|---|---|
| Coût unitaire du flux | $1.20/kg | $1.85/kg | +$0,65/kg |
| Taux de consommation de flux | 2,8 kg/tonne Al | 2,1 kg/tonne Al | -0,7 kg/tonne |
| Coût annuel du flux | $26,880 | $31,080 | +$4,200 |
| Teneur en écume (moyenne) | 48% | 38% | -10 points de pourcentage |
| Volume annuel de crasses | 400 tonnes | 360 tonnes | -40 tonnes |
| Al récupérable à partir de l'écume | 192 tonnes | 136,8 tonnes perdues = meilleure récupération | +22 tonnes supplémentaires |
| Valeur de l'Al supplémentaire récupéré | — | +$44,000 | +$44,000 |
| Taux de rejet de la coulée (inclusions) | 2.8% | 1.6% | -1.2% |
| Réduction annuelle des coûts de rejet | — | +$96,000 | +$96,000 |
| Prestation annuelle nette (flux de primes) | — | +$135,800 | — |
Ce modèle simplifié montre que l'investissement dans les produits chimiques de première qualité, qui s'élève à 4 200 tonnes par an, génère environ 135 800 tonnes de métaux récupérables et de réduction des rejets, soit un ratio de rentabilité d'environ 32:1.
Où sont perdues les économies réalisées grâce à un flux de moindre qualité ?
Les fonderies qui passent à des produits chimiques de récupération moins coûteux se heurtent souvent à ces augmentations de coûts en aval qui éliminent les économies initiales :
- Augmentation du volume de consommation de flux nécessaire pour compenser la teneur plus faible en ingrédient actif.
- Taux de rejet des pièces moulées plus élevés nécessitant des coûts supplémentaires de retouche ou de recyclage de la ferraille.
- Augmentation des coûts de traitement de l'écume en raison de l'augmentation du volume d'écume et de la baisse du rendement de pressage.
- Réclamations potentielles de qualité de la part des clients en raison de défaillances sur le terrain liées à l'inclusion de composants critiques.
- Accélération de l'usure du réfractaire due à une mauvaise formulation de la chimie des flux.
Protocoles de sécurité et exigences en matière de manipulation des produits chimiques d'affinage de fonderie
La gestion de la sécurité des produits chimiques de récupération en fonderie n'est pas négociable. La combinaison de métal en fusion à haute température et de composés chimiques réactifs crée des conditions de danger qui nécessitent des contrôles systématiques.
Exigences en matière de stockage
Un stockage correct des produits chimiques est la base d'une gestion sûre des produits chimiques en fonderie :
- Stocker tous les produits chimiques de flux et de récupération dans des zones de stockage intérieures dédiées et sèches, avec une humidité contrôlée inférieure à 50% RH.
- Ne jamais stocker de flux dans des zones sujettes à des fuites de toit, à l'intrusion d'humidité dans le sol ou à des fluctuations de température qui provoquent de la condensation.
- Maintenir la rotation FIFO (premier entré, premier sorti) afin d'éviter l'accumulation de stocks vieillis.
- Scellez immédiatement les sacs partiellement utilisés à l'aide d'un thermoscellage ou d'une fermeture à clip solide.
- Garder la zone de stockage fermée à clé et accessible uniquement au personnel formé.
- Tenir à jour l'inventaire des produits chimiques en fonction de la disponibilité des fiches de données de sécurité (FDS).
Exigences en matière d'équipement de protection individuelle
| Tâche de manipulation des produits chimiques | Exigences minimales en matière d'EPI | EPI supplémentaire recommandé |
|---|---|---|
| Manipulation du sac de flux (non ouvert) | Lunettes de sécurité, gants | Masque anti-poussière si sacs cassés |
| Application manuelle de flux dans le four | Écran facial, gants de protection contre la chaleur, tablier | Air fourni en cas de mauvaise ventilation |
| Application chimique du traitement de l'écume | Écran facial, gants de protection contre la chaleur, tablier, bottes en acier | Écran facial complet |
| Fonctionnement du système d'injection de poudre | Lunettes de sécurité, protection auditive | Respirateur anti-poussière |
| Intervention d'urgence (déversement/éclaboussure) | Ensemble complet d'EPI | Accès aux douches d'urgence |
Planification des interventions d'urgence
Toute fonderie utilisant des produits chimiques pour la récupération de l'aluminium doit tenir à jour des procédures d'intervention en cas d'urgence :
- Les éclaboussures de produits chimiques ou les brûlures.
- Explosions de vapeur liées à l'humidité.
- Dégagement de chlore gazeux à partir de réactions flux-métal.
- Incendies liés au stockage de produits chimiques.
- Protocoles de premiers secours spécifiques à l'exposition aux produits chimiques à base de fluorure et de chlorure.
Afficher les procédures d'urgence de manière visible dans la zone de travail. Organiser des exercices au moins deux fois par an. Installer des douches oculaires à moins de 10 secondes de tous les points d'application de flux.
FAQ sur les produits chimiques de récupération de l'aluminium pour les applications de fonderie
Q1 : Quel est le meilleur produit chimique de récupération de l'aluminium pour les alliages de moulage sous pression à haute teneur en silicium comme l'A380 ?
Pour l'A380 et les alliages de coulée sous pression Al-Si-Cu similaires, le système chimique de récupération le plus efficace associe un flux d'affinage de couverture à teneur modérée en fluorure (teneur en fluorure de 10-18%, équilibre KCl/NaCl) à des pastilles de dégazage génératrices de chlore ou à un dégazage rotatif. La faible teneur en sodium du flux doit être vérifiée si une modification au strontium est utilisée. Le traitement des crasses à l'aide d'un composé exothermique doux améliore la récupération des métaux à partir des écumes. La formulation optimale spécifique dépend de la qualité de la charge de ferraille et du type de four.
Q2 : En quoi les spécifications de raffinage de 2026 diffèrent-elles des normes de 2022 ?
Les spécifications 2026 sont principalement plus strictes en ce qui concerne la teneur en hydrogène (abaissée d'environ 25-30% dans la plupart des catégories d'application), les limites quantitatives d'inclusion (remplaçant les évaluations qualitatives), les exigences en matière de pureté des flux (limites plus strictes en matière d'humidité et de métaux lourds), et la documentation relative à la conformité environnementale. Les applications structurelles automobiles exigent désormais généralement un indice de densité inférieur à 0,10%, contre 0,15% auparavant.
Q3 : Les produits chimiques de récupération de l'aluminium peuvent-ils remplacer complètement le dégazage avec un gaz inerte ?
Non. Les produits chimiques de récupération - en particulier les fondants de couverture et d'affinage - complètent mais ne remplacent pas le dégazage rotatif ou le traitement du gaz de purge pour l'élimination de l'hydrogène. Le traitement par flux améliore l'efficacité du dégazage ultérieur en éliminant les barrières de diffusion des oxydes et en réduisant la tension superficielle de la matière fondue, mais le mécanisme mécanique de flottation des bulles de gaz du dégazage rotatif est nécessaire pour atteindre des niveaux d'hydrogène inférieurs à 0,15 cc/100g Al dans la plupart des alliages de production.
Q4 : Que se passe-t-il si j'utilise un flux à haute teneur en fluorure sur un alliage d'aluminium et de magnésium ?
L'utilisation d'un flux à haute teneur en fluorure (teneur en fluorure supérieure à 15%) sur des alliages Al-Mg de la série 5xxx entraînera un appauvrissement mesurable du magnésium par le biais de réactions d'échange fluorure-magnésium. En fonction de l'intensité du traitement, vous pouvez perdre 0,05-0,2% de magnésium de l'alliage par cycle de traitement. Sur plusieurs chauffages, cet appauvrissement s'aggrave et peut pousser la composition de l'alliage en dehors des limites de spécification. Pour les alliages contenant du magnésium, utilisez toujours des flux à faible teneur en fluorure ou sans fluorure.
Q5 : Comment puis-je calculer le taux d'addition de flux correct pour mon four de fonderie ?
Commencez par la surface du bain du four (en m²) et la profondeur cible de la couche de flux de 20 à 30 mm. La densité du flux est d'environ 1,5-2,0 g/cm³ lorsqu'il est fondu, ce qui vous donne un point de départ basé sur le volume. Les références industrielles typiques sont de 1 à 3 kg de flux par tonne métrique d'aluminium pour les applications de four de maintien, des taux plus élevés étant nécessaires pour les charges de ferraille contaminées. Suivez les caractéristiques de l'écume et l'indice de densité afin d'optimiser le taux spécifique pour votre opération.
Q6 : Combien de temps le flux reste-t-il efficace dans un four de maintien de l'aluminium ?
L'efficacité du flux diminue avec le temps, car il absorbe les inclusions et sa chimie chlorure-fluorure est consommée par les réactions avec la masse fondue et ses contaminants. Dans les opérations continues, les couches de flux doivent généralement être réapprovisionnées toutes les 2 à 4 heures. L'indicateur visuel est lorsque la surface de la fonte devient sombre et terne au lieu de présenter l'aspect légèrement lumineux caractéristique d'un bain fraîchement fluxé. L'écrémage des crasses doit s'accompagner de l'ajout de flux frais.
Q7 : Existe-t-il des formulations de flux qui soient à la fois efficaces et totalement exemptes de fluor ?
Il existe des formulations de fondants entièrement exempts de fluorure, mais leurs performances sont très limitées par rapport aux systèmes contenant du fluorure. Les systèmes de flux au chlorure pur (KCl/NaCl) assurent un recouvrement efficace et une dissolution modérée des oxydes, mais ne peuvent atteindre la capacité d'élimination des alcalins ou la vitesse de dissolution des oxydes des produits contenant du fluorure. Pour les opérations où les contraintes chimiques des alliages ou les réglementations environnementales excluent l'utilisation du fluorure, les systèmes à base de chlorure pur combinés à un dégazage agressif à l'azote ou à l'argon représentent l'alternative la plus viable.
Q8 : Quelle documentation devrais-je recevoir de mon fournisseur de produits chimiques de récupération en 2026 ?
Au minimum, attendez-vous à un certificat d'analyse par lot (avec le chlorure %, le fluorure %, l'humidité %, la distribution de la taille des particules, la teneur en fer et la teneur en métaux lourds) ; une fiche de données de sécurité conforme aux normes SGH/CLP ; une déclaration de conformité REACH pour l'approvisionnement de l'UE ; un certificat de système de qualité ISO 9001 ; et un certificat d'intégrité de l'emballage pour les produits sensibles à l'humidité. Les fournisseurs de premier ordre fournissent également des données d'essais métallurgiques démontrant la performance du produit dans les applications de fusion de l'aluminium.
Q9 : Comment devons-nous traiter le flux stocké depuis plus de 12 mois ?
Avant d'utiliser un flux stocké depuis longtemps, il convient d'inspecter l'emballage pour vérifier qu'il n'y a pas de rupture de l'intégrité de la barrière contre l'humidité. Si l'emballage est intact et que les conditions de stockage ont été correctement contrôlées (sec, à l'intérieur, en dessous de 50% HR), le produit peut encore convenir. Effectuer un test de teneur en humidité (méthode Karl Fischer) sur un échantillon représentatif. Si la teneur en humidité est inférieure à 0,3%, le produit est probablement encore efficace. Si la teneur en humidité est supérieure à 0,5%, jetez le matériau - le risque d'explosion dû au contact du flux humide avec l'aluminium en fusion ne vaut pas les économies réalisées grâce à l'utilisation d'un stock vieilli.
Q10 : À quelles innovations chimiques en matière de récupération de l'aluminium les fonderies devraient-elles s'attendre en 2026 et au-delà ?
Plusieurs développements sont sur le point d'être commercialisés. Les composés fluorés nanostructurés montrent une efficacité d'élimination des alcalis nettement améliorée pour des charges globales de fluorures plus faibles dans les essais en laboratoire. Les systèmes de dosage de flux en temps réel liés à des capteurs en ligne de la qualité de la matière fondue (indice de densité, propreté ultrasonique) passent du stade du prototype à celui de la disponibilité commerciale, ce qui permet d'ajuster automatiquement le taux d'ajout de flux en fonction de l'état mesuré de la matière fondue plutôt que d'établir des calendriers fixes. Des systèmes de flux à faibles émissions utilisant des gaz réactifs capturés et des composés tampons organiques font l'objet d'essais sur le terrain dans des fonderies européennes soumises aux réglementations les plus strictes en matière d'émissions atmosphériques. L'innovation s'oriente systématiquement vers des performances accrues pour une consommation de produits chimiques et un impact sur l'environnement moindres.
Résumé
La sélection et l'application des produits chimiques de récupération de l'aluminium pour les opérations de fonderie en 2026 exigent un niveau de rigueur technique qui correspond aux spécifications de plus en plus exigeantes des clients des secteurs de l'automobile, de l'aérospatiale et de la fonderie de structures. Le système chimique de récupération - couvrant le flux de couverture, le flux d'affinage, les agents de traitement de l'écume et la chimie de dégazage - doit être conçu comme un système intégré adapté à la chimie spécifique de l'alliage, à la qualité de la charge de ferraille, au type de four et aux exigences de qualité en aval.
Chez AdTech, nous avons beaucoup investi pour comprendre comment les décisions de sélection des produits chimiques se propagent à travers toute la chaîne de processus de la fonderie, de la fusion de la charge à la coulée et à l'inspection finale. Les preuves soutiennent systématiquement l'investissement dans des produits chimiques de récupération de première qualité et bien caractérisés, avec une documentation complète sur la traçabilité, en choisissant des fournisseurs qui peuvent fournir une assistance technique métallurgique parallèlement à la fourniture du produit, et en construisant des systèmes de mesure qui permettent une quantification réelle de l'efficacité du traitement chimique.
Les spécifications d'affinage de 2026 représentent une direction claire : des limites d'hydrogène plus strictes, des repères quantitatifs d'inclusion, des exigences de pureté chimique plus strictes et une documentation de conformité environnementale élargie. Les fonderies qui alignent aujourd'hui leurs programmes de récupération chimique sur ces spécifications seront mieux positionnées sur le plan concurrentiel lorsque ces normes se propageront dans la chaîne d'approvisionnement au cours des prochaines années.
