Le meilleur flux d'écume pour réduire les pertes de métal dans les fonderies d'aluminium est un mélange de sels de chlorure et de fluorure spécifiquement formulé pour réduire la tension superficielle de l'écume, séparer l'aluminium liquide piégé des matrices d'oxyde et convertir l'écume humide et collante en une forme poudreuse sèche qui s'écume proprement sans emporter de métal hors du four. D'après notre expérience directe avec les fonderies d'aluminium secondaire et les opérations de coulée, un flux d'écume correctement sélectionné et correctement appliqué réduit systématiquement les pertes de métal dans l'écume de la moyenne industrielle de 30% à 50% de teneur en aluminium à 8% à 15% - récupérant des centaines de kilogrammes de métal par tonne d'écume traitée qui seraient autrement perdus dans les décharges ou dans le retraitement coûteux de l'écume. L'impact financier est immédiat et mesurable : une fonderie traitant 10 tonnes d'aluminium par jour peut récupérer 15 à 30 kg supplémentaires de métal vendable par tonne d'écume générée simplement en passant d'un écrémage manuel sans flux à un traitement systématique par flux de l'écume.
Si votre projet nécessite l'utilisation de l'Aluminum Drossing Flux, vous pouvez nous contacter pour un devis gratuit.
Qu'est-ce que l'écume d'aluminium et pourquoi provoque-t-elle une perte de métal ?
Les crasses d'aluminium sont un mélange hétérogène d'oxyde d'aluminium (Al₂O₃), d'aluminium métallique et de divers contaminants qui s'accumulent à la surface de l'aluminium en fusion pendant les opérations de fusion, de maintien et de transfert. Il se forme continuellement lorsque l'aluminium liquide entre en contact avec l'oxygène dans l'atmosphère du four, car l'aluminium s'oxyde facilement à des températures de traitement comprises entre 660°C et 850°C.
La réaction d'oxydation est étonnamment simple :
4Al + 3O₂ = 2Al₂O₃
L'importance économique de l'écume réside dans le fait que cette peau d'oxyde ne se contente pas de flotter proprement sur la surface du métal. Au contraire, elle forme une matrice complexe, semblable à une éponge, qui emprisonne physiquement l'aluminium liquide dans sa structure. Lorsque les ouvriers de la fonderie éliminent ces crasses du four sans traitement par flux, ils enlèvent non seulement l'oxyde, mais aussi une partie substantielle du bain de métal.

Pourquoi l'écume non traitée contient-elle autant de métal piégé ?
La microstructure de l'écume d'aluminium non traitée explique clairement le problème de la perte de métal. Le réseau d'oxyde Al₂O₃ forme des filaments et des films interconnectés qui créent des forces capillaires maintenant l'aluminium liquide en place. Les relations de viscosité et de tension superficielle entre la phase d'oxyde et le métal liquide empêchent le drainage naturel - la gravité seule ne peut pas surmonter ces forces dans le temps d'une opération d'écrémage.
En outre, l'oxyde d'aluminium a un point de fusion nettement plus élevé (2072°C) que l'aluminium liquide environnant, de sorte que la matrice d'oxyde se solidifie tandis que le métal qu'elle contient reste liquide. Cela crée une cage rigide qui retient physiquement le métal même après que la masse de crasse a été retirée du four.
Teneur en métal des différents types de crasses
| Type de crasse | Teneur en métal typique | Conditions de formation | Priorité à la récupération |
|---|---|---|---|
| Crasse blanche (primaire) | Aluminium 40% à 80% | Fours de maintien à faible turbulence | Haut |
| La poussière grise | Aluminium 25% à 45% | Conditions d'oxydation modérées | Moyenne-élevée |
| Crasse noire | Aluminium 5% à 20% | Haute température, haute turbulence | Moyen |
| Crasse de tourteau salé | 2% à 8% aluminium | Après traitement par flux | Faible |
| Crasse froide (crâne) | Aluminium 60% à 85% | A partir d'un métal de surface solidifié | Très élevé |
Comment le flux d'écumage fonctionne-t-il pour récupérer l'aluminium piégé ?
Flux de crasse fonctionne grâce à une combinaison de mécanismes physiques et chimiques qui modifient fondamentalement le comportement de la masse des crasses, permettant au métal piégé de s'écouler à nouveau dans le bain au lieu d'être évacué lors de l'écumage.
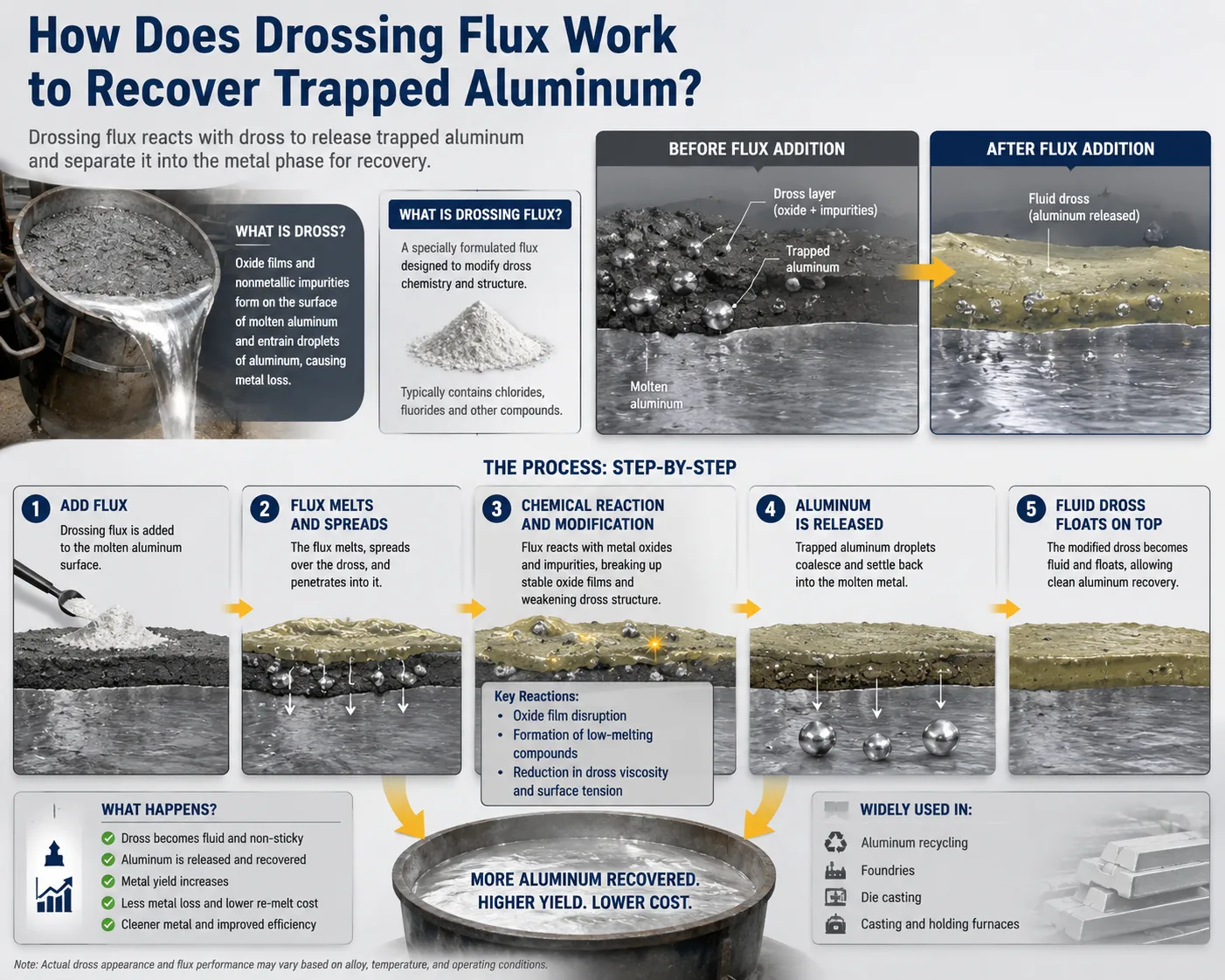
Le mécanisme physique : Réduction de la tension superficielle
La principale action des sels de chlorure dans le flux d'écume est la réduction de la tension superficielle à l'interface aluminium-oxyde. Dans l'écume non traitée, la tension superficielle élevée de l'aluminium liquide dans la matrice d'oxyde (environ 860 mN/m pour l'aluminium liquide pur à 700°C) crée des forces de rétention capillaire supérieures à la gravité. Lorsque le flux d'écume fond et pénètre dans la matrice d'écume, les ions chlorure déplacent la couche d'oxyde à la surface des métaux, réduisant la tension superficielle effective à des niveaux où l'aluminium liquide peut s'écouler librement à travers le réseau d'oxyde vers le bain du four.
Le mécanisme chimique : Perturbation du film d'oxyde
Les composants fluorés de la formulation du flux réagissent chimiquement avec la matrice d'oxyde d'aluminium, la convertissant partiellement et perturbant la structure continue du réseau d'oxyde. Cette attaque chimique brise l'effet de cage rigide qui retient physiquement le métal liquide, créant des voies de drainage par lesquelles le métal s'échappe.
Les réactions concernées sont les suivantes :
3NaF + Al₂O₃ = 2AlF₃ + 3NaO (simplifié)
La formation d'AlF₃ perturbe la structure du réseau d'oxyde, transformant le réseau Al₂O₃ interconnecté en une masse plus granuleuse et non cohésive qui libère son contenu métallique piégé.
Le résultat physique : Des scories sèches et poudreuses
Après un traitement correct du flux d'écrasement et un travail mécanique (rabotage), la masse d'écrasement passe de son état initial humide, collant et saturé de métal à une poudre sèche et granuleuse. Cette transformation est visuellement évidente et constitue le principal indicateur du bon fonctionnement du flux. Les crasses sèches et pulvérulentes :
- Ne contient que 8% à 15% d'aluminium (contre 30% à 50% sans flux).
- Se sépare proprement de la surface du métal sans entraîner le métal sous-jacent.
- Ne se ré-entraîne pas dans la masse fondue lorsqu'elle est écrémée.
- Son volume est nettement inférieur à celui des crasses humides non traitées.
- est plus facile et plus sûr à manipuler et à éliminer.
Quelles sont les compositions chimiques qui permettent d'obtenir le meilleur flux d'écrasement ?
Les formulations des flux de crasse varient considérablement d'un fabricant à l'autre, mais les produits les plus efficaces ont en commun un cadre chimique cohérent basé sur des systèmes de sels de chlorure alcalin et de fluorure.
Composants chimiques de base et leurs fonctions
Chlorure de sodium (NaCl)
Il s'agit du composant de base le plus courant dans les flux d'écrasement. Le NaCl fond à 801°C mais forme des mélanges eutectiques avec d'autres sels qui fondent à des températures bien inférieures aux températures de traitement de l'aluminium. Les fonctions comprennent la réduction de la tension superficielle à l'interface entre l'aluminium et l'oxyde et la fonction de support de flux qui pénètre dans la matrice de l'écume.
Chlorure de potassium (KCl)
Combiné au NaCl, le KCl forme un mélange eutectique fondant à environ 660°C - en dessous du point de fusion de l'aluminium - garantissant que le flux est fondu et actif dès le moment où il entre en contact avec la surface de la fonte. Le KCl contribue à réduire la viscosité du flux fondu, ce qui améliore la pénétration dans les crasses.
Fluorure de sodium (NaF) et fluorure de potassium (KF)
Les ajouts de fluorure permettent l'attaque chimique de l'Al₂O₃ qui perturbe la matrice d'oxyde. Le rapport entre le fluorure et le chlorure dans la formulation d'un flux d'écrasement détermine l'équilibre entre la réactivité chimique et la réduction de la tension superficielle. Une teneur plus élevée en fluorure augmente l'attaque chimique de l'oxyde, mais augmente également les coûts et les exigences de manipulation environnementale.
Cryolite (Na₃AlF₆)
La cryolite est un excellent composant de flux pour le traitement de l'écume d'aluminium car elle est chimiquement compatible avec l'aluminium, fond à une température raisonnable et fournit à la fois des ions fluorure pour l'attaque des oxydes et des ions sodium pour la modification de la tension superficielle. Il est particulièrement efficace pour dissoudre les films d'oxyde tenaces.
Fluorure d'aluminium (AlF₃)
Parfois inclus directement dans les formulations de flux pour renforcer l'effet de flux de fluorure. AlF₃ se sublime au-dessus de 1238°C mais est actif dans les systèmes de flux fondus aux températures de traitement de l'aluminium.
AdTech Drossing Flux Composition Framework
Les produits de flux d'écrasement d'AdTech sont formulés dans les gammes de composition suivantes, optimisées pour différents types de fours, systèmes d'alliage et températures de traitement :
| Composant | Fonction | Gamme typique (wt%) |
|---|---|---|
| NaCl | Réduction de la tension superficielle, support | 30% à 55% |
| KCl | Formation d'eutectiques, contrôle de la viscosité | 20% à 40% |
| NaF | Perturbation de la matrice d'oxyde | 5% à 15% |
| KF | Réactivité accrue au fluorure | 3% à 10% |
| Na₃AlF₆ (Cryolite) | Dissolution des oxydes | 2% à 8% |
| AlF₃ | Renforcement des fluorures | 1% à 5% |
| Additifs spécialisés | Anti-fumage, agents mouillants | 0% à 3% |
Comment la composition du flux affecte la performance
Le rapport NaCl:KCl contrôle le point de fusion et la vitesse de pénétration. Un rapport NaCl:KCl de 50:50 fond à environ 660°C. L'augmentation de la teneur en KCl abaisse encore le point de fusion, ce qui améliore l'activité du flux à la limite inférieure des températures de traitement de l'aluminium.
Le rapport chlorure/fluorure contrôle l'équilibre entre les mécanismes physiques (tension superficielle) et chimiques (attaque de l'oxyde). Les applications d'écume standard utilisent des teneurs en fluorure de 8% à 15% au total. Pour les crasses fortement oxydées provenant d'opérations à haute température ou à forte turbulence, des formulations à teneur en fluorure plus élevée (15% à 25%) permettent une meilleure récupération des métaux.
Quels sont les différents types de flux de cratérisation et lesquels conviennent à chaque application ?
Toutes les situations d'écrasement ne sont pas équivalentes. Le type de four, la composition chimique de l'alliage, la nature de l'écume et les contraintes opérationnelles influencent tous la formulation du flux qui permet la meilleure récupération du métal à un coût acceptable.
Classification du flux d'écumage par application
Flux d'écrasement standard
Formulé pour le traitement de routine de l'écume dans les fours de maintien, les fours de fusion et les poches de transport où l'écume se forme dans des conditions d'oxydation relativement douces. Les qualités standard contiennent des fluorures totaux de 8% à 15% et conviennent à la plupart des séries d'alliages d'aluminium.
- Taux d'addition : 0,5 à 1,5 kg pour 100 kg de crasse estimée.
- Plage de température effective : 680°C à 780°C.
- Convient le mieux aux alliages des séries 1xxx, 3xxx, 4xxx et 6xxx : Alliages des séries 1xxx, 3xxx, 4xxx et 6xxx.
Flux d'écumage à haute réactivité
Formulations à teneur plus élevée en fluorures (15% à 25% de fluorures totaux) conçues pour les crasses fortement oxydées et de grand volume provenant d'opérations de fusion à haute température, de fours rotatifs traitant de la ferraille contaminée, ou de fonderies avec une accumulation importante de crasses.
- Taux d'ajout : 1,0 à 2,5 kg par 100 kg de crasse.
- Plage de température effective : 700°C à 850°C.
- Convient le mieux pour : la fusion secondaire, les charges de fonte à forte teneur en ferraille.
Flux d'écumage à faible teneur en fluorure
Les réglementations environnementales de certaines juridictions limitent les émissions de fluorure des fonderies d'aluminium. Les formulations de flux d'écume à faible teneur en fluorures permettent une récupération adéquate des métaux en utilisant une chimie des chlorures optimisée avec des ajouts minimaux de fluorures (moins de 5% au total).
- Récupération des métaux : légèrement inférieure aux teneurs standard (typiquement 75% à 85% de la performance de la teneur standard).
- Taux d'addition : 1,0 à 2,0 kg par 100 kg de crasse.
- Convient le mieux aux opérations soumises à des limites strictes en matière d'émissions de fluorure.
Flux d'écumage des alliages de magnésium
Les alliages aluminium-magnésium (série 5xxx) et les alliages aluminium-magnésium-zinc (série 7xxx) produisent des crasses à forte teneur en oxyde de magnésium (MgO). Les flux standard de chlorure-fluorure sont moins efficaces sur le MgO que sur l'Al₂O₃. Des formulations spécialisées avec une activité de fluorure plus élevée et des ajouts de borate permettent une meilleure récupération des métaux à partir des crasses contenant du Mg.
- Taux d'addition : 1,5 à 3,0 kg pour 100 kg de crasse.
- Considérations particulières : l'hexafluorure de soufre (SF₆) ou d'autres gaz de couverture peuvent être utilisés séparément pour la protection de la surface de fusion.
Flux d'écumage exothermique
Les réactions de type thermite incorporées dans la composition du flux génèrent une chaleur supplémentaire dans la masse de l'écume, ce qui améliore la fusion et la pénétration du flux dans les couches d'écume froides ou épaisses sans nécessiter d'apport d'énergie supplémentaire dans le four. Utilisé dans les situations où l'écume a partiellement refroidi ou lorsque les limitations d'accès au four empêchent un travail mécanique adéquat.
Tableau de sélection des produits AdTech Drossing Flux
| Qualité du produit | Teneur en fluor | Taux de récupération des métaux | Application | Taux d'ajout |
|---|---|---|---|---|
| Qualité standard | 10% à 15% | 85% à 92% | Utilisation générale en fonderie | 0,5 à 1,5 kg/100kg de crasse |
| Grade à haute réactivité | 18% à 25% | 88% à 95% | Fusion secondaire, crasses lourdes | 1,0 à 2,5 kg/100kg de crasse |
| Qualité à faible teneur en fluorure | 3% à 5% | 75% à 85% | Environnements réglementés | 1,0 à 2,0 kg/100kg de crasse |
| Nuance d'alliage Mg | 15% à 20% + borate | 82% à 90% | Alliages 5xxx, 7xxx | 1,5 à 3,0 kg/100kg de crasse |
| Grade exothermique | 12% à 18% | 85% à 93% | Crasse froide/épaisse, traitement à la louche | 1,0 à 2,0 kg/100kg de crasse |
Comment le flux d'écumage est-il appliqué et quelles sont les meilleures pratiques ?
Une technique d'application correcte est au moins aussi importante que la formulation du flux pour déterminer les résultats de la récupération du métal. Même le meilleur flux d'écrasement offre des performances médiocres s'il est appliqué de manière incorrecte, avec un taux d'addition inapproprié ou sans un travail mécanique adéquat.
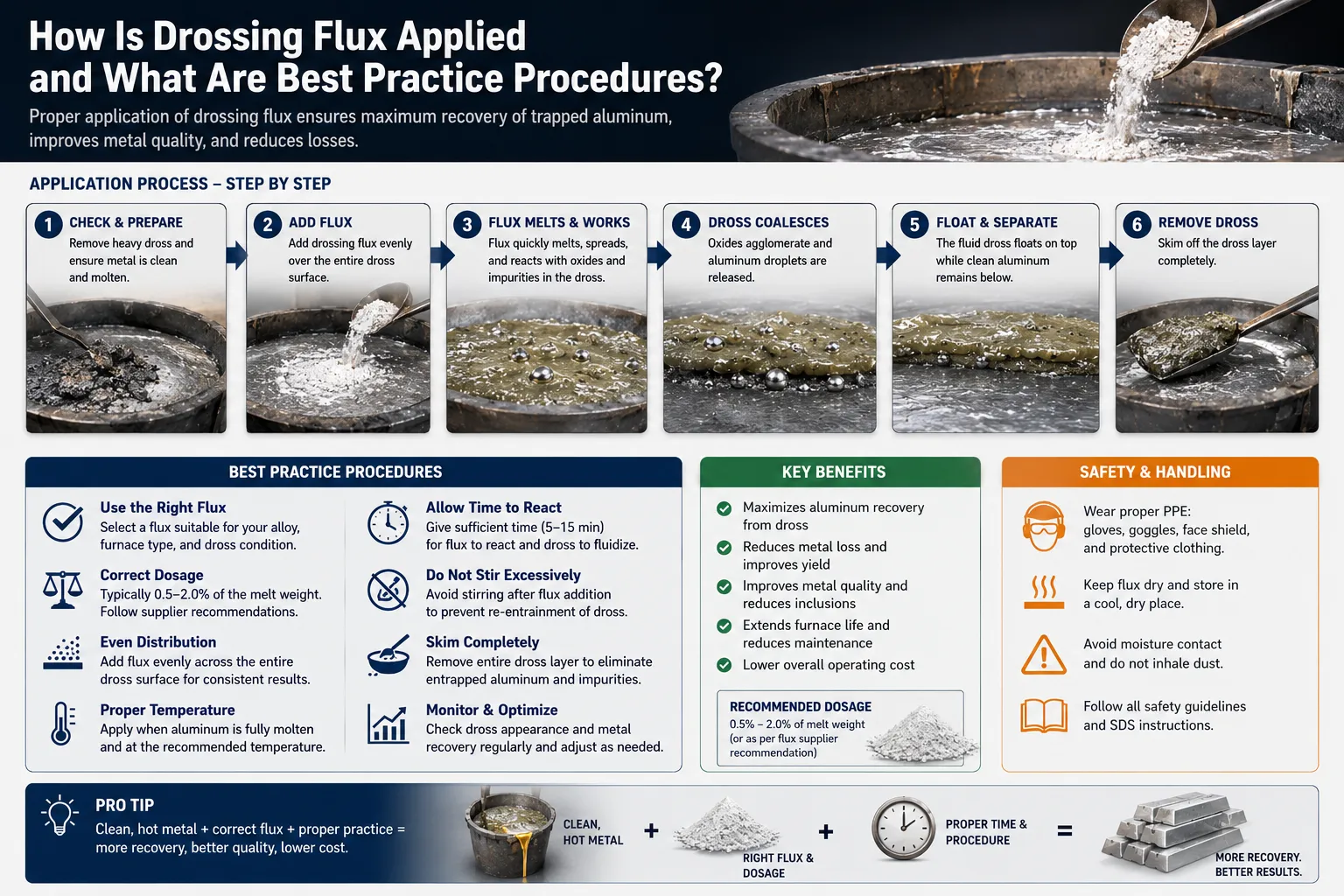
Procédure d'application du flux d'écrasement étape par étape
Étape 1 : Évaluer le volume et la nature des crasses
Avant d'ajouter le flux, évaluez visuellement la couche d'écume. Estimez sa profondeur et sa surface. Faites la distinction entre les crasses humides et brillantes (teneur élevée en métal, potentiel de récupération élevé) et les crasses gris-noir, d'aspect sec (teneur en métal plus faible, exigences différentes en matière de flux). Cette évaluation permet de déterminer le taux correct d'ajout de flux.
Étape 2 : Amener l'écume à la température de travail
Le flux est plus efficace à des températures de fusion comprises entre 720°C et 760°C pour les alliages d'aluminium standard. Si le four est à une température inférieure, amenez la matière fondue à la température de travail avant d'ajouter le flux. Le flux ajouté à une matière fondue refroidie ou à d'épaisses couches d'écume froide est nettement moins efficace.
Étape 3 : Appliquer uniformément le Drossing Flux
Étalez le flux d'écumage uniformément sur toute la surface de l'écume à l'aide d'une pelle propre et sèche ou d'un applicateur mécanique. Éviter de concentrer le flux dans une zone - une application inégale laisse des zones d'écume non traitées qui continuent à piéger le métal. Le taux d'application typique du flux d'écrasement AdTech de qualité standard est de 0,5 à 1,5 kg par 100 kg d'écrasement estimé.
Étape 4 : Permettre la pénétration et le temps de réaction
Après l'application du flux, il faut attendre 2 à 5 minutes pour que le flux fonde, pénètre dans la matrice des crasses et commence le processus de réduction de la tension superficielle. Ne pas écumer immédiatement après l'ajout du flux - la réaction est incomplète et la récupération du métal sera nettement plus faible.
Étape 5 : Travailler sur les scories (rabâchage)
À l'aide d'un rabot ou d'un écumoire propre et préchauffé, travaillez les crasses en effectuant des mouvements circulaires ou de va-et-vient sur la surface du four. Cette action mécanique :
- Casse les gros amas de crasse, exposant les surfaces d'oxyde fraîches à l'action du flux.
- Favorise la pénétration du flux à l'intérieur des crasses.
- Accélère le drainage du métal dans le bain.
- Convertit les crasses de la consistance humide à la consistance sèche.
Travaillez les crasses pendant 3 à 8 minutes jusqu'à ce que la transformation en poudre sèche soit terminée. L'écume est prête à être écrémée lorsqu'elle ne présente plus de surfaces métalliques humides et brillantes.
Étape 6 : Écumer les crasses traitées
À l'aide d'un panier d'écumage perforé ou d'une écumoire plate propre, retirez les crasses sèches traitées de la surface du four. Travaillez systématiquement d'un côté à l'autre. Évitez d'enfoncer l'écumoire dans la surface du métal liquide - cela réintroduit les particules d'écume et perturbe la surface du métal propre.
Étape 7 : Traitement après l'application de la crème
Après l'écumage, appliquer une fine couche de flux de recouvrement AdTech sur la surface métallique propre pour la protéger de la réoxydation et de l'absorption d'hydrogène au cours du maintien ultérieur.
Erreurs critiques dans les applications qui réduisent la récupération des métaux
| Erreur | Effet | Correction |
|---|---|---|
| Ajout d'une quantité insuffisante de flux | Conversion incomplète des crasses, teneur élevée en métal dans les crasses écrémées | Suivre les recommandations du fabricant concernant le taux d'ajout |
| Ajout de flux à l'écume froide | Le flux ne fond pas, ne pénètre pas, ne réagit pas. | Porter le four à 720°C+ avant l'ajout du flux |
| Écrémage immédiatement après l'ajout du flux | Réaction incomplète, le métal n'est pas évacué | Attendre au moins 5 minutes après l'application du flux |
| Rabâchage inadéquat | Le flux n'est pas réparti dans la masse de l'écume | Travailler mécaniquement les crasses pendant 5 à 8 minutes |
| Utilisation de flux humides ou contaminés | Introduction d'hydrogène, activité réduite | Conserver les flux dans des récipients hermétiques, préchauffer en cas de doute. |
| Presser l'écumoire dans la masse fondue | Réentraînement de l'écume, oxydation de la surface | Maintenir l'écumoire au niveau de la surface uniquement |
Comment calculer la récupération des métaux et les économies réalisées grâce au flux d'écumage ?
La quantification de l'avantage économique du flux d'écume est simple lorsque la bonne méthodologie de mesure est appliquée. C'est ce calcul qui justifie la décision d'achat auprès des directeurs de fonderie et des décideurs financiers.
Méthode de calcul de la récupération des métaux
Sans flux d'écume (ligne de base) :
Écume enlevée par équipe : 500 kg
Teneur moyenne en métal dans les crasses non traitées : 35%
Métal perdu dans les crasses : 500 × 0.35 = 175 kg par équipe
Valeur de l'aluminium perdue (à $2,50/kg) : 175 × $2,50 = $437,50 par poste
Avec AdTech Drossing Flux :
Élimination des crasses par équipe : 400 kg (volume réduit en raison de la récupération des métaux)
Teneur moyenne en métal dans les crasses traitées : 12%
Métal restant dans les crasses : 400 × 0.12 = 48 kg par équipe
Métal récupéré dans le bain : 175 - 48 = 127 kg par équipe
Valeur de l'aluminium récupéré : 127 × $2.50 = $317,50 par poste
Coût du flux :
Ajout de flux à raison de 1 kg par 100 kg de crasse : 500 × 0,01 = 5 kg de flux par équipe
Coût du flux à $3,50/kg : 5 × $3,50 = $17,50 par poste
Bénéfice net par équipe :
Métal récupéré : $317.50
Coût du flux : ($17.50)
Gain net : $300.00 par équipe
Pour une fonderie fonctionnant avec deux équipes par jour, 250 jours par an : $150 000 euros de bénéfice annuel par four de la mise en œuvre du flux d'écrasement.
Réduction des coûts d'élimination des crasses
Le traitement des crasses avec un flux réduit non seulement la perte de métal, mais aussi le volume des crasses et les coûts d'élimination :
| Métrique | Sans flux | Avec AdTech Flux | Amélioration |
|---|---|---|---|
| Volume d'écume par tonne d'Al traité | 60 à 120 kg | 30 à 60 kg | Réduction de 40% à 50% |
| Teneur en métaux des crasses | 30% à 50% | 8% à 15% | Réduction de 65% à 75% |
| Coût d'élimination par tonne de crasse | $80 à $150 | $80 à $150 | Même taux, moindre volume |
| Réduction des coûts annuels d'élimination | Base de référence | 40% à 50% inférieur | Des économies significatives |
| Impact sur les recettes du retraitement de l'écume | Faible teneur en métal, valeur inférieure | Teneur plus élevée en métaux récupérés sur place | Une meilleure économie |
Quels sont les principaux critères de performance pour comparer les produits de flux d'écrasement ?
Lorsqu'ils évaluent des produits de flux d'écrasement concurrents, les ingénieurs d'achat et les métallurgistes des fonderies ont besoin de critères de performance objectifs qui peuvent être mesurés et comparés dans des conditions contrôlées.
Critères de performance quantitatifs
Efficacité de la récupération des métaux (ERM)
L'indicateur unique le plus important. Mesuré en tant que :
EMR (%) = [(Métal dans les écumes non traitées - Métal dans les écumes traitées) / Métal dans les écumes non traitées]. × 100%
Les flux d'écrasement de haute qualité atteignent des valeurs MRE de 70% à 85%. Les produits de qualité supérieure dépassent 85%. Les produits dont la valeur MRE est inférieure à 60% offrent un avantage économique minime par rapport au traitement sans flux.
Qualité de la conversion des crasses
Évaluation visuelle et par comparaison de poids. Les crasses correctement traitées devraient :
- Transformer en poudre sèche, granuleuse et non adhésive.
- Ne présente pas de surfaces métalliques humides ni d'inclusions liquides brillantes.
- ont un volume réduit par rapport à la masse de crasse de prétraitement.
- Écumer proprement sans adhérer à l'outil d'écrémage.
Activité du flux Plage de température
Plage de température dans laquelle le flux est fondu et chimiquement actif. Des plages d'activité plus larges offrent une plus grande souplesse d'utilisation. Un flux d'écrasement de qualité doit être actif entre 660°C et 820°C.
Caractéristiques de la fumée
Tous les flux de chlorure-fluorure génèrent des fumées lors de l'application. Les produits contenant des additifs anti-fumée réduisent la fumée visible, améliorant ainsi le confort de l'opérateur et la qualité de l'air sur le lieu de travail. Il ne s'agit pas seulement d'un problème de santé - une fumée excessive indique une perte rapide par évaporation des composants actifs, ce qui réduit l'efficacité du traitement.
Performance du flux d'écrasement d'AdTech par rapport aux produits génériques
| Paramètre de performance | AdTech Drossing Flux | Flux de chlorure générique | Amélioration |
|---|---|---|---|
| Efficacité de la récupération des métaux | 82% à 92% | 55% à 72% | 15% à 30% plus élevé |
| Qualité de la conversion des crasses | Poudre sèche, écrémage propre | Conversion partielle, points humides | Une amélioration significative |
| Taux d'addition requis | 0,5 à 1,5 kg/100kg de crasse | 1,5 à 3,0 kg/100kg de crasse | 50% à 60% moins de flux nécessaire |
| Plage de température d'activité | 660°C à 830°C | 700°C à 800°C | Fenêtre de fonctionnement plus large |
| Niveau de fumigation | Faible (additifs anti-fumée) | Modéré à élevé | De meilleures conditions de travail |
| Cohérence des lots | Certifié par le CoA | Variable | Des résultats plus fiables |
Quelles sont les considérations en matière d'environnement et de sécurité pour le flux d'écumage ?
Émissions de fluorure et conformité réglementaire
Le flux d'écume contenant des fluorures génère des fumées de fluorure d'hydrogène (HF) au contact de l'humidité ou à des températures élevées. Le HF est un gaz corrosif et toxique soumis à des limites d'exposition professionnelle dans toutes les grandes juridictions industrielles :
- OSHA PEL (USA) : 3 ppm (TWA, 8 heures)
- ACGIH TLV : 0,5 ppm (plafond)
- VLEP UE : 1 ppm (TWA, 8 heures)
Les fonderies qui utilisent des flux fluorés doivent mettre en œuvre :
- Ventilation locale par aspiration aux points de chargement des fours.
- Protection respiratoire (air pulsé ou masques filtrants appropriés) pour les opérateurs.
- Surveillance de l'air ambiant pour le HF lorsque l'utilisation des flux est importante.
- Permis d'émission, le cas échéant, en vertu des réglementations environnementales locales.
Élimination et classification des crasses
Les crasses d'aluminium traitées (gâteau de sel) sont classées comme déchets dangereux dans de nombreuses juridictions en raison de leur teneur en chlorure et en fluorure et de leur réactivité avec l'eau (production d'ammoniac et d'hydrogène à partir de réactions de nitrure et d'hydrure) :
- UE : Classé comme déchet dangereux sous le code 10 03 08 (scories salines de production secondaire).
- ÉTATS-UNIS : La classification RCRA varie selon les États - de nombreux États classent le gâteau de sel comme dangereux.
- Options d'élimination : décharge agréée pour déchets dangereux, installation de retraitement des crasses, usine de recyclage du sel.
Équipements de protection individuelle pour la manipulation de flux
| Risques | EPI requis |
|---|---|
| Inhalation de fumées de HF | Respirateur demi-masque avec cartouche pour gaz acides |
| Inhalation de poussières de flux lors de l'addition | Masque à poussière P2/P3 |
| Éclaboussures de flux en fusion | Écran facial complet, gants résistants à la chaleur, tablier de fonderie en aluminium |
| Contact cutané avec le flux | Gants en nitrile ou en néoprène pendant la manipulation |
| Protection des yeux | Lunettes de sécurité (pas seulement des lunettes) pendant l'addition |
Exigences en matière de stockage du flux
- Conserver dans les emballages d'origine fermés, dans un endroit frais et sec.
- Température maximale de stockage : 35°C.
- Tenir à l'écart de l'humidité - un flux humide génère de l'HF au contact de surfaces à haute température.
- Durée de conservation : 24 mois à partir de la date de fabrication dans des récipients scellés.
- Ne pas stocker à proximité d'acides, d'oxydants ou de métaux réactifs.
Comment le type de four affecte-t-il la sélection et l'application du flux d'écumage ?
Les différents types de fours créent des crasses aux caractéristiques différentes, ce qui nécessite des approches adaptées en matière de sélection et d'application des flux.
Traitement de l'écume par type de four
Fours à réverbère (fusion à grande échelle)
Les fours à réverbère contiennent de grands volumes d'aluminium à des températures relativement élevées, avec une exposition importante de la surface de la matière fondue. Les taux de formation de crasse sont élevés. Le traitement systématique par flux sur une base programmée (toutes les 2 à 4 heures ou selon un seuil de profondeur de crasse défini) est plus efficace que le traitement réactif.
- Quantité typique de crasse par traitement : 100 à 500 kg.
- Qualité de flux recommandée : standard ou haute réactivité en fonction de la qualité de la ferraille.
- Méthode d'application : épandage manuel à la pelle ou au distributeur mécanique.
Fours à creuset (petites fonderies)
Volumes de métal plus petits avec une génération de crasse absolue plus faible. Le flux est ajouté à chaque chauffe ou toutes les quelques chauffes en fonction du taux d'accumulation de crasse.
- Quantité typique de crasse par traitement : 5 à 50 kg.
- Qualité de flux recommandée : qualité standard.
- Méthode d'application : épandage manuel à l'aide d'une petite pelle.
Fours rotatifs (fusion secondaire)
Les fours rotatifs traitent la ferraille fortement contaminée et génèrent de grands volumes de crasses fortement oxydées. Le mouvement de culbutage du four permet de travailler mécaniquement le mélange d'écume et de flux, ce qui rend les fours rotatifs particulièrement efficaces pour l'extraction du métal avec traitement par flux.
- Quantité typique de crasse par chaleur : 200 à 2000 kg.
- Qualité de flux recommandée : qualité à haute réactivité, ajoutée au début et au milieu du cycle de fusion.
- Méthode d'ajout : chargé avec de la ferraille ou injecté à travers une tuyère.
Fours de maintien (opérations de transfert et de coulée)
Les fours de maintien maintiennent la température de la matière fondue entre la fusion et la coulée. La formation de crasse est plus lente que dans les fours de fusion, mais reste importante. Un traitement régulier des flux maintient la propreté de la matière fondue et protège contre l'oxydation de la surface.
- Quantité typique de crasse par traitement : 20 à 100 kg.
- Qualité de flux recommandée : qualité standard ou combinée avec un flux de couverture.
- Fréquence de traitement : toutes les 4 à 8 heures ou par inspection visuelle.
| Type de four | Volume de crasse | Contenu en métal | Qualité du flux | Fréquence de traitement |
|---|---|---|---|---|
| Fusion réverbérante | Haut | 25% à 45% | Standard/Haute réactivité | Toutes les 2 à 4 heures |
| Creuset (alimenté au gaz) | Faible | 30% à 50% | Standard | Chaque chaleur |
| Rotatif (secondaire) | Très élevé | 15% à 35% | Haute réactivité | Par cycle de fusion |
| Fusion par induction | Faible-Moyen | 20% à 40% | Standard | Toutes les 1 à 2 heures |
| Four de maintien | Faible | 30% à 50% | Standard/Couverture | Toutes les 4 à 8 heures |
| Tour de fusion | Moyen | 20% à 35% | Standard | Par cycle de production |
Quels sont les facteurs que les ingénieurs d'approvisionnement doivent évaluer lorsqu'ils s'approvisionnent en flux d'écrasement ?
L'achat de flux d'écumage sur la seule base du prix est une erreur courante et coûteuse. La mesure pertinente est le coût par kilogramme d'aluminium récupéré, et non le coût par kilogramme de flux acheté.
Critères d'évaluation des marchés publics
Documentation sur les performances techniques
Tout fournisseur sérieux de flux d'écrasement devrait en fournir :
- Certificat d'analyse (CoA) pour chaque lot confirmant la composition chimique.
- Données documentées sur l'efficacité de la récupération des métaux provenant d'essais contrôlés.
- Fiche technique avec les taux d'ajouts recommandés et les procédures.
- Fiche de données de sécurité (FDS) conforme aux normes SGH/REACH.
Cohérence des lots
Les flux à base de sel sont susceptibles de varier d'un lot de production à l'autre, en particulier en ce qui concerne la teneur en fluorure. Des produits incohérents produisent des résultats imprévisibles en matière de récupération des métaux. Demandez à vos fournisseurs potentiels de vous fournir des données comparatives sur la teneur en CoA d'un lot à l'autre.
Fiabilité de l'approvisionnement
Le flux d'écumage est un consommable de production - les interruptions d'approvisionnement affectent directement la récupération du métal et les coûts de production. Évaluez la capacité de production du fournisseur, les délais de livraison et les capacités de gestion des stocks avant de vous engager à long terme.
Support technique
Le meilleur produit de flux n'est aussi efficace que la procédure d'application utilisée. Les fournisseurs qui proposent une formation à l'application, une assistance au dépannage et un suivi des performances obtiennent systématiquement de meilleurs résultats dans le monde réel que les fournisseurs qui se contentent d'expédier des produits.
Analyse du coût total
Calculer le coût total par tonne d'aluminium traité, y compris :
| Élément de coût | Base de calcul |
|---|---|
| Coût du matériau de flux | Taux d'addition × prix du flux par kg |
| Main d'œuvre pour l'application | Minutes par traitement × taux de main-d'œuvre |
| Coûts des EPI et de la sécurité | Au prorata par traitement |
| Coût d'élimination des crasses traitées | Facteur de réduction du volume × taux d'élimination |
| Valeur du métal récupéré | Efficacité de la récupération × prix du métal |
| Coût (ou bénéfice) net | Somme de tous les éléments ci-dessus |
Questions fréquemment posées sur le flux d'écumage pour les fonderies d'aluminium
Q1 : Qu'est-ce que le flux d'écrasement et en quoi diffère-t-il du flux de raffinage ?
Le flux d'écumage est spécifiquement formulé pour traiter les écumes de surface - en libérant l'aluminium liquide piégé dans le bain et en convertissant la masse d'oxyde en une poudre sèche et écumable. Le flux d'affinage est ajouté à la masse fondue pour éliminer les impuretés dissoutes, agglomérer les inclusions fines et améliorer la propreté générale de la masse fondue. Les deux produits ont des fonctions qui se chevauchent mais qui sont distinctes. Certaines formulations de flux combinés remplissent les deux rôles simultanément, mais les flux d'écrasement spécifiques permettent une récupération supérieure du métal des écumes de surface par rapport aux flux d'affinage à usage général utilisés à cette fin.
Q2 : Quelle quantité de métal peut-on récupérer en utilisant un flux d'écumage par rapport à un écumage sans flux ?
Sans traitement par flux, l'écume d'aluminium contient généralement 301 à 501 tonnes de métal récupérable en poids, qui sont perdues lorsque l'écume est écrémée et mise au rebut. Avec un flux d'écrasement correctement appliqué, l'écume traitée ne contient que 8% à 15% de métal, ce qui représente une récupération de 15 à 35 kg d'aluminium supplémentaire par 100 kg d'écume traitée. Aux prix actuels de l'aluminium, cela représente $37 à $87 de valeur métallique supplémentaire par 100 kg d'écume, contre un coût de flux d'environ $1,50 à $5,00 pour la même quantité d'écume.
Q3 : Le flux d'écumage peut-il provoquer une contamination par l'aluminium ou affecter la chimie de l'alliage ?
Un flux d'écrasement bien formulé provenant de fournisseurs réputés n'affecte pas de manière mesurable la chimie des alliages d'aluminium lorsqu'il est utilisé aux taux d'ajout recommandés. Les sels du flux restent à la surface de la fonte et ne se dissolvent pas dans le métal en quantités significatives. Le sodium contenu dans le NaCl peut potentiellement augmenter la teneur en sodium de certains alliages sensibles, mais aux taux d'ajout habituels, cet effet est négligeable. Pour les alliages sensibles au sodium (alliages de coulée modifiés au strontium), des formulations de flux sans sodium sont disponibles.
Q4 : Comment savoir si le flux d'écrasement a fonctionné correctement ?
L'indicateur le plus clair est la transformation visuelle des crasses, qui passent d'un état humide, brillant et cohésif à un état sec, poudreux et non cohésif. Les crasses correctement traitées ont l'apparence et la consistance d'un sable ou d'une cendre sèche à grains fins. Elles ne collent pas à l'outil d'écumage, ne présentent pas d'inclusions de métal liquide et ne coulent pas lorsqu'elles sont soulevées. La comparaison des poids confirme également le succès : les crasses traitées ont un poids nettement inférieur à celui du même volume de crasses non traitées, car le métal piégé s'est écoulé dans le bain.
Q5 : Quel est le taux d'addition correct pour le flux d'écrasement ?
Les taux d'ajout dépendent de la qualité du flux ainsi que du volume et de la nature de l'écume. Le flux d'écrasement standard d'AdTech est généralement ajouté à raison de 0,5 à 1,5 kg par 100 kg d'écrasement estimés. Pour les couches d'écume fortement oxydées ou épaisses, l'extrémité supérieure de cette fourchette est appropriée. Pour les crasses fraîches et humides à forte teneur en métal, le taux d'ajout le plus bas est généralement suffisant. La sous-addition est l'erreur d'application la plus courante - en cas de doute, utilisez la valeur la plus élevée de la fourchette recommandée et vérifiez les résultats en évaluant le caractère de l'écume.
Q6 : Le flux d'écrasement fonctionne-t-il sur les alliages de magnésium ?
Le flux d'écrasement standard au chlorure-fluorure est moins efficace sur l'écume provenant d'alliages à haute teneur en magnésium (séries 5xxx et 7xxx) parce que le MgO a des propriétés chimiques différentes de celles de l'Al₂O₃ et réagit différemment à la chimie du flux standard. AdTech propose des formules de flux d'écrasement spécialisées pour les alliages de magnésium avec une chimie modifiée du fluorure et des ajouts de borate qui permettent une récupération efficace du métal à partir des écrins contenant du Mg. Précisez toujours la série de l'alliage lorsque vous demandez des recommandations sur les flux.
Q7 : Comment le flux d'écrasement doit-il être stocké pour conserver son efficacité ?
Stocker le flux d'écrasement dans son emballage d'origine, dans un endroit frais et sec, à l'abri de l'humidité. La contamination par l'humidité est le principal risque de dégradation - le flux humide s'hydrolyse partiellement, générant des fumées corrosives et réduisant les concentrations de composants actifs. Ne pas stocker à proximité de sources d'eau, de conduites de vapeur ou dans des endroits extérieurs où il peut y avoir de la condensation. Les flux qui ont été exposés à une humidité importante doivent être séchés à une température de 80°C à 100°C avant d'être utilisés et inspectés pour vérifier qu'ils ne s'agglomèrent pas et qu'ils ne changent pas de couleur, ce qui indiquerait une dégradation. La durée de conservation des récipients scellés correctement stockés est de 24 mois.
Q8 : Le flux d'écumage est-il considéré comme une matière dangereuse ?
Le flux d'écumage contenant des composés fluorés est classé comme matière dangereuse pour le transport dans la plupart des juridictions (classe de danger 8 de l'ONU, corrosif) en raison de son potentiel à générer du HF au contact de l'humidité. Les crasses traitées (gâteau de sel) sont classées comme déchets dangereux dans de nombreuses régions en raison de leur teneur en chlorure et en fluorure et de leur réactivité avec l'eau. Consultez les autorités locales chargées de la réglementation environnementale et la FDS du produit pour connaître la classification de transport spécifique, les permis d'utilisation et les exigences en matière d'élimination des déchets applicables dans votre région.
Q9 : Un seul produit de flux de drossage peut-il être utilisé pour tous les alliages d'aluminium ?
Un flux d'écrasement standard de haute qualité convient à la majorité des alliages d'aluminium, y compris les séries 1xxx, 2xxx, 3xxx, 4xxx et 6xxx. Les exceptions significatives sont les alliages à forte teneur en magnésium (série 5xxx avec >2% Mg) et les alliages aluminium-lithium, qui nécessitent des formulations spéciales. Pour les fonderies qui traitent plusieurs familles d'alliages, le maintien de deux qualités de flux - standard et spécifique à l'alliage Mg - couvre pratiquement toutes les applications.
Q10 : Comment le flux d'écrasement d'AdTech se compare-t-il à la fabrication d'un mélange de sels maison ?
Certaines fonderies tentent de réduire les coûts des flux en mélangeant du chlorure de sodium et du chlorure de potassium provenant de sources de sel industriel en vrac. Bien que cela permette une réduction de base de la tension superficielle, les mélanges faits maison n'ont pas les composants fluorés optimisés, la distribution contrôlée de la taille des particules, les additifs anti-fumée et la constance des lots des produits formulés à dessein comme le flux d'écrasement d'AdTech. D'après notre expérience, les mélanges de chlorure faits maison ont une efficacité de récupération des métaux inférieure de 20% à 35% à celle des flux commerciaux de qualité, et l'économie apparente est annulée par des pertes de métal plus importantes et des résultats incohérents. Le flux d'écrasement spécialement formulé par AdTech offre systématiquement un retour sur investissement positif lorsqu'il est calculé sur la base de la récupération totale des métaux.
Conclusion : Sélection et utilisation du flux d'écumage pour maximiser la récupération des métaux
Les aspects économiques du flux d'écume sont simples et convaincants. Chaque kilogramme d'aluminium récupéré de l'écume plutôt que perdu dans celle-ci a une valeur directe et immédiate. L'investissement dans un flux d'écrasement de qualité - en particulier la gamme de formulations spécifiques à l'application d'AdTech - offre systématiquement un retour sur investissement de 10 à 30 fois par rapport au seul coût du flux.
Les principes clés de notre analyse technique :
- Sélection de flux par chimie d'alliageNuance standard pour les séries 1xxx à 6xxx, nuance spécialisée pour les alliages à haute teneur en magnésium et les alliages spéciaux.
- Adapter la qualité du flux à la gravité de l'écumeLes crasses lourdes et fortement oxydées de la seconde fusion nécessitent des formulations à haute réactivité.
- Ne jamais faire de compromis sur la procédure de candidatureLa température correcte, le temps de réaction adéquat et le travail mécanique minutieux sont aussi importants que la formulation du flux.
- Mesurer les résultats de manière quantitativeLes entreprises de l'industrie de l'acier et de l'acier inoxydable sont les suivantes : elles pèsent les crasses avant et après le traitement, testent périodiquement la teneur en métal et suivent les taux de récupération en tant qu'indicateur clé de performance de la production.
- Tenir compte du coût totalLe coût du flux par kilogramme n'est pas pertinent - le chiffre à prendre en compte est la valeur nette du métal récupéré par tonne d'aluminium traité.
Les produits de flux d'écume d'AdTech, combinés aux disciplines d'application décrites dans cet article, fournissent aux fonderies d'aluminium une voie systématique, mesurable et économiquement justifiée pour réduire de manière significative l'une des sources les plus persistantes de perte de métal de l'industrie.
