Das beste Krätzemittel zur Verringerung von Metallverlusten in Aluminiumgießereien ist eine Chlorid-Fluorid-Salzmischung, die speziell entwickelt wurde, um die Oberflächenspannung der Krätze zu verringern, eingeschlossenes flüssiges Aluminium von der Oxidmatrix zu trennen und feuchte, klebrige Krätze in eine trockene, pulverförmige Form umzuwandeln, die sauber abfließt, ohne Metall aus dem Ofen zu tragen. Unsere direkte Erfahrung in der Zusammenarbeit mit Aluminium-Sekundärhütten und -Gießereien hat gezeigt, dass ein richtig ausgewähltes und korrekt angewendetes Krätze-Flussmittel die Metallverluste in der Krätze konsequent von einem durchschnittlichen Aluminiumgehalt von 30% bis 50% auf 8% bis 15% reduziert. Die finanziellen Auswirkungen sind unmittelbar und messbar: Eine Gießerei, die täglich 10 Tonnen Aluminium verarbeitet, kann zusätzlich 15 bis 30 kg verkaufsfähiges Metall pro Tonne erzeugter Krätze zurückgewinnen, indem sie einfach vom manuellen Abschöpfen ohne Flussmittel auf eine systematische Behandlung der Krätze mit Flussmittel umstellt.
Wenn Ihr Projekt die Verwendung von Aluminium-Abkrätzungs-Flussmittel erfordert, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
Was ist Aluminiumkrätze und warum führt sie zu Metallverlusten?
Aluminiumkrätze ist ein heterogenes Gemisch aus Aluminiumoxid (Al₂O₃), Aluminiummetall und verschiedenen Verunreinigungen, das sich beim Schmelzen, Warmhalten und Umfüllen auf der Oberfläche von geschmolzenem Aluminium ansammelt. Es bildet sich kontinuierlich, wenn flüssiges Aluminium mit Sauerstoff in der Ofenatmosphäre in Berührung kommt, da Aluminium bei Verarbeitungstemperaturen zwischen 660°C und 850°C leicht oxidiert.
Die Oxidationsreaktion ist täuschend einfach:
4Al + 3O₂ = 2Al₂O₃
Die wirtschaftliche Bedeutung der Krätze liegt darin, dass diese Oxidhaut nicht einfach sauber auf der Metalloberfläche schwimmt. Stattdessen bildet sie eine komplexe, schwammartige Matrix, die das flüssige Aluminium physikalisch in ihrer Struktur einschließt. Wenn Gießereiarbeiter diese Krätze ohne Flussmittelbehandlung vom Ofen abschöpfen, entfernen sie nicht nur das Oxid, sondern auch einen beträchtlichen Teil des Metallbads mit ihm.

Warum unbehandelte Krätze so viel eingeschlossenes Metall enthält
Die Mikrostruktur von unbehandelter Aluminiumkrätze erklärt das Problem des Metallverlustes deutlich. Das Al₂O₃-Oxidnetzwerk bildet miteinander verbundene Fäden und Filme, die Kapillarkräfte erzeugen, die das flüssige Aluminium an Ort und Stelle halten. Die Viskositäts- und Oberflächenspannungsbeziehungen zwischen der Oxidphase und dem flüssigen Metall verhindern ein natürliches Abfließen - die Schwerkraft allein kann diese Kräfte innerhalb des Zeitrahmens eines Abschöpfvorgangs nicht überwinden.
Außerdem hat Aluminiumoxid einen wesentlich höheren Schmelzpunkt (2072 °C) als das umgebende flüssige Aluminium, so dass die Oxidmatrix erstarrt, während das Metall darin flüssig bleibt. Dadurch entsteht ein starrer Käfig, der das Metall auch dann noch festhält, wenn die Krätze aus dem Ofen entfernt worden ist.
Metallgehalt in verschiedenen Krätzearten
| Krätze Typ | Typischer Metallgehalt | Formation Bedingung | Einziehungspriorität |
|---|---|---|---|
| Weiße Krätze (primär) | 40% bis 80% Aluminium | Turbulenzarme Warmhalteöfen | Hoch |
| Graue Schlacke | 25% bis 45% Aluminium | Mäßige Oxidationsbedingungen | Mittel-Hoch |
| Schwarze Schlacke | 5% bis 20% Aluminium | Hohe Temperatur, hohe Turbulenz | Mittel |
| Salzkuchenschlacke | 2% bis 8% Aluminium | Nach der Flussmittelbehandlung | Niedrig |
| Kalte Schlacke (Schädel) | 60% bis 85% Aluminium | Aus erstarrtem Oberflächenmetall | Sehr hoch |
Wie funktioniert das Abkrätzungsflussmittel zur Rückgewinnung von eingeschlossenem Aluminium?
Abkrätzflussmittel funktioniert durch eine Kombination physikalischer und chemischer Mechanismen, die das Verhalten der Krätze grundlegend verändern, so dass das eingeschlossene Metall in das Bad zurückfließen kann, anstatt beim Abschöpfen mitgerissen zu werden.
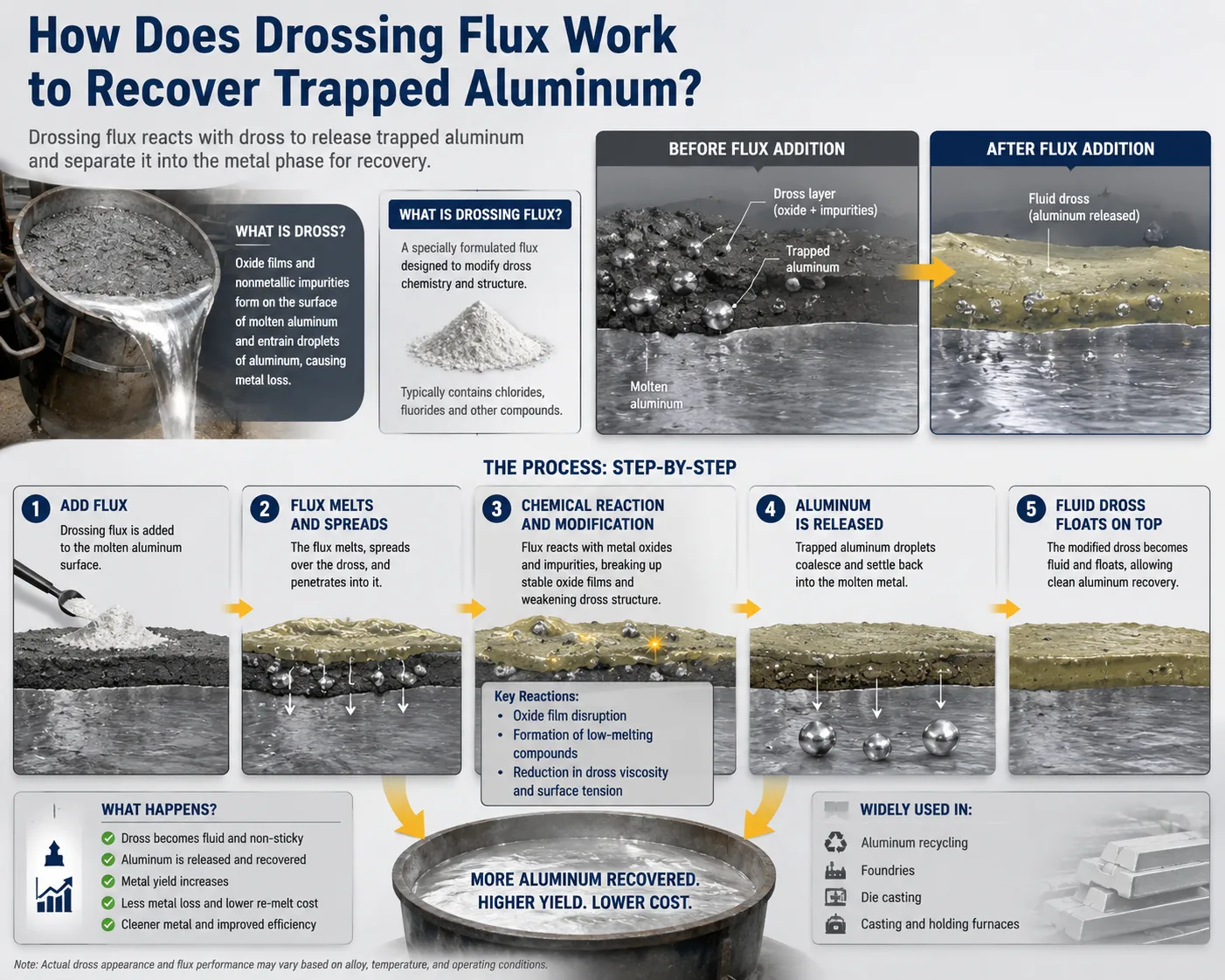
Der physikalische Mechanismus: Verringerung der Oberflächenspannung
Die Hauptwirkung von Chlorsalzen im Krätzefluss besteht in der Verringerung der Oberflächenspannung an der Grenzfläche zwischen Aluminium und Oxid. In unbehandelter Krätze erzeugt die hohe Oberflächenspannung von flüssigem Aluminium in der Oxidmatrix (ca. 860 mN/m für reines flüssiges Aluminium bei 700°C) Kapillarrückhaltekräfte, die die Schwerkraft übersteigen. Wenn das Krätzeflussmittel schmilzt und in die Krätze-Matrix eindringt, verdrängen Chloridionen die Oxidschicht an den Metalloberflächen und reduzieren die effektive Oberflächenspannung auf ein Niveau, bei dem flüssiges Aluminium ungehindert durch das Oxidnetzwerk zurück in das Ofenbad fließen kann.
Der chemische Mechanismus: Unterbrechung der Oxidschicht
Die Fluoridkomponenten in der Flussmittelformulierung reagieren chemisch mit der Aluminiumoxidmatrix, wandeln sie teilweise um und unterbrechen die kontinuierliche Oxidnetzwerkstruktur. Dieser chemische Angriff bricht den starren Käfigeffekt auf, der das flüssige Metall physisch zurückhält, und schafft Abflusswege, durch die das Metall entweicht.
Zu den relevanten Reaktionen gehören:
3NaF + Al₂O₃ = 2AlF₃ + 3NaO (vereinfacht)
Die AlF₃-Bildung unterbricht die Oxidgitterstruktur und wandelt das vernetzte Al₂O₃-Netzwerk in eine körnigere, nicht kohäsive Masse um, die ihren eingeschlossenen Metallgehalt freigibt.
Das physikalische Ergebnis: Trockene, pulverförmige Krätze
Nach der korrekten Behandlung des Krätzeflussmittels und der mechanischen Bearbeitung (Klopfen) verwandelt sich die Krätze von ihrem ursprünglichen nassen, klebrigen, metallgesättigten Zustand in ein trockenes, körniges Pulver. Diese Umwandlung ist optisch deutlich erkennbar und ist der wichtigste Indikator dafür, dass das Flussmittel richtig gearbeitet hat. Die trockene, pulverförmige Krätze:
- Enthält nur 8% bis 15% Aluminium (gegenüber 30% bis 50% ohne Flussmittel).
- Löst sich sauber von der Metalloberfläche ab, ohne das darunter liegende Metall mitzureißen.
- Tritt beim Abschöpfen nicht wieder in die Schmelze ein.
- Hat ein deutlich geringeres Volumen als unbehandelte nasse Krätze.
- Ist einfacher und sicherer zu handhaben und zu entsorgen.
Welche chemischen Zusammensetzungen ergeben das beste Abkrätzungsflussmittel?
Die Formulierungen der Abkrätzmittel sind von Hersteller zu Hersteller sehr unterschiedlich, aber die wirksamsten Produkte haben ein einheitliches chemisches Grundgerüst auf der Basis von Alkalichlorid- und Fluoridsalzsystemen.
Chemische Hauptbestandteile und ihre Funktionen
Natriumchlorid (NaCl)
Die häufigste Basiskomponente in Krätzemitteln. NaCl schmilzt bei 801°C, bildet aber eutektische Mischungen mit anderen Salzen, die bei Temperaturen weit unterhalb der Aluminiumverarbeitungstemperaturen schmelzen. Zu seinen Funktionen gehören die Verringerung der Oberflächenspannung an der Aluminiumoxid-Grenzfläche und die Funktion als Flussmittelträger, der in die Krätzenmatrix eindringt.
Kaliumchlorid (KCl)
Zusammen mit NaCl bildet KCl ein eutektisches Gemisch, das bei ca. 660 °C - also unterhalb des Aluminiumschmelzpunkts - schmilzt und dafür sorgt, dass das Flussmittel ab dem Moment, in dem es mit der Schmelzoberfläche in Berührung kommt, geschmolzen und aktiv ist. KCl trägt zur Verringerung der Viskosität der Flussmittelschmelze bei und verbessert das Eindringen in die Krätze.
Natriumfluorid (NaF) und Kaliumfluorid (KF)
Fluoridzusätze sorgen für den chemischen Angriff auf Al₂O₃, der die Oxidmatrix aufbricht. Das Verhältnis von Fluorid zu Chlorid in einer Abkrätzungsflussmittelformulierung bestimmt das Gleichgewicht zwischen chemischer Reaktivität und Verringerung der Oberflächenspannung. Ein höherer Fluoridgehalt verstärkt den chemischen Oxidangriff, erhöht aber auch die Kosten und die Anforderungen an die Umweltverträglichkeit.
Kryolith (Na₃AlF₆)
Kryolith ist eine hervorragende Flussmittelkomponente für die Behandlung von Aluminiumkrätze, da es chemisch mit Aluminium kompatibel ist, bei einer überschaubaren Temperatur schmilzt und sowohl Fluoridionen für den Oxidangriff als auch Natriumionen für die Veränderung der Oberflächenspannung liefert. Es ist besonders wirksam bei der Auflösung von hartnäckigen Oxidschichten.
Aluminiumfluorid (AlF₃)
Manchmal direkt in Flussmittelformulierungen enthalten, um die Fluoridflusswirkung zu verstärken. AlF₃ sublimiert oberhalb von 1238°C, ist aber in geschmolzenen Flussmittelsystemen bei Aluminiumverarbeitungstemperaturen aktiv.
AdTech Drossing Flux Composition Framework
Die AdTech-Krätzeflussmittel werden innerhalb der folgenden Zusammensetzungsbereiche formuliert, die für verschiedene Ofentypen, Legierungssysteme und Verarbeitungstemperaturen optimiert sind:
| Komponente | Funktion | Typischer Bereich (wt%) |
|---|---|---|
| NaCl | Reduzierung der Oberflächenspannung, Träger | 30% bis 55% |
| KCl | Eutektische Bildung, Viskositätskontrolle | 20% bis 40% |
| NaF | Störung der Oxidmatrix | 5% bis 15% |
| KF | Erhöhte Fluoridreaktivität | 3% bis 10% |
| Na₃AlF₆ (Kryolith) | Oxidauflösung | 2% bis 8% |
| AlF₃ | Fluoridanreicherung | 1% bis 5% |
| Spezialisierte Zusatzstoffe | Anti-Rauchmittel, Netzmittel | 0% bis 3% |
Wie sich die Zusammensetzung des Flussmittels auf die Leistung auswirkt
Das NaCl:KCl-Verhältnis bestimmt den Schmelzpunkt und die Penetrationsgeschwindigkeit. Ein NaCl:KCl-Verhältnis von 50:50 schmilzt bei etwa 660°C. Ein höherer KCl-Gehalt senkt den Schmelzpunkt weiter und verbessert die Flussmittelaktivität am unteren Ende der Aluminiumverarbeitungstemperaturen.
Das Verhältnis Chlorid:Fluorid steuert das Gleichgewicht zwischen physikalischen (Oberflächenspannung) und chemischen (Oxidangriff) Mechanismen. Bei Standard-Krätzeanwendungen werden Fluoridgehalte von insgesamt 8% bis 15% verwendet. Bei stark oxidierter Krätze aus Hochtemperatur- oder Hochturbulenzverfahren bieten Formulierungen mit höherem Fluoridgehalt (15% bis 25%) eine bessere Metallrückgewinnung.
Welche verschiedenen Arten von Abkrätzmitteln gibt es und welche eignen sich für welche Anwendung?
Nicht alle Krätzesituationen sind gleichwertig. Die Art des Ofens, die chemische Zusammensetzung der Legierung, die Beschaffenheit der Krätze und die betrieblichen Einschränkungen haben alle Einfluss darauf, welche Flussmittelformulierung die beste Metallrückgewinnung zu akzeptablen Kosten liefert.
Abkrätzflussmittel Klassifizierung nach Anwendung
Standard-Abkrätzflussmittel
Formuliert für die routinemäßige Krätzebehandlung in Warmhalteöfen, Schmelzöfen und Transportpfannen, wo sich Krätze unter relativ milden Oxidationsbedingungen bildet. Die Standardqualitäten enthalten 8% bis 15% Gesamtfluoride und sind für die meisten Aluminiumlegierungsserien geeignet.
- Zugabemenge: 0,5 bis 1,5 kg pro 100 kg Krätze geschätzt.
- Effektiver Temperaturbereich: 680°C bis 780°C.
- Am besten geeignet für: Legierungen der Serien 1xxx, 3xxx, 4xxx und 6xxx.
Hochreaktives Abkrätzungsflussmittel
Formulierungen mit höherem Fluoridgehalt (15% bis 25% Gesamtfluoride), die für stark oxidierte, großvolumige Krätze aus Hochtemperaturschmelzbetrieben, Drehrohröfen, die kontaminierten Schrott verarbeiten, oder Gießereien mit erheblicher Krätzeansammlung entwickelt wurden.
- Zugabemenge: 1,0 bis 2,5 kg pro 100 kg Krätze.
- Effektiver Temperaturbereich: 700°C bis 850°C.
- Am besten geeignet für: Sekundärschmelzen, schrottlastige Schmelzchargen.
Fluoridarmes Abkrätzflussmittel
Umweltvorschriften in bestimmten Ländern begrenzen die Fluoridemissionen von Aluminiumgießereien. Fluoridarme Krätzeflussmittelformulierungen erreichen eine angemessene Metallrückgewinnung durch optimierte Chloridchemie mit minimalen Fluoridzusätzen (unter 5% insgesamt).
- Metallausbeute: etwas niedriger als bei Standardqualitäten (typischerweise 75% bis 85% der Standardqualität).
- Zugabemenge: 1,0 bis 2,0 kg pro 100 kg Krätze.
- Am besten geeignet für: Betriebe mit strengen Grenzwerten für Fluoridemissionen.
Magnesiumlegierung Abkrätzflussmittel
Aluminium-Magnesium-Legierungen (Serie 5xxx) und Aluminium-Magnesium-Zink-Legierungen (Serie 7xxx) erzeugen Krätze mit einem höheren Gehalt an Magnesiumoxid (MgO). Standard-Chlorid-Fluorid-Flussmittel sind auf MgO weniger wirksam als auf Al₂O₃. Spezialisierte Formulierungen mit höherer Fluoridaktivität und Boratzusätzen ermöglichen eine bessere Metallrückgewinnung aus Mg-haltigen Krätzen.
- Zugabemenge: 1,5 bis 3,0 kg pro 100 kg Krätze.
- Besondere Überlegungen: Schwefelhexafluorid (SF₆) oder alternative Schutzgase können separat zum Schutz der Schmelzoberfläche verwendet werden.
Exothermer Abkrätzungsfluss
In die Flussmittelzusammensetzung eingearbeitete thermitische Reaktionen erzeugen zusätzliche Wärme in der Krätze, wodurch das Schmelzen des Flussmittels und das Eindringen in kalte oder dicke Krätzeschichten verbessert werden, ohne dass ein zusätzlicher Energieeinsatz im Ofen erforderlich ist. Es wird dort eingesetzt, wo die Krätze teilweise abgekühlt ist oder wo der Zugang zum Ofen eine angemessene mechanische Bearbeitung verhindert.
AdTech Abkrätzflussmittel Produktauswahltabelle
| Produktklasse | Fluoridgehalt | Metallrückgewinnungsrate | Anmeldung | Addition Rate |
|---|---|---|---|---|
| Standardqualität | 10% bis 15% | 85% bis 92% | Allgemeine Gießereiverwendung | 0,5 bis 1,5 kg/100kg Krätze |
| Hohe Reaktivitätsstufe | 18% bis 25% | 88% bis 95% | Sekundärverhüttung, schwere Krätze | 1,0 bis 2,5 kg/100kg Krätze |
| Fluoridarme Qualität | 3% bis 5% | 75% bis 85% | Regulierte Umgebungen | 1,0 bis 2,0 kg/100kg Krätze |
| Mg-Legierung | 15% bis 20% + Borat | 82% bis 90% | 5xxx, 7xxx-Legierungen | 1,5 bis 3,0 kg/100kg Krätze |
| Exothermischer Grad | 12% bis 18% | 85% bis 93% | Kalte/dicke Krätze, Pfannenbehandlung | 1,0 bis 2,0 kg/100kg Krätze |
Wie wird das Abkrätzmittel angewendet und was sind bewährte Verfahren?
Die richtige Anwendungstechnik ist für die Ergebnisse der Metallrückgewinnung mindestens ebenso wichtig wie die Formulierung des Flussmittels. Selbst das beste Abkrätzungsflussmittel liefert eine schlechte Leistung, wenn es falsch, mit der falschen Zugabemenge oder ohne angemessene mechanische Bearbeitung aufgetragen wird.
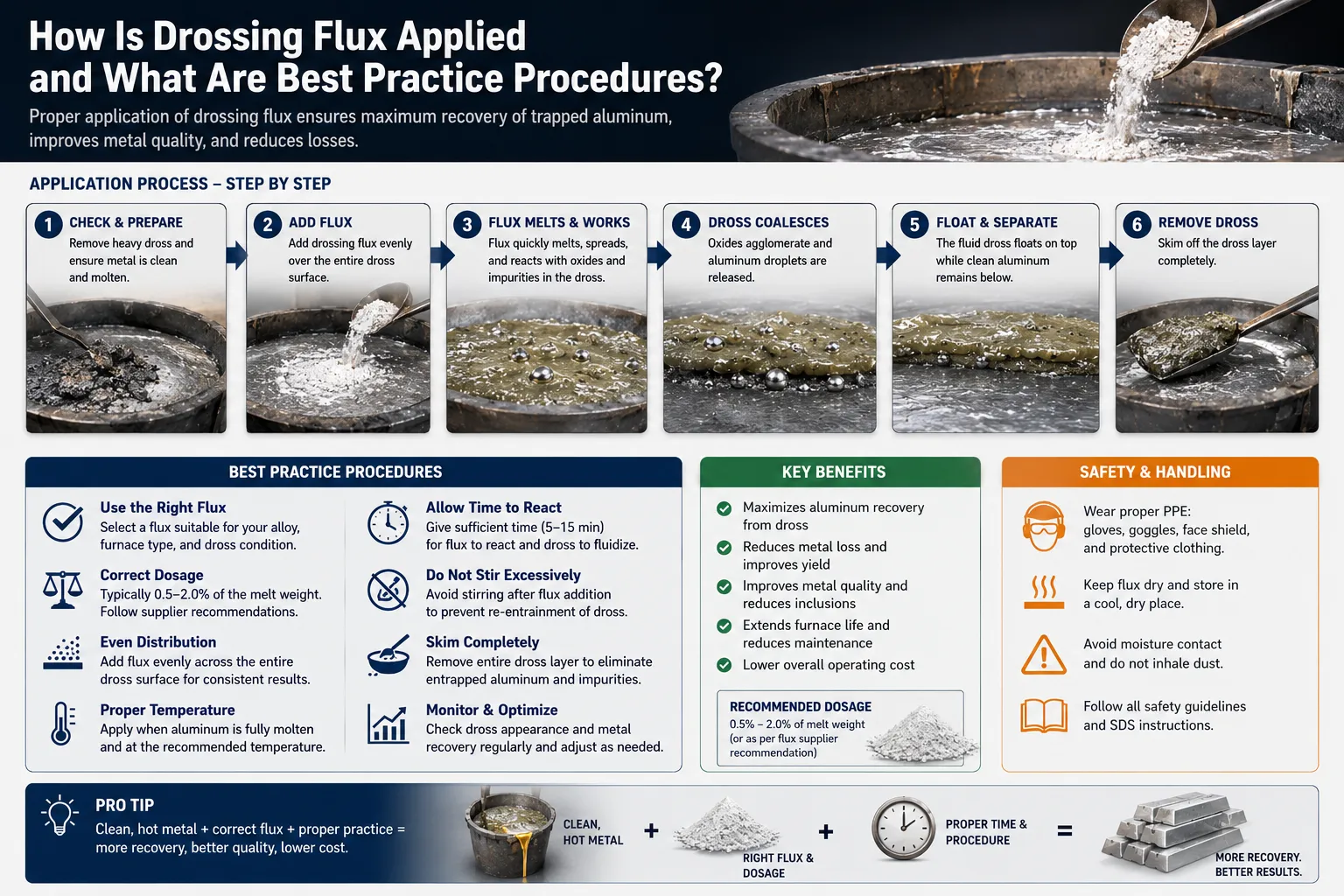
Schritt-für-Schritt-Verfahren zum Auftragen von Abkrätzungsflussmitteln
Schritt 1: Bewertung von Krätzevolumen und -charakter
Beurteilen Sie die Krätzeschicht visuell, bevor Sie Flussmittel hinzufügen. Schätzen Sie ihre Tiefe und Fläche. Unterscheiden Sie zwischen nasser, glänzender Krätze (hoher Metallgehalt, hohes Rückgewinnungspotenzial) und grau-schwarzer, trocken aussehender Krätze (geringerer Metallgehalt, anderer Flussmittelbedarf). Anhand dieser Beurteilung wird die richtige Flussmittelzugabe bestimmt.
Schritt 2: Krätze auf Arbeitstemperatur bringen
Flussmittel wirken am effektivsten bei Schmelztemperaturen zwischen 720°C und 760°C für Standard-Aluminiumlegierungen. Wenn der Ofen eine niedrigere Temperatur hat, muss die Schmelze vor der Flussmittelzugabe auf Arbeitstemperatur gebracht werden. Flussmittel, die einer abgekühlten Schmelze oder dicken kalten Krätze zugesetzt werden, sind deutlich weniger wirksam.
Schritt 3: Gleichmäßiges Auftragen des Abkrätzflussmittels
Verteilen Sie das Krätze-Flussmittel mit einer sauberen, trockenen Schaufel oder einem mechanischen Applikator gleichmäßig über die gesamte Krätzeoberfläche. Vermeiden Sie es, das Flussmittel in einem Bereich zu konzentrieren - ein ungleichmäßiger Auftrag hinterlässt unbehandelte Krätzezonen, in denen sich weiterhin Metall ansammelt. Die typische Auftragsmenge für AdTech-Krätze-Flussmittel in Standardqualität beträgt 0,5 bis 1,5 kg pro geschätzte 100 kg Krätze.
Schritt 4: Durchdringung und Reaktionszeit zulassen
Nach dem Auftragen des Flussmittels sollten Sie 2 bis 5 Minuten warten, bis das Flussmittel geschmolzen ist, in die Krätze-Matrix eingedrungen ist und der Prozess der Reduzierung der Oberflächenspannung begonnen hat. Nicht sofort nach der Flussmittelzugabe abschöpfen - die Reaktion ist unvollständig und die Metallrückgewinnung wird wesentlich geringer sein.
Schritt 5: Bearbeiten Sie die Schlacke (Rabbling)
Verwenden Sie ein sauberes, vorgewärmtes Werkzeug, um die Krätze in kreisenden oder hin- und hergehenden Bewegungen über die Ofenoberfläche zu bewegen. Diese mechanische Aktion:
- Bricht große Krätzeklumpen auf und legt frische Oxidoberflächen für die Flussmittelwirkung frei.
- Fördert das Eindringen des Flussmittels in das Innere der Krätze.
- Beschleunigt die Rückführung von Metall in das Bad.
- Wandelt die Krätze von nasser in trockene Konsistenz um.
Bearbeiten Sie die Krätze 3 bis 8 Minuten lang, bis die Umwandlung in eine trockene Pulverkonsistenz abgeschlossen ist. Die Krätze ist zum Abschöpfen bereit, wenn sie keine nassen, glänzenden Metalloberflächen mehr aufweist.
Schritt 6: Abschöpfen der behandelten Krätze
Entfernen Sie die behandelte trockene Krätze mit einem perforierten Abstreiferkorb oder einem sauberen flachen Abstreifer von der Ofenoberfläche. Arbeiten Sie systematisch von einer Seite zur anderen. Vermeiden Sie es, den Skimmer in die Oberfläche des flüssigen Metalls zu drücken - dadurch werden Krätzepartikel wieder mitgerissen und die saubere Metalloberfläche wird gestört.
Schritt 7: Post-Skim-Behandlung
Tragen Sie nach dem Abziehen eine dünne Schicht AdTech Abdeckflussmittel auf die saubere Metalloberfläche auf, um sie vor Reoxidation und Wasserstoffabsorption während des anschließenden Haltens zu schützen.
Kritische Anwendungsfehler, die die Metallrückgewinnung beeinträchtigen
| Irrtum | Wirkung | Berichtigung |
|---|---|---|
| Zugabe von zu wenig Flussmittel | Unvollständige Krätzeumwandlung, hoher Metallanteil in der abgeschöpften Krätze | Beachten Sie die Empfehlungen des Herstellers für die Zugabemenge |
| Hinzufügen von Flussmittel zu kalter Krätze | Flussmittel schmilzt nicht und dringt nicht ein, keine Reaktion | Ofen vor der Flussmittelzugabe auf 720°C+ bringen |
| Abschöpfung unmittelbar nach der Flussmittelzugabe | Reaktion unvollständig, Metall nicht entleert | Nach dem Auftragen des Flussmittels mindestens 5 Minuten warten |
| Unzureichendes Rabbatieren | Flussmittel nicht durch die Krätze-Masse verteilt | Krätze 5 bis 8 Minuten lang mechanisch bearbeiten |
| Verwendung von nassem oder verunreinigtem Flussmittel | Wasserstoffeinleitung, verringerte Aktivität | Flussmittel in verschlossenen Behältern aufbewahren, im Zweifelsfall vorwärmen |
| Schöpfkelle in die Schmelze drücken | Wiedereintritt von Krätze, Oberflächenoxidation | Skimmer nur auf Höhe der Oberfläche halten |
Wie berechnet man die Metallrückgewinnung und die Kosteneinsparungen durch Krätzeflussmittel?
Die Quantifizierung des wirtschaftlichen Nutzens des Krätzeflusses ist einfach, wenn die richtige Messmethodik angewandt wird. Diese Berechnung rechtfertigt die Beschaffungsentscheidung gegenüber den Gießerei-Managern und den finanziellen Entscheidungsträgern.
Berechnungsmethode für die Metallrückgewinnung
Ohne Abkrätzmittel (Baseline):
Abgenommene Krätze pro Schicht: 500 kg
Durchschnittlicher Metallgehalt in unbehandelter Krätze: 35%
In der Krätze verlorenes Metall: 500 × 0.35 = 175 kg pro Schicht
Verlorener Aluminiumwert (bei $2,50/kg): 175 × $2,50 = $437,50 pro Schicht
Mit AdTech Drossing Flux:
Ausgeschiedene Krätze pro Schicht: 400 kg (reduziertes Volumen aufgrund der Metallrückgewinnung)
Durchschnittlicher Metallgehalt in behandelter Krätze: 12%
In der Krätze verbleibendes Metall: 400 × 0.12 = 48 kg pro Schicht
In das Bad zurückgewonnenes Metall: 175 - 48 = 127 kg pro Schicht
Rückgewonnener Aluminiumwert: 127 × $2,50 = $317,50 pro Schicht
Fluxkosten:
Flussmittelzugabe bei 1 kg pro 100 kg Krätze: 500 × 0,01 = 5 kg Flussmittel pro Schicht
Flussmittelkosten bei $3,50/kg: 5 × $3,50 = $17,50 pro Schicht
Nettovorteil pro Schicht:
Zurückgewonnenes Metall: $317.50
Flussmittelkosten: ($17.50)
Nettogewinn: $300.00 pro Schicht
Für eine Gießerei mit zwei Schichten pro Tag, 250 Tage pro Jahr: $150.000 jährlicher Nutzen pro Ofen aus der Umsetzung des Krätzeflusses.
Kostenreduzierung bei der Krätzeentsorgung
Die Behandlung der Krätze mit Flussmitteln verringert nicht nur den Metallverlust, sondern auch das Krätzevolumen und die Entsorgungskosten:
| Metrisch | Ohne Flussmittel | Mit AdTech Flux | Verbesserung |
|---|---|---|---|
| Krätzevolumen pro verarbeitete Tonne Al | 60 bis 120 kg | 30 bis 60 kg | Reduzierung von 40% auf 50% |
| Metallgehalt in der Krätze | 30% bis 50% | 8% bis 15% | Reduzierung von 65% auf 75% |
| Entsorgungskosten pro Tonne Krätze | $80 bis $150 | $80 bis $150 | Gleicher Satz, geringeres Volumen |
| Jährliche Reduzierung der Entsorgungskosten | Basislinie | 40% bis 50% unten | Erhebliche Einsparungen |
| Auswirkungen der Wiederaufbereitung von Krätze auf die Einnahmen | Niedriger Metallgehalt, geringerer Wert | Höherer Metallgehalt, der vor Ort zurückgewonnen wird | Bessere Wirtschaft |
Was sind die wichtigsten Leistungskennzahlen für den Vergleich von Abkrätzmittelprodukten?
Bei der Bewertung von konkurrierenden Krätzeflussmitteln benötigen Einkaufsingenieure und Gießereimetallurgen objektive Leistungskriterien, die unter kontrollierten Bedingungen gemessen und verglichen werden können.
Quantitative Leistungsmaßstäbe
Effizienz der Metallrückgewinnung (MRE)
Die wichtigste Einzelkennzahl. Gemessen als:
MRE (%) = [(Metall in unbehandelter Krätze - Metall in behandelter Krätze) / Metall in unbehandelter Krätze] × 100%
Hochwertige Abkrätzmittel erreichen MRE-Werte von 70% bis 85%. Hochwertige Produkte übertreffen 85%. Produkte unter 60% MRE bieten nur einen minimalen wirtschaftlichen Vorteil gegenüber einer Behandlung ohne Flussmittel.
Qualität der Krätzeumwandlung
Die Bewertung erfolgt visuell und durch Gewichtsvergleich. Korrekt behandelte Krätze sollte:
- In trockenes, körniges, nicht kohäsives Pulver umwandeln.
- Keine nassen Metalloberflächen oder glänzende Flüssigkeitseinschlüsse.
- Sie haben ein geringeres Volumen im Vergleich zur Krätze vor der Behandlung.
- Saubere Abschöpfung ohne Anhaftungen am Abschöpfwerkzeug.
Flussaktivität Temperaturbereich
Der Temperaturbereich, in dem das Flussmittel geschmolzen und chemisch aktiv ist. Breitere Aktivitätsbereiche bieten mehr betriebliche Flexibilität. Qualitativ hochwertiges Krätze-Flussmittel sollte zwischen 660°C und 820°C aktiv sein.
Rauchende Eigenschaften
Alle Chlorid-Fluorid-Flussmittel erzeugen während der Anwendung einen gewissen Qualm. Produkte mit rauchhemmenden Zusätzen reduzieren den sichtbaren Rauch und verbessern so den Komfort des Bedieners und die Luftqualität am Arbeitsplatz. Dies ist nicht nur ein Gesundheitsproblem - übermäßiger Rauch deutet auf einen schnellen Verlust aktiver Komponenten durch Verdunstung hin, was die Wirksamkeit der Behandlung verringert.
AdTech Abkrätzmittel Leistung im Vergleich zu Standardprodukten
| Leistungsparameter | AdTech Abkrätzflussmittel | Allgemeiner Chlorid-Fluss | Verbesserung |
|---|---|---|---|
| Effizienz der Metallrückgewinnung | 82% bis 92% | 55% bis 72% | 15% bis 30% höher |
| Qualität der Krätzeumwandlung | Trockenes Pulver, sauberes Skim | Teilweise Umwandlung, nasse Stellen | Erheblich besser |
| Zusätzlicher Satz erforderlich | 0,5 bis 1,5 kg/100kg Krätze | 1,5 bis 3,0 kg/100kg Krätze | 50% bis 60% weniger Flussmittel erforderlich |
| Aktivität Temperaturbereich | 660°C bis 830°C | 700°C bis 800°C | Größeres Betriebsfenster |
| Rauchende Ebene | Niedrig (Anti-Rauch-Zusätze) | Mäßig bis hoch | Bessere Arbeitsplatzbedingungen |
| Konsistenz der Chargen | Zertifiziert durch CoA | Variabel | Zuverlässigere Ergebnisse |
Was sind die Umwelt- und Sicherheitserwägungen für das Abkrätzungsflussmittel?
Fluorid-Emissionen und Einhaltung gesetzlicher Vorschriften
Fluoridhaltiges Krätzemittel erzeugt bei Kontakt mit Feuchtigkeit oder hohen Temperaturen Fluorwasserstoffdämpfe (HF). HF ist ein korrosives, giftiges Gas, für das in allen wichtigen Industriegebieten Grenzwerte für die Exposition am Arbeitsplatz gelten:
- OSHA PEL (USA): 3 ppm (TWA, 8 Stunden)
- ACGIH TLV: 0,5 ppm (Höchstwert)
- EU OEL: 1 ppm (TWA, 8 Stunden)
Gießereien, die fluoridhaltige Flussmittel verwenden, müssen dies umsetzen:
- Lokale Entlüftung an Ofenladestellen.
- Atemschutz (Atemluft oder geeignete Filtermasken) für das Bedienungspersonal.
- Überwachung der Umgebungsluft auf HF, wenn die Verwendung von Flussmitteln signifikant ist.
- Emissionsgenehmigungen, sofern nach den örtlichen Umweltvorschriften erforderlich.
Krätzeentsorgung und Klassifizierung
Behandelte Aluminiumkrätze (Salzkuchen) wird in vielen Ländern aufgrund ihres Chlorid- und Fluoridgehalts und ihrer Reaktivität mit Wasser (Erzeugung von Ammoniak- und Wasserstoffgasen aus Nitrid- und Hydridreaktionen) als gefährlicher Abfall eingestuft:
- EU: Gelistet als gefährlicher Abfall, Code 10 03 08 (Salzschlacken aus der Sekundärproduktion).
- USA: Die RCRA-Klassifizierung variiert je nach Bundesstaat - viele Staaten stufen Salzkuchen als gefährlich ein.
- Entsorgungsmöglichkeiten: zugelassene Sondermülldeponie, Schlackenaufbereitungsanlage, Salzrecyclinganlage.
Persönliche Schutzausrüstung für den Umgang mit Flussmitteln
| Gefährdung | Erforderliche PSA |
|---|---|
| Einatmen von HF-Dämpfen | Halbmasken-Atemschutzgerät mit Sauergaspatrone |
| Einatmen von Flussmittelstaub bei der Zugabe | Staubmaske P2/P3 |
| Spritzer von geschmolzenem Flussmittel | Vollgesichtsschutz, hitzebeständige Handschuhe, Aluminium-Gießereischürze |
| Hautkontakt mit Flussmittel | Nitril- oder Neoprenhandschuhe bei der Handhabung |
| Augenschutz | Schutzbrille (nicht nur Brille) während der Zugabe |
Anforderungen an die Flussspeicherung
- In original verschlossenen Behältern an einem kühlen, trockenen Ort aufbewahren.
- Maximale Lagertemperatur: 35°C.
- Von Feuchtigkeit fernhalten - nasses Flussmittel erzeugt bei Kontakt mit Hochtemperaturoberflächen HF.
- Haltbarkeit: 24 Monate ab Herstellungsdatum in verschlossenen Behältern.
- Nicht in der Nähe von Säuren, Oxidationsmitteln oder reaktiven Metallen lagern.
Wie wirkt sich die Art des Ofens auf die Auswahl und Anwendung des Abkrätzmittels aus?
Verschiedene Ofentypen erzeugen Krätze mit unterschiedlichen Eigenschaften, die eine angepasste Auswahl der Flussmittel und der Anwendungsmethoden erfordern.
Krätzebehandlung nach Ofentyp
Hallöfen (großtechnisches Schmelzen)
In Trommelöfen werden große Mengen Aluminium bei relativ hohen Temperaturen gelagert, wobei die Schmelzoberfläche stark beansprucht wird. Die Krätzebildungsrate ist hoch. Eine systematische Flussmittelbehandlung nach einem bestimmten Zeitplan (alle 2 bis 4 Stunden oder nach einem festgelegten Schwellenwert für die Krätzebildung) ist wirksamer als eine reaktive Behandlung.
- Typische Krätzenmenge pro Behandlung: 100 bis 500 kg.
- Empfohlene Flussmittelqualität: Standard oder hochreaktiv, je nach Schrottqualität.
- Ausbringungsmethode: manuelle Ausbringung mit der Schaufel oder mechanischer Verteiler.
Tiegelöfen (Kleinere Gießereibetriebe)
Kleineres Metallvolumen mit geringerer absoluter Krätzebildung. Das Flussmittel wird je nach Krätzeanfall pro Durchlauf oder alle paar Durchläufe zugegeben.
- Typische Krätzenmenge pro Behandlung: 5 bis 50 kg.
- Empfohlene Flussmittelqualität: Standardqualität.
- Ausbringungsmethode: Ausbringung von Hand mit einer kleinen Schaufel.
Drehrohröfen (Sekundärverhüttung)
Drehrohröfen verarbeiten stark verunreinigten Schrott und erzeugen große Mengen hochoxidierter Krätze. Die Taumelbewegung des Ofens sorgt für eine mechanische Bearbeitung des Krätze-Flussmittel-Gemischs, wodurch Drehrohröfen besonders effektiv bei der Metallgewinnung mit Flussmittelbehandlung sind.
- Typische Krätzenmenge pro Hitze: 200 bis 2000 kg.
- Empfohlener Flussmittelgrad: hochreaktiver Grad, der zu Beginn und in der Mitte des Schmelzzyklus zugegeben wird.
- Zugabemethode: Beschickung mit Schrott oder Einspritzung über eine Düse.
Warmhalteöfen (Transfer- und Gießvorgänge)
Warmhalteöfen halten die Schmelztemperatur zwischen Schmelzen und Gießen. Die Krätzebildung ist langsamer als in Schmelzöfen, aber immer noch erheblich. Eine regelmäßige Flussmittelbehandlung sorgt für eine saubere Schmelze und schützt vor Oberflächenoxidation.
- Typische Krätzenmenge pro Behandlung: 20 bis 100 kg.
- Empfohlene Flussmittelqualität: Standardqualität oder kombiniert mit Abdeckflussmittel.
- Häufigkeit der Behandlung: alle 4 bis 8 Stunden oder nach Sichtkontrolle.
| Typ des Ofens | Krätze Volumen | Metallgehalt | Flussmittelgehalt | Häufigkeit der Behandlung |
|---|---|---|---|---|
| Schmelzen mit Widerhall | Hoch | 25% bis 45% | Standard/Hochreaktivität | Alle 2 bis 4 Stunden |
| Schmelztiegel (gasbefeuert) | Niedrig | 30% bis 50% | Standard | Jede Hitze |
| Rotierend (sekundär) | Sehr hoch | 15% bis 35% | Hohe Reaktivität | Pro Schmelzzyklus |
| Induktives Schmelzen | Niedrig bis mittel | 20% bis 40% | Standard | Alle 1 bis 2 Stunden |
| Warmhalteöfen | Niedrig | 30% bis 50% | Standard/Deckung | Alle 4 bis 8 Stunden |
| Turmschmelzer | Mittel | 20% bis 35% | Standard | Pro Produktionszyklus |
Welche Faktoren sollten Beschaffungsingenieure bei der Beschaffung von Krätzeflussmitteln berücksichtigen?
Es ist ein häufiger und kostspieliger Fehler, Krätze-Flussmittel allein nach dem Preis zu kaufen. Der relevante Maßstab sind die Kosten pro Kilogramm zurückgewonnenen Aluminiums, nicht die Kosten pro Kilogramm gekauften Flussmittels.
Kriterien für die Bewertung der Beschaffung
Technische Leistungsdokumentation
Jeder seriöse Anbieter von Abkrätzmitteln sollte dies anbieten:
- Analysezertifikat (CoA) für jede Charge zur Bestätigung der chemischen Zusammensetzung.
- Dokumentierte Daten zur Effizienz der Metallrückgewinnung aus kontrollierten Versuchen.
- Technisches Datenblatt mit empfohlenen Zugabemengen und Verfahren.
- Sicherheitsdatenblatt (SDS) gemäß den GHS/REACH-Normen.
Konsistenz der Chargen
Flussmittel auf Salzbasis sind anfällig für Schwankungen in der Zusammensetzung zwischen den Produktionschargen, insbesondere beim Fluoridgehalt. Inkonsistente Produkte führen zu unvorhersehbaren Ergebnissen bei der Metallrückgewinnung. Fordern Sie von potenziellen Lieferanten Daten zum Vergleich der CoA-Werte von Charge zu Charge an.
Lieferzuverlässigkeit
Krätzeflussmittel sind ein Verbrauchsmaterial für die Produktion - Lieferunterbrechungen wirken sich direkt auf die Metallgewinnung und die Produktionskosten aus. Prüfen Sie die Produktionskapazitäten, die Vorlaufzeiten und die Möglichkeiten der Bestandsverwaltung des Lieferanten, bevor Sie sich langfristig binden.
Technische Unterstützung
Das beste Flussmittelprodukt ist nur so effektiv wie das verwendete Anwendungsverfahren. Lieferanten, die Anwendungsschulungen, Unterstützung bei der Fehlersuche und Leistungsüberwachung anbieten, liefern durchweg bessere Ergebnisse in der Praxis als Lieferanten, die einfach nur Produkte liefern.
Analyse der Gesamtkosten
Berechnen Sie die Gesamtkosten pro Tonne verarbeitetes Aluminium, einschließlich:
| Kostenkomponente | Berechnungsgrundlage |
|---|---|
| Kosten für Flussmittel | Zugabemenge × Flussmittelpreis pro kg |
| Arbeit für die Anwendung | Minuten pro Behandlung × Lohnsatz |
| Kosten für PSA und Sicherheit | anteilig pro Behandlung |
| Kosten für die Beseitigung der behandelten Krätze | Volumenreduktionsfaktor × Entsorgungsrate |
| Zurückgewonnener Metallwert | Rückgewinnungseffizienz × Metallpreis |
| Nettokosten (oder Nutzen) | Summe aller oben genannten |
Häufig gestellte Fragen zum Krätzeflussmittel für Aluminiumgießereien
F1: Was ist ein Krätzeflussmittel und wie unterscheidet es sich von einem Raffinierflussmittel?
Abkrätzungsflussmittel sind speziell für die Behandlung von Oberflächenkrätze formuliert, indem sie eingeschlossenes flüssiges Aluminium wieder in das Bad abgeben und die Oxidmasse in ein trockenes, abschöpfbares Pulver umwandeln. Raffinierflussmittel werden der Schmelze zugesetzt, um gelöste Verunreinigungen zu entfernen, feine Einschlüsse zu agglomerieren und die allgemeine Sauberkeit der Schmelze zu verbessern. Die beiden Produkte haben sich überschneidende, aber unterschiedliche Funktionen. Einige kombinierte Flussmittelformulierungen erfüllen beide Funktionen gleichzeitig, aber ein spezielles Abkrätzungsflussmittel bietet eine bessere Metallrückgewinnung aus der Oberflächenkrätze als ein für diesen Zweck verwendetes Allzweck-Raffinationsflussmittel.
F2: Wie viel Metall kann mit einem Abkrätzungsflussmittel im Vergleich zum Abkrätzen ohne Flussmittel zurückgewonnen werden?
Ohne Flussmittelbehandlung enthält Aluminiumkrätze in der Regel 30% bis 50% rückgewinnbares Metall nach Gewicht, das verloren geht, wenn die Krätze abgeschöpft und weggeworfen wird. Bei ordnungsgemäßer Anwendung von Flussmitteln zur Krätzebehandlung enthält die behandelte Krätze nur 8% bis 15% Metall, was einer Rückgewinnung von 15 bis 35 kg zusätzlichem Aluminium pro 100 kg verarbeiteter Krätze entspricht. Bei den derzeitigen Aluminiumpreisen entspricht dies einem zusätzlichen Metallwert von $37 bis $87 pro 100 kg Krätze, bei Flussmittelkosten von etwa $1,50 bis $5,00 für dieselbe Menge Krätze.
F3: Kann das Abkrätzungsflussmittel Aluminiumverunreinigungen verursachen oder die Chemie der Legierung beeinflussen?
Gut formulierte Abkrätzmittel von seriösen Anbietern haben keinen messbaren Einfluss auf die Chemie der Aluminiumlegierung, wenn sie mit den empfohlenen Zugabemengen verwendet werden. Die Schmelzsalze bleiben auf der Schmelzoberfläche und lösen sich nicht in nennenswerten Mengen im Metall auf. Natrium aus NaCl kann möglicherweise den Natriumgehalt in einigen empfindlichen Legierungen erhöhen, aber bei den üblichen Zugabemengen ist dieser Effekt vernachlässigbar. Für natriumempfindliche Legierungen (strontiummodifizierte Gusslegierungen) gibt es natriumfreie Flussmittelformulierungen.
F4: Woran erkenne ich, dass das Abkrätzungsflussmittel richtig funktioniert hat?
Der deutlichste Indikator ist die visuelle Veränderung der Krätze von nass, glänzend und kohäsiv zu trocken, pulverig und nicht kohäsiv. Richtig behandelte Krätze hat das Aussehen und die Konsistenz von trockenem, feinkörnigem Sand oder Asche. Sie klebt nicht am Skimmerwerkzeug, zeigt keine flüssigen Metalleinschlüsse und fließt oder tropft nicht, wenn sie angehoben wird. Auch der Gewichtsvergleich bestätigt den Erfolg - behandelte Krätze hat ein deutlich geringeres Gewicht als die gleiche Menge unbehandelter Krätze, da das eingeschlossene Metall in das Bad zurückgeflossen ist.
F5: Wie hoch ist die korrekte Zugabemenge für das Abkrätzungsflussmittel?
Die Zugabemengen hängen von der Flussmittelsorte sowie von der Menge und Beschaffenheit der Krätze ab. AdTech Standard-Krätze-Flussmittel werden in der Regel mit 0,5 bis 1,5 kg pro geschätzte 100 kg Krätze zugegeben. Bei stark oxidierten oder dicken Krätzen ist das höhere Ende dieses Bereichs angemessen. Bei frischer, nasser Krätze mit hohem Metallgehalt ist die niedrigere Zugabemenge in der Regel ausreichend. Eine zu geringe Zugabe ist der häufigste Anwendungsfehler - im Zweifelsfall sollten Sie das höhere Ende des empfohlenen Bereichs verwenden und die Ergebnisse durch eine Bewertung der Krätze überprüfen.
F6: Funktioniert das Abkrätzungsflussmittel bei Magnesiumlegierungen?
Standard-Chlorid-Fluorid-Abkrätzmittel sind bei Krätze aus hochmagnesiumhaltigen Legierungen (5xxx- und 7xxx-Serien) weniger wirksam, da MgO andere chemische Eigenschaften als Al₂O₃ hat und anders auf die Standard-Flussmittelchemie reagiert. AdTech bietet spezielle Flussmittelformulierungen für die Krätzeentfernung aus Magnesiumlegierungen mit modifizierter Fluoridchemie und Boratzusätzen an, die eine effektive Metallrückgewinnung aus Mg-haltiger Krätze ermöglichen. Geben Sie bei der Anforderung von Flussmittelempfehlungen immer die Legierungsserie an.
F7: Wie sollte das Abkrätzungsflussmittel gelagert werden, um seine Wirksamkeit zu erhalten?
Lagern Sie Krätze-Flussmittel in ihren versiegelten Originalbehältern an einem kühlen, trockenen Ort, geschützt vor Feuchtigkeit. Feuchtigkeitsverunreinigungen stellen das Hauptrisiko für den Abbau dar - nasses Flussmittel wird teilweise hydrolysiert, wodurch korrosive Dämpfe entstehen und die Konzentration der aktiven Komponenten verringert wird. Lagern Sie es nicht in der Nähe von Wasserquellen, Dampfleitungen oder an Orten im Freien, an denen Kondensation auftreten kann. Flussmittel, die erheblicher Feuchtigkeit ausgesetzt waren, sollten vor der Verwendung bei 80°C bis 100°C getrocknet und auf Anbackungen oder Farbveränderungen untersucht werden, die auf eine Zersetzung hindeuten. Die Haltbarkeit von ordnungsgemäß gelagerten, versiegelten Behältern beträgt 24 Monate.
F8: Ist Krätzeflussmittel als gefährlicher Stoff geregelt?
Fluoridverbindungen enthaltende Krätze wird in den meisten Ländern als Gefahrgut für den Transport eingestuft (UN-Gefahrenklasse 8, ätzend), da sie bei Kontakt mit Feuchtigkeit HF erzeugen kann. Behandelte Krätze (Salzkuchen) wird in vielen Regionen aufgrund ihres Chlorid- und Fluoridgehalts und ihrer Reaktivität mit Wasser als gefährlicher Abfall eingestuft. Informieren Sie sich bei Ihrer örtlichen Umweltbehörde und im Produkt-SDB über die spezifische Transportklassifizierung, Verwendungsgenehmigungen und Abfallentsorgungsanforderungen, die für Ihren Standort gelten.
F9: Kann ein Abkrätzungsflussmittel für alle Aluminiumlegierungen verwendet werden?
Ein hochwertiges Standard-Abkrätzungsflussmittel eignet sich für die meisten Aluminiumlegierungen, einschließlich der Serien 1xxx, 2xxx, 3xxx, 4xxx und 6xxx. Die wichtigsten Ausnahmen sind Legierungen mit hohem Magnesiumgehalt (5xxx-Serie mit >2% Mg) und Aluminium-Lithium-Legierungen, die spezielle Formulierungen erfordern. Für Gießereien, die mehrere Legierungsfamilien verarbeiten, deckt die Beibehaltung von zwei Flussmittelqualitäten - Standard und Mg-legierungsspezifisch - praktisch alle Anwendungen ab.
F10: Wie ist das AdTech-Abkrätzungsflussmittel im Vergleich zur Herstellung einer hausgemachten Salzmischung?
Einige Gießereien versuchen, die Flussmittelkosten zu senken, indem sie Natriumchlorid und Kaliumchlorid aus Industriesalz mischen. Dies führt zwar zu einer grundlegenden Verringerung der Oberflächenspannung, aber den selbst hergestellten Mischungen fehlen die optimierten Fluoridkomponenten, die kontrollierte Partikelgrößenverteilung, die rauchhemmenden Zusätze und die Chargenkonsistenz von speziell formulierten Produkten wie dem AdTech-Abkrätzflussmittel. Unserer Erfahrung nach erreichen selbst hergestellte Chloridmischungen eine um 20% bis 35% geringere Metallrückgewinnungseffizienz als kommerzielle Qualitätsflussmittel, und die scheinbare Kostenersparnis wird durch höhere Metallverluste und uneinheitliche Ergebnisse zunichte gemacht. Speziell formulierte Krätze-Flussmittel von AdTech liefern durchweg eine positive Investitionsrendite, wenn man die Gesamtmetallrückgewinnung zugrunde legt.
Schlussfolgerung: Auswahl und Verwendung von Krätzeflussmitteln zur Maximierung der Metallrückgewinnung
Die Wirtschaftlichkeit des Krätzeabbaus ist einfach und überzeugend. Jedes Kilogramm Aluminium, das aus der Krätze zurückgewonnen wird, anstatt in ihr verloren zu gehen, hat einen direkten, unmittelbaren Wert. Die Investition in ein qualitativ hochwertiges Krätzeflussmittel - insbesondere die Palette der anwendungsspezifischen Formulierungen von AdTech - liefert durchweg eine 10- bis 30-fache Kapitalrendite, wenn man sie mit den reinen Flussmittelkosten vergleicht.
Die wichtigsten Grundsätze aus unserer technischen Analyse:
- Auswahl des Flussmittels nach LegierungszusammensetzungStandardgüte für die Serien 1xxx bis 6xxx, Spezialgüte für hochmagnesiumhaltige Legierungen und Sonderlegierungen.
- Anpassung der Flussmittelqualität an den KrätzegradSchwere, stark oxidierte Krätze aus der Sekundärschmelze erfordert hochreaktive Formulierungen.
- Keine Kompromisse beim BewerbungsverfahrenDie richtige Temperatur, eine angemessene Reaktionszeit und eine gründliche mechanische Bearbeitung sind ebenso wichtig wie die Formulierung des Flussmittels.
- Ergebnisse quantitativ messen: Wir wiegen die Krätze vor und nach der Behandlung, prüfen regelmäßig den Metallgehalt und verfolgen die Rückgewinnungsraten als KPI für die Produktion.
- Konto für GesamtkostenDie Kosten für das Flussmittel pro Kilogramm sind irrelevant - die relevante Zahl ist der Nettometallwert, der pro Tonne verarbeitetes Aluminium zurückgewonnen wird.
AdTech-Abkrätzungsprodukte in Kombination mit den in diesem Artikel beschriebenen Anwendungsdisziplinen bieten Aluminiumgießereien einen systematischen, messbaren und wirtschaftlich gerechtfertigten Weg, um eine der hartnäckigsten Quellen für Metallverluste in der Industrie deutlich zu reduzieren.
