High temperature refractory protective coatings decisively lengthen refractory service life, cut maintenance stops, lower metal-wetting and burn-on problems, and improve energy transfer in high-heat equipment; when chosen by lining chemistry, application method, and operating profile, these coatings deliver measurable returns on investment through fewer repairs, higher uptime, and reduced fuel use.
What this material does and why it matters
High temperature refractory protective coatings create a thin functional barrier over bricks, castable linings, ceramic fiber, graphite, or metal. The barrier resists molten metal penetration, chemical attack, abrasion, and thermal shock while often changing the lining surface emissivity to improve heat transfer efficiency. In heavy process environments this thin layer prevents premature lining breakdown, reduces scrap from sticking, and lowers the frequency of emergency repairs.

Core coating families
Ceramic-powder binders
These formulas mix refractory powders with inorganic binders and water or solvent. Typical powders include alumina, zirconia, mullite, and spinel. They provide strong chemical resistance, high refractoriness, and resistance to molten metal attack. Modern powder-based coatings can be sprayable or brushable and are often used to rebuild worn working faces.
Zircon-rich paints
Zirconium silicate or zirconia-rich coatings give excellent resistance to metal penetration, thermal shock, and flux attack. Some commercial zircon systems claim stability up to 1750°C. These are common in kilns, glass tanks, and foundry facing.
High-emissivity ceramic coatings
Formulas engineered to raise the emissivity of refractory surfaces enhance radiant heat transfer from the flame or hot gases to process tubes or the load. Applied inside fired heaters and annealing furnaces, these coatings can increase throughput or reduce fuel consumption by improving radiative coupling. Field reports show meaningful fuel savings and throughput gains after application.
Cermets and metallic-ceramic hybrids
These coatings combine refractory ceramic phases with metallic binders or nickel/chrome phases to produce strong adhesion, wear resistance, and thermal stability. Cermet films are used where mechanical wear or abrasion coexists with high temperature.
Fiber rigidizers and surface encapsulants
For ceramic fiber linings, rigidizer coatings penetrate the fiber surface, creating a hard shell that reduces fiber loss, sloughing, and contamination of the process stream. These are often water-based and engineered for temperatures in typical kiln and forge ranges.
Specialized anti-wetting and release coatings
Formulated for foundry moulds and ladles, these coatings lower the tendency of molten metal to stick, thereby reducing burn-on, improving casting quality, and shortening cleaning cycles.
Table 1 Coating family, key ingredients, typical maximum service temperature
| Family | Typical primary ingredients | Typical max continuous temperature (approx) |
|---|---|---|
| Alumina-based ceramic | Alumina powders, silicate binders, water | 1300–1600°C |
| Zirconia/zircon-rich | Zirconium silicate, zirconia, high-Al binders | 1400–1750°C |
| High-emissivity ceramic | Ceramic pigments, reflective oxides, inorganic binder | 1000–1600°C |
| Cermet hybrid | Ceramic fillers + Ni/Cr metallic binders | 900–1500°C |
| Fiber rigidizer | Colloidal silica, polymer-modified silicates | 900–1300°C |
| Refractory mortar/coating | Aluminosilicate castable powders + hydraulic binder | 1200–1700°C |
How coatings protect: mechanisms and performance levers
-
Physical barrier: Fills surface pores, blocks molten metal penetration, and prevents flux wetting.
-
Chemical barrier: Provides corrosion-resistant phases that react slowly with process chemicals.
-
Thermal control: Alters emissivity to either reflect heat back into the hot zone or radiate heat to the load, depending on desired outcome.
-
Mechanical wear resistance: Tough phases prevent erosion from flowing slag or abrasive particles.
-
Insulation control: Low-density coatings reduce heat loss where thermal insulation is required.
Performance depends on particle size distribution, binder chemistry, coating thickness, and bonding quality to the substrate.
Table 2 Key measurable properties and why they matter
| Property | Typical measurement method | Why it matters for selection |
|---|---|---|
| Max use temperature | Thermal cycling test, manufacturer spec | Ensures coating survives peak process temperature |
| Thermal conductivity | Laser flash or standard ASTM methods | Low conductivity reduces heat loss; high conductivity may improve heat spread |
| Emissivity | Infrared spectrometry or calorimetric comparison | Affects radiant heat transfer to the load or tubes |
| Bond strength | Pull-off test (ASTM) | Predicts resistance to spall during thermal cycling |
| Chemical resistance | Immersion or slag exposure testing | Predicts life in corrosive atmospheres |
| Abrasion resistance | Taber abrasion, erosion rigs | Predicts wear from particulate flow |
Selecting a coating for your plant
Choose by matching three items:
-
Service temperature profile: steady high temperature or frequent cycling.
-
Chemical exposure: molten metal type, presence of flux, alkalis, or sulfides.
-
Mechanical stress: abrasion, impact, or frequent tooling contact.
For an aluminium holding trough, choose alumina-zircon formulations with anti-wetting components. For a fired heater radiant section, high-emissivity ceramic coatings deliver fuel economy improvements. For fibre-lined kiln lids, choose rigidizers that prevent fiber migration while returning radiant heat.
Industry suppliers produce product families for each need. Published reviews and recent technical papers summarize manufacturing advances and provide experimental data for composite coatings.
Application methods and surface preparation
Surface preparation
Good adhesion begins with proper substrate cleaning. Remove loose refractory, scale, dust, and contaminants. For brickwork, this may require mechanical brushing, vacuuming, or light grinding. For metal substrates, remove oxide layers and oil residues. Profile the surface to provide mechanical key where recommended.
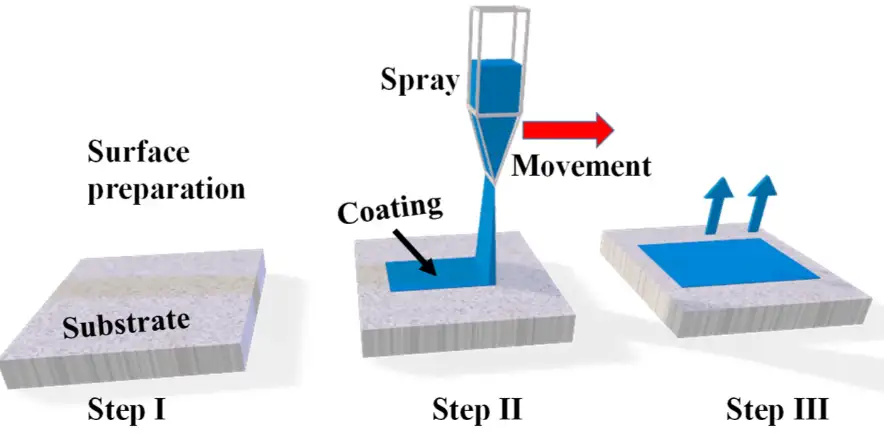
Methods of application
-
Brush-on and trowel: manual, useful for spot repair and small areas.
-
Sprayable slurry: pneumatic or pump-fed spray systems cover larger areas quickly.
-
Airless spray: higher pressure spray for viscous cementitious slurries.
-
Dip coating: for small components and tooling.
-
Thermal spraying: for metallic or cermet systems requiring dense coatings.
Coverage rate, typical thickness, and pot life vary widely by chemistry.
Table 3: Application method, typical thickness, practical notes
| Method | Typical wet thickness per coat | Notes |
|---|---|---|
| Brush/trowel | 0.5–3 mm | Good for repairs, tooling faces |
| Pneumatic slurry spray | 1–6 mm | Fast, needs proper nozzle and operator skill |
| Airless spray | 0.8–5 mm | Handles viscous mixes, good control |
| Thermal spray (HVOF/plasma) | 30–500 µm | Dense metallic/ceramic films, requires surface grit blasting |
| Dip coat | 20–200 µm | Consistent thin films for tools |
Curing, drying, and initial heat-up
Curing controls final strength. Follow manufacturer instructions for dry times between coats. For hydraulic binders, initial ambient cure normally precedes controlled heat ramp. Rapid heat-up can trap moisture leading to spall or cracking. Use staged heating cycles with low initial ramps to drive off bound water, then raise temperature gently until the coating sinters and achieves its design properties.
Standards, testing, and verification
While no single global standard covers every refractory coating, ASTM and ISO tests evaluate thermal expansion, bond strength, and chemical resistance. Field trials provide the best evidence of performance. Independent lab testing of candidate formulations helps quantify expected life under representative conditions. Industry papers and supplier technical bulletins detail case studies and measured improvements.
Common failure modes and remedies
-
Spalling: often due to trapped moisture or poor bonding. Remedy: improve drying protocol, reduce coat thickness, re-prepare substrate.
-
Erosion: caused by abrasive flow. Remedy: select higher hardness or thicker coating; consider cermet overlay.
-
Chemical attack: progressive dissolution by flux or alkalis. Remedy: choose chemistry with higher chemical resistance; apply sacrificial layer.
-
Burn-on and sticking: occurs in casting or transfer equipment. Remedy: use anti-wetting chemistries and correct surface finish.
Benefits quantified
Measured plant benefits fall into three buckets:
-
Reduced downtime: fewer lining repairs and shorter repair windows.
-
Energy savings: improved radiative transfer reduces fuel required for the same throughput. Case histories document several percent fuel savings depending on furnace geometry and operating point.
-
Quality gains: lower burn-on reduces scrap rates, improving yield.
Cost drivers and lifecycle economics
CapEx for coating systems includes product cost, surface prep, application labor, and downtime during installation. OpEx improvements include reduced repair frequency, lower fuel, and longer lining life. A simple payback table helps justify trials.
Sample ROI table (illustrative numbers)
| Item | Baseline | After coating | Annual saving |
|---|---|---|---|
| Annual refractory repair cost | $120,000 | $45,000 | $75,000 |
| Annual fuel cost | $2,400,000 | $2,280,000 | $120,000 |
| Coating purchase + install (one-time) | – | $150,000 | – |
| Net first-year saving | – | – | $45,000 |
This sample shows potential for payback within 2–3 years depending on scope. Site-specific engineering will produce precise estimates.
Technical notes on formulations
-
Particle grading plays a major role in packing density and porosity. Fine powders improve surface finish while coarser fractions improve mechanical resistance.
-
Binders range from hydraulic cements to colloidal silica and high-temperature inorganic adhesives. Choice influences cure schedule and retained porosity.
-
Additives include wetting agents, anti-wetting powders for metal contact zones, and emissivity modifiers that change IR reflectivity.
Recent material science reviews highlight trends toward nano-structured phases that improve toughness without sacrificing refractoriness. Laboratory studies summarize synthesis routes and present corrosion test data for novel refractory-based coatings.
Safety, environment, and handling
Many coatings are water-based and low in volatile organics, while others use solvent carriers. Follow MSDS instructions for dust control, PPE, and ventilation. For spray operations, control overspray and contain waste slurry. Disposal must follow local regulations.
Practical implementation checklist
-
Audit operating temperatures and cycles.
-
Sample lining chemistry and document previous failures.
-
Request datasheets and independent test reports from suppliers.
-
Arrange small-scale trial in a representative area.
-
Monitor performance, measure fuel usage, and inspect after first heat cycles.
-
Scale application if trial metrics meet targets.
Table 4 Quick selection matrix for common industries
| Industry | Typical coating focus | Priority property |
|---|---|---|
| Steel reheating furnaces | High-emissivity refractory coating | Emissivity and thermal stability |
| Aluminum melting/holding | Anti-wetting, zircon/alumina blends | Metal penetration resistance |
| Glass tank crowns | Zircon-rich or Al-rich coatings | Thermal shock and chemical stability |
| Cement kilns | Erosion-resistant high-adhesion coatings | Abrasion and bond strength |
| Petrochemical fired heaters | Emissivity and corrosion resistance | Radiant efficiency and chemical resistance |
Case study snapshots
-
Annealing furnace retrofit: Coating of radiant brickwork with high-emissivity ceramic improved radiant coupling to tubes. Reported throughput increase of up to 5% with lower flue gas temperatures.
-
Aluminium holding trough: Zircon-rich facing reduced metal penetration and burn-on. Work sequence included surface cleaning, one primer coat, and two working coats. Downstream scrap dropped and lining life extended.
Implementation pitfalls and mitigation
-
Wrong chemistry: pick a test area first to confirm chemical compatibility.
-
Poor drying: implement controlled heat ramp protocols and measure moisture.
-
Underestimating surface prep time: budget for grit cleaning and vacuuming.
-
Insufficient training: apply coatings under supervision on first jobs to ensure correct thickness and cure.
Research trends and material development
Recent reviews identify increasing use of refractory-metal-based coatings for corrosion protection of structural alloys, and greater use of engineered emissivity modifiers to tune radiative properties. Academic and industrial reports describe novel synthesis routes for refractory-based coatings, plus scale-up considerations. These developments point toward coatings that combine longer life with better thermal management.
FAQs
-
What is a refractory protective coating?
A thin engineered layer placed on top of refractory brick, castable, fibre, or metal. It prevents molten metal penetration, reduces chemical wear, and may improve thermal performance. -
Will a coating stop all refractory failures?
No. Coatings extend lining life and lower some failure modes, but catastrophic damage from major mechanical impact or gross installation defects will still require repair. -
How long does a typical coating last?
Service life varies with operating conditions. In many plants an effective coating extends the interval between repairs from months to multiple years. -
Which coating is best for aluminium contact?
Zircon-enriched alumina coatings with anti-wetting additives perform well for contact with molten aluminum. -
Do coatings save fuel?
When coatings raise surface emissivity toward the process, they can improve radiant transfer and save fuel. Savings depend on furnace geometry and duty and can range from low single digits to mid-teens percentage points in special cases. -
What surface prep is required?
Remove loose material, dust, and contaminants. For metal, remove oxides and oils. Good mechanical key or roughness helps adhesion. -
Can coatings be applied during short outages?
Thin, brushable systems or rapid-set slurries can be applied in shorter windows. Coordination with maintenance planning is essential. -
Are there environmental risks?
Most modern systems are water-based and low in VOCs, but follow MSDS procedures for slurry disposal and dust control. -
How does thermal cycling affect coatings?
Frequent rapid cycles increase spall risk. Choose energy-stable chemistries and employ controlled heat-up sequences. -
How should I evaluate suppliers?
Request datasheets, lab test reports, site case studies, and references. Run a small on-site trial before plant-wide adoption.
Final recommendations for pilot testing
-
Select a pilot area that experiences the typical failure mode you want to solve.
-
Gather baseline metrics: repair cost per year, fuel use, scrap rate, downtime hours.
-
Work with supplier to document application steps, thickness targets, and cure profiles.
-
Instrument the zone for temperature and inspect at scheduled intervals.
-
Record outcomes and calculate real payback based on measured savings.
