Aluminiumrückgewinnungs-Chemikalien für Gießereibetriebe im Jahr 2026 müssen deutlich strengere metallurgische Leistungsstandards erfüllen als frühere Generationen von Fluss- und Raffiniermitteln - der Maßstab hat sich von der einfachen Metallrückgewinnung zur Rückgewinnung von sauberem, einschlussfreiem, wasserstoffkontrolliertem Aluminium mit Ausbeuten verschoben, die die Wirtschaftlichkeit der Sekundärverarbeitung rechtfertigen. Wir bei AdTech arbeiten direkt mit Gießereiingenieuren und Beschaffungsspezialisten in Druckguss-, Sandguss- und Stranggussanlagen zusammen, und die Daten aus diesen Einsätzen zeigen immer wieder, dass die Auswahl der Chemikalien die wichtigste Variable ist, die sowohl die Metallrückgewinnungsraten als auch die Qualität des nachgeschalteten Gusses bestimmt.
Wenn Ihr Projekt den Einsatz von Aluminiumkrätze-Rückgewinnungsflussmitteln erfordert, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
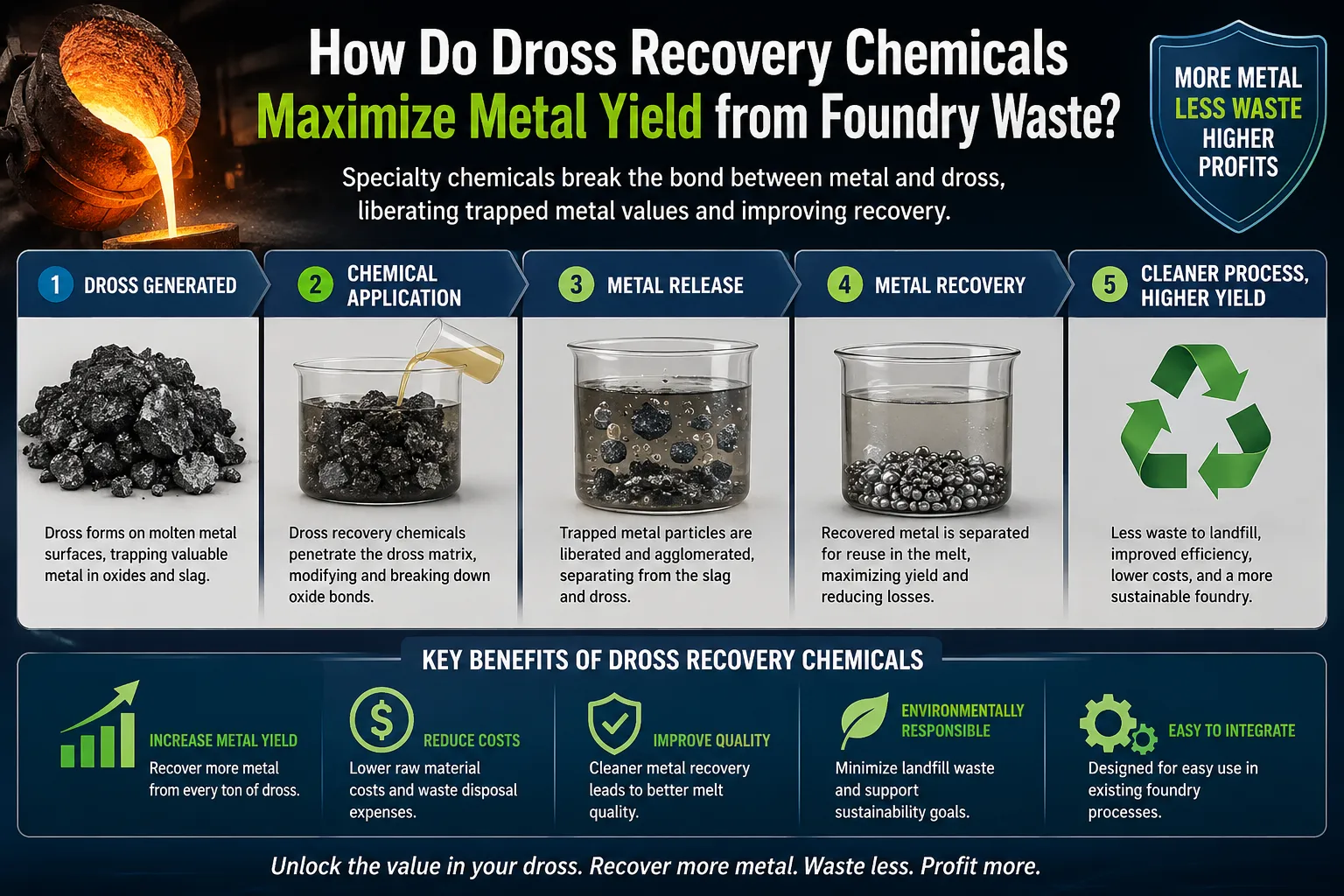
Was sind Aluminium-Rückgewinnungschemikalien und wie funktionieren sie in Gießereibetrieben?
Chemikalien für die Aluminiumrückgewinnung umfassen eine breite Kategorie von metallurgischen Additiven - einschließlich Abdeckungsflussmittel, Raffinierhilfsmittel, Mittel zur Behandlung von Krätze, Entgasungstabletten, Diese dienen gemeinsam dazu, den Prozentsatz an verwendbarem Aluminium aus der Primärschmelze und dem Sekundärschrott zu maximieren und gleichzeitig die Metallreinheit gemäß den Gussspezifikationen zu kontrollieren. Der Begriff “Rückgewinnung” hat im Gießereikontext eine doppelte Bedeutung: die physikalische Rückgewinnung von metallischem Aluminium aus Krätze und Schlacke und die chemische Rückgewinnung im Sinne der Wiederherstellung der Schmelzequalität nach Verunreinigungen durch Schrott oder Verarbeitung gemäß den Spezifikationen.
Die Verunreinigungsprobleme in der Gießerei sind wesentlich komplexer als bei der Primäraluminiumschmelze. Die Schrottchargen enthalten Oberflächenoxide, Farbreste, Schmiermittel, Feuchtigkeit und unterschiedliche Legierungselemente. Eine Produktionsschmelze in einer typischen Druckgießerei für die Automobilindustrie kann gekaufte Aluminiumbarren, hausinternen Rücklaufschrott und gekauften Schrott in einem Verhältnis kombinieren, das sich je nach Verfügbarkeit und Kosten täglich ändert. Jede Chargenzusammensetzung erfordert eine entsprechende Anpassung des chemischen Rückgewinnungssystems.
Wir haben festgestellt, dass Gießereien, die ohne ein systematisches chemisches Rückgewinnungsprogramm arbeiten, typischerweise zwischen 3% und 8% ihres gesamten Aluminiumdurchsatzes durch nicht zurückgewonnenes Krätze-Metall, erhöhte Ausschussraten aufgrund von Einschlussfehlern und wasserstoffporösem Ausschuss verlieren. Ein gut durchdachtes chemisches Rückgewinnungsprogramm reduziert diese kombinierten Verluste in der Regel auf unter 2% des Durchsatzes - ein Unterschied, der bei typischen Gießereigrößen erhebliche jährliche Einsparungen allein bei den Rohmaterialkosten bedeutet.

Primäre Verwertungswege in Gießereibetrieben
Die Rückgewinnung von Aluminium in einer Gießerei erfolgt auf drei verschiedenen Wegen, die jeweils spezifische chemische Maßnahmen erfordern:
Weg 1 - Rückgewinnung der Schmelzoberfläche: Abdeck- und Veredelungsflussmittel, die auf die Oberfläche des Ofenbads aufgetragen werden, verhindern die Oxidbildung, lösen vorhandene Oxidschichten auf und konzentrieren nichtmetallische Einschlüsse zu einer rückgewinnbaren Krätzeschicht. Dies ist die Hauptanwendung für Chlorid-Fluorid-Flussmittelsysteme.
Weg 2: Verwertung von Krätze: Nach dem Abschöpfen enthält die Krätze 30-70% metallisches Aluminium, das in einer Oxid-Salz-Matrix eingeschlossen ist. Chemikalien zur Krätzebehandlung - auch exotherme Krätzeverbindungen oder Krätzeabtrennungsmittel genannt - lösen kontrollierte exotherme Reaktionen aus, die das eingeschlossene Metall wieder aufschmelzen, so dass es sich sammeln und zurückgewonnen werden kann.
Weg 3: Rückgewinnung durch Schmelzaufbereitung: Die Entfernung von Wasserstoff und Einschlüssen durch chemische Entgasungsbehandlungen stellt den Qualitätswert des Aluminiums wieder her, so dass Metall, das sonst verschrottet oder herabgestuft würde, die Spezifikationen für hochwertige Gussanwendungen erfüllt.
| Genesungspfad | Chemischer Typ | Typische Rückgewinnungsgewinne | Anwendungspunkt |
|---|---|---|---|
| Schutz der Schmelzoberfläche | Abdeck-Veredelungsflussmittel | 1-3% Ertragssteigerung | Oberfläche des Ofenbads |
| Gewinnung von Metallkrätzen | Mittel zur Krätzebehandlung | 15-30% mehr Metall aus Krätze | Station zur Krätzeverarbeitung |
| Wasserstoff-Entfernung | Entgasungstabletten/Gas | 0,5-2% Reduzierung der Rückweisungsrate | Entgasungseinheit oder Pfanne |
| Entfernung von Einschlüssen | Veredelungsflussmittel + Filtration | 1-3% Reduzierung der Fehlerquote | Schmelzebehandlung + Filterbox |
| Entfernung von Alkalimetallen | Reaktiver Fluorid-Fluss | Korrektur der Chemie | Ofen oder Pfanne |
Welche Raffinationsspezifikationen gelten 2026 für Chemikalien zur Rückgewinnung von Gießerei-Aluminium?
Die Landschaft der Raffinationsspezifikationen für 2026 spiegelt den konvergierenden Druck aus drei Richtungen wider: Leichtbauprogramme für die Automobilindustrie, die eine höhere Qualität des strukturellen Aluminiums erfordern, strengere Umweltvorschriften für fluoridhaltige Abfallströme und Verpflichtungen zur Nachhaltigkeit in der Lieferkette, die die Gießereien zu einer höheren Nutzung von Sekundärmaterial drängen. Zusammen haben diese Kräfte die technische Messlatte für die Anforderungen an Chemikalien zur Aluminiumrückgewinnung höher gelegt.
Aktualisierte Spezifikationen für den Wasserstoffgehalt bis 2026
Wasserstoffporosität ist nach wie vor das größte Qualitätsproblem in der Aluminiumgießerei-Produktion. Die Spezifikationen für den Wasserstoffgehalt in verschiedenen Anwendungssegmenten für 2026 wurden im Vergleich zu den Benchmarks für 2022 verschärft:
| Anwendungssegment | 2022 Max H₂ (cc/100g Al) | 2026 Ziel H₂ (cc/100g Al) | Messverfahren |
|---|---|---|---|
| Strukturelle Automobilteile (Sicherheitsteile) | 0.15 | 0.10 | RPDFT / Telegas |
| Nicht-strukturelle Kraftfahrzeuge | 0.20 | 0.15 | RPT-Dichte-Index |
| Sandguss für die Luft- und Raumfahrt | 0.10 | 0.07 | Vakuum-Heißextraktion |
| Druckguss allgemein | 0.25 | 0.18 | RPT-Dichte-Index |
| Schwerkraft/Permanentform | 0.20 | 0.12 | RPT-Dichte-Index |
| Strangguss (Knüppel) | 0.12 | 0.08 | Telegas online |
Diese strengeren Wasserstoffziele erfordern, dass Entgasungschemikalien und Rotationsentgasungsvorgänge eine höhere Spüleffizienz erreichen. Die Einhaltung der Spezifikation 2026 hat zur Einführung reaktiverer, Chlor erzeugender Flussmitteltabletten und ausgefeilterer Rotationsentgasungsanlagen mit optimierten Rotordesigns geführt.
Spezifikationen für den Einschluss von Inhalten und Benchmarks für die Sauberkeit
Die Industrie-Benchmarks für 2026 für den Gehalt an Einschlüssen, insbesondere für strukturelle Anwendungen in der Automobilindustrie, haben quantitative Sauberkeitsbewertungen anstelle der qualitativen visuellen Bewertungen übernommen, die in früheren Jahrzehnten Standard waren:
K-Mold-Fraktographie-Verfahren: Messung der gesamten Risslänge als Ersatz für einfache Gut/Schlecht-Kriterien.
PoDFA-Sauberkeitsklassifizierung: Die Automobilzulieferkette 2026 erfordert zunehmend PoDFA-Messungen unter 0,15 mm²/kg für strukturelle Gussanwendungen.
Ultraschall-Reinheitsindex: Inline-Ultraschallmessung während des Gießens mit Ausschleusung bei definierten Schwellenwerten der Echostärke.
Rückgewinnungschemikalien müssen nun nicht nur auf ihre allgemeine Raffinationsfähigkeit hin validiert werden, sondern auch auf ihre spezifische Leistung bei der Erreichung dieser quantitativen Reinheitsziele in der Produktionsumgebung.
Chemische Zusammensetzung Reinheitsspezifikationen für 2026-konformes Flussmittel
Der Spezifikationsrahmen 2026 befasst sich auch mit der Reinheit der Rückgewinnungschemikalien selbst - eine Erkenntnis, dass Flussmittel minderer Qualität Verunreinigungen einbringen können, anstatt sie zu entfernen:
| Chemische Parameter | 2026 Spezifikationsgrenze | Prüfung Standard | Warum es wichtig ist |
|---|---|---|---|
| Feuchtigkeitsgehalt | Weniger als 0,3% nach Gewicht | Karl-Fischer-Titration | Explosionsgefahr + Wasserstoffquelle |
| Gehalt an Eisen (Fe) | Weniger als 300 ppm | ICP-OES | Fe-Kontamination der Schmelze |
| Schwermetalle (Pb+Cd+Hg) | Weniger als 100 ppm insgesamt | ICP-MS | Umwelt + Qualität |
| Freier Kohlenstoff | Weniger als 0,1% | Analyse der Verbrennung | Quelle für die Aufnahme |
| Partikelgröße D90 | Innerhalb von ±15% der Spezifikation | Laserbeugung | Konsistenz der Anwendung |
| Chemische Chargenvariationen | Weniger als 1,5% bei den Hauptkomponenten | XRF pro Charge | Wiederholbarkeit des Prozesses |
Wie maximieren Krätze-Rückgewinnungschemikalien die Metallausbeute aus Gießereiabfällen?
Gießereikrätze ist einer der bedeutendsten verwertbaren Wertströme in der Aluminiumverarbeitung. Eine Gießerei, die jährlich 5.000 Tonnen Aluminiumgussteile herstellt, kann 150-400 Tonnen Krätze erzeugen, je nach Legierungstyp, Qualität des Schrotteinsatzes und Praxis des Ofenmanagements. Der Gehalt an metallischem Aluminium in dieser Krätze stellt bei den derzeitigen Preisen einen beträchtlichen rückgewinnbaren Wert dar - doch ohne eine geeignete chemische Behandlung wird ein Großteil dieser Krätze in die Abfallverarbeitung oder auf eine Deponie geleitet.
Wie Chemikalien zur Krätzebehandlung funktionieren
Krätzebehandlungsmittel - manchmal auch als exotherme Krätzeverbindungen, Krätzepresshilfsmittel oder Krätzeverflüssiger vermarktet - wirken durch kontrollierte thermochemische Reaktionen. Wenn sie mit heißer Krätze vermischt werden (in der Regel bei 600-750 °C), reagieren diese Verbindungen durch exotherme Oxidationsreaktionen mit dem Restsauerstoff in der Krätzenmatrix. Die dabei entstehende Wärme bringt Aluminiumtröpfchen, die sich im Oxidnetzwerk verfestigt haben, wieder zum Schmelzen. Die begleitende Gasentwicklung und die Salzflusskomponenten verringern gleichzeitig die Viskosität der Oxidphase, so dass die Metalltröpfchen zusammenwachsen und sich sammeln können.
Der chemische Mechanismus umfasst mehrere gleichzeitige Reaktionen:
- Die exotherme Oxidation reaktiver Metallzusätze erhöht die lokale Temperatur um 100-200°C.
- Fluoridsalzkomponenten reagieren mit kristallinen Aluminiumoxidphasen und lösen diese auf.
- Der Salzfluss erzeugt eine niedrigviskose flüssige Phase, die die Metalltröpfchen benetzt und die Koaleszenz fördert.
- Die Gasentwicklung aus den sich zersetzenden Komponenten sorgt für eine Mikroumwälzung, die die Metall-Schlacke-Trennung erleichtert.
Chemische Arten der Krätzebehandlung und Leistungsvergleich
| Chemischer Typ | Mechanismus | Metallrückgewinnungs-Gewinn | Methode der Anwendung | Kostenniveau |
|---|---|---|---|---|
| Exotherme Pulvermischung | Wärme + Fluss | 20-35% zusätzliche Rückgewinnung | In heiße Schlacke mischen | Mäßig |
| Fluoridreiche Flussmittelmischung | Chemische Auflösung | 15-25% zusätzliche Rückgewinnung | Auf die heiße Schlacke streuen | Gering-Mäßig |
| Gemisch aus Salz und Oxid | Nur Flussmittel | 10-20% zusätzliche Verwertung | In Schlacke mischen | Niedrig |
| Spezialisierte reaktive Mischung | Mehrere Mechanismen | 25-40% zusätzliche Rückgewinnung | Mechanisch mischen | Höher |
Integration der Krätzepresse mit chemischer Behandlung
Die effektivsten Systeme zur Rückgewinnung von Krätze kombinieren eine chemische Behandlung mit mechanischem Pressen. Nach der Zugabe von Chemikalien zur Krätzebehandlung wird die behandelte Krätze in noch heißem Zustand in eine hydraulische Presse gegeben, wo ein Druck von 15-50 MPa ausgeübt wird. Die chemische Vorbehandlung erhöht die Metallrückgewinnung beim Krätzepressen um:
- Verringerung der Krätzeviskosität, damit das Metall unter Druck besser abfließen kann.
- Vorkoaleszenz feiner Metalltröpfchen zu größeren Pools, die auf hydraulischen Druck reagieren.
- Umwandlung der Oxidphase von einer kontinuierlichen Matrix in eine offenere, durchlässigere Struktur.
Durch die kombinierte chemische Behandlung und das Pressen werden in der Regel Metallrückgewinnungsraten von 60-75% aus der Krätze erzielt, verglichen mit 30-45% beim Pressen allein und 15-30% bei der chemischen Behandlung allein.
Welche chemischen Formulierungen werden für verschiedene Gießereilegierungssysteme verwendet?
Die Legierungschemie ist bei der Auswahl der Rückgewinnungschemikalien nicht zweitrangig, sondern ausschlaggebend. Die Verwendung einer nicht kompatiblen Flussmittelchemie kann die Legierungszusammensetzung aktiv schädigen, Einschlüsse anderer Art als die zu entfernenden einbringen oder unerwartete Reaktionen mit Schmelzbehandlungszusätzen hervorrufen.

Rückgewinnungschemikalien für Aluminium-Silizium-Gusslegierungen (Serie 3xx.x)
Die 3xx.x-Serien - darunter A380, A356, A360 und verwandte Legierungen - dominieren die Druckguss- und Kokillengussproduktion für die Automobilindustrie. Diese Legierungen enthalten 6-12% Silizium und je nach Sorte unterschiedliche Mengen an Kupfer, Magnesium und Zink.
Wichtige chemische Überlegungen zu dieser Legierungsfamilie:
- Der Natriumgehalt im Flussmittel muss streng kontrolliert werden, wenn die Strontiummodifikation verwendet wird. Natrium über 8-10 ppm kann die Strontiummodifikation neutralisieren und die Morphologie des eutektischen Siliziums in die unmodifizierte nadelförmige Form zurückverwandeln.
- Das Chlorid-Fluorid-Verhältnis im Abdeckflussmittel sollte einen moderaten Fluoridgehalt aufweisen (8-15%), um die Fähigkeit zur Alkalientfernung ohne übermäßigen Magnesiumangriff zu gewährleisten.
- Die Entgasungschemikalien müssen mit dem Strontiummodifikator kompatibel sein - einige chlorhaltige Tabletten verbrauchen Strontium durch SrCl₂-Bildung.
- Die Zugabe von Kornfeinungsmitteln (Al-Ti-B- oder Al-Ti-C-Vorlegierungen) sollte zeitlich nach der Flussmittelbehandlung erfolgen, um eine Wechselwirkung von Titandiborid mit Fluoridrückständen zu vermeiden.
Rückgewinnungschemikalien für Aluminium-Magnesium-Legierungen (Serie 5xxx)
Aluminium-Magnesium-Knetlegierungen stellen die chemisch empfindlichste Anwendungsumgebung für Flussmittel dar. Magnesium reagiert aggressiv mit Fluoridverbindungen, und selbst eine mäßige Fluorid-Flussmittelexposition kann den Magnesiumgehalt der Legierung messbar verringern.
Reaktionsmechanismus: MgO + 2AlF₃ → 2AlF-MgF₂ + Oxidationsprodukte.
Bei 740°C läuft diese Reaktion schnell ab, und ein fluoridreiches Flussmittel, das auf eine Al-Mg-Legierung aufgebracht wird, kann Magnesium mit Raten von 0,01-0,05% pro Behandlungszyklus abbauen, je nach Fluoridgehalt des Flussmittels und Behandlungsintensität.
Empfohlene Vorgehensweise für die Serie 5xxx:
- Reines chloridhaltiges Flussmittel (KCl/NaCl-System, keine Fluoridzusätze).
- Physikalische Deckungsfunktion hat Vorrang vor chemischer Reaktivität.
- Spezielles fluoridarmes Raffinationsflussmittel, wenn eine Alkali-Entfernung erforderlich ist.
- Separate Stickstoff- oder Argon-Entgasung anstelle von chlorerzeugenden Tabletten.
Chemische Rückgewinnungsanforderungen nach Legierungsfamilien
| Legierung Familie | Si Inhalt | Mg-Empfindlichkeit | Empfohlener Flussmitteltyp | Fluoridgehalt | Na Grenze |
|---|---|---|---|---|---|
| A380 (Al-Si-Cu) | 7.5-9.5% | Niedrig | Standard KCl/NaCl/Fluorid | 10-18% | 15 ppm |
| A356 (Al-Si-Mg) | 6.5-7.5% | Mäßig | Nieder-Na, mäßiges Fluorid | 8-15% | 8 ppm |
| 5052 (Al-Mg) | <0,25% | Sehr hoch | Fluoridfreies KCl/NaCl | 0-3% | 20 ppm |
| 6061 (Al-Mg-Si) | 0,4-0,8% | Mäßig | Fluoridarm | 5-10% | 10 ppm |
| 7075 (Al-Zn-Mg) | <0,4% | Mäßig | Spezialisiert Zn-kompatibel | 5-8% | 8 ppm |
| 2xxx (Al-Cu) | <0,5% | Niedrig | Standard Chlorid-Fluorid | 10-15% | 15 ppm |
Rückgewinnungschemikalien für hochreines Aluminium und Spezialaluminium
Einige Gießereianwendungen - dünnwandige Strukturbauteile für die Automobilindustrie, Feingussteile für die Luft- und Raumfahrt, Rohre für Wärmetauscher - erfordern einen Aluminiumreinheitsgrad, der über die Möglichkeiten der Standard-Flussmittelaufbereitung hinausgeht. Diese Anwendungen steigern die Nachfrage nach speziellen chemischen Rückgewinnungssystemen:
Bor-Behandlung zur primären Al-Reinigung: AlB₂-Vorlegierungszusätze scheiden Titan und Vanadium als unlösliche Boride aus und entfernen diese Elemente aus Aluminium mit elektrischer Qualität und hoher Leitfähigkeit.
Flusssysteme zur Natriumentfernung: Spezielle Flussmittelformulierungen mit AlF₃-reicher Chemie, die speziell entwickelt wurden, um Natrium auf unter 2 ppm für kritische eutektische Modifikationsanwendungen zu entfernen.
Strontium-kompatibles Raffinationsflussmittel: Chloridbasierte Formulierungen mit niedrigem Fluoridgehalt, die nachweislich den Strontiummodifikator über mehrere Behandlungszyklen hinweg auf dem Zielniveau halten.
Wie wirken Flussmittel, Entgasungschemikalien und Getreideraffinerie zusammen?
Einer der am meisten unterschätzten Aspekte der Gießerei-Aluminiumchemie ist die Interaktion zwischen den verschiedenen chemischen Behandlungssystemen. Gießerei-Metallurgen behandeln Flussmittelbehandlung, Entgasung, Kornfeinung und Modifizierung oft als unabhängige aufeinanderfolgende Schritte - in der Praxis beeinflusst jedoch jede Behandlung die nachfolgende.
Lesen Sie auch: Abdeck- und Veredelungsschmelzmittel für Aluminium-Halteöfen
Flussmittelbehandlung und ihr Einfluss auf die Entgasungseffizienz
Eine ordnungsgemäße Flussmittelabdeckung vor der Entgasung verbessert die Effizienz der Wasserstoffentfernung erheblich. Der Mechanismus ist einfach: Die Flussmittelbehandlung entfernt Oxidfilmbarrieren von der Schmelzenoberfläche und verringert die Dicke der Oxidhaut. Bei der Rotationsentgasung müssen Gasblasen, die an die Oberfläche steigen, diese Oxidhaut durchdringen, um Wasserstoff freizusetzen. Dickere, intaktere Oxidhäute wirken als Diffusionsbarrieren, die den Wasserstoff in den aufsteigenden Blasen einschließen und deren Desorptionseffizienz verringern.
Gießereien, die vor der Entgasung eine Flussmittelbehandlung durchführen, erreichen bei gleicher Entgasungszeit und gleichem Gasdurchsatz durchweg niedrigere Wasserstoffendwerte als Betriebe, die ohne vorherige Flussmittelbehandlung entgasen.
Interaktion zwischen Chlortabletten und Getreideraffinerie
Entgasungstabletten, die durch Reaktion mit Aluminium Chlorgas freisetzen, stellen ein besonderes Interaktionsrisiko mit Titan-Bor-Kornmühlen dar. Das Chlor reagiert mit Titandiborid (TiB₂)-Partikeln - den aktiven Keimbildungsstellen in Al-Ti-B-Kornfeinern - und wandelt sie in Titanchloridverbindungen um. Diese Reaktion verringert die effektive Kornfeinungswirkung.
Praktische Auswirkung: Bei der Verwendung von chlorerzeugenden Entgasungstabletten in Legierungen, die eine Kornfeinung erfordern, sollte die Zugabe des Kornfeiners nach der Entgasung erfolgen, nicht davor. Das Zeitfenster zwischen der Beendigung der Entgasung und dem Gießen muss kurz gehalten werden (unter 30 Minuten), um das Nachwachsen von Oxidschichten vor dem Gießen zu verhindern.
Modifikationschemie und zeitliche Abstimmung der Flussmittelinteraktion
Bei der Strontiummodifikation (die in Al-Si-Gusslegierungen zur Veränderung der Morphologie des eutektischen Siliziums verwendet wird) besteht die Gefahr der chemischen Verarmung durch Chloridflussmittel. Strontium reagiert mit Chloridionen und bildet SrCl₂, das sich in der Krätze des Flussmittels verteilt und den effektiven Strontiumgehalt in der Schmelze verringert.
Gemessene Strontiumabreicherungsraten aus der Fluxbehandlung:
- Hoher Chloridfluss, 30-minütige Behandlung: ca. 20-30% Strontiumreduktion.
- Niedriger Chloridfluss, 30-minütige Behandlung: ca. 5-15% Strontiumreduktion.
- Nur physikalischer Deckungsfluss (minimale Chloridaktivität): unter 5% Strontiumreduktion.
Diese Daten bedeuten, dass der Zeitpunkt der Strontiumzugabe und die Dosierung dem Verlust durch die Flussbehandlung Rechnung tragen müssen. Viele Gießereien überdosieren Strontium gerade deshalb, weil sie diesen systematischen Verlust nicht berücksichtigen.
Welche chemischen Normen für die Aluminiumraffination gelten für Gießereien der Automobil- und Luftfahrtindustrie?
Die anspruchsvollsten Qualitätsumgebungen für Gießereichemikalien zur Aluminiumrückgewinnung sind der Automobilbau und die Luft- und Raumfahrt. Beide Sektoren haben spezifische Qualifikationsanforderungen entwickelt, die weit über die allgemeinen Materialspezifikationen hinausgehen.
Chemische Normen für den Automobilsektor
Die Lieferkette für Aluminiumguss in der Automobilindustrie unterliegt einem mehrstufigen Qualifikationsrahmen. Automobilzulieferer der Stufe 1 müssen nachweisen, dass ihre Chemikalien zur Behandlung von Aluminiumschmelzen bestimmte Leistungskriterien erfüllen, die durch formale metallurgische Tests validiert wurden.
Wichtige Qualitätsstandards für die Automobilindustrie, die die Auswahl der Rückgewinnungschemikalien beeinflussen:
IATF 16949: Die Norm für das Qualitätsmanagementsystem in der Automobilindustrie verlangt, dass die Lieferanten von Chemikalien denselben Anforderungen an die Qualifikation und Überwachung der Lieferanten unterliegen wie andere Lieferanten von Produktionsmaterialien. Dies bedeutet, dass die Lieferanten von Fluss- und Rückgewinnungschemikalien dokumentierte Prozessfähigkeitsdaten, SPC-Diagramme für kritische chemische Parameter und Benachrichtigungsprotokolle für alle chemischen Änderungen vorlegen müssen.
OEM-spezifische Materialspezifikationen: Die großen Automobilhersteller (BMW, Mercedes, Ford, GM, Toyota) haben ihre eigenen Spezifikationen für Aluminiumgusswerkstoffe, die implizit bestimmte Reinheitsgrade der Schmelze erfordern, die nur durch geeignete chemische Behandlungsprogramme erreicht werden können.
ASTM B179, B85 und verwandte Normen: Diese ASTM-Spezifikationen für Barren und Druckgussteile aus Aluminiumlegierungen enthalten Grenzwerte für die chemische Zusammensetzung, die von den Rückgewinnungschemikalien eingehalten und nicht unterlaufen werden müssen.
Chemische Anforderungen für die Luft- und Raumfahrtgießerei
Aluminiumgießereien in der Luft- und Raumfahrtindustrie unterliegen sogar noch strengeren Anforderungen an die chemische Behandlung, wobei zusätzlich eine formale Kontrolle der Prozessspezifikationen erforderlich ist:
| Standard | Ausstellende Stelle | Relevanz für Rückgewinnungschemikalien |
|---|---|---|
| AMS 2770 | SAE | Wärmebehandlungsverfahren für Aluminium - Voraussetzung für die Reinheit der Schmelze |
| AMS 4218 | SAE | Feinguss aus Aluminiumlegierungen - erfordert bestimmte Einschlussgrenzen |
| NADCAP AC7114 | PRI/NADCAP | Zerstörungsfreie Prüfung von Gussteilen - Flussmittel müssen UT/RT-Sauberkeit unterstützen |
| Boeing D1-4426 | Boeing | Zugelassene Prozessquellen - Chemikalienlieferanten benötigen möglicherweise eine Genehmigung von Boeing |
| EN 4267 | AECMA/ASD | Europäische Spezifikation für Aluminiumguss für die Luft- und Raumfahrt |
| MIL-A-21180 | US-Verteidigungsministerium | Militärischer Aluminiumguss - strenge Anforderungen an Chemie und Sauberkeit |
Anforderungen an die Rückverfolgbarkeit von Chemikalien für Premium-Gießereimärkte
Sowohl der Automobil- als auch der Luft- und Raumfahrtmarkt verlangen zunehmend eine vollständige Rückverfolgbarkeit der bei der Aluminiumverarbeitung verwendeten Chemikalien. Lieferanten von Rückgewinnungschemikalien müssen jetzt liefern:
- Analysenzertifikat (CoA) für jede Produktionscharge.
- Rückverfolgbare Beschaffung von Rohstoffen für Salzkomponenten.
- Dokumentiertes Qualitätssystem für die Herstellung (mindestens ISO 9001).
- Überprüfung des Schwermetallgehalts durch akkreditierte Labortests.
- Rückstellmuster aus Produktionschargen für nachträgliche Tests.
Wie sollten Gießereien die Lieferanten von Chemikalien zur Aluminiumrückgewinnung bewerten und auswählen?
Die Wahl des Lieferanten für Chemikalien zur Aluminiumrückgewinnung hat erhebliche nachgelagerte Konsequenzen. Ein Lieferantenwechsel, der wirtschaftlich attraktiv erscheint, kann die monatelange Prozessoptimierung zunichte machen, wenn sich die Chemie des neuen Produkts in einer Weise verändert, die die Leistung der Schmelzbehandlung beeinträchtigt.
Technischer Qualifizierungsprozess
Wir empfehlen einen strukturierten vierstufigen Qualifizierungsprozess für jeden neuen Lieferanten von Rückgewinnungschemikalien:
Phase 1: Überprüfung der Dokumentation (2-4 Wochen): Auswertung von technischen Datenblättern, Sicherheitsdatenblättern, Analysenzertifikaten von mindestens 10 aktuellen Produktionschargen, Prüfberichten von Drittlabors und Kundenreferenzen von ähnlichen Gießereibetrieben.
Phase 2 - Laborvergleichstests (4-6 Wochen): Seite-an-Seite-Laborversuche zum Vergleich des Kandidatenprodukts mit dem aktuellen Referenzprodukt unter Verwendung standardisierter Testprotokolle. Messung der Flussausbreitungsrate, der Qualität der Krätzeabscheidung, des erreichten Dichteindex und des Einschlussgehalts.
Phase 3: Kontrollierter Produktionsversuch (6-12 Wochen): Begrenzte Produktionsversuche unter kontrollierten Bedingungen mit umfassender Datenerfassung. Verfolgen Sie die Flussmittelverbrauchsrate, das Krätzevolumen und den Metallgehalt, die Gussfehlerraten und die Dichteindexverteilungen.
Phase 4 - Vollständige Produktionsqualifizierung (4-8 Wochen): Vollständige Produktionsmengen mit Lieferantenaudit, Logistikbewertung und formeller Genehmigungsdokumentation.
Scorecard zur Lieferantenbewertung
| Bewertungskriterium | Gewicht | Schlecht (1) | Angemessen (3) | Ausgezeichnet (5) |
|---|---|---|---|---|
| Chemische Konsistenz (von Charge zu Charge) | 25% | >3% Abweichung | 2-3% Variante | <1,5%-Abweichung |
| Fähigkeit zur technischen Unterstützung | 20% | Keine Metallurgen | Allgemeine Unterstützung | Engagierter Gießerei-Metallurge |
| Kontrolle des Feuchtigkeitsgehalts | 20% | >0,5% | 0,3-0,5% | <0,3% |
| Versorgungssicherheit | 15% | Häufige Engpässe | Gelegentliche Verzögerungen | Ständige Verfügbarkeit |
| Einhaltung der Umweltvorschriften | 10% | Nur Basic | REACH-konform | Vollständige Dokumentation |
| Qualität der Verpackung | 10% | Inkonsistent | Angemessene Abdichtung | Ausgezeichnete Feuchtigkeitsbarriere |
Rote Flaggen bei der Lieferantenbewertung
Bestimmte Verhaltensweisen des Lieferanten oder Lücken in der Dokumentation sollten sofort Bedenken hinsichtlich der Qualifikation aufkommen lassen:
- Weigerung, vollständige Angaben zur chemischen Zusammensetzung zu machen (unter Berufung auf den Schutz des Geschäftsgeheimnisses für alle Bestandteile).
- Uneinheitliche Ergebnisse für den Feuchtigkeitsgehalt bei verschiedenen Chargen (was auf eine unzureichende Qualitätskontrolle bei der Herstellung schließen lässt).
- Keine akkreditierten Laborbescheinigungen für den Schwermetallgehalt.
- Unfähigkeit, Referenzen von Gießereibetrieben vorzulegen, die in Umfang und Legierungstyp vergleichbar sind.
- Kein formelles Notifizierungsverfahren für Änderungen in der Chemie.
- Preisschwankungen von mehr als 15% zwischen den Notierungen ohne entsprechende Bewegungen auf dem Rohstoffmarkt.
Was sind die neuesten Umweltvorschriften, die die Gießerei-Raffinerie-Chemikalien im Jahr 2026 betreffen?
Das regulatorische Umfeld für Chemikalien zur Rückgewinnung von Gussaluminium hat sich zwischen 2022 und 2026 erheblich verschärft, mit besonders bedeutenden Änderungen in der Europäischen Union, im Vereinigten Königreich und in mehreren US-Bundesstaaten, die unabhängig von den EPA-Bundesanforderungen strengere Umweltstandards einführen.
Europäische REACH-Updates mit Auswirkungen auf die Flussmittelchemie
Die Europäische Chemikalienagentur (ECHA) hat nach und nach Fluoridverbindungen in die Betrachtung der Beschränkungen gemäß REACH-Anhang XVII aufgenommen. Der Status der wichtigsten Flussmittelkomponenten im Rahmen der europäischen Regulierung im Jahr 2026:
Ammonium-Hexafluorosilikat (NH₄)₂SiF₆: Unterliegt aufgrund des Fluoridfreisetzungspotenzials Beschränkungsvorschlägen in industriellen Anwendungen. Gießereien, die diese Komponente in Flussmittelformulierungen verwenden, müssen technische Kontrollen dokumentieren.
Kryolith (Na₃AlF₆): Bleibt erlaubt, unterliegt aber einer Überprüfung der Arbeitsplatzgrenzwerte. Mehrere EU-Mitgliedstaaten haben strengere nationale Grenzwerte für die Exposition gegenüber Fluoridstaub am Arbeitsplatz festgelegt als die EU-weiten Referenzwerte.
Schwellenwerte für die Bildung von Chlorgas: Die Umsetzung der EU-Richtlinie über Industrieemissionen (IED) in allen Mitgliedstaaten hat strengere Anforderungen an die Emissionsüberwachung von Gießereien gestellt, bei denen die Flussmittelaufbereitung Chlor- oder HCl-Emissionen über den Grenzwerten erzeugt.
US-Umweltvorschriften, die chemische Abfälle aus Gießereien betreffen
In den Vereinigten Staaten entwickelt sich die Klassifizierung von fluoridhaltigen Krätzen und Flussmittelrückständen nach dem RCRA (Resource Conservation and Recovery Act) ständig weiter:
| Abfallstrom | Aktuelle Klassifizierung | Anforderung an die Entsorgung | 2026 Aktualisierung |
|---|---|---|---|
| Fluoridreiche Krätze | Charakteristisch gefährlich (D) in vielen Staaten | Zugelassene Anlage für gefährliche Abfälle | Strengere Grenzwerte für Sickerwasseruntersuchungen |
| Verbrauchte Abdeckmittelreste | In den meisten Staaten ungefährlich | Zertifizierte Industriedeponie | Unterschiede zwischen den Bundesländern nehmen zu |
| Salzkuchen aus der Fluxverarbeitung | K088 in einigen Staaten gelistet | Strenge Protokolle für gefährliche Abfälle | Keine Änderung erwartet |
| Fluoridarmer Flussmittelrückstand | Im Allgemeinen ungefährlich | Industrielle Mülldeponie | Schwellenwerte für die Befreiung werden überprüft |
Emissionsarme und fluoridreduzierte Flussmittel Entwicklungstrends
Der Druck der Gesetzgeber hat die Entwicklung alternativer Flussmittelchemien beschleunigt, die die Leistungsfähigkeit erhalten und gleichzeitig die Umweltbelastung verringern:
Organische Flussmittelzusätze: Forschungsprogramme zur Erforschung organischer Salzsysteme, die sich sauber und ohne Fluorid- oder schwere Chloridrückstände zersetzen. Die Leistung liegt derzeit unter der von Chlorid-Fluorid-Systemen für anspruchsvolle Anwendungen, verbessert sich aber.
Hybridsysteme mit reduziertem Fluoridanteil: Formulierungen, die durch optimierte Fluoridspeziation und Partikelverteilung eine gleichwertige Alkalientfernungsleistung bei 30-50% geringerem Fluoridgehalt erzielen.
Systeme für aufgefangenes Gas: Ofenkonstruktionen mit geschlossenem Kreislauf, die Chlor- und HCl-Emissionen aus der Flussmittelbehandlung zur Neutralisierung auffangen und so die weitere Verwendung wirksamer Chloridchemikalien bei gleichzeitiger Einhaltung der Luftemissionsgrenzwerte ermöglichen.
Prozesskontrolle und Qualitätsüberprüfung für die chemische Leistung bei der Aluminiumrückgewinnung
Die Implementierung eines effektiven Programms für Aluminiumrückgewinnungschemikalien ohne systematische Prozesskontrolle und Qualitätsprüfung ist im Grunde ein Blindflug. Die ausgefeilteste Flussmittelchemie liefert uneinheitliche Ergebnisse ohne Messsysteme, die ihre Wirksamkeit unter realen Produktionsbedingungen verfolgen.
Echtzeit-Qualitätsüberwachungsmethoden
Dichte-Index Tendenz: Bei jedem Schmelzvorgang sollte eine Dichte-Index-Messung mit Hilfe des Druckminderungstests durchgeführt werden. Die Daten sollten im Laufe der Zeit nach Schicht, Ofen und Chargenzusammensetzung aufgezeichnet werden. Dichteindexwerte, die außerhalb der Kontrollgrenzen liegen (in der Regel ±0,05 vom Sollwert), sollten Anlass sein, die Angemessenheit der Flussmittelanwendung, die Feuchtigkeit der Charge oder die Ofenbedingungen zu untersuchen.
Charakterisierung der Krätze: Das Wiegen und Charakterisieren der Krätze aus jeder Schmelze liefert indirekte Hinweise auf die Qualität der Flussmittelabdeckung. Eine zunehmende Masse der Krätze ohne proportionale Änderung der Ladungszusammensetzung deutet auf eine unzureichende Flussmittelabdeckung hin, die eine übermäßige Oxidation ermöglicht.
Visuelle Bewertung der Schmelzoberfläche: Erfahrene Anwender können die Qualität der Flussmittelabdeckung anhand der visuellen Beschaffenheit der Schmelzoberfläche beurteilen. Ordnungsgemäß gefluxtes Aluminium zeigt eine gleichmäßige, leicht leuchtende Oberfläche ohne blanke Metallstellen. Eine unzureichende Bedeckung zeigt dunkle Oxidflecken mit potenziell reflektierenden blanken Metallbereichen.
Protokoll für Probenahme und Labortests
| Test | Frequenz | Methode | Kontrolle Grenze | Aktion Auslöser |
|---|---|---|---|---|
| Dichte-Index | Jede Hitze | ASTM E2792 RPT | Anwendungsspezifisch | Über der Obergrenze |
| Spektrochemische Zusammensetzung | Jede Hitze | OES (Lichtbogen/Funken) | Spezifikation der Legierung | Außerhalb der Legierungsgrenzen |
| Bewertung der Eingliederung | Wöchentliches Minimum | K-Formen oder PoDFA | Prozessspezifisch | Verschlechterung des Trends |
| Wasserstoff (quantitativ) | Stichprobenbasis | Telegas/LECO | Anwendungsspezifisch | Über der Schwelle |
| Flussmittel Feuchtigkeit | Jede neue Charge | KF-Titration | Weniger als 0,3% | Über 0,3% |
Statistische Prozesskontrolle Anwendung
Die fortschrittlichsten Gießereibetriebe wenden eine statistische Prozesskontrolle (SPC) auf die Leistungsdaten ihrer chemischen Aluminiumrückgewinnung an. Kontrollkarten für den Dichteindex, den Krätze-Metallgehalt und die Ausschussraten ermöglichen eine frühzeitige Erkennung von Prozessabweichungen, bevor diese sich als Produktfehler manifestieren.
Empfehlungen zur Einrichtung von Regelkarten:
- Ermittlung von Basisdaten aus mindestens 30 Läufen einer stabilen Produktion.
- Legen Sie die Kontrollgrenzen auf ±3 Sigma vom Prozessmittelwert für den Dichteindex fest.
- Zeichnen Sie den prozentualen Anteil des Krätzegehalts auf einem individuellen Diagramm (I-Diagramm) mit einem gleitenden Bereich von 20 Grad auf.
- Verwenden Sie CUSUM-Diagramme, um eine allmähliche Abweichung bei den einschlussbezogenen Ablehnungsquoten festzustellen.
Kosten-Nutzen-Analyse von Premium- gegenüber Standard-Aluminiumrückgewinnungschemikalien
Die wirtschaftlichen Argumente für erstklassige Rückgewinnungschemikalien sind überzeugend, wenn sie richtig analysiert werden, aber die Analyse erfordert eine Betrachtung über den Stückpreis hinaus auf die gesamte Prozessökonomie.
Der Rahmen für die Berechnung der wahren Kosten
Szenario: Gießerei, die jährlich 8.000 Tonnen Aluminiumgussteile herstellt und dabei Sekundäraluminium mit einer durchschnittlichen Schrottrücklaufquote von 15% verwendet.
| Kostenelement | Standard-Flussmittel (Basisfall) | Premium-Flussmittel (aufgerüstet) | Unterschied |
|---|---|---|---|
| Flussmittelstückkosten | $1.20/kg | $1.85/kg | +$0.65/kg |
| Flussmittelverbrauchsrate | 2,8 kg/Tonne Al | 2,1 kg/Tonne Al | -0,7 kg/Tonne |
| Jährliche Kosten des Flusses | $26,880 | $31,080 | +$4,200 |
| Krätzenmetallgehalt (Durchschnitt) | 48% | 38% | -10 Prozentpunkte |
| Jährliches Krätzevolumen | 400 Tonnen | 360 Tonnen | -40 Tonnen |
| Rückgewinnbares Al aus Krätze | 192 Tonnen | 136,8 verlorene Tonnen = bessere Verwertung | +22 Tonnen zusätzlich |
| Wert des zusätzlich zurückgewonnenen Al | — | +$44,000 | +$44,000 |
| Rückweisungsrate beim Gießen (Einschlüsse) | 2.8% | 1.6% | -1.2% |
| Jährliche Kostenreduzierung bei Rückweisungen | — | +$96,000 | +$96,000 |
| Jährliche Nettoleistung (Prämienfluss) | — | +$135,800 | — |
Dieses vereinfachte Modell zeigt, dass die Investition in Premium-Chemikalien in Höhe von $4.200 pro Jahr ca. $135.800 an rückgewinnbarem Metall und Ausschussreduzierung einbringt - ein Ertragsverhältnis von ca. 32:1.
Wo Kosteneinsparungen durch minderwertiges Flussmittel verloren gehen
Gießereien, die auf kostengünstigere Rückgewinnungschemikalien umsteigen, sehen sich häufig mit diesen nachgelagerten Kostensteigerungen konfrontiert, die die ursprünglichen Einsparungen zunichte machen:
- Erhöhte Flussmittelverbrauchsmenge erforderlich, um den geringeren Wirkstoffgehalt auszugleichen.
- Höhere Ausschussraten bei Gussteilen, die zusätzliche Nacharbeit oder Recyclingkosten für Schrott erfordern.
- Erhöhte Kosten für die Krätzeverarbeitung aufgrund des höheren Krätzevolumens und der geringeren Pressausbeute.
- Potenzielle Qualitätsansprüche der Kunden aufgrund von einschlussbedingten Feldfehlern bei kritischen Komponenten.
- Beschleunigung des Feuerfestverschleißes durch schlecht formulierte Flussmittelchemie.
Sicherheitsprotokolle und Handhabungsanforderungen für Gießerei-Raffinierchemikalien
Das Sicherheitsmanagement für Gießerei-Rückgewinnungschemikalien ist nicht verhandelbar. Die Kombination aus geschmolzenem Hochtemperaturmetall und reaktiven chemischen Verbindungen schafft Gefahrenbedingungen, die systematische Kontrollen erfordern.
Anforderungen an die Lagerung
Die ordnungsgemäße Lagerung von Chemikalien ist die Grundlage eines sicheren Chemikalienmanagements in der Gießerei:
- Lagern Sie alle Flussmittel und Rückgewinnungschemikalien in dafür vorgesehenen, trockenen Lagerräumen mit einer kontrollierten Luftfeuchtigkeit von weniger als 50% RH.
- Lagern Sie Flussmittel niemals an Orten, an denen undichte Dächer, eindringende Bodenfeuchtigkeit oder Temperaturschwankungen, die Kondensation verursachen, auftreten.
- Behalten Sie die FIFO-Rotation (first in, first out) bei, um zu verhindern, dass sich veraltete Bestände ansammeln.
- Verschließen Sie teilweise benutzte Beutel sofort mit Heißsiegeln oder stabilen Clipverschlüssen.
- Halten Sie den Lagerbereich verschlossen und nur für geschultes Personal zugänglich.
- Führen Sie ein aktuelles Inventarverzeichnis für Chemikalien, das mit den verfügbaren Sicherheitsdatenblättern (SDS) abgeglichen ist.
Anforderungen an die persönliche Schutzausrüstung
| Handhabung von Chemikalien Aufgabe | Mindestanforderungen an die PSA | Empfohlene zusätzliche PSA |
|---|---|---|
| Handhabung von Flussmittelbeuteln (ungeöffnet) | Schutzbrille, Handschuhe | Staubmaske bei zerbrochenen Beuteln |
| Manuelles Auftragen des Flussmittels auf den Ofen | Gesichtsschutz, Hitzeschutzhandschuhe, Schürze | Luftzufuhr bei schlechter Belüftung |
| Anwendung von Chemikalien zur Krätzebehandlung | Gesichtsschutz, Hitzeschutzhandschuhe, Schürze, Stahlstiefel | Vollgesichtsschutz |
| Betrieb des Pulverinjektionssystems | Schutzbrille, Gehörschutz | Atemschutzgerät für Staub |
| Notfallmaßnahmen (Verschütten/Spritzen) | Vollständiges PSA-Ensemble | Zugang zur Notdusche |
Planung von Notfallmaßnahmen
Jede Gießerei, die Chemikalien zur Aluminiumrückgewinnung einsetzt, muss aktualisierte Notfallmaßnahmen einhalten:
- Zwischenfälle mit Chemikalienspritzern oder Verbrennungen.
- Feuchtigkeitsbedingte Dampfexplosionen.
- Freisetzung von Chlorgas bei Flussmittel-Metall-Reaktionen.
- Brandereignisse in Chemikalienlagern.
- Erste-Hilfe-Protokolle speziell für die Exposition gegenüber Fluorid- und Chloridchemikalien.
Hängen Sie Notfallmaßnahmen gut sichtbar im Arbeitsbereich aus. Führen Sie mindestens zweimal jährlich Übungen durch. Augenwaschstationen in einem Umkreis von 10 Sekunden von allen Stellen, an denen das Flussmittel angewendet wird, bereithalten.
FAQs über Chemikalien zur Aluminiumrückgewinnung für Gießereianwendungen
Q1: Welches ist die beste Chemikalie zur Aluminiumrückgewinnung für Druckgusslegierungen mit hohem Siliziumgehalt wie A380?
Bei A380 und ähnlichen Al-Si-Cu-Druckgusslegierungen kombiniert das wirksamste chemische Rückgewinnungssystem ein Flussmittel mit mäßigem Fluoridgehalt (10-18% Fluoridgehalt, Gleichgewicht KCl/NaCl) mit chlorerzeugenden Entgasungstabletten oder Rotationsentgasung. Das Flussmittel sollte auf einen niedrigen Natriumgehalt überprüft werden, wenn eine Strontiummodifikation verwendet wird. Die Behandlung der Krätze mit einer milden exothermen Krätzeverbindung verbessert die Metallrückgewinnung aus Abschaum. Die optimale Rezeptur hängt von der Qualität der Schrottcharge und dem Ofentyp ab.
F2: Wie unterscheiden sich die Raffineriespezifikationen für 2026 von den Standards für 2022?
Die Spezifikationen für 2026 sind in erster Linie strenger in Bezug auf den Wasserstoffgehalt (der in den meisten Anwendungskategorien um ca. 25-30% gesenkt wurde), die quantitativen Einschlussgrenzwerte (die die qualitativen Bewertungen ersetzen), die Anforderungen an die Reinheit des Flussmittels (strengere Grenzwerte für Feuchtigkeit und Schwermetalle) und die Dokumentation der Umweltverträglichkeit. Für strukturelle Anwendungen in der Automobilindustrie ist jetzt in der Regel ein Dichteindex von unter 0,10% erforderlich, gegenüber 0,15% in der Vergangenheit.
F3: Können Chemikalien zur Aluminiumrückgewinnung die Entgasung mit Inertgas vollständig ersetzen?
Nein. Rückgewinnungschemikalien - insbesondere Abdeck- und Raffinationsflussmittel - ergänzen, aber ersetzen nicht die Rotationsentgasung oder Spülgasbehandlung zur Wasserstoffentfernung. Die Flussmittelbehandlung verbessert die Effizienz der anschließenden Entgasung durch Beseitigung von Oxiddiffusionsbarrieren und Verringerung der Oberflächenspannung der Schmelze, aber der mechanische Gasblasenflotationsmechanismus der Rotationsentgasung ist notwendig, um bei den meisten Produktionslegierungen Wasserstoffgehalte von unter 0,15 cc/100g Al zu erreichen.
F4: Was passiert, wenn ich ein Flussmittel mit hohem Fluoridgehalt für eine Aluminium-Magnesium-Legierung verwende?
Die Verwendung von Flussmitteln mit hohem Fluoridgehalt (über 15% Fluoridgehalt) bei Al-Mg-Legierungen der Serie 5xxx führt zu einer messbaren Magnesiumverarmung durch Fluorid-Magnesium-Austauschreaktionen. Je nach Behandlungsintensität können pro Behandlungszyklus 0,05-0,2% des Magnesiumgehalts der Legierung verloren gehen. Bei mehreren Erhitzungen summiert sich dieser Verlust und kann die Legierungszusammensetzung außerhalb der Spezifikationsgrenzen bringen. Verwenden Sie für magnesiumhaltige Legierungen stets fluoridarme oder fluoridfreie Flussmittel.
F5: Wie berechne ich die richtige Flussmittelzugabe für meinen Gießereiofen?
Gehen Sie von der Oberfläche des Ofenbads (in m²) und der angestrebten Flussmittelschichttiefe von 20-30 mm aus. Die Dichte des Flussmittels beträgt im geschmolzenen Zustand etwa 1,5-2,0 g/cm³, was einen volumenbasierten Ausgangspunkt darstellt. Branchentypische Richtwerte sind 1-3 kg Flussmittel pro Tonne Aluminium für Warmhalteofenanwendungen, wobei für verunreinigte Schrottchargen höhere Raten erforderlich sind. Verfolgen Sie den Krätzecharakter und den Dichteindex, um die spezifische Rate für Ihren Betrieb zu optimieren.
F6: Wie lange bleibt das Flussmittel in einem Aluminium-Warmhalteofen wirksam?
Die Wirksamkeit des Flussmittels nimmt mit der Zeit ab, da es Einschlüsse absorbiert und seine Chlorid-Fluorid-Chemie durch Reaktionen mit der Schmelze und ihren Verunreinigungen verbraucht wird. Bei kontinuierlichem Betrieb müssen die Flussmittelschichten in der Regel alle 2 bis 4 Stunden nachgefüllt werden. Der visuelle Indikator ist, wenn die Schmelzeoberfläche dunkel und stumpf wird, anstatt das charakteristische leicht leuchtende Aussehen eines frisch gefluxten Bades aufzuweisen. Die Krätzeabschöpfung sollte mit der Zugabe von frischem Flussmittel einhergehen.
F7: Gibt es Flussmittelformulierungen, die sowohl wirksam als auch völlig fluoridfrei sind?
Es gibt vollständig fluoridfreie Flussmittelformulierungen, die jedoch im Vergleich zu fluoridhaltigen Systemen erhebliche Leistungseinschränkungen aufweisen. Reine Chlorid-Flussmittelsysteme (KCl/NaCl) bieten eine wirksame Abdeckung und mäßige Oxidauflösung, erreichen aber nicht die Alkalientfernungsfähigkeit oder die Oxidauflösungsrate fluoridhaltiger Produkte. In Betrieben, in denen der Einsatz von Fluorid aufgrund von Einschränkungen in der Legierungschemie oder aufgrund von Umweltvorschriften nicht möglich ist, stellen reine Chloridsysteme in Kombination mit aggressiver Stickstoff- oder Argonentgasung die praktikabelste Alternative dar.
F8: Welche Unterlagen sollte ich im Jahr 2026 von meinem Lieferanten für Rückgewinnungschemikalien erhalten?
Erwarten Sie mindestens: Analysenzertifikat pro Charge (mit Chlorid %, Fluorid %, Feuchtigkeit %, Partikelgrößenverteilung, Eisengehalt und Schwermetallgehalt); Sicherheitsdatenblatt gemäß GHS/CLP-Normen; REACH-Konformitätserklärung für EU-Lieferungen; ISO 9001-Qualitätssystemzertifikat; und Verpackungsintegritätszertifikat für feuchtigkeitsempfindliche Produkte. Premium-Lieferanten stellen auch metallurgische Testdaten zur Verfügung, die die Produktleistung in Aluminiumschmelzanwendungen belegen.
F9: Wie sollten wir mit Flussmitteln umgehen, die länger als 12 Monate gelagert wurden?
Überprüfen Sie vor der Verwendung von lange gelagertem Flussmittel die Verpackung auf eine Verletzung der Feuchtigkeitsbarriere. Wenn die Verpackung vollständig intakt ist und die Lagerbedingungen ordnungsgemäß kontrolliert wurden (trocken, in Innenräumen, unter 50% RH), kann das Produkt noch geeignet sein. Führen Sie an einer repräsentativen Probe einen Feuchtigkeitsgehaltstest (Karl-Fischer-Methode) durch. Liegt der Feuchtigkeitsgehalt unter 0,3%, ist das Produkt wahrscheinlich noch wirksam. Liegt der Feuchtigkeitsgehalt über 0,5%, ist das Material zu verwerfen - die Explosionsgefahr durch den Kontakt von nassem Flussmittel mit geschmolzenem Aluminium ist die Kosteneinsparungen durch die Verwendung von gealtertem Material nicht wert.
Q10: Welche Innovationen im Bereich der Aluminiumrückgewinnung sollten Gießereien im Jahr 2026 und darüber hinaus erwarten?
Mehrere Entwicklungen stehen kurz vor der Marktreife. Nanostrukturierte Fluoridverbindungen zeigen in Laborversuchen eine deutlich verbesserte Alkalientfernungseffizienz bei niedrigeren Gesamtfluoridbelastungen. Echtzeit-Flussmitteldosiersysteme, die mit Online-Sensoren für die Schmelzequalität (Dichteindex, Ultraschallreinheit) verbunden sind, gehen vom Prototyp zur Marktreife über und ermöglichen eine automatische Anpassung der Flussmittelzugabe auf der Grundlage des gemessenen Schmelzezustands anstelle von festen Zeitplänen. Emissionsärmere Flussmittelsysteme, die aufgefangenes reaktives Gas und organische Pufferverbindungen verwenden, werden in europäischen Gießereien, die den strengsten Luftemissionsvorschriften unterliegen, erprobt. Die Richtung der Innovation geht konsequent in Richtung höherer Leistung bei geringerem Chemikalienverbrauch und geringerer Umweltbelastung.
Zusammenfassung
Die Auswahl und Anwendung von Chemikalien zur Aluminiumrückgewinnung für Gießereibetriebe im Jahr 2026 erfordert ein hohes Maß an technischer Strenge, das den immer anspruchsvolleren Spezifikationen der Kunden aus der Automobil-, Luft- und Raumfahrtindustrie sowie dem Strukturguss entspricht. Das Rückgewinnungschemikaliensystem - das Flussmittel, Raffinierflussmittel, Krätzebehandlungsmittel und Entgasungschemikalien umfasst - muss als integriertes System entwickelt werden, das auf die spezifische Legierungschemie, die Qualität der Schrottcharge, den Ofentyp und die nachgelagerten Qualitätsanforderungen abgestimmt ist.
Wir bei AdTech haben viel investiert, um zu verstehen, wie sich Entscheidungen bei der Chemikalienauswahl auf die gesamte Prozesskette in der Gießerei auswirken, vom Schmelzen der Charge über das Gießen bis hin zur Endkontrolle. Die Beweise sprechen durchweg dafür, in hochwertige, gut charakterisierte Rückgewinnungschemikalien mit vollständiger Rückverfolgbarkeitsdokumentation zu investieren, Lieferanten zu wählen, die neben der Produktlieferung auch metallurgische technische Unterstützung bieten können, und Messsysteme zu entwickeln, die eine echte Quantifizierung der Wirksamkeit der chemischen Behandlung ermöglichen.
Die Raffinationsspezifikationen für 2026 geben eine klare Richtung vor: strengere Wasserstoffgrenzwerte, quantitative Einschluss-Benchmarks, strengere Anforderungen an die chemische Reinheit und eine umfangreichere Dokumentation zur Einhaltung von Umweltvorschriften. Gießereien, die ihre Programme für Rückgewinnungschemikalien jetzt an diese Spezifikationen anpassen, werden im Wettbewerb besser positioniert sein, wenn sich diese Standards in den nächsten Jahren in der Lieferkette durchsetzen.
