El mejor fundente de escoria para reducir la pérdida de metal en las fundiciones de aluminio es una mezcla de sales de cloruro-fluoruro específicamente formulada para reducir la tensión superficial de la escoria, separar el aluminio líquido atrapado de las matrices de óxido y convertir la escoria húmeda y pegajosa en una forma de polvo seco que se desespuma limpiamente sin arrastrar metal fuera del horno. En nuestra experiencia directa de trabajo con fundiciones secundarias de aluminio y operaciones de fundición, un fundente de escoria correctamente seleccionado y aplicado reduce sistemáticamente las pérdidas de metal en la escoria de la media del sector de 30% a 50% de contenido de aluminio a 8% a 15%, recuperando cientos de kilogramos de metal por tonelada de escoria procesada que, de otro modo, se perderían en vertederos o en el costoso reprocesamiento de la escoria. El impacto financiero es inmediato y cuantificable: una fundición que procese 10 toneladas de aluminio al día puede recuperar entre 15 y 30 kg adicionales de metal vendible por tonelada de escoria generada, simplemente pasando del espumado manual sin fundente al tratamiento sistemático con fundente de la escoria.
Si su proyecto requiere el uso de fundente para escoria de aluminio, puede Contacto para obtener un presupuesto gratuito.
¿Qué es la escoria de aluminio y por qué causa pérdidas de metal?
La escoria de aluminio es la mezcla heterogénea de óxido de aluminio (Al₂O₃), aluminio metálico y diversos contaminantes que se acumula en la superficie del aluminio fundido durante las operaciones de fusión, mantenimiento y transferencia. Se forma continuamente siempre que el aluminio líquido entra en contacto con el oxígeno de la atmósfera del horno, porque el aluminio se oxida fácilmente a temperaturas de procesamiento entre 660°C y 850°C.
La reacción de oxidación es aparentemente sencilla:
4Al + 3O₂ = 2Al₂O₃
Lo que hace que la escoria sea económicamente importante es que esta capa de óxido no flota limpiamente sobre la superficie del metal. En lugar de ello, forma una compleja matriz esponjosa que atrapa físicamente el aluminio líquido dentro de su estructura. Cuando los trabajadores de la fundición retiran esta escoria del horno sin tratamiento de fundente, no sólo eliminan el óxido, sino también una parte sustancial del baño de metal.

Por qué la escoria no tratada contiene tanto metal atrapado
La microestructura de la escoria de aluminio no tratada explica claramente el problema de la pérdida de metal. La red de óxido de Al₂O₃ forma filamentos y películas interconectados que crean fuerzas capilares que mantienen el aluminio líquido en su lugar. Las relaciones de viscosidad y tensión superficial entre la fase de óxido y el metal líquido impiden el drenaje natural: la gravedad por sí sola no puede superar estas fuerzas en el plazo de una operación de desnatado.
Además, el óxido de aluminio tiene un punto de fusión significativamente más alto (2072°C) que el aluminio líquido circundante, por lo que la matriz de óxido se solidifica mientras el metal de su interior permanece líquido. Esto crea una jaula rígida que retiene físicamente el metal incluso después de retirar la masa de escoria del horno.
Contenido de metal en los distintos tipos de escoria
| Tipo de escoria | Contenido típico de metal | Estado de formación | Prioridad de recuperación |
|---|---|---|---|
| Escoria blanca (primaria) | 40% a 80% aluminio | Hornos de mantenimiento de baja turbulencia | Alta |
| Escoria gris | 25% a 45% aluminio | Condiciones de oxidación moderada | Medio-Alto |
| Escoria negra | Aluminio de 5% a 20% | Alta temperatura, alta turbulencia | Medio |
| Escoria de torta de sal | 2% a 8% aluminio | Después del tratamiento con fundente | Bajo |
| Escoria fría (cráneo) | Aluminio 60% a 85% | Del metal de superficie solidificado | Muy alta |
¿Cómo funciona el fundente de escoria para recuperar el aluminio atrapado?
Flujo de escoria funciona mediante una combinación de mecanismos físicos y químicos que cambian fundamentalmente el comportamiento de la masa de escoria, permitiendo que el metal atrapado vuelva al baño en lugar de ser arrastrado durante el espumado.
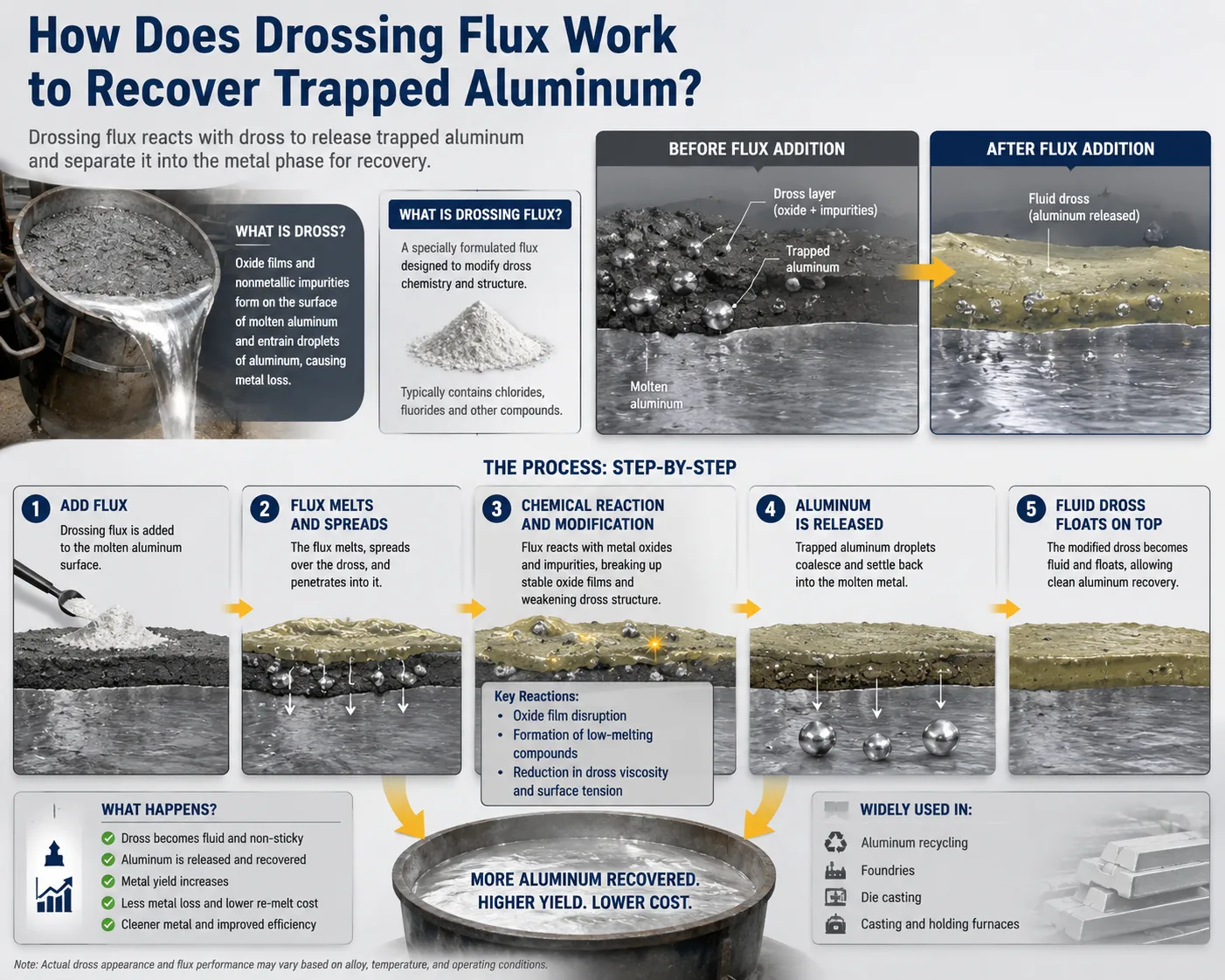
El mecanismo físico: Reducción de la tensión superficial
La acción principal de las sales de cloruro en el flujo de espumado es la reducción de la tensión superficial en la interfaz aluminio-óxido. En la escoria no tratada, la alta tensión superficial del aluminio líquido dentro de la matriz de óxido (aproximadamente 860 mN/m para el aluminio líquido puro a 700°C) crea fuerzas de retención capilar que superan la gravedad. Cuando el flujo de escoria se funde y penetra en la matriz de escoria, los iones de cloruro desplazan la capa de óxido en las superficies metálicas, reduciendo la tensión superficial efectiva a niveles en los que el aluminio líquido puede drenar libremente a través de la red de óxido de vuelta al baño del horno.
El mecanismo químico: Interrupción de la película de óxido
Los componentes fluorados de la formulación del fundente reaccionan químicamente con la matriz de óxido de aluminio, convirtiéndola parcialmente y alterando la estructura de red continua de óxido. Este ataque químico rompe el efecto de jaula rígida que retiene físicamente el metal líquido, creando vías de drenaje por las que escapa el metal.
Las reacciones relevantes incluyen:
3NaF + Al₂O₃ = 2AlF₃ + 3NaO (simplificado)
La formación de AlF₃ altera la estructura reticular del óxido, convirtiendo la red interconectada de Al₂O₃ en una masa más granular y no cohesiva que libera su contenido metálico atrapado.
El resultado físico: Escoria seca y pulverulenta
Tras un tratamiento correcto del fundente de escoria y un trabajo mecánico (rabbling), la masa de escoria pasa de su estado original húmedo, pegajoso y saturado de metal a un polvo seco y granular. Esta transformación es visualmente obvia y es el principal indicador de que el fundente ha funcionado correctamente. La escoria en polvo seco:
- Contiene sólo de 8% a 15% de aluminio (frente a 30% a 50% sin fundente).
- Se separa limpiamente de la superficie metálica sin arrastrar el metal subyacente.
- No se reincrusta en la masa fundida cuando se desnata.
- Tiene un volumen significativamente menor que la escoria húmeda no tratada.
- Es más fácil y seguro de manipular y eliminar.
¿Qué composiciones químicas forman el mejor fundente para escoria?
Las formulaciones de los decapantes varían considerablemente de un fabricante a otro, pero los productos más eficaces comparten un marco químico coherente basado en sistemas de cloruro alcalino y sal de flúor.
Componentes químicos básicos y sus funciones
Cloruro de sodio (NaCl)
Es el componente base más común en los fundentes para espumas. El NaCl se funde a 801°C pero forma mezclas eutécticas con otras sales que se funden a temperaturas muy inferiores a las de procesamiento del aluminio. Sus funciones incluyen la reducción de la tensión superficial en la interfaz aluminio-óxido y actuar como medio portador de fundente que penetra en la matriz de la escoria.
Cloruro de potasio (KCl)
Combinado con NaCl, el KCl forma una mezcla eutéctica que funde a aproximadamente 660°C -por debajo del punto de fusión del aluminio- asegurando que el fundente esté fundido y activo desde el momento en que entra en contacto con la superficie de fusión. El KCl contribuye a reducir la viscosidad del fundente, mejorando la penetración en la escoria.
Fluoruro de sodio (NaF) y fluoruro de potasio (KF)
Las adiciones de fluoruro proporcionan el ataque químico sobre el Al₂O₃ que rompe la matriz de óxido. La proporción de fluoruro y cloruro en una formulación de fundente de espumado determina el equilibrio entre la reactividad química y la reducción de la tensión superficial. Un mayor contenido de flúor aumenta el ataque químico del óxido, pero también incrementa el coste y los requisitos de manipulación medioambiental.
Criolita (Na₃AlF₆)
La criolita es un excelente componente fundente para el tratamiento de la escoria de aluminio porque es químicamente compatible con el aluminio, funde a una temperatura manejable y proporciona iones de fluoruro para atacar el óxido e iones de sodio para modificar la tensión superficial. Es especialmente eficaz en la disolución de películas de óxido persistentes.
Fluoruro de aluminio (AlF₃)
A veces se incluye directamente en formulaciones de fundentes para potenciar el efecto de fundente fluorado. El AlF₃ sublima por encima de 1238 °C, pero es activo en sistemas de fundente fundido a temperaturas de procesamiento del aluminio.
Marco de composición de AdTech Drossing Flux
Los fundentes AdTech están formulados dentro de los siguientes rangos de composición, optimizados para diferentes tipos de hornos, sistemas de aleación y temperaturas de procesado:
| Componente | Función | Gama típica (wt%) |
|---|---|---|
| NaCl | Reducción de la tensión superficial, portador | 30% a 55% |
| KCl | Formación de eutécticos, control de la viscosidad | 20% a 40% |
| NaF | Alteración de la matriz de óxido | 5% a 15% |
| KF | Mayor reactividad del flúor | 3% a 10% |
| Na₃AlF₆ (criolita) | Disolución de óxidos | 2% a 8% |
| AlF₃ | Aumento del flúor | 1% a 5% |
| Aditivos especiales | Antifumígenos, humectantes | 0% a 3% |
Cómo afecta la composición del flujo al rendimiento
La proporción NaCl:KCl controla el punto de fusión y la velocidad de penetración. Una relación 50:50 NaCl:KCl funde aproximadamente a 660°C. Si se aumenta el contenido de KCl, se reduce aún más el punto de fusión, lo que mejora la actividad del fundente en el extremo inferior de las temperaturas de procesamiento del aluminio.
La relación cloruro:fluoruro controla el equilibrio entre los mecanismos físicos (tensión superficial) y químicos (ataque del óxido). Las aplicaciones estándar de espumado utilizan contenidos de fluoruro de 8% a 15% en total. Para la escoria altamente oxidada procedente de operaciones a alta temperatura o alta turbulencia, las formulaciones con mayor contenido en flúor (15% a 25%) proporcionan una mejor recuperación del metal.
¿Cuáles son los distintos tipos de decapantes y cuál se adapta mejor a cada aplicación?
No todas las situaciones de escoria son equivalentes. El tipo de horno, la química de la aleación, el carácter de la escoria y las limitaciones operativas influyen en la formulación del fundente que ofrece la mejor recuperación de metal a un coste aceptable.
Flujo de escoria Clasificación por aplicaciones
Flujo de escoria estándar
Formulado para el tratamiento rutinario de la escoria en hornos de mantenimiento, hornos de fusión y cucharas de transporte donde se forma escoria en condiciones de oxidación relativamente suaves. Los grados estándar contienen fluoruros totales de 8% a 15% y son adecuados para la mayoría de las series de aleaciones de aluminio.
- Tasa de adición: De 0,5 a 1,5 kg por cada 100 kg de escoria estimada.
- Rango de temperatura efectiva: 680°C a 780°C.
- Más adecuado para: Aleaciones de las series 1xxx, 3xxx, 4xxx y 6xxx.
Flujo de escoria de alta reactividad
Formulaciones con mayor contenido en fluoruros (15% a 25% de fluoruros totales) diseñadas para escorias muy oxidadas y de gran volumen procedentes de operaciones de fundición a alta temperatura, hornos rotatorios que procesan chatarra contaminada o fundiciones con una importante acumulación de escoria.
- Tasa de adición: De 1,0 a 2,5 kg por 100 kg de escoria.
- Rango de temperatura efectiva: 700°C a 850°C.
- Más adecuado para: fundición secundaria, cargas de fusión con mucha chatarra.
Flujo de escoria de bajo contenido en flúor
Las normativas medioambientales de algunas jurisdicciones limitan las emisiones de flúor de las fundiciones de aluminio. Las fórmulas de flujo de escoria con bajo contenido en flúor consiguen una recuperación adecuada del metal mediante una química optimizada del cloruro con adiciones mínimas de flúor (por debajo de 5% en total).
- Recuperación de metales: ligeramente inferior a la de las calidades estándar (normalmente de 75% a 85% de rendimiento de la calidad estándar).
- Tasa de adición: 1,0 a 2,0 kg por 100 kg de escoria.
- Más adecuado para: operaciones con límites estrictos de emisión de flúor.
Fundente para escoria de aleaciones de magnesio
Las aleaciones de aluminio-magnesio (serie 5xxx) y las aleaciones de aluminio-magnesio-zinc (serie 7xxx) producen escoria con mayor contenido de óxido de magnesio (MgO). Los fundentes estándar de cloruro-flúor son menos eficaces en MgO que en Al₂O₃. Las formulaciones especializadas con mayor actividad de fluoruro y adiciones de borato proporcionan una mejor recuperación de metal de la escoria con MgO.
- Tasa de adición: De 1,5 a 3,0 kg por 100 kg de escoria.
- Consideraciones especiales: el hexafluoruro de azufre (SF₆) o gases de cobertura alternativos pueden utilizarse por separado para la protección de la superficie de fusión.
Flujo de escoria exotérmica
Las reacciones de tipo termita incorporadas a la composición del fundente generan calor adicional dentro de la masa de escoria, mejorando la fusión del fundente y la penetración en capas de escoria frías o gruesas sin necesidad de aporte adicional de energía al horno. Se utiliza en situaciones en las que la escoria se ha enfriado parcialmente o cuando las limitaciones de acceso al horno impiden un trabajo mecánico adecuado.
Tabla de selección de productos AdTech Drossing Flux
| Calidad del producto | Contenido en flúor | Tasa de recuperación de metales | Aplicación | Tasa de adición |
|---|---|---|---|---|
| Grado estándar | 10% a 15% | 85% a 92% | Uso general en fundición | De 0,5 a 1,5 kg/100kg de escoria |
| Grado de alta reactividad | 18% a 25% | 88% a 95% | Fundición secundaria, escoria pesada | De 1,0 a 2,5 kg/100kg de escoria |
| Grado bajo en flúor | 3% a 5% | 75% a 85% | Entornos regulados | De 1,0 a 2,0 kg/100kg de escoria |
| Aleación de Mg | 15% a 20% + borato | 82% a 90% | Aleaciones 5xxx, 7xxx | De 1,5 a 3,0 kg/100kg de escoria |
| Grado exotérmico | 12% a 18% | 85% a 93% | Escoria fría/gruesa, tratamiento en cuchara | De 1,0 a 2,0 kg/100kg de escoria |
¿Cómo se aplica el decapante y cuáles son las mejores prácticas?
Una técnica de aplicación correcta es al menos tan importante como la formulación del fundente para determinar los resultados de recuperación del metal. Incluso el mejor fundente de espumado ofrece un rendimiento deficiente si se aplica incorrectamente, a una velocidad de adición incorrecta o sin un trabajo mecánico adecuado.
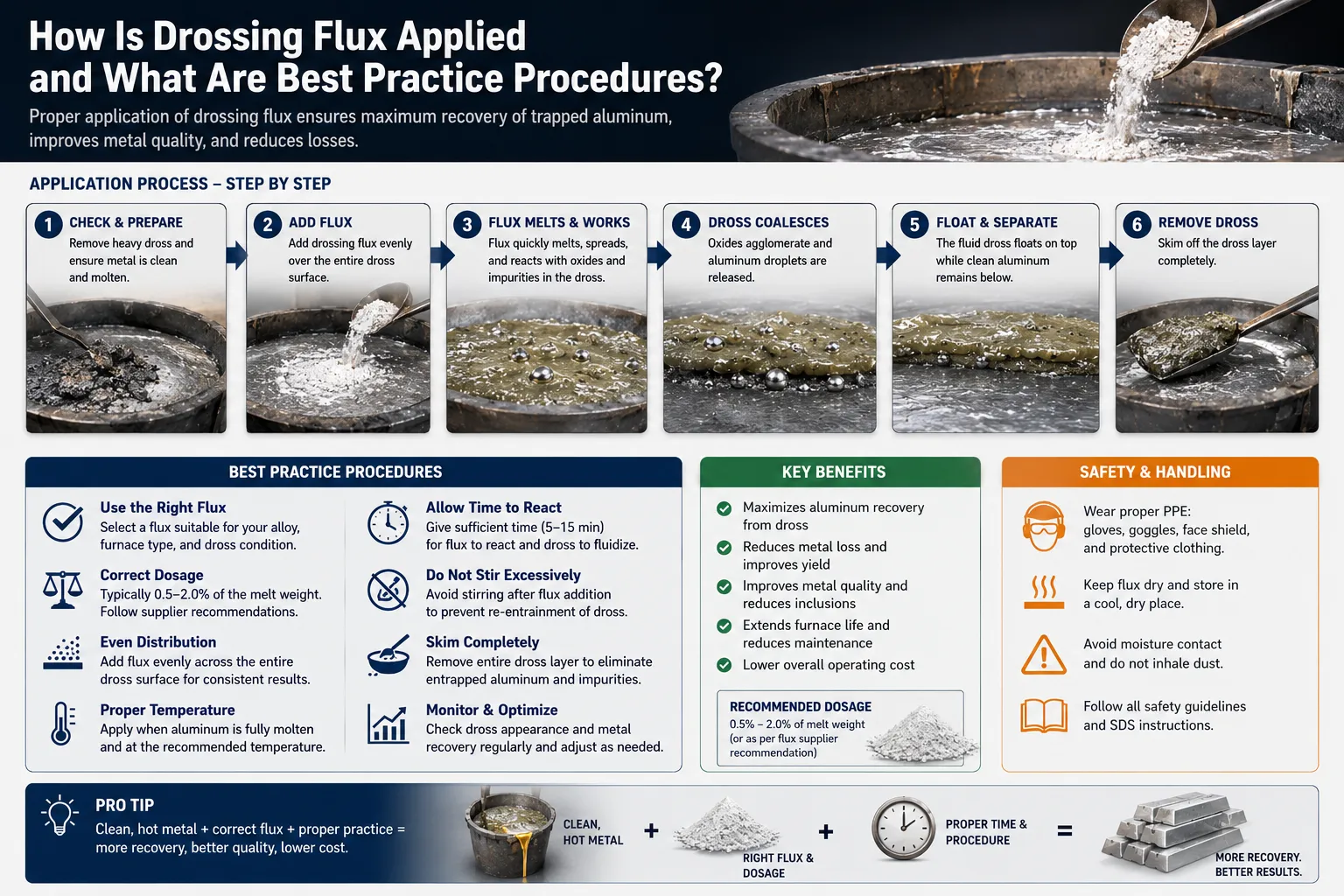
Procedimiento paso a paso de aplicación del fundente de escoria
Paso 1: Evaluar el volumen y el carácter de la escoria
Antes de añadir fundente, evalúe visualmente la capa de escoria. Calcule su profundidad y superficie. Distinga entre la escoria húmeda y brillante (alto contenido de metal, alto potencial de recuperación) y la escoria gris-negra de aspecto seco (menor contenido de metal, diferentes requisitos de fundente). Esta evaluación determina la tasa correcta de adición de fundente.
Paso 2: Llevar la escoria a la temperatura de trabajo
El fundente es más eficaz a temperaturas de fusión entre 720°C y 760°C para aleaciones de aluminio estándar. Si el horno está a una temperatura inferior, lleve la masa fundida a la temperatura de trabajo antes de añadir el fundente. El fundente añadido a la masa fundida enfriada o a capas gruesas de escoria fría es significativamente menos eficaz.
Paso 3: Aplique el fundente de escoria uniformemente
Extienda el fundente para escoria uniformemente por toda la superficie de la escoria utilizando una pala limpia y seca o un aplicador mecánico. Evite concentrar el fundente en un área - la aplicación desigual deja zonas de escoria sin tratar que continúan atrapando metal. La tasa de aplicación típica para el fundente de escoria AdTech de grado estándar es de 0,5 a 1,5 kg por cada 100 kg estimados de escoria presente.
Paso 4: Permitir la penetración y el tiempo de reacción
Tras la aplicación del fundente, espere de 2 a 5 minutos para que el fundente se funda, penetre en la matriz de escoria y comience el proceso de reducción de la tensión superficial. No espumar inmediatamente después de la adición de fundente - la reacción es incompleta y la recuperación de metal será sustancialmente menor.
Paso 5: Trabajar la escoria (Rabbling)
Con una espumadera limpia y precalentada, trabaje la escoria con movimientos circulares o de vaivén sobre la superficie del horno. Esta acción mecánica:
- Rompe las grandes aglomeraciones de escoria, exponiendo las superficies de óxido fresco a la acción del fundente.
- Favorece la penetración del fundente en el interior de la escoria.
- Acelera el drenaje del metal de vuelta al baño.
- Convierte la escoria de consistencia húmeda a seca.
Trabaje la escoria de 3 a 8 minutos hasta que se haya completado la transformación a la consistencia de polvo seco. La escoria está lista para espumar cuando ya no muestra superficies metálicas húmedas y brillantes.
Paso 6: Desespumar la escoria tratada
Con una espumadera perforada o una espumadera plana limpia, retire la escoria seca tratada de la superficie del horno. Trabaje sistemáticamente de un lado a otro. Evite presionar la espumadera contra la superficie de metal líquido, ya que las partículas de escoria vuelven a introducirse y perturban la superficie de metal limpio.
Paso 7: Tratamiento posterior a la depilación
Después del espumado, aplique una fina capa de fundente de recubrimiento AdTech a la superficie metálica limpia para protegerla de la reoxidación y la absorción de hidrógeno durante el mantenimiento posterior.
Errores críticos de aplicación que reducen la recuperación de metales
| Error | Efecto | Corrección |
|---|---|---|
| Añadir demasiado poco fundente | Conversión incompleta de la escoria, alto contenido de metal en la escoria desnatada | Siga las recomendaciones del fabricante sobre la tasa de adición |
| Adición de fundente a la escoria fría | El fundente no se funde ni penetra, no reacciona | Llevar el horno a 720°C+ antes de añadir el fundente |
| Desnatado inmediatamente después de la adición de fundente | Reacción incompleta, metal no drenado | Esperar un mínimo de 5 minutos tras la aplicación del fundente |
| Rabia inadecuada | Flujo no distribuido a través de la masa de escoria | Trabajar la escoria mecánicamente durante 5 a 8 minutos |
| Utilización de fundentes húmedos o contaminados | Introducción de hidrógeno, actividad reducida | Almacenar el fundente en recipientes cerrados, precalentar en caso de duda |
| Presionar la espumadera en la masa fundida | Reentrada de escoria, oxidación superficial | Mantenga el skimmer sólo a nivel de la superficie |
¿Cómo se calcula la recuperación de metal y el ahorro de costes gracias al flujo de escoria?
Cuantificar el beneficio económico del flujo de escoria es sencillo cuando se aplica la metodología de medición correcta. Este cálculo es lo que justifica la decisión de compra ante los directores de fundición y los responsables financieros.
Método de cálculo de la recuperación de metales
Sin flujo de escoria (línea de base):
Escoria retirada por turno: 500 kg
Contenido medio de metal en la escoria no tratada: 35%
Metal perdido en la escoria: 500 × 0.35 = 175 kg por turno
Valor del aluminio perdido (a $2,50/kg): 175 × $2,50 = $437,50 por turno
Con AdTech Drossing Flux:
Escoria eliminada por turno: 400 kg (volumen reducido debido a la recuperación de metal)
Contenido medio de metal en la escoria tratada: 12%
Metal restante en la escoria: 400 × 0.12 = 48 kg por turno
Metal recuperado de nuevo al baño: 175 - 48 = 127 kg por turno
Valor del aluminio recuperado: 127 × $2.50 = $317,50 por turno
Coste del flujo:
Adición de flujo a 1 kg por 100 kg de escoria: 500 × 0,01 = 5 kg de fundente por turno
Coste del fundente a $3,50/kg: 5 × $3,50 = $17,50 por turno
Beneficio neto por turno:
Metal recuperado: $317.50
Coste del flujo: ($17.50)
Ganancia neta: $300,00 por turno
Para una fundición que trabaja dos turnos al día, 250 días al año: $150.000 beneficio anual por horno de la aplicación del flujo de escoria.
Reducción de costes de eliminación de escoria
El tratamiento de la escoria con fundente reduce no sólo la pérdida de metal, sino también el volumen de escoria y los costes de eliminación:
| Métrica | Sin flujo | Con AdTech Flux | Mejora |
|---|---|---|---|
| Volumen de escoria por tonelada de Al transformada | De 60 a 120 kg | 30 a 60 kg | Reducción de 40% a 50% |
| Contenido de metal en la escoria | 30% a 50% | 8% a 15% | Reducción de 65% a 75% |
| Coste de eliminación por tonelada de escoria | $80 a $150 | $80 a $150 | Misma tarifa, menor volumen |
| Reducción anual de los costes de eliminación | Línea de base | 40% a 50% inferior | Ahorro significativo |
| Repercusión en los ingresos del reprocesamiento de escoria | Bajo contenido en metales, menor valor | Mayor contenido de metal recuperado in situ | Mejor economía |
¿Cuáles son los principales parámetros de rendimiento para comparar productos de flujo de escoria?
A la hora de evaluar los productos de escoria de la competencia, los ingenieros de compras y los metalúrgicos de fundición necesitan criterios de rendimiento objetivos que puedan medirse y compararse en condiciones controladas.
Indicadores cuantitativos de resultados
Eficiencia de recuperación de metales (ERM)
La métrica individual más importante. Medido como:
MRE (%) = [(Metal en la escoria no tratada - Metal en la escoria tratada) / Metal en la escoria no tratada] × 100% × 100%
El fundente de escoria de alta calidad alcanza valores MRE de 70% a 85%. Los productos de primera calidad superan los 85%. Los productos por debajo de 60% MRE ofrecen una ventaja económica mínima sobre el tratamiento sin fundente.
Calidad de conversión de la escoria
Se evalúa visualmente y por comparación de peso. La escoria correctamente tratada debe:
- Transformar en polvo seco, granulado, no cohesivo.
- No muestran superficies metálicas húmedas ni inclusiones líquidas brillantes.
- Tienen un volumen reducido en comparación con la masa de escoria del pretratamiento.
- Desespumado limpio sin adherencias en la espumadera.
Flujo Actividad Temperatura
El intervalo de temperatura en el que el fundente está fundido y es químicamente activo. Los rangos de actividad más amplios proporcionan una mayor flexibilidad operativa. Un fundente de escoria de calidad debe ser activo entre 660 °C y 820 °C.
Características
Todos los fundentes de cloruro-flúor generan algo de humo durante su aplicación. Los productos con aditivos antihumo reducen el humo visible, mejorando la comodidad del operario y la calidad del aire en el lugar de trabajo. No se trata sólo de un problema de salud: la formación excesiva de humo indica una rápida pérdida por evaporación de los componentes activos, lo que reduce la eficacia del tratamiento.
Rendimiento de AdTech Drossing Flux frente a productos genéricos
| Parámetro de rendimiento | AdTech Flujo de escoria | Flujo genérico de cloruro | Mejora |
|---|---|---|---|
| Eficacia de recuperación de metales | 82% a 92% | 55% a 72% | 15% a 30% superior |
| Calidad de conversión de la escoria | Polvo seco, descremado limpio | Conversión parcial, manchas de humedad | Significativamente mejor |
| Tasa de adición requerida | De 0,5 a 1,5 kg/100kg de escoria | De 1,5 a 3,0 kg/100kg de escoria | 50% a 60% se necesita menos fundente |
| Temperatura de actividad | 660°C a 830°C | 700°C a 800°C | Ventana operativa más amplia |
| Nivel de humo | Bajo (aditivos antihumos) | Moderado a alto | Mejores condiciones de trabajo |
| Consistencia de los lotes | Certificado por el CdA | Variable | Resultados más fiables |
¿Qué consideraciones medioambientales y de seguridad hay que tener en cuenta para el flujo de escoria?
Emisiones de fluoruros y cumplimiento de la normativa
El flujo de escoria que contiene fluoruro genera vapores de fluoruro de hidrógeno (HF) cuando entra en contacto con la humedad o a altas temperaturas. El HF es un gas corrosivo y tóxico sujeto a límites de exposición ocupacional en las principales jurisdicciones industriales:
- OSHA PEL (EE.UU.): 3 ppm (TWA, 8 horas)
- ACGIH TLV: 0,5 ppm (techo)
- EU OEL: 1 ppm (TWA, 8 horas)
Las fundiciones que utilicen fundentes fluorados deberán aplicar:
- Ventilación de escape local en los puntos de carga de los hornos.
- Protección respiratoria (aire suministrado o máscaras con filtro adecuadas) para los operarios.
- Control del aire ambiente para HF donde el uso de fundentes es significativo.
- Permisos de emisión cuando sean aplicables en virtud de la normativa medioambiental local.
Eliminación y clasificación de la escoria
La escoria de aluminio tratada (torta de sal) está clasificada como residuo peligroso en muchas jurisdicciones debido a su contenido en cloruros y fluoruros y a su reactividad con el agua (generando gases de amoníaco e hidrógeno a partir de reacciones de nitruro e hidruro):
- UE: Catalogado como residuo peligroso código 10 03 08 (escorias salinas de la producción secundaria).
- EEUU: La clasificación RCRA varía según el estado - muchos estados clasifican la torta de sal como peligrosa.
- Opciones de eliminación: vertedero autorizado de residuos peligrosos, instalación de reprocesamiento de escoria, planta de reciclaje de sal.
Equipos de protección individual para la manipulación de fundentes
| Peligro | EPI requerido |
|---|---|
| Inhalación de humos de HF | Respirador de media cara con cartucho de gas ácido |
| Inhalación de polvo fundente durante la adición | Máscara antipolvo P2/P3 |
| Salpicaduras de fundente fundido | Pantalla facial completa, guantes resistentes al calor, delantal de fundición de aluminio |
| Contacto de la piel con el fundente | Guantes de nitrilo o neopreno durante la manipulación |
| Protección ocular | Gafas de seguridad (no sólo gafas) durante la adición |
Requisitos de almacenamiento de flujo
- Conservar en su envase original cerrado y en lugar fresco y seco.
- Temperatura máxima de almacenamiento: 35°C.
- Mantener alejado de la humedad - el fundente húmedo genera HF en contacto con superficies a alta temperatura.
- Caducidad: 24 meses a partir de la fecha de fabricación en envases cerrados.
- No almacenar cerca de ácidos, oxidantes o metales reactivos.
¿Cómo afecta el tipo de horno a la selección y aplicación del fundente de escoria?
Los distintos tipos de horno generan escorias con características diferentes, que requieren una selección de fundentes y unos planteamientos de aplicación adaptados.
Tratamiento de la escoria por tipo de horno
Hornos de reverbero (fusión a gran escala)
Los hornos de reverbero mantienen grandes volúmenes de aluminio a temperaturas relativamente altas con una amplia exposición de la superficie fundida. Las tasas de formación de escoria son elevadas. El tratamiento sistemático de flujo programado (cada 2 o 4 horas o por umbral de profundidad de escoria definido) es más eficaz que el tratamiento reactivo.
- Cantidad típica de escoria por tratamiento: De 100 a 500 kg.
- Grado de fundente recomendado: estándar o de alta reactividad en función de la calidad de la chatarra.
- Método de aplicación: esparcimiento manual con pala o distribuidor mecánico.
Hornos de crisol (pequeñas fundiciones)
Volúmenes de metal más pequeños con menor generación absoluta de escoria. El fundente se añade por calentamiento o cada varios calentamientos en función de la tasa de acumulación de escoria.
- Cantidad típica de escoria por tratamiento: De 5 a 50 kg.
- Grado de fundente recomendado: grado estándar.
- Método de aplicación: esparcimiento manual con pala pequeña.
Hornos rotativos (fundición secundaria)
Los hornos rotativos procesan chatarra muy contaminada y generan grandes volúmenes de escoria muy oxidada. La acción de volteo del horno permite trabajar mecánicamente la mezcla de escoria y fundente, lo que hace que los hornos rotatorios sean especialmente eficaces para extraer metal con tratamiento de fundente.
- Cantidad típica de escoria por colada: de 200 a 2000 kg.
- Grado de fundente recomendado: grado de alta reactividad, añadido al principio y a la mitad del ciclo de fusión.
- Método de adición: cargado con chatarra o inyectado a través de tuyere.
Hornos de mantenimiento (operaciones de transferencia y colada)
Los hornos de mantenimiento mantienen la temperatura de la masa fundida entre la fusión y la colada. La formación de escoria es más lenta que en los hornos de fusión, pero sigue siendo significativa. El tratamiento regular con fundente mantiene la limpieza de la masa fundida y protege contra la oxidación de la superficie.
- Cantidad típica de escoria por tratamiento: de 20 a 100 kg.
- Grado de fundente recomendado: grado estándar o combinado con fundente de recubrimiento.
- Frecuencia de tratamiento: cada 4 a 8 horas o por inspección visual.
| Tipo de horno | Volumen de escoria | Contenido metálico | Grado de flujo | Frecuencia del tratamiento |
|---|---|---|---|---|
| Fundición reverberante | Alta | 25% a 45% | Estándar/Alta reactividad | Cada 2 a 4 horas |
| Crisol (de gas) | Bajo | 30% a 50% | Estándar | Cada calor |
| Rotativo (secundario) | Muy alta | 15% a 35% | Alta reactividad | Por ciclo de fusión |
| Fusión por inducción | Bajo-Medio | 20% a 40% | Estándar | Cada 1 ó 2 horas |
| Horno de mantenimiento | Bajo | 30% a 50% | Estándar/Cubierta | Cada 4 a 8 horas |
| Torre de fusión | Medio | 20% a 35% | Estándar | Por ciclo de producción |
¿Qué factores deben evaluar los ingenieros de compras a la hora de abastecerse de escoria fundente?
Adquirir fundente para escoria basándose únicamente en el precio es un error común y costoso. La métrica relevante es el coste por kilogramo de aluminio recuperado, no el coste por kilogramo de fundente comprado.
Criterios de evaluación de la contratación
Documentación técnica de rendimiento
Cualquier proveedor serio de fundentes para escoria debería suministrarlos:
- Certificado de análisis (CoA) para cada lote que confirme la composición química.
- Datos documentados sobre la eficacia de la recuperación de metales procedentes de ensayos controlados.
- Ficha técnica con las tasas de adición y los procedimientos recomendados.
- Ficha de datos de seguridad (FDS) conforme a las normas GHS/REACH.
Consistencia de los lotes
Los productos fundentes a base de sal son susceptibles de variación de composición entre lotes de producción, especialmente en lo que se refiere al contenido de flúor. Los productos inconsistentes producen resultados de recuperación de metal impredecibles. Solicite datos comparativos de CoA entre lotes a los posibles proveedores.
Fiabilidad del suministro
El fundente para escoria es un consumible de producción: las interrupciones en el suministro afectan directamente a la recuperación del metal y a los costes de producción. Evalúe la capacidad de producción, los plazos de entrega y la capacidad de gestión de existencias del proveedor antes de comprometerse a largo plazo.
Asistencia técnica
El mejor producto fundente sólo es tan eficaz como el procedimiento de aplicación utilizado. Los proveedores que proporcionan formación sobre la aplicación, asistencia para la resolución de problemas y control del rendimiento ofrecen sistemáticamente mejores resultados en el mundo real que los proveedores que se limitan a enviar el producto.
Análisis del coste total
Calcular el coste total por tonelada de aluminio procesado, incluyendo:
| Componente de coste | Base de cálculo |
|---|---|
| Coste del material fundente | Tasa de adición × precio del fundente por kg |
| Mano de obra para la aplicación | Minutos por tratamiento × tarifa laboral |
| Costes de EPI y seguridad | Prorrateado por tratamiento |
| Coste de eliminación de la escoria tratada | Factor de reducción de volumen × tasa de eliminación |
| Valor del metal recuperado | Eficacia de recuperación × precio del metal |
| Coste (o beneficio) neto | Suma de todo lo anterior |
Preguntas frecuentes sobre el flujo de escoria para fundiciones de aluminio
P1: ¿Qué es el fundente de espumado y en qué se diferencia del fundente de refinado?
El fundente de escoria está específicamente formulado para tratar la escoria superficial, liberando el aluminio líquido atrapado en el baño y convirtiendo la masa de óxido en un polvo seco y espumable. El fundente de refino se añade a la masa fundida para eliminar las impurezas disueltas, aglomerar las inclusiones finas y mejorar la limpieza general de la masa fundida. Los dos productos tienen funciones superpuestas pero distintas. Algunas formulaciones de fundentes combinados desempeñan ambas funciones simultáneamente, pero el fundente de escoria específico proporciona una recuperación superior del metal de la escoria superficial en comparación con el fundente de refinado de uso general utilizado para este fin.
P2: ¿Qué cantidad de metal puede recuperarse utilizando fundente de espumado en comparación con el espumado sin fundente?
Sin tratamiento con fundente, la escoria de aluminio suele contener de 30% a 50% de metal recuperable en peso, que se pierde cuando la escoria se desespuma y se desecha. Con un fundente para escoria aplicado correctamente, la escoria tratada contiene sólo 8% a 15% de metal, lo que representa una recuperación de 15 a 35 kg de aluminio adicional por cada 100 kg de escoria procesada. A los precios actuales del aluminio, esto representa entre $37 y $87 de valor metálico adicional por cada 100 kg de escoria, frente a un coste de fundente de aproximadamente $1,50 a $5,00 por la misma cantidad de escoria.
P3: ¿Puede el fundente de espumado contaminar el aluminio o afectar a la química de la aleación?
Un fundente de escoria bien formulado y procedente de proveedores acreditados no afecta de forma apreciable a la química de las aleaciones de aluminio cuando se utiliza en las proporciones de adición recomendadas. Las sales del fundente permanecen en la superficie fundida y no se disuelven en el metal en cantidades significativas. El sodio del NaCl puede aumentar potencialmente el contenido de sodio en algunas aleaciones sensibles, pero a las tasas de adición típicas este efecto es insignificante. Para las aleaciones sensibles al sodio (aleaciones de fundición modificadas con estroncio), existen formulaciones de fundente sin sodio.
P4: ¿Cómo sé si el fundente de espumado ha funcionado correctamente?
El indicador más claro es la transformación visual de la escoria de húmeda, brillante y cohesiva a seca, pulverulenta y no cohesiva. La escoria tratada correctamente tiene el aspecto y la consistencia de arena o ceniza seca de grano fino. No se pega a la espumadera, no presenta inclusiones de metal líquido y no fluye ni gotea al levantarla. La comparación del peso también confirma el éxito: la escoria tratada tiene un peso significativamente menor que el mismo volumen de escoria sin tratar porque el metal atrapado se ha drenado de nuevo al baño.
P5: ¿Cuál es la tasa de adición correcta para el flujo de escoria?
Las tasas de adición dependen del grado del fundente y del volumen y carácter de la escoria. El fundente estándar AdTech se añade normalmente a razón de 0,5 a 1,5 kg por cada 100 kg estimados de escoria presente. Para capas de escoria muy oxidadas o gruesas, es apropiado el extremo superior de este rango. Para la escoria fresca y húmeda con un alto contenido de metal, la tasa de adición más baja suele ser suficiente. La adición insuficiente es el error de aplicación más común: en caso de duda, utilice el extremo superior del intervalo recomendado y verifique los resultados mediante una evaluación de las características de la escoria.
P6: ¿Funciona el fundente de espumado en las aleaciones de magnesio?
El fundente estándar de cloruro-flúor es menos eficaz en la escoria de aleaciones de alto magnesio (series 5xxx y 7xxx) porque el MgO tiene diferentes propiedades químicas que el Al₂O₃ y responde de manera diferente a la química del fundente estándar. AdTech ofrece formulaciones especializadas de fundentes para escoria de aleaciones de magnesio con química de fluoruro modificada y adiciones de borato que proporcionan una recuperación eficaz del metal de la escoria que contiene Mg. Especifique siempre la serie de aleación cuando solicite recomendaciones de fundentes.
P7: ¿Cómo debe almacenarse el decapante para mantener su eficacia?
Almacene el fundente para escoria en sus envases originales sellados, en un lugar fresco y seco, alejado de la humedad. La contaminación por humedad es el principal riesgo de degradación: el fundente húmedo se hidroliza parcialmente, generando humos corrosivos y reduciendo las concentraciones de componentes activos. No almacene cerca de fuentes de agua, tuberías de vapor o en lugares al aire libre donde pueda producirse condensación. El fundente que haya estado expuesto a una humedad significativa debe secarse a 80°C a 100°C antes de su uso e inspeccionarse en busca de apelmazamiento o cambios de color que indiquen degradación. La vida útil de los envases sellados y almacenados correctamente es de 24 meses.
P8: ¿Está regulado el flujo de escoria como material peligroso?
El flujo de escoria que contiene compuestos de fluoruro está clasificado como material peligroso para el transporte en la mayoría de las jurisdicciones (clase de peligro 8 de la ONU, corrosivo) debido a su potencial para generar HF en contacto con la humedad. La escoria tratada (torta de sal) está clasificada como residuo peligroso en muchas regiones debido a su contenido en cloruros y fluoruros y a su reactividad con el agua. Consulte a la autoridad reguladora medioambiental local y la SDS del producto para conocer la clasificación de transporte específica, los permisos de uso y los requisitos de eliminación de residuos aplicables a su ubicación.
P9: ¿Puede un producto de fundente de espumado funcionar para todas las aleaciones de aluminio?
Un fundente de escoria de grado estándar de alta calidad maneja adecuadamente la mayoría de las aleaciones de aluminio, incluidas las series 1xxx, 2xxx, 3xxx, 4xxx y 6xxx. Las excepciones significativas son las aleaciones con alto contenido en magnesio (serie 5xxx con >2% Mg) y las aleaciones de aluminio-litio, que requieren formulaciones especiales. Para las fundiciones que procesan múltiples familias de aleaciones, el mantenimiento de dos grados de fundente -estándar y específico para aleaciones de Mg- cubre prácticamente todas las aplicaciones.
P10: ¿En qué se diferencia el decapante AdTech de hacer una mezcla salina casera?
Algunas fundiciones intentan reducir los costes de fundente mezclando cloruro sódico y cloruro potásico procedentes de fuentes de sal industrial a granel. Aunque esto proporciona una reducción básica de la tensión superficial, las mezclas caseras carecen de los componentes de fluoruro optimizados, la distribución controlada del tamaño de las partículas, los aditivos antifumígenos y la consistencia de los lotes de los productos formulados específicamente, como el fundente para escoria AdTech. Según nuestra experiencia, las mezclas caseras de cloruros alcanzan eficiencias de recuperación de metal de 20% a 35% inferiores a las de los productos comerciales de fundente de calidad, y el aparente ahorro de costes se ve anulado por las mayores pérdidas de metal y los resultados inconsistentes. El fundente para escoria de AdTech, formulado específicamente para este fin, proporciona sistemáticamente un retorno positivo de la inversión cuando se calcula sobre la base de la recuperación total de metal.
Conclusiones: Selección y uso del flujo de escoria para maximizar la recuperación de metal
La economía del flujo de escoria es directa y convincente. Cada kilogramo de aluminio recuperado de la escoria, en lugar de perderse en ella, tiene un valor directo e inmediato. La inversión en decapante de calidad, especialmente la gama de formulaciones específicas para aplicaciones de AdTech, ofrece sistemáticamente un retorno de la inversión de entre 10 y 30 veces cuando se calcula sólo en relación con el coste del decapante.
Los principios clave de nuestro análisis técnico:
- Seleccione el fundente por la química de la aleaciónCalidad estándar para las series 1xxx a 6xxx, calidad especializada para aleaciones con alto contenido en Mg y aleaciones especiales.
- Adaptar el grado de fundente a la severidad de la escoriaescoria pesada y muy oxidada procedente de la fundición secundaria requiere fórmulas de alta reactividad.
- No comprometa nunca el procedimiento de solicitudLa temperatura correcta, el tiempo de reacción adecuado y un trabajo mecánico minucioso son tan importantes como la formulación del fundente.
- Medir los resultados cuantitativamentepesan la escoria antes y después del tratamiento, comprueban periódicamente el contenido metálico y realizan un seguimiento de los índices de recuperación como KPI de producción.
- Contabilizar el coste totalEl coste del fundente por kilogramo es irrelevante; la cifra relevante es el valor neto del metal recuperado por tonelada de aluminio procesado.
Los productos de AdTech, combinados con las disciplinas de aplicación descritas en este artículo, proporcionan a las fundiciones de aluminio una vía sistemática, medible y económicamente justificada para reducir significativamente una de las fuentes de pérdida de metal más persistentes de la industria.
