Os produtos químicos de recuperação de alumínio para operações de fundição em 2026 devem cumprir padrões de desempenho metalúrgico significativamente mais rigorosos do que as gerações anteriores de agentes de fluxo e refinação - a referência passou da simples recuperação de metal para a recuperação de alumínio limpo, sem inclusões e controlado por hidrogénio, com rendimentos que justificam a economia do processamento secundário. Na AdTech, trabalhamos diretamente com engenheiros de fundição e especialistas em aprovisionamento em instalações de fundição sob pressão, fundição em areia e fundição contínua, e os dados desses compromissos mostram consistentemente que a seleção química é a variável de maior influência na determinação das taxas de recuperação de metal e da qualidade da fundição a jusante.
Se o seu projeto requer a utilização de um fluxo de recuperação de escórias de alumínio, pode contactar-nos para um orçamento gratuito.
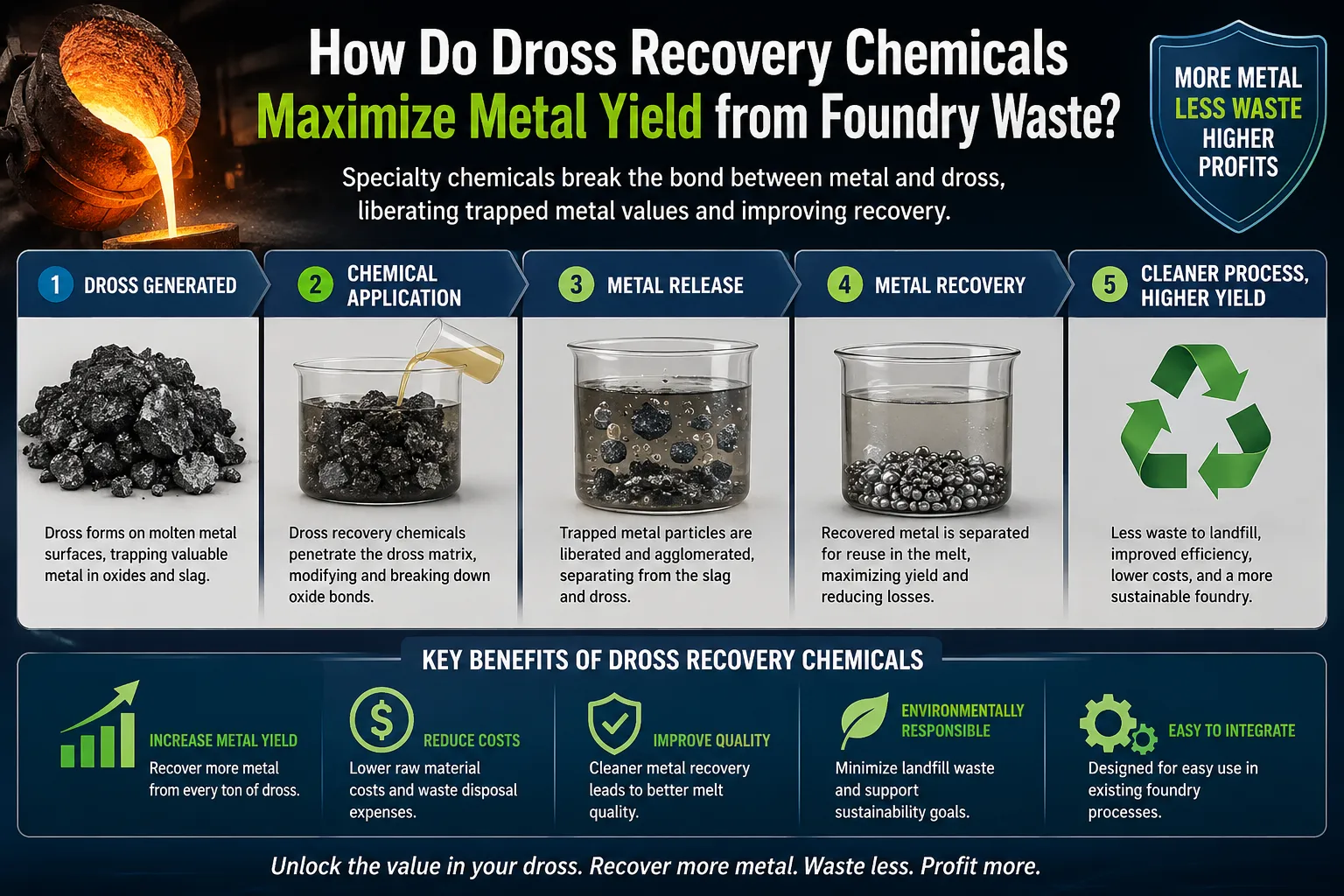
O que são produtos químicos de recuperação de alumínio e como funcionam nas operações de fundição?
Os produtos químicos para recuperação de alumínio englobam uma vasta categoria de aditivos metalúrgicos - incluindo fundentes de revestimento, fluxos de refinação, agentes de tratamento de escórias, pastilhas de desgaseificação, A recuperação química é um processo que consiste na utilização de ligas de alumínio, refinadores de grão e ligas modificadoras - que servem coletivamente para maximizar a percentagem de alumínio utilizável extraído da fusão primária e da sucata secundária, controlando simultaneamente a limpeza do metal de acordo com as especificações da fundição. O termo “recuperação”, no contexto da fundição, tem um duplo significado: recuperação física do alumínio metálico da escória e do refugo, e recuperação química no sentido de restaurar a qualidade do metal fundido para a especificação após a contaminação da sucata ou do processamento.
O ambiente de fundição apresenta desafios de contaminação que são substancialmente mais complexos do que a fundição de alumínio primário. Os materiais de carga de sucata chegam com óxidos de superfície, resíduos de tinta, lubrificantes, humidade e variabilidade de elementos de liga. Um calor de produção numa fundição típica de fundição injetada para automóveis pode combinar lingotes de alumínio comprados, sucata de retorno interna e sucata comprada em proporções que mudam diariamente, dependendo da disponibilidade e do custo. Cada composição de carga exige que o sistema químico de recuperação se adapte em conformidade.
Descobrimos que as fundições que operam sem um programa sistemático de recuperação química perdem tipicamente entre 3% e 8% da sua produção total de alumínio devido a metal de escória não recuperado, taxas elevadas de sucata devido a defeitos de inclusão e rejeições relacionadas com a porosidade do hidrogénio. Um programa de recuperação química bem concebido reduz tipicamente estas perdas combinadas para menos de 2% de produção - uma diferença que, em escalas típicas de fundição, representa uma poupança anual substancial apenas nos custos das matérias-primas.

Vias de recuperação primária em operações de fundição
A recuperação do alumínio num ambiente de fundição segue três vias distintas, cada uma exigindo uma intervenção química específica:
Via 1 - Recuperação da superfície de fusão: O fluxo de cobertura e refinação aplicado à superfície do banho do forno evita a formação de óxido, dissolve as películas de óxido existentes e concentra as inclusões não metálicas numa camada de escória recuperável. Esta é a principal aplicação dos sistemas de fluxo de cloreto-fluoreto.
Via 2: Recuperação do processamento de impurezas: Após a desnatação, a escória contém alumínio metálico 30-70% preso numa matriz de óxido-sal. Os produtos químicos para o tratamento de escórias - também designados por compostos exotérmicos de escórias ou agentes de separação de escórias - iniciam reacções exotérmicas controladas que voltam a fundir o metal aprisionado, permitindo que este se acumule e seja recuperado.
Via 3: Recuperação por purificação da massa fundida: A remoção de hidrogénio e de inclusões através de tratamentos químicos de desgaseificação recupera o valor qualitativo do alumínio, permitindo que o metal que, de outra forma, seria eliminado ou desclassificado, cumpra as especificações para aplicações de fundição de qualidade superior.
| Percurso de recuperação | Tipo de produto químico | Ganho de recuperação típico | Ponto de aplicação |
|---|---|---|---|
| Proteção da superfície da fusão | Fluxo de refinação de cobertura | 1-3% melhoria do rendimento | Superfície do banho do forno |
| Extração de escórias metálicas | Agentes de tratamento de escórias | 15-30% extrair metal da escória | Estação de tratamento de escórias |
| Remoção de hidrogénio | Pastilhas de desgaseificação/gás | Redução da taxa de rejeição de 0,5-2% | Unidade de desgaseificação ou concha |
| Remoção de inclusão | Fluxo de refinação + filtração | 1-3% redução da taxa de defeitos | Tratamento de fusão + caixa de filtro |
| Remoção de metais alcalinos | Fluxo de fluoreto reativo | Correção química | Forno ou concha |
Que especificações de refinação de 2026 se aplicam aos produtos químicos de recuperação de alumínio para fundição?
O cenário de especificações de refinação de 2026 reflecte pressões convergentes de três direcções: programas de leveza automóvel que exigem uma maior qualidade do alumínio estrutural, regulamentos ambientais mais rigorosos em torno de fluxos de resíduos contendo flúor e compromissos de sustentabilidade da cadeia de fornecimento que empurram as fundições para uma maior utilização de materiais secundários. Juntas, essas forças elevaram o nível técnico do que os produtos químicos de recuperação de alumínio devem alcançar.
Especificações actualizadas do teor de hidrogénio para 2026
A porosidade do hidrogénio continua a ser o desafio de qualidade dominante na produção de fundição de alumínio. As especificações de 2026 para o teor de hidrogénio em vários segmentos de aplicação tornaram-se mais rigorosas em comparação com os valores de referência de 2022:
| Segmento de aplicação | 2022 H₂ máximo (cc/100g Al) | 2026 Objetivo H₂ (cc/100g Al) | Método de medição |
|---|---|---|---|
| Estruturas para automóveis (peças de segurança) | 0.15 | 0.10 | RPDFT / Telegas |
| Automóvel não estrutural | 0.20 | 0.15 | Índice de densidade RPT |
| Fundição em areia para o sector aeroespacial | 0.10 | 0.07 | Extração a quente por vácuo |
| Fundição injectada geral | 0.25 | 0.18 | Índice de densidade RPT |
| Molde por gravidade/permanente | 0.20 | 0.12 | Índice de densidade RPT |
| Fundição contínua (lingote) | 0.12 | 0.08 | Telegas online |
Estes objectivos de hidrogénio mais rigorosos exigem que os produtos químicos de desgaseificação e as operações de desgaseificação rotativa atinjam uma maior eficiência de purga. A conformidade com a especificação 2026 levou à adoção de pastilhas de fluxo geradoras de cloro mais reactivas e de equipamento de desgaseificação rotativa mais sofisticado com designs de rotor optimizados.
Especificações do conteúdo da inclusão e parâmetros de limpeza
Os padrões de referência da indústria para o conteúdo de inclusão em 2026, particularmente para aplicações estruturais em automóveis, adoptaram classificações quantitativas de limpeza em vez das avaliações visuais qualitativas que eram padrão nas décadas anteriores:
Método de fractografia K-mold: Medição do comprimento total da fenda em substituição dos critérios simples de aprovação/reprovação.
Classificação de limpeza PoDFA: A cadeia de fornecimento automóvel de 2026 exige cada vez mais medições PoDFA inferiores a 0,15 mm²/kg para aplicações de fundição estrutural.
Índice de limpeza por ultra-sons: Medição ultra-sónica em linha durante a fundição, com disparos de rejeição em limiares de intensidade de eco definidos.
Os produtos químicos de recuperação devem agora ser validados não só pela sua capacidade geral de refinação, mas também pelo seu desempenho específico para atingir estes objectivos quantitativos de limpeza no ambiente de produção.
Especificações de Pureza da Composição Química para Fluxos em Conformidade com 2026
O quadro de especificações 2026 também aborda a pureza dos próprios produtos químicos de recuperação - um reconhecimento de que um fluxo de qualidade inferior pode introduzir contaminação em vez de a remover:
| Parâmetro químico | 2026 Limite de especificação | Norma de ensaio | Porque é que é importante |
|---|---|---|---|
| Teor de humidade | Inferior a 0,3% em peso | Titulação Karl Fischer | Perigo de explosão + fonte de hidrogénio |
| Teor de ferro (Fe) | Inferior a 300 ppm | ICP-OES | Contaminação da massa fundida com Fe |
| Metais pesados (Pb+Cd+Hg) | Inferior a 100 ppm total | ICP-MS | Ambiente + qualidade |
| Carbono livre | Inferior a 0,1% | Análise de combustão | Fonte de inclusão |
| Tamanho das partículas D90 | Dentro de ±15% das especificações | Difração laser | Consistência da aplicação |
| Variação química do lote | Inferior a 1,5% nos principais componentes | XRF por lote | Repetibilidade do processo |
Como é que os produtos químicos de recuperação de escórias maximizam o rendimento metálico dos resíduos de fundição?
A escória de fundição representa um dos fluxos de valor recuperável mais significativos no processamento do alumínio. Uma fundição que produz 5.000 toneladas de peças fundidas de alumínio anualmente pode gerar de 150 a 400 toneladas de escória, dependendo do tipo de liga, da qualidade da carga de sucata e da prática de gerenciamento do forno. O conteúdo de alumínio metálico dessa escória, a preços actuais, representa um valor recuperável substancial - no entanto, sem um tratamento químico adequado, grande parte vai para o processamento de resíduos ou para o aterro.
Como funcionam os produtos químicos para tratamento de impurezas
Os agentes de tratamento de impurezas - por vezes comercializados como compostos exotérmicos de impurezas, auxiliares de prensagem de impurezas ou fluidificadores de impurezas - funcionam através de reacções termoquímicas controladas. Quando misturados com escória quente (normalmente a 600-750°C), estes compostos reagem com o oxigénio residual na matriz da escória através de reacções de oxidação exotérmicas. O calor gerado localmente derrete novamente as gotículas de alumínio que se solidificaram na rede de óxido. A evolução do gás e os componentes do fluxo de sal que os acompanham reduzem simultaneamente a viscosidade da fase de óxido, permitindo que as gotículas de metal se aglutinem e se juntem.
O mecanismo químico envolve múltiplas reacções simultâneas:
- A oxidação exotérmica dos aditivos metálicos reactivos aumenta a temperatura local em 100-200°C.
- Os componentes do sal de flúor reagem com as fases cristalinas do óxido de alumínio e dissolvem-nas.
- O fluxo de sal cria uma fase líquida de baixa viscosidade que molha as gotículas de metal e promove a coalescência.
- A evolução do gás dos componentes em decomposição proporciona uma micro agitação que facilita a separação metal-escória.
Tipos de produtos químicos para tratamento de impurezas e comparação de desempenho
| Tipo de produto químico | Mecanismo | Ganho de recuperação de metais | Método de aplicação | Nível de custos |
|---|---|---|---|---|
| Mistura de pó exotérmico | Calor + fluxo | 20-35% recuperação adicional | Misturar na escória quente | Moderado |
| Mistura de fluxo rica em fluoreto | Dissolução química | 15-25% recuperação adicional | Polvilhar sobre a escória quente | Baixo-Moderado |
| Mistura de sal e óxido | Apenas fluxo | 10-20% recuperação adicional | Misturar na escória | Baixa |
| Mistura reactiva especializada | Multi-mecanismo | 25-40% recuperação adicional | Misturar mecanicamente | Mais alto |
Integração da prensa de escórias com o tratamento químico
Os sistemas de recuperação de impurezas mais eficazes combinam o tratamento químico com a prensagem mecânica. Após a adição de produtos químicos no tratamento da escória, esta é transferida ainda quente para uma prensa hidráulica onde é aplicada uma pressão de 15-50 MPa. O pré-tratamento químico aumenta a recuperação de metal da prensagem de impurezas:
- Reduzir a viscosidade da escória para que o metal escorra mais livremente sob pressão.
- Pré-coalescência de gotículas metálicas finas em poças maiores que respondem à pressão hidráulica.
- Conversão da fase de óxido de uma matriz contínua para uma estrutura mais aberta e permeável.
O tratamento químico combinado com a prensagem atinge normalmente taxas de recuperação de metal de 60-75% da massa de escória, em comparação com 30-45% da prensagem isolada e 15-30% do tratamento químico isolado.
Que formulações químicas são usadas para diferentes sistemas de ligas de fundição?
A química da liga não é uma consideração secundária na seleção do produto químico de recuperação - é o principal fator determinante. A utilização de químicos de fluxo incompatíveis pode danificar ativamente a composição da liga, introduzir inclusões de um tipo diferente das que estão a ser removidas ou causar reacções inesperadas com aditivos de tratamento de fusão.

Produtos químicos de recuperação para ligas de fundição de alumínio-silício (série 3xx.x)
A série 3xx.x - incluindo A380, A356, A360 e ligas relacionadas - domina a produção de fundição sob pressão e fundição por gravidade no sector automóvel. Estas ligas contêm silício 6-12% e quantidades variáveis de cobre, magnésio e zinco, consoante a classe específica.
Principais considerações químicas para esta família de ligas:
- O teor de sódio no fundente deve ser rigorosamente controlado quando se utiliza a modificação com estrôncio. Um teor de sódio superior a 8-10 ppm pode neutralizar a modificação do estrôncio, deslocando a morfologia do silício eutéctico para a forma acicular não modificada.
- A relação cloreto-fluoreto no fluxo de revestimento deve favorecer níveis moderados de fluoreto (8-15%) para proporcionar uma capacidade de remoção de álcalis sem ataque excessivo de magnésio.
- Os produtos químicos de desgaseificação devem ser compatíveis com o modificador de estrôncio - algumas pastilhas ricas em cloro consomem estrôncio através da formação de SrCl₂.
- As adições de refinadores de grão (ligas mestras Al-Ti-B ou Al-Ti-C) devem ser programadas após o tratamento com fluxo para evitar a interação do diboreto de titânio com os resíduos de fluoreto.
Produtos químicos de recuperação para ligas de alumínio e magnésio (série 5xxx)
As ligas de alumínio-magnésio forjadas apresentam o ambiente de aplicação de fluxos mais sensível do ponto de vista químico. O magnésio reage agressivamente com compostos de flúor, e mesmo uma exposição moderada ao fluxo de flúor pode reduzir de forma mensurável o teor de magnésio da liga.
Mecanismo de reação: MgO + 2AlF₃ → 2AlF-MgF₂ + produtos de oxidação.
A 740°C, esta reação ocorre rapidamente e um fluxo rico em flúor aplicado a uma liga de Al-Mg pode esgotar o magnésio a taxas de 0,01-0,05% por ciclo de tratamento, dependendo do teor de flúor do fluxo e da intensidade do tratamento.
Abordagem recomendada para a série 5xxx:
- Fluxo de cobertura de cloreto puro (sistema KCl/NaCl, sem adição de fluoreto).
- A função de cobertura física tem prioridade sobre a reatividade química.
- Fluxo de refinação dedicado com baixo teor de fluoreto se for necessária a remoção de álcalis.
- Desgaseificação separada com azoto ou árgon em vez de pastilhas geradoras de cloro.
Requisitos químicos de recuperação por família de ligas
| Família Alloy | Conteúdo Si | Sensibilidade ao Mg | Tipo de fluxo recomendado | Nível de flúor | Na Limite |
|---|---|---|---|---|---|
| A380 (Al-Si-Cu) | 7,5-9,5% | Baixa | Padrão KCl/NaCl/fluoreto | 10-18% | 15 ppm |
| A356 (Al-Si-Mg) | 6.5-7.5% | Moderado | Baixo teor de Na, fluoreto moderado | 8-15% | 8 ppm |
| 5052 (Al-Mg) | <0,25% | Muito elevado | KCl/NaCl sem fluoreto | 0-3% | 20 ppm |
| 6061 (Al-Mg-Si) | 0,4-0,8% | Moderado | Baixo teor de fluoreto | 5-10% | 10 ppm |
| 7075 (Al-Zn-Mg) | <0,4% | Moderado | Especializado compatível com Zn | 5-8% | 8 ppm |
| 2xxx (Al-Cu) | <0,5% | Baixa | Cloreto-fluoreto padrão | 10-15% | 15 ppm |
Produtos químicos de recuperação para alumínio de alta pureza e especialidades
Algumas aplicações de fundição - componentes estruturais de paredes finas para automóveis, fundições de investimento aeroespaciais, tubos de permutadores de calor - requerem níveis de pureza do alumínio que ultrapassam a capacidade de tratamento de fluxo padrão. Estas aplicações impulsionam a procura de sistemas químicos de recuperação especializados:
Tratamento com boro para purificação primária de Al: As adições de liga principal AlB₂ precipitam o titânio e o vanádio como boretos insolúveis, removendo estes elementos do alumínio de grau elétrico e de alta condutividade.
Sistemas de fluxo para remoção de sódio: Formulações de fluxo dedicadas que utilizam uma química rica em AlF₃ especificamente concebida para remover o sódio para menos de 2 ppm para aplicações críticas de modificação eutéctica.
Fluxo de refinação compatível com estrôncio: Formulações com baixo teor de fluoreto à base de cloreto verificadas para preservar o modificador de estrôncio em níveis alvo através de múltiplos ciclos de tratamento.
Como é que os agentes de fluxo, os produtos químicos de desgaseificação e os refinadores de grãos interagem?
Um dos aspectos mais subestimados da química do alumínio de fundição é a interação entre os diferentes sistemas de tratamento químico. Os metalúrgicos de fundição tratam frequentemente o tratamento de fluxo, a desgaseificação, a refinação do grão e a modificação como passos sequenciais independentes - mas, na prática, cada tratamento afecta o subsequente.
Leia também: Fluxo de cobertura e refinação para fornos de espera de alumínio
Tratamento do fluxo e seu efeito na eficiência da desgaseificação
Uma cobertura de fluxo adequada antes da desgaseificação melhora significativamente a eficiência da remoção de hidrogénio. O mecanismo é simples: o tratamento com fluxo remove as barreiras de película de óxido da superfície da fusão e reduz a espessura do revestimento de óxido. Durante a desgaseificação rotativa, as bolhas de gás que sobem à superfície têm de penetrar neste revestimento de óxido para libertar hidrogénio. Os revestimentos de óxido mais espessos e intactos actuam como barreiras de difusão que prendem o hidrogénio nas bolhas ascendentes, reduzindo a sua eficiência de dessorção.
As fundições que tratam o fluxo antes da desgaseificação atingem consistentemente níveis finais de hidrogénio mais baixos com tempo de desgaseificação e taxas de fluxo de gás equivalentes, em comparação com as operações que desgaseificam sem tratamento prévio do fluxo.
Interação entre pastilhas geradoras de cloro e refinadores de cereais
As pastilhas de desgaseificação que libertam cloro gasoso através da reação com o alumínio criam um risco de interação específico com os refinadores de grãos de titânio-boro. O cloro reage com partículas de diboreto de titânio (TiB₂) - os locais de nucleação ativa nos refinadores de grãos Al-Ti-B - convertendo-os em compostos de cloreto de titânio. Esta reação reduz a potência efectiva do refinador de grãos.
Implicações práticas: Ao utilizar pastilhas de desgaseificação geradoras de cloro em ligas que requerem refinação de grãos, a adição de refinador de grãos deve ser feita após a desgaseificação, e não antes. A janela de tempo entre a conclusão da desgaseificação e a fundição deve ser mantida curta (abaixo de 30 minutos) para evitar o recrescimento de filmes de óxido antes do início da fundição.
Química da modificação e tempo de interação do fluxo
A modificação do estrôncio (utilizada em ligas de fundição Al-Si para modificar a morfologia do silício eutéctico) enfrenta o risco de esgotamento químico dos sistemas de fluxo de cloreto. O estrôncio reage com iões de cloreto para formar SrCl₂, que se divide na camada de escória de fluxo, reduzindo o nível efetivo de estrôncio na fusão.
Taxas de depleção de estrôncio medidas a partir do tratamento de fluxo:
- Fluxo de alto teor de cloreto, tratamento de 30 minutos: aproximadamente 20-30% de redução de estrôncio.
- Baixo fluxo de cloreto, tratamento de 30 minutos: aproximadamente 5-15% de redução de estrôncio.
- Apenas fluxo de cobertura física (atividade mínima de cloreto): abaixo de 5% redução de estrôncio.
Estes dados significam que o momento e a dosagem da adição de estrôncio devem ter em conta a depleção do tratamento de fluxo. Muitas fundições exageram na dosagem de estrôncio precisamente porque não têm em conta esta perda sistemática.
Que normas químicas de refinação de alumínio se aplicam às fundições do sector automóvel e aeroespacial?
Os ambientes de qualidade mais exigentes para os produtos químicos de recuperação de alumínio de fundição são as peças fundidas estruturais para automóveis e os componentes aeroespaciais. Ambos os sectores desenvolveram requisitos de qualificação específicos que vão muito além das especificações genéricas dos materiais.
Normas químicas do sector automóvel
A cadeia de fornecimento de fundição de alumínio para o sector automóvel funciona sob uma estrutura de qualificação de vários níveis. Os fornecedores do sector automóvel de nível 1 são obrigados a demonstrar que os seus produtos químicos de tratamento de alumínio fundido cumprem critérios de desempenho específicos validados através de testes metalúrgicos formais.
Principais normas de qualidade automóvel que afectam a seleção de produtos químicos de recuperação:
IATF 16949: A norma do sistema de gestão da qualidade automóvel exige que os fornecedores de produtos químicos estejam sujeitos aos mesmos requisitos de qualificação e monitorização de fornecedores que os outros fornecedores de materiais de produção. Isto significa que os fornecedores de produtos químicos de fluxo e recuperação devem fornecer dados documentados sobre a capacidade do processo, gráficos SPC para parâmetros químicos críticos e protocolos de notificação para quaisquer alterações químicas.
Especificações de material específicas do OEM: Os principais OEMs do sector automóvel (BMW, Mercedes, Ford, GM, Toyota) mantêm as suas próprias especificações de materiais de fundição de alumínio que implicitamente exigem níveis específicos de limpeza da fundição que só podem ser alcançados através de programas de tratamento químico adequados.
ASTM B179, B85 e normas relacionadas: Estas especificações ASTM para lingotes de liga de alumínio e peças fundidas sob pressão incluem limites de composição química que os produtos químicos de recuperação devem suportar, e não prejudicar.
Requisitos químicos da fundição aeroespacial
As operações de fundição de alumínio aeroespacial seguem requisitos de tratamento químico ainda mais rigorosos, com a camada adicional de controlo formal das especificações do processo:
| Padrão | Organismo emissor | Relevância para os produtos químicos de recuperação |
|---|---|---|
| AMS 2770 | SAE | Procedimentos de tratamento térmico do alumínio - pré-requisito de limpeza da fusão |
| AMS 4218 | SAE | Fundição de revestimento em liga de alumínio - requer limites de inclusão específicos |
| NADCAP AC7114 | PRI/NADCAP | Ensaios não destrutivos de peças fundidas - o fluxo deve suportar a limpeza UT/RT |
| Boeing D1-4426 | Boeing | Fontes de processo aprovadas - os fornecedores de produtos químicos podem exigir a aprovação da Boeing |
| PT 4267 | AECMA/ASD | Especificação europeia de fundição de alumínio aeroespacial |
| MIL-A-21180 | Departamento de Defesa dos EUA | Fundição militar em alumínio - requisitos rigorosos em termos de química e limpeza |
Requisitos de rastreabilidade química para mercados de fundição de alta qualidade
Os mercados automóvel e aeroespacial exigem cada vez mais a rastreabilidade total dos produtos químicos utilizados no processamento do alumínio. Os fornecedores de produtos químicos de recuperação devem agora fornecer:
- Certificado de análise (CoA) para cada lote de produção.
- Fornecimento rastreável de matérias-primas para componentes de sal.
- Sistema de qualidade de fabrico documentado (mínimo ISO 9001).
- Verificação do teor de metais pesados através de ensaios laboratoriais acreditados.
- Amostras retidas de lotes de produção para testes retrospectivos.
Como as fundições devem avaliar e selecionar os fornecedores de produtos químicos para recuperação de alumínio?
A seleção do fornecedor de produtos químicos para recuperação de alumínio tem consequências significativas a jusante. Uma mudança de fornecedor que pareça economicamente atractiva pode prejudicar meses de trabalho de otimização do processo se a química do novo produto variar de forma a afetar o desempenho do tratamento da fusão.
Processo de qualificação técnica
Recomendamos um processo de qualificação estruturado em quatro fases para qualquer novo fornecedor de produtos químicos de recuperação:
Fase 1: Revisão da documentação (2-4 semanas): Avaliar fichas de dados técnicos, fichas de dados de segurança, certificados de análise de um mínimo de 10 lotes de produção recentes, relatórios de testes laboratoriais de terceiros e referências de clientes de operações de fundição semelhantes.
Fase 2 - Ensaios de comparação em laboratório (4-6 semanas): Ensaios laboratoriais lado a lado que comparam o produto candidato com a referência atual, utilizando protocolos de teste normalizados. Medir a taxa de espalhamento do fluxo, a qualidade da separação das impurezas, a obtenção do índice de densidade e o teor de inclusão.
Fase 3: Ensaio de produção controlada (6-12 semanas): Ensaios de produção limitados em condições controladas com recolha exaustiva de dados. Acompanhar a taxa de consumo de fluxo, o volume de escória e o teor de metal, as taxas de defeitos de fundição e as distribuições do índice de densidade.
Fase 4 - Qualificação da produção completa (4-8 semanas): Quantidades de produção completas com auditoria ao fornecedor, avaliação logística e documentação de aprovação formal.
Cartão de pontuação da avaliação de fornecedores
| Critério de avaliação | Peso | Pobres (1) | Adequado (3) | Excelente (5) |
|---|---|---|---|---|
| Consistência química (lote a lote) | 25% | Variação >3% | Variação 2-3% | <1,51 variaçãoTP3T |
| Capacidade de apoio técnico | 20% | Não há metalúrgicos | Apoio geral | Metalúrgico de fundição dedicado |
| Controlo do teor de humidade | 20% | >0,5% | 0,3-0,5% | <0,3% |
| Fiabilidade do fornecimento | 15% | Escassez frequente | Atrasos ocasionais | Disponibilidade consistente |
| Conformidade ambiental | 10% | Apenas básico | Em conformidade com o REACH | Documentação completa |
| Qualidade da embalagem | 10% | Inconsistente | Vedação adequada | Excelente barreira à humidade |
Sinais de alerta na avaliação de fornecedores
Certos comportamentos do fornecedor ou lacunas na documentação devem suscitar imediatamente preocupações em termos de qualificação:
- Recusa de fornecer dados completos sobre a composição química (alegando proteção de segredo comercial para todos os componentes).
- Resultados inconsistentes do teor de humidade entre lotes (sugere um controlo de qualidade de fabrico inadequado).
- Não existem certificados de laboratórios acreditados para o teor de metais pesados.
- Incapacidade de fornecer referências de operações de fundição comparáveis em escala e tipo de liga.
- Não existe um processo formal de notificação de alterações para modificações químicas.
- Flutuações de preços superiores a 15% entre cotações, sem que haja um movimento correspondente no mercado das matérias-primas.
Quais são os mais recentes regulamentos ambientais que afetam os produtos químicos de refino de fundição em 2026?
O ambiente regulamentar para os produtos químicos de recuperação de alumínio de fundição tornou-se substancialmente mais rigoroso entre 2022 e 2026, com alterações particularmente significativas na União Europeia, no Reino Unido e em vários estados dos EUA que estão a implementar normas ambientais mais rigorosas, independentemente dos requisitos federais da EPA.
Actualizações europeias do REACH que afectam a química do fluxo
A Agência Europeia dos Produtos Químicos (ECHA) tem vindo a acrescentar progressivamente os compostos de flúor às restrições consideradas no âmbito do Anexo XVII do REACH. O estatuto em 2026 dos principais componentes do fluxo ao abrigo da regulamentação europeia:
Hexafluorossilicato de amónio (NH₄)₂SiF₆: Sujeito a propostas de restrição em aplicações industriais devido ao potencial de libertação de fluoreto. As fundições que utilizam este componente em formulações de fluxo devem documentar os controlos de engenharia.
Criolite (Na₃AlF₆): Continua a ser permitido, mas sujeito a revisões dos limites de exposição no local de trabalho. Vários Estados-Membros da UE adoptaram limites de exposição profissional nacionais mais rigorosos para as poeiras de fluoreto do que os valores de referência a nível da UE.
Limiares de produção de cloro gasoso: A implementação da Diretiva da UE relativa às emissões industriais (IED) nos Estados-Membros impôs requisitos mais rigorosos de monitorização das emissões nas fundições onde o tratamento de fluxo gera emissões de cloro ou HCl acima das quantidades limite.
Regulamentos ambientais dos EUA que afectam os resíduos químicos de fundição
Nos Estados Unidos, a classificação das impurezas e resíduos de fluxo contendo flúor ao abrigo da RCRA (Lei de Conservação e Recuperação de Recursos) continua a evoluir:
| Fluxo de resíduos | Classificação atual | Obrigação de eliminação | Atualização 2026 |
|---|---|---|---|
| Escórias ricas em fluoreto | Caraterística perigosa (D) em muitos estados | Instalação licenciada para resíduos perigosos | Limiares de ensaio de lixiviados mais rigorosos |
| Resíduos de fluxo de cobertura gastos | Não perigoso na maioria dos estados | Aterro industrial certificado | Aumento da variação entre estados |
| Bolo de sal proveniente do processamento de fluxos | K088 listado em alguns estados | Protocolos rigorosos em matéria de resíduos perigosos | Não se prevêem alterações |
| Resíduo de baixo fluxo de fluoreto | Geralmente não perigosos | Aterro industrial | Limiares de isenção em análise |
Tendências de desenvolvimento do fluxo com baixas emissões e redução de fluoreto
A pressão regulamentar acelerou o desenvolvimento de químicos de fluxo alternativos que mantêm o desempenho e reduzem o impacto ambiental:
Aditivos orgânicos de fluxo: Programas de investigação que exploram sistemas de sais orgânicos que se decompõem de forma limpa, sem resíduos de flúor ou de cloretos pesados. O desempenho é atualmente inferior ao dos sistemas de cloreto-fluoreto para aplicações exigentes, mas está a melhorar.
Sistemas híbridos com fluoreto reduzido: Formulações que atingem um desempenho equivalente de remoção de álcalis com um teor de fluoreto 30-50% inferior através da especiação optimizada de fluoreto e da distribuição de partículas.
Sistemas de gás capturado: Desenhos de fornos de circuito fechado que capturam as emissões de cloro e HCl do tratamento de fluxo para neutralização, permitindo a utilização contínua de químicos de cloreto eficazes, ao mesmo tempo que cumprem os limites de emissões atmosféricas.
Controlo do processo e verificação da qualidade para o desempenho químico da recuperação de alumínio
Implementar um programa eficaz de produtos químicos de recuperação de alumínio sem um controlo sistemático do processo e verificação da qualidade é essencialmente operar às cegas. A química de fluxo mais sofisticada produz resultados inconsistentes sem sistemas de medição que monitorizem a sua eficácia em condições reais de produção.
Métodos de monitorização da qualidade em tempo real
Tendência do Índice de Densidade: Cada aquecimento deve produzir uma medição do índice de densidade utilizando o Teste de Pressão Reduzida. Os dados devem ser registados ao longo do tempo por turno, forno e composição da carga. Os valores do índice de densidade fora dos limites de controlo (normalmente ±0,05 do objetivo) devem desencadear uma investigação da adequação da aplicação do fluxo, da humidade da carga ou das condições do forno.
Caracterização da escória: A pesagem e a caraterização das impurezas de cada aquecimento fornecem provas indirectas da qualidade da cobertura do fluxo. O aumento da massa de escória sem alteração proporcional na composição da carga sugere uma cobertura inadequada do fluxo, permitindo uma oxidação excessiva.
Avaliação visual da superfície de fusão: Os operadores experientes podem avaliar a qualidade da cobertura do fluxo através do carácter visual da superfície fundida. O alumínio corretamente fluxado apresenta uma superfície uniforme, ligeiramente luminosa, sem manchas de metal nu. Uma cobertura inadequada mostra manchas de óxido escuro com áreas de metal nu potencialmente reflectoras.
Protocolo de amostragem e de análises laboratoriais
| Teste | Frequência | Método | Limite de controlo | Gatilho de ação |
|---|---|---|---|---|
| Índice de densidade | Todos os calores | ASTM E2792 RPT | Específico da aplicação | Acima do limite superior |
| Composição espectroquímica | Todos os calores | OES (arco/faísca) | Especificação da liga | Fora dos limites da liga |
| Avaliação da inclusão | Mínimo semanal | K-mold ou PoDFA | Específico do processo | Tendência para a deterioração |
| Hidrogénio (quantitativo) | Base de amostragem | Telegas/LECO | Específico da aplicação | Acima do limiar |
| Humidade do fluxo | Cada novo lote | Titulação KF | Inferior a 0,3% | Superior a 0,3% |
Aplicação do controlo estatístico do processo
As operações de fundição mais sofisticadas aplicam o controlo estatístico do processo (SPC) aos seus dados de desempenho químico de recuperação de alumínio. Os gráficos de controlo do índice de densidade, do teor de metal de escória e das taxas de rejeição da fundição permitem a deteção precoce de desvios do processo antes de se manifestarem como falhas do produto.
Recomendações de configuração da carta de controlo:
- Estabelecer dados de base a partir de um mínimo de 30 calores de produção estável.
- Estabelecer limites de controlo a ±3 sigma da média do processo para o índice de densidade.
- Traçar a percentagem do teor de escória metálica num gráfico individual (gráfico I) com uma gama móvel de 20 aquecimentos.
- Utilizar os gráficos CUSUM para detetar desvios graduais nas taxas de rejeição relacionadas com a inclusão.
Análise de custo-benefício de produtos químicos de recuperação de alumínio premium vs. padrão
O argumento económico a favor dos produtos químicos de recuperação de especificação superior é convincente quando analisado corretamente, mas a análise exige que se olhe para além do preço unitário para a economia total do processo.
A estrutura de cálculo do custo real
Cenário: Fundição que produz 8.000 toneladas de peças fundidas de alumínio por ano, utilizando alumínio secundário com um rácio médio de retorno de sucata de 15%.
| Elemento de custo | Fluxo padrão (caso de base) | Fluxo Premium (Atualizado) | Diferença |
|---|---|---|---|
| Custo unitário do fluxo | $1.20/kg | $1.85/kg | +$0.65/kg |
| Taxa de consumo de fluxo | 2,8 kg/ton Al | 2,1 kg/ton Al | -0,7 kg/tonelada |
| Custo anual do fluxo | $26,880 | $31,080 | +$4,200 |
| Teor de escórias metálicas (em média) | 48% | 38% | -10 pontos percentuais |
| Volume anual de escórias | 400 toneladas | 360 toneladas | -40 toneladas |
| Al recuperável de escórias | 192 toneladas | 136,8 toneladas perdidas = melhor recuperação | +22 toneladas adicionais |
| Valor do Al recuperado adicional | — | +$44,000 | +$44,000 |
| Taxa de rejeição de fundição (inclusões) | 2.8% | 1.6% | -1.2% |
| Redução anual dos custos de rejeição | — | +$96,000 | +$96,000 |
| Prestação anual líquida (fluxo de prémios) | — | +$135,800 | — |
Este modelo simplificado demonstra que o investimento em produtos químicos premium de $4,200 por ano gera aproximadamente $135,800 em benefícios combinados de metal recuperável e redução de rejeição - um rácio de retorno de aproximadamente 32:1.
Onde se perdem as poupanças de custos resultantes de um fluxo de qualidade inferior
As fundições que mudam para produtos químicos de recuperação de baixo custo deparam-se frequentemente com estes aumentos de custos a jusante que eliminam as poupanças iniciais:
- É necessário um maior volume de consumo de fluxo para compensar o menor teor de ingrediente ativo.
- Taxas de rejeição de fundição mais elevadas que exigem custos adicionais de retrabalho ou reciclagem de sucata.
- Aumento dos custos de processamento da escória devido ao maior volume de escória e ao menor rendimento de prensagem.
- Potenciais reclamações de qualidade dos clientes devido a falhas de campo relacionadas com a inclusão de componentes críticos.
- Aceleração do desgaste dos refractários devido a uma má formulação química do fundente.
Protocolos de segurança e requisitos de manuseamento para produtos químicos de refinação de fundição
A gestão da segurança dos produtos químicos de recuperação da fundição não é negociável. A combinação de metal fundido a alta temperatura e compostos químicos reactivos cria condições de perigo que exigem controlos sistemáticos.
Requisitos de armazenamento
O armazenamento correto dos produtos químicos é a base de uma gestão segura dos produtos químicos na fundição:
- Armazenar todos os produtos químicos de fluxo e recuperação em áreas de armazenamento dedicadas, secas e interiores com humidade controlada inferior a 50% RH.
- Nunca armazene o fluxo em áreas sujeitas a fugas no telhado, intrusão de humidade no solo ou flutuações de temperatura que causem condensação.
- Manter a rotação FIFO (primeiro a entrar, primeiro a sair) para evitar a acumulação de existências antigas.
- Selar imediatamente os sacos parcialmente utilizados utilizando um sistema de selagem a quente ou um fecho de clipe forte.
- Manter a área de armazenamento trancada e acessível apenas a pessoal treinado.
- Manter um registo atualizado do inventário de produtos químicos, de acordo com a disponibilidade da Ficha de Dados de Segurança (FDS).
Requisitos de equipamento de proteção individual
| Tarefa de manuseamento de produtos químicos | Requisitos mínimos de EPI | EPI adicional recomendado |
|---|---|---|
| Manuseamento do saco de fluxo (fechado) | Óculos de proteção, luvas | Máscara de pó em caso de sacos partidos |
| Aplicação manual de fluxo no forno | Proteção facial, luvas térmicas, avental | Ar fornecido se a ventilação for deficiente |
| Aplicação de produtos químicos no tratamento de escórias | Proteção facial, luvas térmicas, avental, botas de aço | Proteção facial completa |
| Funcionamento do sistema de injeção de pó | Óculos de segurança, proteção auditiva | Respirador de pó |
| Resposta de emergência (derrame/respingo) | Conjunto completo de EPI | Acesso ao duche de emergência |
Planeamento da resposta a emergências
Todas as fundições que utilizam produtos químicos para recuperação de alumínio devem manter actualizados os procedimentos de resposta a emergências:
- Incidentes com salpicos de produtos químicos ou queimaduras.
- Eventos de explosão de vapor relacionados com a humidade.
- Libertação de cloro gasoso devido a reacções entre metais fundidos.
- Incêndios em armazéns de produtos químicos.
- Protocolos de primeiros socorros específicos para a exposição a fluoretos e cloretos químicos.
Afixar os procedimentos de emergência de forma visível na zona de trabalho. Efetuar simulacros no mínimo duas vezes por ano. Manter estações de lavagem de olhos a 10 segundos de distância de todos os pontos de aplicação de fluxo.
Perguntas frequentes sobre produtos químicos de recuperação de alumínio para aplicações de fundição
Q1: Qual é o melhor produto químico de recuperação de alumínio para ligas de fundição injectada com elevado teor de silício, como o A380?
Para o A380 e ligas de fundição injectada Al-Si-Cu semelhantes, o sistema químico de recuperação mais eficaz combina um fluxo de refinação de cobertura com teor moderado de flúor (10-18% de teor de flúor, equilíbrio KCl/NaCl) com pastilhas de desgaseificação geradoras de cloro ou desgaseificação rotativa. O fluxo deve ser verificado quanto ao baixo teor de sódio se for utilizada a modificação do estrôncio. O tratamento de escórias com um composto de escórias ligeiramente exotérmico melhora a recuperação de metal das escumas. A formulação específica ideal depende da qualidade da carga de sucata e do tipo de forno.
Q2: Em que é que as especificações de refinação de 2026 diferem das normas de 2022?
As especificações de 2026 são principalmente mais rigorosas no que diz respeito ao teor de hidrogénio (reduzido em cerca de 25-30% na maioria das categorias de aplicação), limites de inclusão quantitativos (substituindo as avaliações qualitativas), requisitos de pureza do fluxo (limites mais rigorosos de humidade e metais pesados) e documentação de conformidade ambiental. As aplicações estruturais no sector automóvel requerem agora um índice de densidade inferior a 0,10%, contra 0,15% anteriormente.
Q3: Os produtos químicos de recuperação de alumínio podem substituir totalmente a desgaseificação com gás inerte?
Não. Os produtos químicos de recuperação - particularmente os fluxos de revestimento e refinação - complementam mas não substituem a desgaseificação rotativa ou o tratamento de gás de purga para remoção de hidrogénio. O tratamento com fluxo melhora a eficiência da desgaseificação subsequente, removendo as barreiras de difusão de óxido e reduzindo a tensão superficial da fusão, mas o mecanismo mecânico de flutuação de bolhas de gás da desgaseificação rotativa é necessário para atingir níveis de hidrogénio inferiores a 0,15 cc/100g Al na maioria das ligas de produção.
Q4: O que acontece se eu utilizar um fluxo com elevado teor de fluoreto numa liga de alumínio-magnésio?
A utilização de um fluxo com elevado teor de flúor (acima de 15% de teor de flúor) em ligas Al-Mg da série 5xxx causará uma depleção mensurável de magnésio através de reacções de troca flúor-magnésio. Dependendo da intensidade do tratamento, pode perder-se 0,05-0,2% do teor de magnésio da liga por ciclo de tratamento. Ao longo de vários aquecimentos, esta depleção aumenta e pode empurrar a composição da liga para fora dos limites de especificação. Utilize sempre fluxos com baixo teor de flúor ou sem flúor para ligas que contenham magnésio.
Q5: Como posso calcular a taxa correta de adição de fluxo para o meu forno de fundição?
Comece com a área de superfície do banho do forno (em m²) e a profundidade da camada de fluxo alvo de 20-30 mm. A densidade do fluxo é de aproximadamente 1,5-2,0 g/cm³ quando fundido, o que lhe dá um ponto de partida baseado no volume. Os valores de referência típicos da indústria são 1-3 kg de fluxo por tonelada métrica de alumínio para aplicações em fornos de espera, com taxas mais elevadas necessárias para cargas de sucata contaminada. Acompanhe o carácter da escória e o índice de densidade para otimizar a taxa específica para a sua operação.
Q6: Durante quanto tempo é que o fluxo se mantém eficaz num forno de fixação de alumínio?
A eficácia do fluxo diminui ao longo do tempo à medida que absorve inclusões e a sua química de cloreto-fluoreto é consumida por reacções com a massa fundida e os seus contaminantes. Em operações contínuas, as camadas de fluxo requerem normalmente um reabastecimento a cada 2-4 horas. O indicador visual é quando a superfície da massa fundida se torna escura e baça em vez de apresentar o aspeto ligeiramente luminoso caraterístico de um banho acabado de fundir. A escumação da escória deve ser acompanhada pela adição de fluxo fresco.
Q7: Existem formulações de fluxos que sejam simultaneamente eficazes e totalmente isentas de flúor?
Existem formulações de fluxos totalmente isentos de flúor, mas têm limitações significativas de desempenho em comparação com os sistemas que contêm flúor. Os sistemas de fluxo de cloreto puro (KCl/NaCl) proporcionam uma cobertura eficaz e uma dissolução moderada de óxidos, mas não conseguem atingir a capacidade de remoção de álcalis ou a taxa de dissolução de óxidos dos produtos que contêm flúor. Para operações em que as restrições químicas das ligas ou as regulamentações ambientais impedem a utilização de fluoreto, os sistemas de cloreto puro combinados com desgaseificação agressiva de azoto ou árgon representam a alternativa mais viável.
Q8: Que documentação devo receber do meu fornecedor de produtos químicos de recuperação em 2026?
No mínimo, espera-se: Certificado de análise por lote (com cloreto %, fluoreto %, humidade %, distribuição do tamanho das partículas, teor de ferro e teor de metais pesados); Ficha de dados de segurança de acordo com as normas GHS/CLP; declaração de conformidade REACH para fornecimento à UE; certificado do sistema de qualidade ISO 9001; e certificado de integridade da embalagem para produtos sensíveis à humidade. Os fornecedores de excelência também fornecem dados de testes metalúrgicos que demonstram o desempenho do produto em aplicações de fusão de alumínio.
Q9: Como devemos tratar o fluxo que foi armazenado durante mais de 12 meses?
Antes de utilizar o fluxo armazenado há muito tempo, inspecionar a embalagem para verificar se existe alguma quebra na integridade da barreira de humidade. Se a embalagem estiver totalmente intacta e as condições de armazenamento tiverem sido devidamente controladas (seco, interior, abaixo de 50% RH), o produto pode ainda ser adequado. Efetuar um teste de teor de humidade (método Karl Fischer) numa amostra representativa. Se o teor de humidade for inferior a 0,3%, é provável que o produto ainda seja eficaz. Se o teor de humidade for superior a 0,5%, elimine o material - o risco de explosão devido ao contacto do fluxo húmido com o alumínio fundido não compensa a poupança de custos resultante da utilização de material envelhecido.
Q10: Quais inovações químicas de recuperação de alumínio as fundições devem esperar em 2026 e além?
Diversos desenvolvimentos estão a aproximar-se da comercialização. Os compostos de flúor nano-estruturados estão a mostrar uma eficiência de remoção de álcalis significativamente melhorada com cargas globais de flúor mais baixas em ensaios laboratoriais. Os sistemas de dosagem de fluxo em tempo real ligados a sensores de qualidade da fusão em linha (índice de densidade, limpeza ultra-sónica) estão a passar do protótipo para a disponibilidade comercial, permitindo o ajuste automático da taxa de adição de fluxo com base no estado da fusão medido, em vez de horários fixos. Os sistemas de fluxo de menor emissão que utilizam gás reativo capturado e compostos orgânicos tampão estão a entrar em ensaios de campo em fundições europeias que enfrentam os regulamentos mais rigorosos em matéria de emissões atmosféricas. A direção da inovação é consistentemente no sentido de um maior desempenho com menor consumo de químicos e menor impacto ambiental.
Resumo
A seleção e aplicação de produtos químicos de recuperação de alumínio para operações de fundição em 2026 exige um nível de rigor técnico que corresponda às especificações cada vez mais exigentes dos clientes dos sectores automóvel, aeroespacial e de fundição estrutural. O sistema químico de recuperação - abrangendo o fluxo de cobertura, o fluxo de refinação, os agentes de tratamento de escórias e os produtos químicos de desgaseificação - deve ser projetado como um sistema integrado que corresponda à química específica da liga, à qualidade da carga de sucata, ao tipo de forno e aos requisitos de qualidade a jusante.
Na AdTech, investimos significativamente na compreensão de como as decisões de seleção de produtos químicos se propagam por toda a cadeia de processos de fundição, desde a fusão da carga até à fundição e à inspeção final. As evidências apoiam consistentemente o investimento em produtos químicos de recuperação de alta qualidade e bem caracterizados com documentação de rastreabilidade completa, escolhendo fornecedores que possam fornecer suporte técnico metalúrgico juntamente com o fornecimento de produtos e construindo sistemas de medição que permitam a quantificação real da eficácia do tratamento químico.
As especificações de refinação de 2026 representam uma direção de viagem clara: limites de hidrogénio mais apertados, referências de inclusão quantitativa, requisitos de pureza química mais rigorosos e documentação de conformidade ambiental em expansão. As fundições que alinharem agora os seus programas de recuperação de químicos com estas especificações estarão mais bem posicionadas em termos competitivos à medida que estas normas se propagam pela cadeia de fornecimento ao longo dos próximos anos.
