Los productos químicos de recuperación de aluminio para las operaciones de fundición en 2026 deben cumplir con estándares de rendimiento metalúrgico significativamente más estrictos que las generaciones anteriores de fundentes y agentes de refinación - el punto de referencia ha cambiado de simplemente recuperar metal a recuperar aluminio limpio, libre de inclusiones y controlado por hidrógeno con rendimientos que justifiquen la economía del procesamiento secundario. En AdTech, trabajamos directamente con ingenieros de fundición y especialistas en aprovisionamiento en instalaciones de fundición en coquilla, en arena y continua, y los datos de esos compromisos muestran sistemáticamente que la selección de productos químicos es la variable de mayor influencia a la hora de determinar tanto los índices de recuperación de metal como la calidad de la fundición posterior.
Si su proyecto requiere el uso de fundente de recuperación de escoria de aluminio, puede Contacto para obtener un presupuesto gratuito.
¿Qué son los productos químicos para la recuperación del aluminio y cómo funcionan en las operaciones de fundición?
Los productos químicos para la recuperación del aluminio abarcan una amplia categoría de aditivos metalúrgicos, incluidos los fundentes de recubrimiento, flujos de refinado, agentes de tratamiento de la escoria, pastillas desgasificadoras, El término “recuperación”, en el contexto de la fundición, tiene un doble significado: recuperación física del aluminio metálico de la escoria y recuperación química en el sentido de restaurar la calidad de la fusión tras la contaminación de la chatarra o el procesamiento. El término "recuperación" en el contexto de la fundición tiene un doble significado: recuperación física del aluminio metálico de la escoria y recuperación química en el sentido de restaurar la calidad de la masa fundida a las especificaciones tras la contaminación de la chatarra o el procesamiento.
El entorno de la fundición plantea problemas de contaminación mucho más complejos que la fundición primaria de aluminio. Los materiales de carga de chatarra llegan con óxidos superficiales, residuos de pintura, lubricantes, humedad y variabilidad de elementos de aleación. Un proceso de producción en una fundición de automoción típica puede combinar lingotes de aluminio comprados, chatarra de retorno interna y chatarra comprada en proporciones que varían diariamente en función de la disponibilidad y el coste. Cada composición de la carga exige que el sistema químico de recuperación se adapte en consecuencia.
Hemos constatado que las fundiciones que operan sin un programa sistemático de recuperación química suelen perder entre 3% y 8% de su producción total de aluminio debido a la escoria no recuperada, las elevadas tasas de rechazo por defectos de inclusión y los rechazos relacionados con la porosidad del hidrógeno. Un programa químico de recuperación bien diseñado suele reducir estas pérdidas combinadas a menos de 2% de producción, una diferencia que, a las escalas típicas de fundición, representa un ahorro anual sustancial sólo en costes de materias primas.

Vías de recuperación primaria en las operaciones de fundición
La recuperación del aluminio en una fundición sigue tres vías distintas, cada una de las cuales requiere una intervención química específica:
Vía 1 - Recuperación de la superficie fundida: El fundente de recubrimiento y refinado aplicado a la superficie del baño del horno evita la formación de óxido, disuelve las películas de óxido existentes y concentra las inclusiones no metálicas en una capa de escoria recuperable. Esta es la principal aplicación de los sistemas de fundentes de cloruro-flúor.
Vía 2: Recuperación del tratamiento de la escoria: Tras el espumado, la escoria contiene 30-70% aluminio metálico atrapado dentro de una matriz de óxido-sal. Los productos químicos para el tratamiento de la escoria -también denominados compuestos exotérmicos de escoria o agentes separadores de escoria- inician reacciones exotérmicas controladas que vuelven a fundir el metal atrapado, permitiendo que se agrupe y se recupere.
Vía 3: Recuperación por purificación de masa fundida: La eliminación del hidrógeno y de las inclusiones mediante tratamientos químicos de desgasificación recupera el valor cualitativo del aluminio, permitiendo que el metal que de otro modo sería desechado o degradado cumpla las especificaciones para aplicaciones de fundición de primera calidad.
| Vía de recuperación | Tipo químico | Ganancia de recuperación típica | Punto de aplicación |
|---|---|---|---|
| Protección de la superficie fundida | Fundente de recubrimiento-refinado | 1-3% mejora del rendimiento | Superficie del baño del horno |
| Extracción de escoria metálica | Agentes de tratamiento de la escoria | 15-30% más metal a partir de la escoria | Estación de tratamiento de escorias |
| Eliminación de hidrógeno | Pastillas desgasificadoras/gas | 0,5-2% reducción de la tasa de rechazo | Unidad de desgasificación o cuchara |
| Eliminación de la inclusión | Flujo de refinado + filtración | 1-3% reducción de la tasa de defectos | Tratamiento de fusión + caja de filtros |
| Eliminación de metales alcalinos | Flujo de fluoruro reactivo | Corrección química | Horno o cuchara |
¿Qué especificaciones de refinado de 2026 se aplican a los productos químicos de recuperación del aluminio de fundición?
El panorama de las especificaciones de refinado para 2026 refleja presiones convergentes procedentes de tres direcciones: los programas de aligeramiento de los automóviles, que exigen una mayor calidad del aluminio estructural, las normativas medioambientales, cada vez más estrictas en torno a los flujos de residuos que contienen fluoruros, y los compromisos de sostenibilidad de la cadena de suministro, que empujan a las fundiciones hacia una mayor utilización de materiales secundarios. En conjunto, estas fuerzas han elevado el listón técnico de lo que deben conseguir los productos químicos para la recuperación del aluminio.
Especificaciones actualizadas sobre el contenido de hidrógeno para 2026
La porosidad del hidrógeno sigue siendo el principal problema de calidad en la producción de fundición de aluminio. Las especificaciones de 2026 para el contenido de hidrógeno en varios segmentos de aplicación se han endurecido en comparación con los puntos de referencia de 2022:
| Segmento de aplicación | 2022 H₂ máximo (cc/100g Al) | 2026 Objetivo H₂ (cc/100g Al) | Método de medición |
|---|---|---|---|
| Automoción estructural (piezas de seguridad) | 0.15 | 0.10 | RPDFT / Telegas |
| Automóvil no estructural | 0.20 | 0.15 | Índice de densidad RPT |
| Fundición en arena aeroespacial | 0.10 | 0.07 | Extracción en caliente al vacío |
| Fundición a presión en general | 0.25 | 0.18 | Índice de densidad RPT |
| Molde de gravedad/permanente | 0.20 | 0.12 | Índice de densidad RPT |
| Colada continua (palanquilla) | 0.12 | 0.08 | Telegas en línea |
Estos objetivos de hidrógeno más estrictos exigen que los productos químicos de desgasificación y las operaciones de desgasificación rotativa logren una mayor eficacia de purga. El cumplimiento de la especificación 2026 ha impulsado la adopción de pastillas fundentes generadoras de cloro más reactivas y equipos de desgasificación rotativa más sofisticados con diseños de rotor optimizados.
Inclusión Especificaciones de contenido y criterios de limpieza
Los criterios de referencia de la industria para el contenido de inclusión de 2026, en particular para las aplicaciones estructurales de la automoción, han adoptado índices de limpieza cuantitativos en lugar de las evaluaciones visuales cualitativas que eran habituales en décadas anteriores:
Método de fractografía K-mold: Medición de la longitud total de la grieta en sustitución de los criterios simples de aprobado/no aprobado.
Clasificación de limpieza PoDFA: La cadena de suministro de automoción de 2026 requiere cada vez más mediciones PoDFA por debajo de 0,15 mm²/kg para aplicaciones de fundición estructural.
Índice de limpieza por ultrasonidos: Medición ultrasónica en línea durante la colada, con disparadores de rechazo en umbrales de intensidad de eco definidos.
Los productos químicos de recuperación deben validarse ahora no sólo por su capacidad general de refinado, sino por su rendimiento específico a la hora de alcanzar estos objetivos cuantitativos de limpieza en el entorno de producción.
Especificaciones de pureza de la composición química del fundente conforme a 2026
El marco de especificaciones de 2026 también aborda la pureza de los propios productos químicos de recuperación, un reconocimiento de que los fundentes de calidad inferior pueden introducir contaminación en lugar de eliminarla:
| Parámetro químico | 2026 Límite de especificación | Norma de ensayo | Por qué es importante |
|---|---|---|---|
| Contenido de humedad | Por debajo de 0,3% en peso | Valoración Karl Fischer | Peligro de explosión + fuente de hidrógeno |
| Contenido en hierro (Fe) | Por debajo de 300 ppm | ICP-OES | Contaminación por Fe de la masa fundida |
| Metales pesados (Pb+Cd+Hg) | Por debajo de 100 ppm total | ICP-MS | Medio ambiente + calidad |
| Carbono libre | Por debajo de 0,1% | Análisis de combustión | Fuente de inclusión |
| Tamaño de las partículas D90 | Dentro de ±15% de la especificación | Difracción láser | Coherencia de la aplicación |
| Variación química de los lotes | Por debajo de 1,5% en componentes principales | XRF por lote | Repetibilidad del proceso |
¿Cómo maximizan los productos químicos de recuperación de escoria el rendimiento metálico de los residuos de fundición?
La escoria de fundición representa uno de los flujos de valor recuperable más importantes en el procesamiento del aluminio. Una fundición que produzca 5.000 toneladas de piezas fundidas de aluminio al año puede generar entre 150 y 400 toneladas de escoria, dependiendo del tipo de aleación, la calidad de la carga de chatarra y las prácticas de gestión del horno. El contenido de aluminio metálico de esa escoria, a los precios actuales, representa un valor recuperable sustancial; sin embargo, sin un tratamiento químico adecuado, gran parte de ella va a parar al tratamiento de residuos o al vertedero.
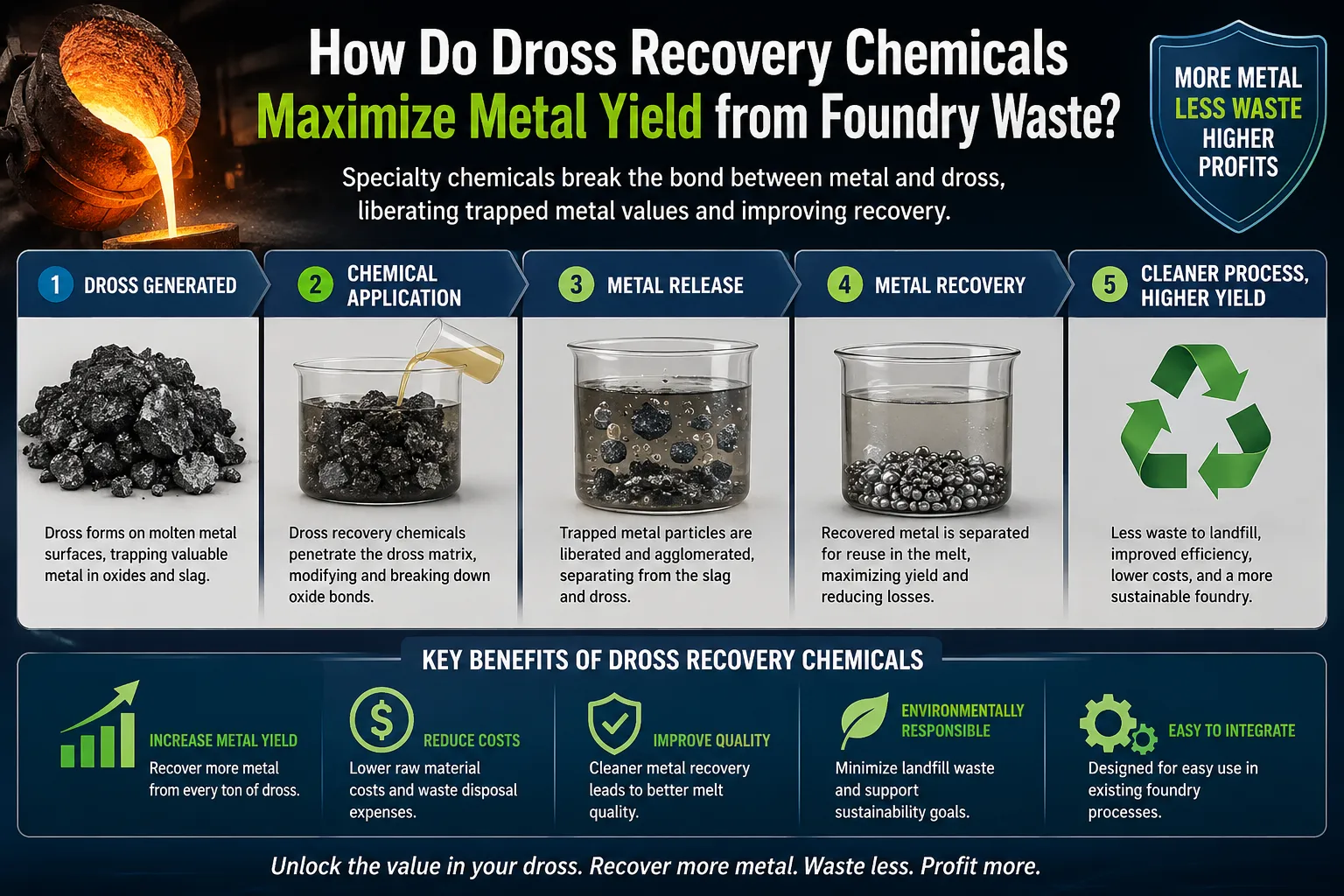
Cómo actúan los productos químicos para el tratamiento de la escoria
Los agentes de tratamiento de la escoria, a veces comercializados como compuestos exotérmicos de la escoria, ayudas para el prensado de la escoria o fluidificantes de la escoria, actúan mediante reacciones termoquímicas controladas. Cuando se mezclan con escoria caliente (normalmente a 600-750°C), estos compuestos reaccionan con el oxígeno residual de la matriz de escoria mediante reacciones de oxidación exotérmica. El calor generado refunde localmente las gotas de aluminio que se han solidificado dentro de la red de óxido. La evolución de gas y los componentes de flujo de sal que la acompañan reducen simultáneamente la viscosidad de la fase de óxido, lo que permite que las gotas de metal se fusionen y se agrupen.
El mecanismo químico implica múltiples reacciones simultáneas:
- La oxidación exotérmica de los aditivos metálicos reactivos aumenta la temperatura local entre 100 y 200°C.
- Los componentes de las sales de fluoruro reaccionan con las fases cristalinas de óxido de aluminio y las disuelven.
- El flujo salino crea una fase líquida de baja viscosidad que moja las gotas de metal y favorece la coalescencia.
- La evolución del gas procedente de los componentes en descomposición proporciona una microagitación que facilita la separación del metal y la escoria.
Tipos de productos químicos para el tratamiento de la escoria y comparación de resultados
| Tipo químico | Mecanismo | Recuperación de metales | Método de aplicación | Nivel de costes |
|---|---|---|---|---|
| Mezcla exotérmica de polvos | Calor + flujo | 20-35% recuperación adicional | Mezclar en la escoria caliente | Moderado |
| Mezcla de fundentes rica en flúor | Disolución química | 15-25% recuperación adicional | Espolvorear sobre la escoria caliente | Bajo-Moderado |
| Mezcla de sal + óxido | Sólo flujo | 10-20% recuperación adicional | Mezclar en escoria | Bajo |
| Mezcla reactiva especializada | Multimecanismo | 25-40% recuperación adicional | Mezclar mecánicamente | Más alto |
Integración de la prensa de escoria con el tratamiento químico
Los sistemas de recuperación de escoria más eficaces combinan el tratamiento químico con el prensado mecánico. Tras la adición de productos químicos para el tratamiento de la escoria, la escoria tratada se transfiere aún caliente a una prensa hidráulica en la que se aplica una presión de 15-50 MPa. El pretratamiento químico aumenta la recuperación de metal del prensado de la escoria:
- Reducir la viscosidad de la escoria para que el metal escurra más libremente bajo presión.
- Precoalescencia de gotas finas de metal en charcos más grandes que responden a la presión hidráulica.
- Conversión de la fase de óxido de una matriz continua a una estructura más abierta y permeable.
El tratamiento químico combinado con el prensado suele alcanzar índices de recuperación de metal de 60-75% a partir de la masa de escoria, frente a los 30-45% del prensado solo y los 15-30% del tratamiento químico solo.
¿Qué formulaciones químicas se utilizan para los distintos sistemas de aleaciones de fundición?
La química de la aleación no es una consideración secundaria en la selección del producto químico de recuperación, sino que es el principal factor determinante. El uso de productos químicos de fundente incompatibles puede dañar activamente la composición de la aleación, introducir inclusiones de un tipo diferente a las que se están eliminando o provocar reacciones inesperadas con los aditivos del tratamiento de fusión.

Productos químicos de recuperación para aleaciones de fundición de aluminio-silicio (serie 3xx.x)
Las series 3xx.x -incluidas A380, A356, A360 y aleaciones afines- dominan la producción de fundición a presión y por gravedad en el sector de la automoción. Estas aleaciones contienen silicio 6-12% y cantidades variables de cobre, magnesio y zinc en función del grado específico.
Consideraciones químicas clave para esta familia de aleaciones:
- El contenido de sodio en el fundente debe controlarse estrictamente cuando se utiliza la modificación con estroncio. Un contenido de sodio superior a 8-10 ppm puede neutralizar la modificación con estroncio y hacer que la morfología del silicio eutéctico vuelva a la forma acicular no modificada.
- La relación cloruro-fluoruro en el fundente de recubrimiento debe favorecer niveles moderados de fluoruro (8-15%) para proporcionar capacidad de eliminación de álcali sin ataque excesivo de magnesio.
- Los productos químicos de desgasificación deben ser compatibles con el modificador de estroncio: algunas pastillas ricas en cloro consumen estroncio a través de la formación de SrCl₂.
- Las adiciones de refinador de grano (aleaciones maestras Al-Ti-B o Al-Ti-C) deben programarse después del tratamiento con fundente para evitar la interacción del diboruro de titanio con los residuos de fluoruro.
Productos químicos de recuperación para aleaciones de aluminio y magnesio (serie 5xxx)
Las aleaciones forjadas de aluminio-magnesio presentan el entorno de aplicación de fundente químicamente más sensible. El magnesio reacciona de forma agresiva con los compuestos de flúor, e incluso una exposición moderada al flux de flúor puede reducir de forma apreciable el contenido de magnesio de la aleación.
Mecanismo de reacción: MgO + 2AlF₃ → 2AlF-MgF₂ + productos de oxidación.
A 740°C, esta reacción se produce rápidamente, y un fundente rico en flúor aplicado a una aleación de Al-Mg puede agotar el magnesio a tasas de 0,01-0,05% por ciclo de tratamiento, dependiendo del contenido de flúor del fundente y de la intensidad del tratamiento.
Enfoque recomendado para la serie 5xxx:
- Fundente de recubrimiento de cloruro puro (sistema KCl/NaCl, sin adiciones de fluoruro).
- Se prioriza la función de cobertura física sobre la reactividad química.
- Flujo de refinado dedicado de bajo contenido en flúor si se requiere la eliminación de álcalis.
- Desgasificación por separado con nitrógeno o argón en lugar de pastillas generadoras de cloro.
Requisitos químicos de recuperación por familia de aleación
| Familia de aleaciones | Contenido | Sensibilidad al Mg | Tipo de fundente recomendado | Nivel de flúor | Límite Na |
|---|---|---|---|---|---|
| A380 (Al-Si-Cu) | 7,5-9,5% | Bajo | Estándar KCl/NaCl/fluoruro | 10-18% | 15 ppm |
| A356 (Al-Si-Mg) | 6,5-7,5% | Moderado | Na bajo, fluoruro moderado | 8-15% | 8 ppm |
| 5052 (Al-Mg) | <0,25% | Muy alta | KCl/NaCl sin flúor | 0-3% | 20 ppm |
| 6061 (Al-Mg-Si) | 0,4-0,8% | Moderado | Bajo en flúor | 5-10% | 10 ppm |
| 7075 (Al-Zn-Mg) | <0,4% | Moderado | Compatible con Zn especializado | 5-8% | 8 ppm |
| 2xxx (Al-Cu) | <0,5% | Bajo | Cloruro-fluoruro estándar | 10-15% | 15 ppm |
Productos químicos de recuperación para aluminio de gran pureza y especialidades
Algunas aplicaciones de fundición -componentes estructurales de pared delgada para automoción, piezas de fundición a presión aeroespaciales, tubos para intercambiadores de calor- requieren niveles de pureza del aluminio que van más allá de la capacidad estándar de tratamiento con fundente. Estas aplicaciones impulsan la demanda de sistemas químicos especiales de recuperación:
Tratamiento con boro para la purificación primaria de Al: Las adiciones de la aleación maestra AlB₂ precipitan el titanio y el vanadio como boruros insolubles, eliminando estos elementos del aluminio de grado eléctrico y alta conductividad.
Sistemas de flujo de eliminación de sodio: Formulaciones de fundentes específicas que utilizan una química rica en AlF₃ específicamente diseñada para eliminar el sodio por debajo de 2 ppm en aplicaciones críticas de modificación eutéctica.
Fundente de refinado compatible con el estroncio: Se ha comprobado que las fórmulas con bajo contenido en cloruro conservan el modificador de estroncio en los niveles deseados durante varios ciclos de tratamiento.
¿Cómo interactúan los agentes fundentes, los productos químicos desgasificantes y los refinadores de cereales?
Uno de los aspectos menos valorados de la química del aluminio de fundición es la interacción entre los distintos sistemas de tratamiento químico. Los metalúrgicos de fundición suelen tratar el tratamiento con fundente, la desgasificación, el refinado del grano y la modificación como pasos secuenciales independientes, pero en la práctica cada tratamiento afecta al siguiente.
Lea también: Fundente de recubrimiento y refinado para hornos de mantenimiento de aluminio
Tratamiento del flujo y su efecto en la eficacia de la desgasificación
Una cobertura adecuada de fundente antes de la desgasificación mejora significativamente la eficacia de la eliminación de hidrógeno. El mecanismo es sencillo: el tratamiento con fundente elimina las barreras de la película de óxido de la superficie de la masa fundida y reduce el espesor de la capa de óxido. Durante la desgasificación rotativa, las burbujas de gas que suben a la superficie deben penetrar esta capa de óxido para liberar hidrógeno. Las pieles de óxido más gruesas e intactas actúan como barreras de difusión que atrapan el hidrógeno en las burbujas ascendentes, reduciendo su eficacia de desorción.
Las fundiciones que tratan con fundente antes de la desgasificación consiguen sistemáticamente niveles finales de hidrógeno más bajos con tiempos de desgasificación y caudales de gas equivalentes en comparación con las operaciones que desgasifican sin tratamiento previo con fundente.
Interacción entre las pastillas generadoras de cloro y el refinador de cereales
Las pastillas desgasificadoras que liberan cloro gaseoso por reacción con el aluminio crean un riesgo de interacción específico con los refinadores de grano de titanio-boro. El cloro reacciona con las partículas de diboruro de titanio (TiB₂) -los lugares de nucleación activa en los refinadores de grano Al-Ti-B- convirtiéndolas en compuestos de cloruro de titanio. Esta reacción reduce la potencia efectiva del refinador de grano.
Implicaciones prácticas: Cuando se utilicen pastillas desgasificadoras generadoras de cloro en aleaciones que requieran refinado de grano, la adición del refinador de grano debe hacerse después de la desgasificación, no antes. El intervalo de tiempo entre la finalización de la desgasificación y la colada debe ser corto (inferior a 30 minutos) para evitar el recrecimiento de películas de óxido antes de que comience la colada.
Química de la modificación y tiempo de interacción de los flujos
La modificación del estroncio (utilizada en aleaciones de fundición de Al-Si para modificar la morfología del silicio eutéctico) se enfrenta al riesgo de agotamiento químico de los sistemas de fundente de cloruro. El estroncio reacciona con los iones de cloruro para formar SrCl₂, que se divide en la capa de escoria del fundente, reduciendo el nivel efectivo de estroncio en la masa fundida.
Índices de agotamiento de estroncio medidos a partir del tratamiento de flujo:
- Flujo de alto cloruro, tratamiento de 30 minutos: aproximadamente 20-30% de reducción de estroncio.
- Bajo flujo de cloruro, tratamiento de 30 minutos: aproximadamente 5-15% de reducción de estroncio.
- Sólo flujo físico de recubrimiento (actividad mínima de cloruros): por debajo de 5% de reducción de estroncio.
Estos datos significan que el momento y la dosificación de la adición de estroncio deben tener en cuenta el agotamiento del tratamiento de flujo. Muchas fundiciones sobredosifican estroncio precisamente porque no tienen en cuenta esta pérdida sistemática.
¿Qué normas químicas de refinado de aluminio se aplican a las fundiciones aeroespaciales y de automoción?
Los entornos de calidad más exigentes para los productos químicos de recuperación de aluminio de fundición son las piezas de fundición estructurales de automoción y los componentes aeroespaciales. Ambos sectores han desarrollado requisitos de cualificación específicos que van mucho más allá de las especificaciones genéricas de los materiales.
Normas químicas del sector del automóvil
La cadena de suministro de fundición de aluminio para automoción funciona con arreglo a un marco de cualificación de varios niveles. Los proveedores de automoción de primer nivel deben demostrar que sus productos químicos para el tratamiento de la fundición de aluminio cumplen criterios de rendimiento específicos validados mediante pruebas metalúrgicas formales.
Principales normas de calidad del automóvil que afectan a la selección de productos químicos de recuperación:
IATF 16949: La norma del sistema de gestión de calidad de la automoción exige que los proveedores de productos químicos estén sujetos a los mismos requisitos de cualificación y control que los demás proveedores de materiales de producción. Esto significa que los proveedores de fundentes y productos químicos de recuperación deben proporcionar datos documentados sobre la capacidad del proceso, gráficos SPC para los parámetros químicos críticos y protocolos de notificación para cualquier cambio químico.
Especificaciones de material específicas para OEM: Los principales OEM de automoción (BMW, Mercedes, Ford, GM, Toyota) mantienen sus propias especificaciones de materiales de fundición de aluminio que requieren implícitamente niveles específicos de limpieza de la masa fundida que sólo pueden alcanzarse mediante programas adecuados de tratamiento químico.
ASTM B179, B85 y normas afines: Estas especificaciones ASTM para lingotes de aleación de aluminio y fundiciones a presión incluyen límites de composición química que los productos químicos de recuperación deben apoyar, no socavar.
Requisitos químicos de la fundición aeroespacial
Las operaciones de fundición de aluminio aeroespacial siguen unos requisitos de tratamiento químico aún más estrictos, con la capa adicional del control formal de las especificaciones del proceso:
| Estándar | Organismo emisor | Importancia de los productos químicos para la recuperación |
|---|---|---|
| AMS 2770 | SAE | Procedimientos de tratamiento térmico del aluminio - requisito previo de limpieza de la masa fundida |
| AMS 4218 | SAE | Fundición a la cera perdida de aleaciones de aluminio - requiere límites de inclusión específicos |
| NADCAP AC7114 | PRI/NADCAP | Pruebas no destructivas de piezas fundidas - el fundente debe soportar la limpieza UT/RT |
| Boeing D1-4426 | Boeing | Fuentes de proceso aprobadas - los proveedores de productos químicos pueden requerir la aprobación de Boeing |
| EN 4267 | AECMA/ASD | Especificación europea de fundición de aluminio aeroespacial |
| MIL-A-21180 | Departamento de Defensa | Fundición de aluminio militar: estrictos requisitos químicos y de limpieza |
Requisitos de trazabilidad química para los mercados de fundición de primera calidad
Tanto el mercado automovilístico como el aeroespacial exigen cada vez más una trazabilidad completa de los insumos químicos utilizados en el procesamiento del aluminio. Los proveedores de productos químicos de recuperación deben proporcionar ahora:
- Certificado de análisis (CoA) para cada lote de producción.
- Trazabilidad de las materias primas de los componentes de la sal.
- Sistema de calidad de fabricación documentado (ISO 9001 como mínimo).
- Verificación del contenido de metales pesados mediante pruebas de laboratorio acreditadas.
- Muestras retenidas de lotes de producción para pruebas retrospectivas.
¿Cómo deben evaluar y seleccionar las fundiciones a los proveedores de productos químicos para la recuperación del aluminio?
La selección de proveedores de productos químicos para la recuperación del aluminio tiene importantes consecuencias. Un cambio de proveedor que parece económicamente atractivo puede socavar meses de trabajo de optimización del proceso si la química del nuevo producto varía de forma que afecte al rendimiento del tratamiento de la masa fundida.
Proceso de cualificación técnica
Recomendamos un proceso de cualificación estructurado en cuatro fases para cualquier nuevo proveedor de productos químicos de recuperación:
Fase 1: Revisión de la documentación (2-4 semanas): Evaluar las hojas de datos técnicos, las hojas de datos de seguridad, los certificados de análisis de un mínimo de 10 lotes de producción recientes, los informes de pruebas de laboratorio de terceros y las referencias de clientes de operaciones de fundición similares.
Fase 2 - Pruebas comparativas de laboratorio (4-6 semanas): Pruebas de laboratorio en las que se compara el producto candidato con la referencia actual utilizando protocolos de prueba normalizados. Medición de la velocidad de esparcimiento del flujo, la calidad de separación de la escoria, el índice de densidad alcanzado y el contenido de inclusión.
Fase 3: Ensayo de producción controlada (6-12 semanas): Pruebas de producción limitadas en condiciones controladas con recogida exhaustiva de datos. Seguimiento de la tasa de consumo de fundente, el volumen de escoria y el contenido de metal, las tasas de defectos de fundición y las distribuciones del índice de densidad.
Fase 4 - Cualificación completa de la producción (4-8 semanas): Cantidades de producción completas con auditoría del proveedor, evaluación logística y documentación de aprobación formal.
Cuadro de mando para la evaluación de proveedores
| Criterio de evaluación | Peso | Pobre (1) | Adecuado (3) | Excelente (5) |
|---|---|---|---|---|
| Consistencia química (lote a lote) | 25% | Variación >3% | Variación 2-3% | Variación <1,5% |
| Capacidad de asistencia técnica | 20% | No hay metalúrgicos | Apoyo general | Metalúrgico dedicado a la fundición |
| Control del contenido de humedad | 20% | >0,5% | 0,3-0,5% | <0,3% |
| Fiabilidad del suministro | 15% | Escasez frecuente | Retrasos ocasionales | Disponibilidad constante |
| Cumplimiento de la normativa medioambiental | 10% | Sólo básico | Conforme a REACH | Documentación completa |
| Calidad del envase | 10% | Inconsistente | Sellado adecuado | Excelente barrera contra la humedad |
Banderas rojas en la evaluación de proveedores
Ciertos comportamientos de los proveedores o lagunas en la documentación deben suscitar inmediatamente inquietudes en materia de cualificación:
- Negativa a facilitar datos completos sobre la composición química (alegando la protección del secreto comercial de todos los componentes).
- Resultados de contenido de humedad incoherentes entre lotes (sugiere un control de calidad de fabricación inadecuado).
- No hay certificados de laboratorio acreditados sobre el contenido de metales pesados.
- Incapacidad de proporcionar referencias de operaciones de fundición comparables en escala y tipo de aleación.
- No existe un proceso formal de notificación de cambios para las modificaciones químicas.
- Fluctuaciones de precios superiores a 15% entre cotizaciones sin el correspondiente movimiento del mercado de materias primas.
¿Cuáles son las últimas normativas medioambientales que afectan a los productos químicos de refino para fundición en 2026?
El entorno normativo para los productos químicos de recuperación de aluminio de fundición se ha endurecido sustancialmente entre 2022 y 2026, con cambios especialmente significativos en la Unión Europea, Reino Unido y varios estados de EE. UU. que están aplicando normas medioambientales más estrictas independientes de los requisitos federales de la EPA.
Actualizaciones europeas de REACH que afectan a Flux Chemistry
La Agencia Europea de Sustancias y Preparados Químicos (ECHA) ha añadido progresivamente compuestos fluorados a la consideración de restricción en virtud del anexo XVII de REACH. La situación en 2026 de los componentes clave de los fluoruros según la normativa europea:
Hexafluorosilicato de amonio (NH₄)₂SiF₆: Sujeto a propuestas de restricción en aplicaciones industriales debido al potencial de liberación de fluoruros. Las fundiciones que utilicen este componente en formulaciones de fundentes deben documentar los controles de ingeniería.
Criolita (Na₃AlF₆): Sigue estando permitido pero está sujeto a revisiones de los límites de exposición en el lugar de trabajo. Varios Estados miembros de la UE han adoptado límites nacionales de exposición profesional al polvo de flúor más estrictos que los valores de referencia para toda la UE.
Umbrales de generación de gas cloro: La aplicación de la Directiva sobre emisiones industriales (DEI) de la UE en todos los Estados miembros ha impuesto requisitos más estrictos de control de emisiones a las fundiciones en las que el tratamiento de fundentes genera emisiones de cloro o HCl por encima de las cantidades umbral.
Normativa medioambiental estadounidense que afecta a los residuos químicos de fundición
En Estados Unidos, la clasificación de la escoria y los residuos de fundentes que contienen flúor con arreglo a la RCRA (Ley de Conservación y Recuperación de Recursos) sigue evolucionando:
| Flujo de residuos | Clasificación actual | Requisito de eliminación | Actualización 2026 |
|---|---|---|---|
| Escoria rica en flúor | Característica peligrosa (D) en muchos estados | Instalación de residuos peligrosos autorizada | Umbrales de análisis de lixiviados más estrictos |
| Residuo de fundente de recubrimiento gastado | No peligroso en la mayoría de los estados | Vertedero industrial certificado | Aumenta la variación entre estados |
| Torta de sal procedente del tratamiento de fundentes | K088 incluido en algunos estados | Protocolos estrictos de residuos peligrosos | No se esperan cambios |
| Residuo de flujo bajo en flúor | Generalmente no peligrosos | Vertedero industrial | Los umbrales de exención, a examen |
Tendencias en el desarrollo de flujos de baja emisión y reducidos en flúor
La presión normativa ha acelerado el desarrollo de productos químicos de fundentes alternativos que mantienen el rendimiento al tiempo que reducen el impacto medioambiental:
Aditivos fundentes orgánicos: Programas de investigación que exploran sistemas de sales orgánicas que se descomponen limpiamente sin residuos de fluoruro o cloruro pesado. El rendimiento es actualmente inferior al de los sistemas de cloruro-fluoruro para aplicaciones exigentes, pero está mejorando.
Sistemas híbridos de fluoruro reducido: Formulaciones que consiguen un rendimiento de eliminación de álcalis equivalente con un contenido de fluoruro 30-50% menor gracias a una especiación de fluoruro y una distribución de partículas optimizadas.
Sistemas de captura de gases: Diseños de hornos de circuito cerrado que capturan las emisiones de cloro y HCl del tratamiento de fundentes para su neutralización, lo que permite seguir utilizando productos químicos de cloruro eficaces a la vez que se cumplen los límites de emisiones atmosféricas.
Control del proceso y verificación de la calidad del rendimiento químico de la recuperación del aluminio
Implantar un programa eficaz de productos químicos para la recuperación del aluminio sin un control sistemático de los procesos y una verificación de la calidad es básicamente operar a ciegas. La química de fundentes más sofisticada ofrece resultados incoherentes sin sistemas de medición que controlen su eficacia en condiciones de producción reales.
Métodos de control de calidad en tiempo real
Índice de densidad Tendencia: Cada calentamiento debe producir una medición del índice de densidad utilizando la prueba de presión reducida. Los datos deben ser analizados a lo largo del tiempo por turno, horno y composición de la carga. Los valores del índice de densidad fuera de los límites de control (normalmente ±0,05 del objetivo) deben dar lugar a una investigación sobre la adecuación de la aplicación del fundente, la humedad de la carga o las condiciones del horno.
Caracterización de la escoria: El pesaje y la caracterización de la escoria de cada colada proporcionan una prueba indirecta de la calidad de la cobertura del fundente. El aumento de la masa de escoria sin un cambio proporcional en la composición de la carga sugiere una cobertura inadecuada del fundente que permite una oxidación excesiva.
Evaluación visual de la superficie fundida: Los operarios experimentados pueden evaluar la calidad de la cobertura de fundente por el carácter visual de la superficie fundida. El aluminio fundido correctamente muestra una superficie uniforme, ligeramente luminosa, sin manchas de metal desnudo. Una cobertura inadecuada muestra manchas oscuras de óxido con zonas de metal desnudo potencialmente reflectantes.
Protocolo de muestreo y pruebas de laboratorio
| Prueba | Frecuencia | Método | Límite de control | Acción desencadenante |
|---|---|---|---|---|
| Índice de densidad | Cada calor | ASTM E2792 RPT | Aplicación específica | Por encima del límite superior |
| Composición espectroquímica | Cada calor | OES (arco/chispa) | Especificación de la aleación | Fuera de los límites de la aleación |
| Evaluación de la inclusión | Mínimo semanal | Molde K o PoDFA | Proceso específico | Tendencia a la baja |
| Hidrógeno (cuantitativo) | Base de muestreo | Telegas/LECO | Aplicación específica | Por encima del umbral |
| Humedad de flujo | Cada nuevo lote | Valoración KF | Por debajo de 0,3% | Por encima de 0,3% |
Aplicación del control estadístico de procesos
Las operaciones de fundición más sofisticadas aplican el control estadístico de procesos (CEP) a sus datos de rendimiento químico de recuperación del aluminio. Los gráficos de control del índice de densidad, el contenido de escoria metálica y los índices de rechazo de coladas permiten detectar con antelación las desviaciones del proceso antes de que se manifiesten como fallos del producto.
Recomendaciones para la configuración de gráficos de control:
- Establecer datos de referencia a partir de un mínimo de 30 calores de producción estable.
- Fijar los límites de control en ±3 sigma a partir de la media del proceso para el índice de densidad.
- Trazar el porcentaje de contenido de escoria metálica en un gráfico individual (gráfico I) con un intervalo móvil de 20 grados.
- Utilice gráficos CUSUM para detectar desviaciones graduales en las tasas de rechazo relacionadas con la inclusión.
Análisis coste-beneficio de los productos químicos de recuperación de aluminio de primera calidad frente a los estándar
Los argumentos económicos a favor de los productos químicos de recuperación de alta calidad son convincentes cuando se analizan correctamente, pero el análisis requiere ir más allá del precio unitario y tener en cuenta la economía total del proceso.
Marco de cálculo del coste real
Escenario: Fundición que produce 8.000 toneladas de piezas moldeadas de aluminio al año, utilizando aluminio secundario con una tasa media de retorno de chatarra de 15%.
| Elemento de coste | Flujo estándar (caso base) | Premium Flux (Mejorado) | Diferencia |
|---|---|---|---|
| Coste unitario del flujo | $1,20/kg | $1,85/kg | +$0,65/kg |
| Tasa de consumo de flujo | 2,8 kg/tonelada Al | 2,1 kg/tonelada Al | -0,7 kg/tonelada |
| Coste anual del flujo | $26,880 | $31,080 | +$4,200 |
| Contenido de escoria metálica (media) | 48% | 38% | -10 puntos porcentuales |
| Volumen anual de escoria | 400 toneladas | 360 toneladas | -40 toneladas |
| Al recuperable de la escoria | 192 toneladas | 136,8 toneladas perdidas = mejor recuperación | +22 toneladas adicionales |
| Valor del Al recuperado adicional | — | +$44,000 | +$44,000 |
| Tasa de rechazo de coladas (inclusiones) | 2.8% | 1.6% | -1.2% |
| Reducción anual de los costes de rechazo | — | +$96,000 | +$96,000 |
| Prestación anual neta (flujo de primas) | — | +$135,800 | — |
Este modelo simplificado demuestra que la inversión en productos químicos de primera calidad de $4.200 al año genera aproximadamente $135.800 en beneficios combinados de metal recuperable y reducción del rechazo, lo que supone una relación de rentabilidad de aproximadamente 32:1.
Dónde se pierde el ahorro de costes por un fundente de menor calidad
Las fundiciones que cambian a productos químicos de recuperación de menor coste a menudo se encuentran con estos aumentos de costes posteriores que eliminan el ahorro inicial:
- Se requiere un mayor volumen de consumo de fundente para compensar el menor contenido de ingrediente activo.
- Mayores tasas de rechazo de piezas fundidas, que exigen reprocesamientos adicionales o costes de reciclado de chatarra.
- Aumento de los costes de tratamiento de la escoria debido al mayor volumen de escoria y al menor rendimiento del prensado.
- Posibles reclamaciones de calidad de los clientes por fallos de campo relacionados con la inclusión en componentes críticos.
- Aceleración del desgaste del refractario por una mala formulación química de los fundentes.
Protocolos de seguridad y requisitos de manipulación de productos químicos de refino para fundición
La gestión de la seguridad de los productos químicos de recuperación en fundición no es negociable. La combinación de metal fundido a alta temperatura y compuestos químicos reactivos crea condiciones de peligro que requieren controles sistemáticos.
Requisitos de almacenamiento
El almacenamiento adecuado de los productos químicos es la base de una gestión segura de los productos químicos de fundición:
- Almacene todos los productos químicos de fundente y recuperación en áreas de almacenamiento interiores, secas y dedicadas, con humedad controlada por debajo de 50% HR.
- Nunca almacene el fundente en zonas expuestas a goteras en el tejado, intrusión de humedad en el suelo o fluctuaciones de temperatura que provoquen condensación.
- Mantener la rotación FIFO (primero en entrar, primero en salir) para evitar que se acumulen existencias envejecidas.
- Selle inmediatamente las bolsas parcialmente usadas mediante termosellado o cierres de clip resistentes.
- Mantenga la zona de almacenamiento cerrada con llave y accesible sólo al personal capacitado.
- Mantener un registro actualizado del inventario de productos químicos que se corresponda con la disponibilidad de fichas de datos de seguridad (FDS).
Requisitos de los equipos de protección individual
| Tarea de manipulación de productos químicos | Requisito mínimo de EPI | EPI adicionales recomendados |
|---|---|---|
| Manipulación de bolsas de fundente (sin abrir) | Gafas de seguridad, guantes | Máscara antipolvo si se rompen las bolsas |
| Aplicación manual de fundente al horno | Pantalla facial, guantes térmicos, delantal | Aire suministrado si la ventilación es deficiente |
| Aplicación de productos químicos para el tratamiento de la escoria | Pantalla facial, guantes térmicos, delantal, botas de acero | Pantalla facial completa |
| Funcionamiento del sistema de inyección de polvo | Gafas de seguridad, protección auditiva | Respirador antipolvo |
| Respuesta de emergencia (derrame/salpicadura) | Conjunto completo de EPI | Acceso a duchas de emergencia |
Planificación de la respuesta de emergencia
Toda fundición que utilice productos químicos para la recuperación del aluminio debe mantener actualizados los procedimientos de respuesta a emergencias para:
- Incidentes por salpicaduras o quemaduras químicas.
- Eventos de explosión de vapor relacionados con la humedad.
- Liberación de cloro gaseoso por reacciones fundente-metal.
- Incendios en almacenes de productos químicos.
- Protocolos de primeros auxilios específicos para la exposición a productos químicos fluorados y clorados.
Coloque los procedimientos de emergencia de forma visible en la zona de trabajo. Realice simulacros al menos dos veces al año. Mantenga estaciones de lavado de ojos a 10 segundos de distancia de todos los puntos de aplicación de fundente.
Preguntas frecuentes sobre productos químicos de recuperación de aluminio para aplicaciones de fundición
P1: ¿Cuál es el mejor producto químico de recuperación de aluminio para aleaciones de fundición a presión con alto contenido en silicio, como el A380?
Para el A380 y aleaciones similares de fundición a presión de Al-Si-Cu, el sistema químico de recuperación más eficaz combina un fundente de revestimiento-refinado de fluoruro moderado (contenido de fluoruro 10-18%, equilibrio KCl/NaCl) con pastillas de desgasificación generadoras de cloro o desgasificación rotativa. Si se utiliza la modificación con estroncio, debe verificarse que el fundente contenga poco sodio. El tratamiento de la escoria con un compuesto exotérmico suave mejora la recuperación de metal de los espumados. La formulación óptima específica depende de la calidad de la carga de chatarra y del tipo de horno.
P2: ¿En qué se diferencian las especificaciones de refinado de 2026 de las normas de 2022?
Las especificaciones de 2026 son principalmente más estrictas en cuanto al contenido de hidrógeno (se ha reducido en aproximadamente 25-30% en la mayoría de las categorías de aplicación), los límites cuantitativos de inclusión (en sustitución de las evaluaciones cualitativas), los requisitos de pureza del fundente (límites más estrictos de humedad y metales pesados) y la documentación de cumplimiento medioambiental. Las aplicaciones estructurales de automoción suelen exigir ahora un índice de densidad inferior a 0,10%, frente a 0,15% anteriormente.
P3: ¿Pueden los productos químicos para la recuperación del aluminio sustituir totalmente la desgasificación con gas inerte?
No. Los productos químicos de recuperación -en particular los fundentes de recubrimiento y refinado- complementan pero no sustituyen a la desgasificación rotativa ni al tratamiento con gas de purga para la eliminación del hidrógeno. El tratamiento con fundentes mejora la eficacia de la desgasificación posterior al eliminar las barreras de difusión del óxido y reducir la tensión superficial de la masa fundida, pero el mecanismo mecánico de flotación de burbujas de gas de la desgasificación rotativa es necesario para alcanzar niveles de hidrógeno inferiores a 0,15 cc/100 g de Al en la mayoría de las aleaciones de producción.
P4: ¿Qué ocurre si utilizo un fundente con alto contenido en flúor en una aleación de aluminio y magnesio?
El uso de fundentes con alto contenido en flúor (por encima de 15% de contenido en flúor) en aleaciones de Al-Mg de la serie 5xxx provocará un agotamiento medible de magnesio a través de reacciones de intercambio flúor-magnesio. Dependiendo de la intensidad del tratamiento, podría perder 0,05-0,2% del contenido de magnesio de la aleación por ciclo de tratamiento. A lo largo de varios calentamientos, este agotamiento se agrava y puede llevar la composición de la aleación fuera de los límites de especificación. Utilice siempre fundentes con bajo contenido en flúor o sin flúor para las aleaciones que contengan magnesio.
P5: ¿Cómo puedo calcular la tasa de adición de fundente correcta para mi horno de fundición?
Empiece con la superficie del baño del horno (en m²) y la profundidad de la capa de fundente objetivo de 20-30 mm. La densidad del fundente es de aproximadamente 1,5-2,0 g/cm³ cuando está fundido, lo que le da un punto de partida basado en el volumen. Los valores de referencia habituales en la industria son de 1 a 3 kg de fundente por tonelada métrica de aluminio para aplicaciones en hornos de mantenimiento, siendo necesarias cantidades mayores para cargas de chatarra contaminada. Haga un seguimiento del carácter de la escoria y del índice de densidad para optimizar la tasa específica para su operación.
P6: ¿Cuánto tiempo permanece efectivo el fundente en un horno de mantenimiento de aluminio?
La eficacia del fundente disminuye con el tiempo a medida que absorbe inclusiones y su química cloruro-fluoruro se consume por las reacciones con la masa fundida y sus contaminantes. En operaciones continuas, las capas de fundente suelen requerir una reposición cada 2-4 horas. El indicador visual es cuando la superficie fundida se vuelve oscura y opaca en lugar de mostrar el aspecto ligeramente luminoso característico de un baño recién fundido. La eliminación de la escoria debe ir acompañada de la adición de fundente nuevo.
P7: ¿Existen fórmulas de fundentes que sean a la vez eficaces y totalmente exentas de flúor?
Existen formulaciones de fundentes totalmente exentas de flúor, pero presentan importantes limitaciones de rendimiento en comparación con los sistemas que contienen flúor. Los sistemas de fundente de cloruro puro (KCl/NaCl) proporcionan una cobertura eficaz y una disolución moderada de óxidos, pero no pueden alcanzar la capacidad de eliminación de álcalis ni la velocidad de disolución de óxidos de los productos que contienen flúor. Para las operaciones en las que las restricciones químicas de la aleación o las normativas medioambientales impiden el uso de fluoruros, los sistemas de cloruro puro combinados con una desgasificación agresiva de nitrógeno o argón representan la alternativa más viable.
P8: ¿Qué documentación debo recibir de mi proveedor de productos químicos de recuperación en 2026?
Como mínimo, espere: Certificado de análisis por lote (con cloruro %, fluoruro %, humedad %, distribución granulométrica, contenido en hierro y contenido en metales pesados); ficha de datos de seguridad según las normas GHS/CLP; declaración de conformidad con REACH para el suministro a la UE; certificado del sistema de calidad ISO 9001; y certificado de integridad del envase para productos sensibles a la humedad. Los proveedores premium también proporcionan datos de pruebas metalúrgicas que demuestran el rendimiento del producto en aplicaciones de aluminio fundido.
P9: ¿Cómo debemos tratar el fundente almacenado durante más de 12 meses?
Antes de utilizar el fundente almacenado durante mucho tiempo, inspeccione el envase por si hubiera alguna brecha en la integridad de la barrera contra la humedad. Si el envase está completamente intacto y las condiciones de almacenamiento se controlaron adecuadamente (seco, en interiores, por debajo de 50% HR), el producto puede seguir siendo adecuado. Realice una prueba de contenido de humedad (método Karl Fischer) en una muestra representativa. Si el contenido de humedad es inferior a 0,3%, es probable que el producto siga siendo eficaz. Si el contenido de humedad es superior a 0,5%, deseche el material: el riesgo de explosión por el contacto del fundente húmedo con el aluminio fundido no compensa el ahorro de costes derivado del uso de material envejecido.
Q10: ¿Qué innovaciones químicas para la recuperación del aluminio deberían esperar las fundiciones en 2026 y años posteriores?
Varios avances se acercan a su comercialización. Los compuestos de fluoruro nanoestructurados están mostrando una eficacia de eliminación de álcalis significativamente mejorada con cargas totales de fluoruro más bajas en ensayos de laboratorio. Los sistemas de dosificación de fundente en tiempo real conectados a sensores de calidad de la masa fundida en línea (índice de densidad, limpieza ultrasónica) están pasando del prototipo a la disponibilidad comercial, lo que permite el ajuste automático de la tasa de adición de fundente en función del estado medido de la masa fundida en lugar de programas fijos. Los sistemas de fundente de bajas emisiones que utilizan gas reactivo capturado y compuestos tampón orgánicos están entrando en pruebas de campo en fundiciones europeas que se enfrentan a las normativas más estrictas sobre emisiones atmosféricas. La innovación se orienta cada vez más hacia un mayor rendimiento con un menor consumo de productos químicos y un menor impacto medioambiental.
Resumen
La selección y aplicación de productos químicos para la recuperación del aluminio en las operaciones de fundición en 2026 exige un nivel de rigor técnico acorde con las especificaciones cada vez más exigentes de los clientes de los sectores de automoción, aeroespacial y fundición estructural. El sistema químico de recuperación -que abarca el fundente de recubrimiento, el fundente de refinado, los agentes de tratamiento de la escoria y la química de desgasificación- debe diseñarse como un sistema integrado adaptado a la química específica de la aleación, la calidad de la carga de chatarra, el tipo de horno y los requisitos de calidad posteriores.
En AdTech, hemos realizado importantes inversiones para comprender cómo se propagan las decisiones de selección de productos químicos a lo largo de toda la cadena del proceso de fundición, desde la fusión de la carga hasta la fundición y la inspección final. Las pruebas apoyan sistemáticamente la inversión en productos químicos de recuperación de primera calidad y bien caracterizados con documentación de trazabilidad completa, la elección de proveedores que puedan proporcionar asistencia técnica metalúrgica junto con el suministro de productos y la creación de sistemas de medición que permitan una cuantificación real de la eficacia del tratamiento químico.
Las especificaciones de refinado de 2026 representan una clara dirección de avance: límites de hidrógeno más estrictos, puntos de referencia de inclusión cuantitativa, requisitos de pureza química más estrictos y ampliación de la documentación de cumplimiento medioambiental. Las fundiciones que adapten ahora sus programas de recuperación química a estas especificaciones estarán mejor posicionadas competitivamente a medida que estas normas se propaguen por la cadena de suministro en los próximos años.
