O melhor fluxo de escória para reduzir a perda de metal em fundições de alumínio é uma mistura de sal de cloreto e fluoreto especificamente formulada para diminuir a tensão superficial da escória, separar o alumínio líquido aprisionado das matrizes de óxido e converter a escória húmida e pegajosa numa forma de pó seco que escorrega de forma limpa sem transportar metal para fora do forno. Na nossa experiência direta de trabalho com fundições secundárias de alumínio e operações de fundição, um fluxo de escória corretamente selecionado e corretamente aplicado reduz consistentemente as perdas de metal na escória da média da indústria de 30% a 50% de teor de alumínio para 8% a 15% - recuperando centenas de quilogramas de metal por tonelada de escória processada que, de outra forma, se perderia em aterros ou no dispendioso reprocessamento da escória. O impacto financeiro é imediato e mensurável: uma fundição que processa 10 toneladas de alumínio por dia pode recuperar um adicional de 15 kg a 30 kg de metal vendável por tonelada de escória gerada simplesmente mudando de desnatação manual sem fluxo para tratamento sistemático de fluxo de escória.
Se o seu projeto requer a utilização de fluxo de escória de alumínio, pode contactar-nos para um orçamento gratuito.
O que é a escória de alumínio e porque é que causa perda de metal?
A escória de alumínio é a mistura heterogénea de óxido de alumínio (Al₂O₃), alumínio metálico e vários contaminantes que se acumulam na superfície do alumínio fundido durante as operações de fusão, retenção e transferência. Forma-se continuamente sempre que o alumínio líquido entra em contacto com o oxigénio na atmosfera do forno, porque o alumínio oxida facilmente a temperaturas de processamento entre 660°C e 850°C.
A reação de oxidação é enganadoramente simples:
4Al + 3O₂ = 2Al₂O₃
O que torna a escória economicamente significativa é o facto de esta camada de óxido não flutuar simplesmente sobre a superfície do metal. Em vez disso, forma uma matriz complexa, semelhante a uma esponja, que prende fisicamente o alumínio líquido na sua estrutura. Quando os trabalhadores da fundição retiram esta escória do forno sem tratamento de fluxo, eles removem não apenas o óxido, mas também uma parte substancial do banho de metal.

Porque é que a escória não tratada contém tanto metal preso
A microestrutura da escória de alumínio não tratada explica claramente o problema da perda de metal. A rede de óxido de Al₂O₃ forma filamentos e filmes interconectados que criam forças capilares que mantêm o alumínio líquido no lugar. As relações de viscosidade e tensão superficial entre a fase de óxido e o metal líquido impedem a drenagem natural - a gravidade por si só não pode superar essas forças dentro do prazo de uma operação de desnatação.
Além disso, o óxido de alumínio tem um ponto de fusão significativamente mais elevado (2072°C) do que o alumínio líquido circundante, pelo que a matriz de óxido solidifica enquanto o metal no seu interior permanece líquido. Isto cria uma gaiola rígida que retém fisicamente o metal, mesmo depois de a massa de escória ter sido removida do forno.
Teor de metal em diferentes tipos de escórias
| Tipo de escória | Conteúdo típico de metal | Condição de formação | Prioridade de recuperação |
|---|---|---|---|
| Escória branca (primária) | Alumínio 40% a 80% | Fornos de espera de baixa turbulência | Elevado |
| Escória cinzenta | 25% a 45% de alumínio | Condições de oxidação moderadas | Médio-Alto |
| Escória negra | Alumínio 5% a 20% | Alta temperatura, alta turbulência | Médio |
| Escória de bolo de sal | Alumínio de 2% a 8% | Após tratamento com fluxo | Baixa |
| Escória fria (crânio) | Alumínio 60% a 85% | De metal de superfície solidificado | Muito elevado |
Como é que o fluxo de escória funciona para recuperar o alumínio retido?
Fluxo de escória funciona através de uma combinação de mecanismos físicos e químicos que alteram fundamentalmente o comportamento da massa de escória, permitindo que o metal retido seja drenado de volta para o banho, em vez de ser levado para fora durante a escumação.
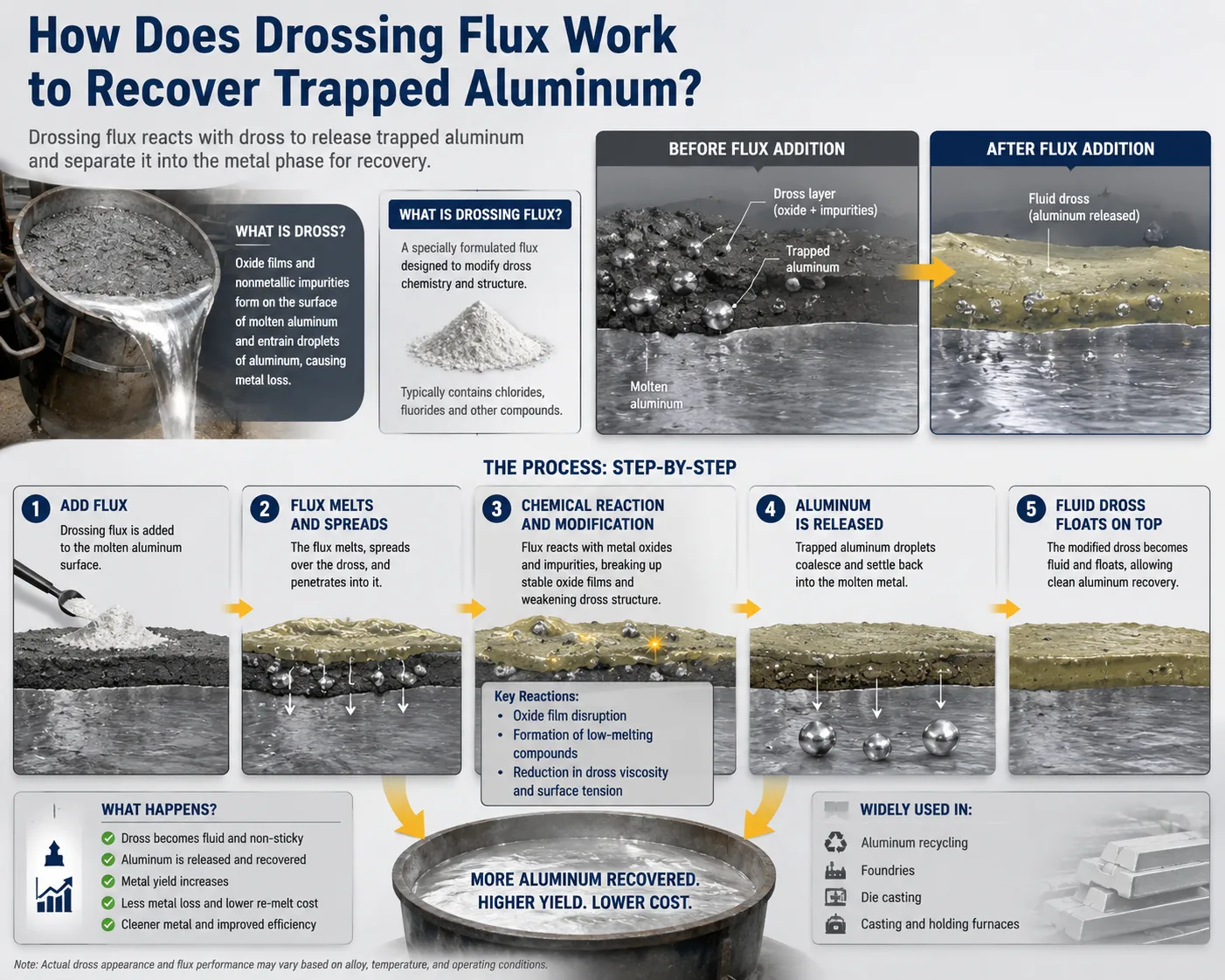
O Mecanismo Físico: Redução da Tensão Superficial
A principal ação dos sais de cloreto no fluxo de escória é a redução da tensão superficial na interface alumínio-óxido. Na escória não tratada, a alta tensão superficial do alumínio líquido dentro da matriz de óxido (aproximadamente 860 mN/m para o alumínio líquido puro a 700°C) cria forças de retenção capilar que excedem a gravidade. Quando o fluxo de escória derrete e penetra na matriz de escória, os iões de cloreto deslocam a camada de óxido nas superfícies metálicas, reduzindo a tensão superficial efectiva para níveis em que o alumínio líquido pode drenar livremente através da rede de óxido de volta para o banho do forno.
O Mecanismo Químico: Rutura da película de óxido
Os componentes de fluoreto na formulação do fluxo reagem quimicamente com a matriz de óxido de alumínio, convertendo-a parcialmente e rompendo a estrutura contínua da rede de óxido. Este ataque químico quebra o efeito de gaiola rígida que retém fisicamente o metal líquido, criando vias de drenagem através das quais o metal escapa.
As reacções relevantes incluem:
3NaF + Al₂O₃ = 2AlF₃ + 3NaO (simplificado)
A formação de AlF₃ perturba a estrutura da rede de óxido, convertendo a rede interligada de Al₂O₃ numa massa mais granular e não coesa que liberta o seu conteúdo metálico aprisionado.
O resultado físico: Escória seca e pulverulenta
Após o tratamento correto do fluxo de escória e o trabalho mecânico (rabbling), a massa de escória transforma-se do seu estado original húmido, pegajoso e saturado de metal num pó seco e granular. Esta transformação é visualmente óbvia e é o principal indicador de que o fluxo funcionou corretamente. A escória seca em pó:
- Contém apenas 8% a 15% de alumínio (contra 30% a 50% sem fluxo).
- Separa-se da superfície metálica de forma limpa, sem arrastar o metal subjacente.
- Não reentra na massa fundida quando desnatado.
- Tem um volume significativamente mais baixo do que as impurezas húmidas não tratadas.
- É mais fácil e seguro de manusear e eliminar.
Que composições químicas constituem o melhor fluxo de escória?
As formulações dos fluxos de escória variam consideravelmente entre os fabricantes, mas os produtos mais eficazes partilham uma estrutura química consistente baseada em sistemas de sais de cloreto alcalino e fluoreto.
Componentes químicos essenciais e suas funções
Cloreto de sódio (NaCl)
O componente de base mais comum no fluxo de escória. O NaCl funde a 801°C, mas forma misturas eutécticas com outros sais que fundem a temperaturas muito inferiores às temperaturas de processamento do alumínio. As funções incluem a redução da tensão superficial na interface alumínio-óxido e a atuação como meio de transporte do fluxo que penetra na matriz da escória.
Cloreto de potássio (KCl)
Combinado com o NaCl, o KCl forma uma mistura eutéctica que funde a aproximadamente 660°C - abaixo do ponto de fusão do alumínio - assegurando que o fundente está fundido e ativo a partir do momento em que entra em contacto com a superfície de fusão. O KCl contribui para a redução da viscosidade da fusão do fundente, melhorando a penetração na escória.
Fluoreto de Sódio (NaF) e Fluoreto de Potássio (KF)
As adições de flúor proporcionam o ataque químico ao Al₂O₃ que rompe a matriz de óxido. A proporção de flúor para cloreto numa formulação de fluxo de escória determina o equilíbrio entre a reatividade química e a redução da tensão superficial. Um maior teor de flúor aumenta o ataque químico do óxido, mas também aumenta o custo e os requisitos de manuseamento ambiental.
Criolite (Na₃AlF₆)
A criolite é um excelente componente de fluxo para o tratamento de escórias de alumínio porque é quimicamente compatível com o alumínio, funde a uma temperatura controlável e fornece iões de flúor para o ataque de óxidos e iões de sódio para a modificação da tensão superficial. É particularmente eficaz na dissolução de películas de óxido persistentes.
Fluoreto de alumínio (AlF₃)
Por vezes incluído diretamente nas formulações de fluxo para aumentar o efeito do fluxo de flúor. O AlF₃ sublima acima de 1238°C, mas é ativo em sistemas de fluxo fundido a temperaturas de processamento de alumínio.
AdTech Estrutura de composição do fluxo de escória
Os produtos de fluxo de escória da AdTech são formulados dentro das seguintes gamas de composição, optimizadas para diferentes tipos de fornos, sistemas de ligas e temperaturas de processamento:
| Componente | Função | Gama típica (wt%) |
|---|---|---|
| NaCl | Redução da tensão superficial, transportador | 30% a 55% |
| KCl | Formação eutéctica, controlo da viscosidade | 20% a 40% |
| NaF | Rutura da matriz de óxido | 5% a 15% |
| KF | Reatividade melhorada do flúor | 3% a 10% |
| Na₃AlF₆ (Criolite) | Dissolução de óxidos | 2% a 8% |
| AlF₃ | Aumento de flúor | 1% a 5% |
| Aditivos especiais | Anti-fumos, agentes molhantes | 0% a 3% |
Como a composição do fluxo afecta o desempenho
A relação NaCl:KCl controla o ponto de fusão e a velocidade de penetração. Uma proporção de 50:50 NaCl:KCl funde a aproximadamente 660°C. O aumento do teor de KCl reduz ainda mais o ponto de fusão, melhorando a atividade do fluxo na extremidade inferior das temperaturas de processamento do alumínio.
A relação cloreto:fluoreto controla o equilíbrio entre os mecanismos físicos (tensão superficial) e químicos (ataque de óxido). As aplicações padrão de escória utilizam teores de flúor de 8% a 15% no total. Para escórias altamente oxidadas de operações de alta temperatura ou alta turbulência, formulações com maior teor de flúor (15% a 25%) proporcionam melhor recuperação de metal.
Quais são os diferentes tipos de fluxo de escória e quais são adequados para cada aplicação?
Nem todas as situações de escória são equivalentes. O tipo de forno, a química da liga, o carácter da escória e as restrições operacionais influenciam a formulação do fluxo que proporciona a melhor recuperação de metal a um custo aceitável.
Classificação do fluxo de escória por aplicação
Fluxo de escória padrão
Formulado para o tratamento de rotina da escória em fornos de espera, fornos de fusão e panelas de transporte onde a escória se forma sob condições de oxidação relativamente suaves. Os graus padrão contêm fluoretos totais de 8% a 15% e são adequados para a maioria das séries de ligas de alumínio.
- Taxa de adição: 0,5 a 1,5 kg por 100 kg de escória estimada.
- Gama de temperaturas efectivas: 680°C a 780°C.
- Mais adequado para: Ligas das séries 1xxx, 3xxx, 4xxx e 6xxx.
Fluxo de escória de alta reatividade
Formulações com maior teor de flúor (15% a 25% de fluoretos totais) concebidas para escórias muito oxidadas e de grande volume provenientes de operações de fundição a alta temperatura, fornos rotativos que processam sucata contaminada ou fundições com acumulação significativa de escórias.
- Taxa de adição: 1,0 a 2,5 kg por 100 kg de escória.
- Gama de temperaturas efectivas: 700°C a 850°C.
- Mais adequado para: fusão secundária, cargas de fusão de sucata pesada.
Fluxo de escória com baixo teor de fluoreto
As regulamentações ambientais em certas jurisdições limitam as emissões de flúor das fundições de alumínio. As formulações de fluxo de escória com baixo teor de flúor alcançam uma recuperação de metal adequada usando uma química de cloreto otimizada com adições mínimas de flúor (abaixo de 5% total).
- Recuperação de metais: ligeiramente inferior aos graus padrão (tipicamente 75% a 85% do desempenho do grau padrão).
- Taxa de adição: 1,0 a 2,0 kg por 100 kg de escória.
- Mais adequado para: operações com limites rigorosos de emissão de fluoreto.
Fluxo de escória de liga de magnésio
As ligas de alumínio-magnésio (série 5xxx) e as ligas de alumínio-magnésio-zinco (série 7xxx) produzem escórias com maior teor de óxido de magnésio (MgO). Os fluxos padrão de cloreto-fluoreto são menos eficazes em MgO do que em Al₂O₃. Formulações especializadas com maior atividade de fluoreto e adições de borato proporcionam uma melhor recuperação de metal a partir de escórias com Mg.
- Taxa de adição: 1,5 a 3,0 kg por 100 kg de escória.
- Considerações especiais: o hexafluoreto de enxofre (SF₆) ou gases de cobertura alternativos podem ser utilizados separadamente para proteção da superfície de fusão.
Fluxo de escória exotérmico
As reacções do tipo termite incorporadas na composição do fundente geram calor adicional na massa de escória, melhorando a fusão do fundente e a penetração em camadas de escória frias ou espessas, sem necessidade de uma entrada adicional de energia no forno. Utilizado em situações em que a escória arrefeceu parcialmente ou em que as limitações de acesso ao forno impedem um trabalho mecânico adequado.
Tabela de seleção de produtos AdTech Drossing Flux
| Grau do produto | Teor de fluoreto | Taxa de recuperação de metais | Aplicação | Taxa de adição |
|---|---|---|---|---|
| Grau padrão | 10% a 15% | 85% a 92% | Utilização geral em fundição | 0,5 a 1,5 kg/100 kg de escória |
| Grau de Alta Reatividade | 18% a 25% | 88% a 95% | Fundição secundária, impurezas pesadas | 1,0 a 2,5 kg/100kg de escória |
| Grau de fluoreto baixo | 3% a 5% | 75% a 85% | Ambientes regulamentados | 1,0 a 2,0 kg/100kg de escória |
| Grau de liga de Mg | 15% a 20% + borato | 82% a 90% | Ligas 5xxx, 7xxx | 1,5 a 3,0 kg/100kg de escória |
| Grau exotérmico | 12% a 18% | 85% a 93% | Escória fria/espessa, tratamento com concha | 1,0 a 2,0 kg/100kg de escória |
Como é aplicado o fluxo de escória e quais são os melhores procedimentos?
A técnica de aplicação correta é pelo menos tão importante como a formulação do fluxo na determinação dos resultados da recuperação do metal. Mesmo o melhor fluxo de escorificação apresenta um fraco desempenho se for aplicado incorretamente, com uma taxa de adição errada ou sem um trabalho mecânico adequado.
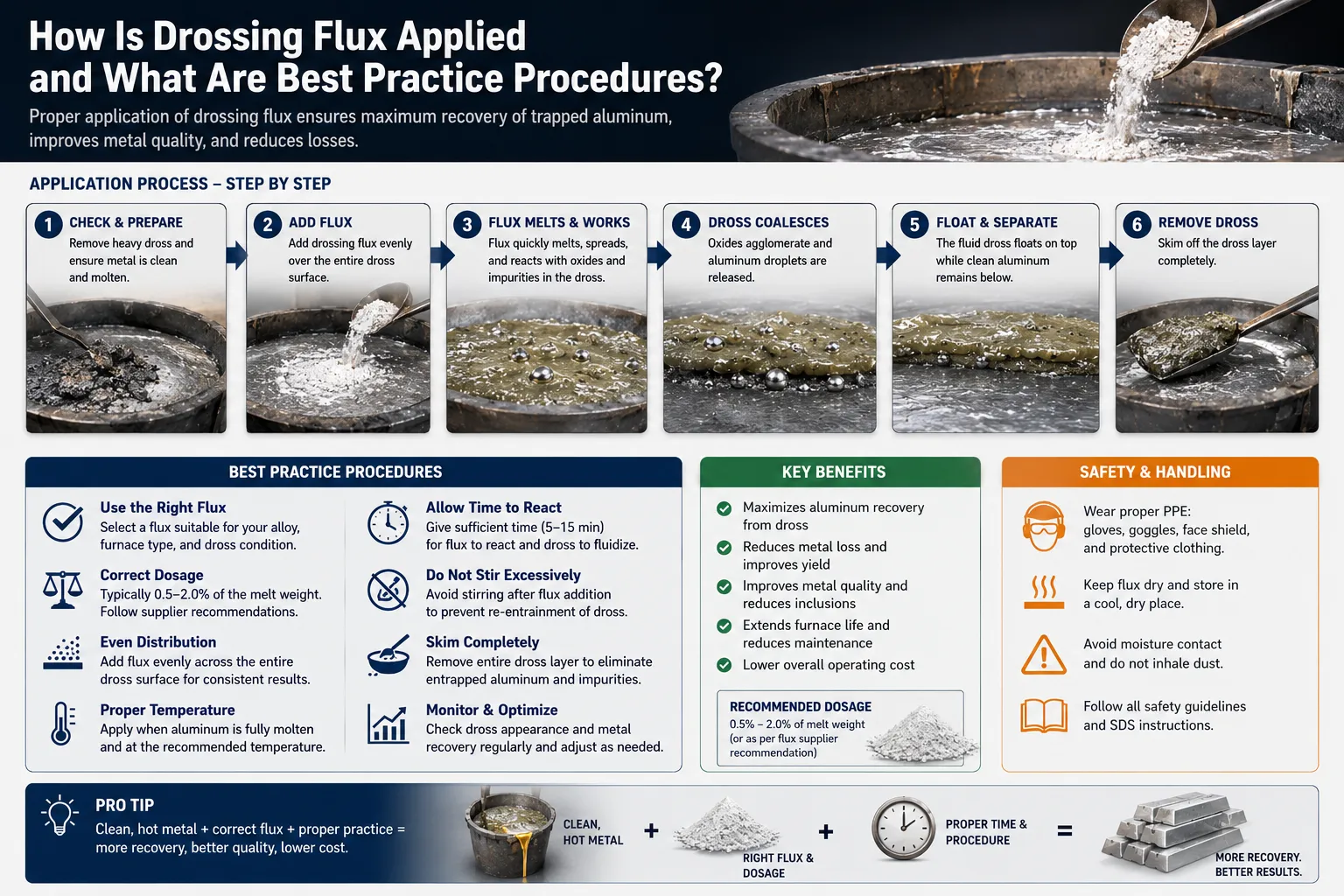
Procedimento de aplicação do fluxo de escória passo a passo
Etapa 1: Avaliar o volume e o carácter das impurezas
Antes de adicionar o fluxo, avaliar visualmente a camada de escória. Estimar a sua profundidade e área. Distinguir entre escórias húmidas e brilhantes (elevado teor de metal, elevado potencial de recuperação) e escórias cinzentas-pretas, de aspeto seco (menor teor de metal, requisitos de fluxo diferentes). Esta avaliação determina a taxa correta de adição de fluxo.
Etapa 2: Colocar a escória à temperatura de trabalho
O fluxo funciona mais eficazmente a temperaturas de fusão entre 720°C e 760°C para ligas de alumínio padrão. Se o forno estiver a uma temperatura inferior, eleve a fusão até à temperatura de trabalho antes de adicionar o fluxo. O fluxo adicionado à fusão arrefecida ou a camadas espessas de escória fria é significativamente menos eficaz.
Etapa 3: Aplicar uniformemente o Fluxo de Revestimento
Espalhar o fluxo de escória uniformemente sobre toda a superfície da escória, utilizando uma pá limpa e seca ou um aplicador mecânico. Evite concentrar o fluxo numa área - a aplicação irregular deixa zonas de escória não tratadas que continuam a reter metal. A taxa de aplicação típica para o fluxo de escória AdTech de qualidade standard é de 0,5 a 1,5 kg por cada 100 kg estimados de escória presente.
Passo 4: Permitir a penetração e o tempo de reação
Após a aplicação do fluxo, aguarde 2 a 5 minutos para que o fluxo derreta, penetre na matriz da escória e inicie o processo de redução da tensão superficial. Não desnatar imediatamente após a adição do fundente - a reação é incompleta e a recuperação do metal será substancialmente inferior.
Etapa 5: Trabalhar a escória (Rabbling)
Utilizando uma escumadeira limpa e pré-aquecida, trabalhe a escória em movimentos circulares ou de vaivém sobre a superfície do forno. Esta ação mecânica:
- Quebra grandes aglomerados de escória, expondo superfícies de óxido fresco à ação do fluxo.
- Promove a penetração do fluxo no interior da escória.
- Acelera a drenagem do metal para o banho.
- Converte a escória de consistência húmida para seca.
Trabalhar a escória durante 3 a 8 minutos até que a transformação para a consistência de pó seco esteja completa. A escória está pronta para ser escumada quando já não apresentar superfícies metálicas húmidas e brilhantes.
Etapa 6: Escoar a escória tratada
Utilizando um cesto de escuma perfurado ou uma escumadeira plana limpa, remover as impurezas secas tratadas da superfície do forno. Trabalhar sistematicamente de um lado para o outro. Evitar pressionar a escumadeira contra a superfície do metal líquido - isto reentra as partículas de escória e perturba a superfície limpa do metal.
Etapa 7: Tratamento pós-espuma
Após a escumação, aplicar uma camada fina de fluxo de cobertura AdTech na superfície metálica limpa para a proteger da re-oxidação e da absorção de hidrogénio durante a fixação subsequente.
Erros críticos de aplicação que reduzem a recuperação de metal
| Erro | Efeito | Correção |
|---|---|---|
| Adicionar demasiado pouco fluxo | Conversão incompleta das escórias, elevado teor de metal nas escórias desnatadas | Seguir as recomendações de taxa de adição do fabricante |
| Adição de fundente à escória fria | O fluxo não derrete nem penetra, não há reação | Levar o forno a 720°C+ antes da adição do fluxo |
| Desnatação imediatamente após a adição do fundente | Reação incompleta, metal não drenado | Aguardar pelo menos 5 minutos após a aplicação do fluxo |
| Rábulas inadequadas | Fluxo não distribuído através da massa de escória | Trabalhar a escória mecanicamente durante 5 a 8 minutos |
| Utilização de fluxos húmidos ou contaminados | Introdução de hidrogénio, atividade reduzida | Conservar o fluxo em recipientes fechados, pré-aquecer em caso de dúvida |
| Pressionar a escumadeira na massa fundida | Reentrada de escórias, oxidação da superfície | Manter o skimmer apenas ao nível da superfície |
Como é que se calcula a recuperação de metal e a poupança de custos do fluxo de escória?
A quantificação do benefício económico do fluxo de escória é simples quando é aplicada a metodologia de medição correta. Este cálculo é o que justifica a decisão de aquisição aos diretores das fundições e aos responsáveis pelas decisões financeiras.
Método de cálculo da recuperação de metais
Sem fluxo de escória (linha de base):
Escórias removidas por turno: 500 kg
Teor médio de metal na escória não tratada: 35%
Metal perdido na escória: 500 × 0.35 = 175 kg por turno
Valor do alumínio perdido (a $2.50/kg): 175 × $2.50 = $437.50 por turno
Com AdTech Drossing Flux:
Escórias removidas por turno: 400 kg (volume reduzido devido à recuperação do metal)
Teor médio de metal na escória tratada: 12%
Metal remanescente na escória: 400 × 0.12 = 48 kg por turno
Metal recuperado de volta ao banho: 175 - 48 = 127 kg por turno
Valor do alumínio recuperado: 127 × $2.50 = $317.50 por turno
Custo do fluxo:
Acréscimo de fluxo a 1 kg por 100 kg de escórias: 500 × 0,01 = 5 kg de fluxo por turno
Custo do fluxo a $3.50/kg: 5 × $3.50 = $17,50 por turno
Benefício líquido por turno:
Metal recuperado: $317.50
Custo do fluxo: ($17.50)
Ganho líquido: $300.00 por turno
Para uma fundição a funcionar em dois turnos por dia, 250 dias por ano: $150.000 benefícios anuais por forno da implementação do fluxo de escória.
Redução de custos de eliminação de escórias
O tratamento da escória com fluxo reduz não só a perda de metal, mas também o volume de escória e os custos de eliminação:
| Métrica | Sem Fluxo | Com AdTech Flux | Melhoria |
|---|---|---|---|
| Volume de escórias por tonelada de Al processado | 60 a 120 kg | 30 a 60 kg | Redução de 40% para 50% |
| Teor de metais na escória | 30% a 50% | 8% a 15% | Redução de 65% para 75% |
| Custo de eliminação por tonelada de escórias | $80 a $150 | $80 a $150 | Mesma taxa, menor volume |
| Redução dos custos anuais de eliminação | Linha de base | 40% a 50% inferior | Poupança significativa |
| Impacto das receitas do reprocessamento de escórias | Baixo teor de metal, valor inferior | Maior teor de metal recuperado no local | Melhor economia |
Quais são as principais métricas de desempenho para comparar produtos de fluxo de escória?
Ao avaliar produtos concorrentes de fluxos de escória, os engenheiros de compras e os metalúrgicos de fundição necessitam de critérios objectivos de desempenho que possam ser medidos e comparados em condições controladas.
Indicadores quantitativos de desempenho
Eficiência de recuperação de metais (MRE)
A métrica individual mais importante. Medido como:
MRE (%) = [(Metal em escórias não tratadas - Metal em escórias tratadas) / Metal em escórias não tratadas] × 100%
O fluxo de escória de alta qualidade atinge valores de MRE de 70% a 85%. Os produtos de qualidade superior excedem 85%. Os produtos com MRE inferior a 60% oferecem uma vantagem económica mínima em relação ao tratamento sem fluxo.
Qualidade de conversão da escória
Avaliada visualmente e por comparação de pesos. As impurezas corretamente tratadas devem:
- Transformar em pó seco, granular e não coesivo.
- Não apresentam superfícies metálicas húmidas ou inclusões líquidas brilhantes.
- Têm um volume reduzido em comparação com a massa de escórias do pré-tratamento.
- Escumar de forma limpa e sem aderência à escumadeira.
Atividade de fluxo Gama de temperaturas
A gama de temperaturas em que o fluxo é fundido e quimicamente ativo. Gamas de atividade mais amplas proporcionam maior flexibilidade operacional. Um fluxo de escória de qualidade deve estar ativo entre 660°C e 820°C.
Caraterísticas da fumagem
Todos os fluxos de cloreto-fluoreto geram alguns fumos durante a aplicação. Os produtos com aditivos anti-fumos reduzem os fumos visíveis, melhorando o conforto do operador e a qualidade do ar no local de trabalho. Não se trata apenas de um problema de saúde - a formação excessiva de fumos indica uma rápida perda por evaporação dos componentes activos, reduzindo a eficácia do tratamento.
Desempenho do fluxo de escória AdTech vs. produtos genéricos
| Parâmetro de desempenho | AdTech Fluxo de escória | Genéricos Chloride Flux | Melhoria |
|---|---|---|---|
| Eficiência na recuperação de metais | 82% a 92% | 55% a 72% | 15% a 30% superior |
| Qualidade de conversão da escória | Pó seco, desnatado limpo | Conversão parcial, manchas de humidade | Significativamente melhor |
| Taxa adicional necessária | 0,5 a 1,5 kg/100 kg de escória | 1,5 a 3,0 kg/100kg de escória | 50% a 60% menos fluxo necessário |
| Gama de temperaturas de atividade | 660°C a 830°C | 700°C a 800°C | Janela de funcionamento mais alargada |
| Nível de fumos | Baixo (aditivos anti-fumos) | Moderado a elevado | Melhores condições no local de trabalho |
| Consistência do lote | Certificado pelo CoA | Variável | Resultados mais fiáveis |
Quais são as considerações ambientais e de segurança para o fluxo de escória?
Emissões de fluoreto e conformidade regulamentar
O fluxo de escória contendo fluoreto gera fumos de fluoreto de hidrogénio (HF) quando em contacto com a humidade ou a altas temperaturas. O HF é um gás corrosivo e tóxico sujeito a limites de exposição profissional em todas as principais jurisdições industriais:
- OSHA PEL (EUA): 3 ppm (TWA, 8 horas)
- ACGIH TLV: 0,5 ppm (limite máximo)
- OEL UE: 1 ppm (TWA, 8 horas)
As fundições que utilizam fundentes com flúor devem implementar:
- Ventilação local por exaustão nos pontos de carregamento do forno.
- Proteção respiratória (ar fornecido ou máscaras filtrantes adequadas) para os operadores.
- Monitorização do ar ambiente para HF onde a utilização de fluxos é significativa.
- Licenças de emissão, quando aplicável, ao abrigo da regulamentação ambiental local.
Eliminação e classificação de escórias
A escória de alumínio tratada (bolo de sal) é classificada como um resíduo perigoso em muitas jurisdições devido ao seu teor de cloreto e flúor e à sua reatividade com a água (gerando gases de amoníaco e hidrogénio a partir de reacções de nitreto e hidreto):
- UE: Incluído na lista de resíduos perigosos com o código 10 03 08 (escórias salinas da produção secundária).
- EUA: A classificação RCRA varia consoante o estado - muitos estados classificam o bolo de sal como perigoso.
- Opções de eliminação: aterro autorizado para resíduos perigosos, instalação de reprocessamento de escórias, fábrica de reciclagem de sal.
Equipamento de proteção individual para manuseamento de fluxos
| Perigo | EPIs necessários |
|---|---|
| Inalação de fumos de HF | Respirador meia-face com cartucho de gás ácido |
| Inalação de poeiras de fluxo durante a adição | Máscara anti-pó P2/P3 |
| Salpicos de fluxo fundido | Proteção facial completa, luvas resistentes ao calor, avental de alumínio para fundição |
| Contacto da pele com o fluxo | Luvas de nitrilo ou de neopreno durante o manuseamento |
| Proteção dos olhos | Óculos de proteção (não apenas óculos) durante a adição |
Requisitos de armazenamento do fluxo
- Conservar nas embalagens originais fechadas, num local fresco e seco.
- Temperatura máxima de armazenamento: 35°C.
- Manter afastado da humidade - o fluxo húmido gera HF em contacto com superfícies de alta temperatura.
- Prazo de validade: 24 meses a partir da data de fabrico em recipientes fechados.
- Não armazenar perto de ácidos, oxidantes ou metais reactivos.
Como é que o tipo de forno afecta a seleção e a aplicação do fluxo de escória?
Diferentes tipos de fornos criam escórias com caraterísticas diferentes, exigindo uma seleção de fluxos e abordagens de aplicação ajustadas.
Tratamento de escórias por tipo de forno
Fornos reverberatórios (fusão em grande escala)
Os fornos reverberatórios retêm grandes volumes de alumínio a temperaturas relativamente elevadas com uma exposição extensiva da superfície fundida. As taxas de formação de escórias são elevadas. O tratamento sistemático do fluxo numa base programada (a cada 2 a 4 horas ou por limiar de profundidade de escória definido) é mais eficaz do que o tratamento reativo.
- Quantidade típica de escória por tratamento: 100 a 500 kg.
- Grau de fluxo recomendado: padrão ou de alta reatividade, dependendo da qualidade da sucata.
- Método de aplicação: espalhamento manual com pá ou distribuidor mecânico.
Fornos de cadinho (operações de fundição mais pequenas)
Volumes de metal mais pequenos com menor produção absoluta de escórias. O fluxo é adicionado por aquecimento ou a cada poucos aquecimentos, dependendo da taxa de acumulação de escórias.
- Quantidade típica de escórias por tratamento: 5 a 50 kg.
- Grau de fluxo recomendado: grau normal.
- Método de aplicação: espalhamento manual com uma pequena pá.
Fornos rotativos (Fundição secundária)
Os fornos rotativos processam sucata altamente contaminada e geram grandes volumes de escórias altamente oxidadas. A ação de rotação do forno permite o trabalho mecânico da mistura de escória e fluxo, tornando os fornos rotativos particularmente eficazes na extração de metal com tratamento de fluxo.
- Quantidade típica de escória por aquecimento: 200 a 2000 kg.
- Grau de fluxo recomendado: grau de elevada reatividade, adicionado no início e a meio do ciclo de fusão.
- Método de adição: carregado com sucata ou injetado através de tuyere.
Fornos de espera (operações de transferência e de fundição)
Os fornos de retenção mantêm a temperatura da fusão entre a fusão e a fundição. A formação de escórias é mais lenta do que nos fornos de fusão, mas continua a ser significativa. O tratamento regular do fluxo mantém a limpeza da fusão e protege contra a oxidação da superfície.
- Quantidade típica de escória por tratamento: 20 a 100 kg.
- Grau de fluxo recomendado: grau normal ou combinado com fluxo de revestimento.
- Frequência do tratamento: a cada 4 a 8 horas ou por inspeção visual.
| Tipo de forno | Volume de escória | Conteúdo metálico | Grau de fluxo | Frequência do tratamento |
|---|---|---|---|---|
| Fusão por reverberação | Elevado | 25% a 45% | Padrão/Alta reatividade | A cada 2 a 4 horas |
| Cadinho (a gás) | Baixa | 30% a 50% | Padrão | Todos os calores |
| Rotativo (secundário) | Muito elevado | 15% a 35% | Alta reatividade | Por ciclo de fusão |
| Fusão por indução | Baixo-Médio | 20% a 40% | Padrão | A cada 1 a 2 horas |
| Forno de retenção | Baixa | 30% a 50% | Padrão/cobertura | A cada 4 a 8 horas |
| Torre de fusão | Médio | 20% a 35% | Padrão | Por ciclo de produção |
Que factores devem os engenheiros de aprovisionamento avaliar quando adquirem fluxo de escória?
A compra de fluxos de escória apenas com base no preço é um erro comum e dispendioso. A métrica relevante é o custo por quilograma de alumínio recuperado, não o custo por quilograma de fluxo adquirido.
Critérios de avaliação das aquisições
Documentação de desempenho técnico
Qualquer fornecedor sério de fluxos de escória deve fornecer:
- Certificado de análise (CoA) para cada lote que confirme a composição química.
- Dados documentados sobre a eficiência da recuperação de metais provenientes de ensaios controlados.
- Ficha técnica com as taxas de adição e procedimentos recomendados.
- Ficha de Dados de Segurança (FDS) em conformidade com as normas GHS/REACH.
Consistência do lote
Os produtos de fluxo à base de sal são susceptíveis a variações de composição entre lotes de produção, particularmente no que diz respeito ao teor de flúor. Produtos inconsistentes produzem resultados imprevisíveis de recuperação de metal. Solicite dados de comparação de CoA lote a lote aos potenciais fornecedores.
Fiabilidade do fornecimento
O fluxo de escória é um consumível de produção - as interrupções de fornecimento afectam diretamente a recuperação do metal e os custos de produção. Avalie a capacidade de produção do fornecedor, os prazos de entrega e as capacidades de gestão de stocks antes de se comprometer a longo prazo.
Apoio técnico
O melhor produto de fluxo é apenas tão eficaz quanto o procedimento de aplicação utilizado. Os fornecedores que fornecem formação sobre a aplicação, apoio na resolução de problemas e assistência na monitorização do desempenho apresentam consistentemente melhores resultados no mundo real do que os fornecedores que se limitam a enviar o produto.
Análise do custo total
Calcular o custo total por tonelada de alumínio processado, incluindo:
| Componente de custo | Base de cálculo |
|---|---|
| Custo do material de fluxo | Taxa de adição × preço do fluxo por kg |
| Mão de obra para aplicação | Minutos por tratamento × taxa de trabalho |
| Custos de EPI e segurança | Pro-rated por tratamento |
| Custo de eliminação das impurezas tratadas | Fator de redução de volume × taxa de escoamento |
| Valor do metal recuperado | Eficiência de recuperação × preço do metal |
| Custo (ou benefício) líquido | Soma de todos os anteriores |
Perguntas frequentes sobre o fluxo de escória para fundições de alumínio
Q1: O que é o fluxo de escória e em que é que difere do fluxo de refinação?
O fluxo de escória é especificamente formulado para tratar a escória superficial - libertando o alumínio líquido retido de volta para o banho e convertendo a massa de óxido num pó seco e escumável. O fluxo de refinação é adicionado à massa fundida para remover impurezas dissolvidas, aglomerar inclusões finas e melhorar a limpeza geral da massa fundida. Os dois produtos têm funções sobrepostas mas distintas. Algumas formulações de fluxos combinados desempenham ambos os papéis em simultâneo, mas o fluxo de escória dedicado proporciona uma recuperação superior do metal da escória superficial em comparação com o fluxo de refinação de uso geral utilizado para este fim.
Q2: Qual a quantidade de metal que pode ser recuperada utilizando um fluxo de escorificação em comparação com a escumação sem fluxo?
Sem tratamento com fluxo, a escória de alumínio contém tipicamente 30% a 50% de metal recuperável por peso, que se perde quando a escória é desnatada e descartada. Com um fluxo de escória corretamente aplicado, a escória tratada contém apenas 8% a 15% de metal - o que representa uma recuperação de 15 a 35 kg de alumínio adicional por 100 kg de escória processada. Aos preços actuais do alumínio, isto representa $37 a $87 de valor metálico adicional por 100 kg de escória, contra um custo de fluxo de aproximadamente $1,50 a $5,00 para a mesma quantidade de escória.
P3: O fluxo de escória pode causar contaminação do alumínio ou afetar a química da liga?
O fluxo de escória bem formulado de fornecedores de renome não afecta de forma mensurável a química da liga de alumínio quando utilizado nas taxas de adição recomendadas. Os sais do fluxo permanecem na superfície da fusão e não se dissolvem no metal em quantidades significativas. O sódio do NaCl pode potencialmente aumentar o teor de sódio nalgumas ligas sensíveis, mas a taxas de adição típicas este efeito é negligenciável. Para ligas sensíveis ao sódio (ligas de fundição modificadas com estrôncio), estão disponíveis formulações de fundentes sem sódio.
Q4: Como é que sei se o fluxo de escória funcionou corretamente?
O indicador mais claro é a transformação visual da escória de húmida, brilhante e coesa para seca, pulverulenta e não coesa. As impurezas corretamente tratadas têm o aspeto e a consistência de areia ou cinzas secas e de grão fino. Não adere à ferramenta da escumadeira, não apresenta inclusões de metal líquido e não escorre ou goteja quando levantada. A comparação de peso também confirma o sucesso - a escória tratada tem um peso significativamente menor do que o mesmo volume de escória não tratada porque o metal retido foi drenado de volta para o banho.
Q5: Qual é a taxa de adição correta para o fluxo de escória?
As taxas de adição dependem do grau do fluxo e do volume e carácter da escória. O fluxo de escória padrão da AdTech é normalmente adicionado a 0,5 a 1,5 kg por cada 100 kg estimados de escória presente. Para camadas de escória muito oxidadas ou espessas, o limite superior deste intervalo é adequado. Para escórias frescas e húmidas com elevado teor de metal, a taxa de adição mais baixa é normalmente suficiente. A adição insuficiente é o erro de aplicação mais comum - em caso de dúvida, utilize o limite superior do intervalo recomendado e verifique os resultados através da avaliação do carácter da impureza.
Q6: O fluxo de escória funciona em ligas de magnésio?
O fluxo de escória de cloreto-fluoreto padrão é menos eficaz na escória de ligas de alto teor de magnésio (séries 5xxx e 7xxx) porque o MgO tem propriedades químicas diferentes do Al₂O₃ e responde de forma diferente à química do fluxo padrão. A AdTech oferece formulações especializadas de fluxo de escória de liga de magnésio com química de flúor modificada e adições de borato que proporcionam uma recuperação eficaz do metal da escória contendo Mg. Especifique sempre a série da liga ao solicitar recomendações de fluxo.
Q7: Como deve ser armazenado o fluxo de escória para manter a sua eficácia?
Armazenar o fluxo de escória nas suas embalagens originais seladas, num local fresco e seco, ao abrigo da humidade. A contaminação por humidade é o principal risco de degradação - o fluxo húmido hidrolisa parcialmente, gerando fumos corrosivos e reduzindo as concentrações de componentes activos. Não armazenar perto de fontes de água, tubos de vapor ou em locais exteriores onde possa ocorrer condensação. O fluxo que tenha sido exposto a humidade significativa deve ser seco a 80°C a 100°C antes de ser utilizado e inspeccionado para verificar se há aglomeração ou alterações de cor que indiquem degradação. O prazo de validade dos recipientes selados e corretamente armazenados é de 24 meses.
Q8: O fluxo de escória está regulamentado como um material perigoso?
O fluxo de escória contendo compostos de flúor é classificado como um material perigoso para transporte na maioria das jurisdições (classe de perigo 8 da ONU, corrosivo) devido ao seu potencial para gerar HF em contacto com a humidade. A escória tratada (bolo de sal) está classificada como resíduo perigoso em muitas regiões devido ao seu teor de cloreto e flúor e à sua reatividade com a água. Consulte a autoridade reguladora ambiental local e a FDS do produto para obter a classificação específica de transporte, as autorizações de utilização e os requisitos de eliminação de resíduos aplicáveis à sua localização.
Q9: Pode um produto de fluxo de escória funcionar para todas as ligas de alumínio?
Um fluxo de escória de grau padrão de alta qualidade lida adequadamente com a maioria das ligas de alumínio - incluindo as séries 1xxx, 2xxx, 3xxx, 4xxx e 6xxx. As excepções significativas são as ligas com elevado teor de magnésio (série 5xxx com >2% Mg) e as ligas de alumínio-lítio, que requerem formulações especiais. Para fundições que processam várias famílias de ligas, a manutenção de dois tipos de fluxo - padrão e específico para ligas de Mg - cobre praticamente todas as aplicações.
Q10: Como é que o fluxo de escória AdTech se compara ao fabrico de uma mistura de sal caseira?
Algumas fundições tentam reduzir os custos do fluxo misturando cloreto de sódio e cloreto de potássio a partir de fontes de sal industrial a granel. Embora isto proporcione uma redução básica da tensão superficial, as misturas caseiras não têm os componentes de flúor optimizados, a distribuição controlada do tamanho das partículas, os aditivos anti-fumos e a consistência dos lotes de produtos formulados para o efeito, como o fluxo de escória AdTech. Na nossa experiência, as misturas de cloreto caseiras atingem eficiências de recuperação de metal 20% a 35% inferiores aos produtos de fluxo comercial de qualidade, e a aparente poupança de custos é anulada por perdas de metal mais elevadas e resultados inconsistentes. O fluxo de escória formulado especificamente pela AdTech proporciona consistentemente um retorno positivo do investimento quando calculado numa base de recuperação total de metal.
Conclusão: Seleção e Utilização do Fluxo de Drossing para Maximizar a Recuperação de Metal
A economia do fluxo de escória é simples e convincente. Cada quilograma de alumínio recuperado da escória, em vez de se perder nela, tem um valor direto e imediato. O investimento em fluxos de escória de qualidade - particularmente a gama de formulações específicas para aplicações da AdTech - proporciona consistentemente um retorno do investimento de 10x a 30x quando calculado apenas em relação ao custo do fluxo.
Os princípios fundamentais da nossa análise técnica:
- Selecionar o fluxo por química da liga: qualidade standard para as séries 1xxx a 6xxx, qualidade especializada para ligas com elevado teor de magnésio e ligas especiais.
- Adequar o grau de fluxo à gravidade da escória: as impurezas pesadas e altamente oxidadas da fusão secundária requerem formulações de elevada reatividade.
- Nunca comprometer o processo de candidaturaA temperatura correta, o tempo de reação adequado e o trabalho mecânico cuidadoso são tão importantes como a formulação do fluxo.
- Medir os resultados quantitativamente: pesar as impurezas antes e depois do tratamento, testar periodicamente o teor de metal e acompanhar as taxas de recuperação como um KPI de produção.
- Contabilização do custo totalO custo do fluxo por quilograma é irrelevante - o número relevante é o valor líquido do metal recuperado por tonelada de alumínio processado.
Os produtos de fluxo de escória da AdTech, combinados com as disciplinas de aplicação descritas neste artigo, fornecem às fundições de alumínio um caminho sistemático, mensurável e economicamente justificado para reduzir significativamente uma das fontes mais persistentes de perda de metal da indústria.
