Alüminyum dökümhanelerinde metal kaybını azaltmak için en iyi cüruf flaksı, cüruf yüzey gerilimini düşürmek, hapsolmuş sıvı alüminyumu oksit matrislerden ayırmak ve ıslak yapışkan cürufu, metali fırın dışına taşımadan temiz bir şekilde sıyıran kuru toz formuna dönüştürmek için özel olarak formüle edilmiş bir klorür-florür tuz karışımıdır. Alüminyum ikincil ergitme tesisleri ve döküm işlemleriyle ilgili doğrudan deneyimlerimize göre, doğru seçilmiş ve doğru uygulanmış bir cüruf flaksı, cüruftaki metal kayıplarını sektör ortalaması olan 30% ila 50% alüminyum içeriğinden 8% ila 15%'ye düşürür - aksi takdirde atık sahasına veya maliyetli cüruf yeniden işlemeye gidecek olan işlenmiş ton cüruf başına yüzlerce kilogram metal geri kazanılır. Finansal etki anında ve ölçülebilirdir: günde 10 ton alüminyum işleyen bir dökümhane, sadece flakssız manuel sıyırmadan sistematik cüruf flaks işlemine geçerek üretilen her ton cüruf başına 15 kg ila 30 kg ek satılabilir metal geri kazanabilir.
Projeniz Alüminyum Drosing Flux kullanımını gerektiriyorsa, şunları yapabilirsiniz Bize ulaşın ücretsiz fiyat teklifi için.
Alüminyum Cüruf Nedir ve Neden Metal Kaybına Neden Olur?
Alüminyum cürufu, eritme, bekletme ve transfer işlemleri sırasında erimiş alüminyumun yüzeyinde biriken alüminyum oksit (Al₂O₃), alüminyum metal ve çeşitli kirleticilerin heterojen karışımıdır. Sıvı alüminyum fırın atmosferindeki oksijenle temas ettiğinde sürekli olarak oluşur, çünkü alüminyum 660°C ile 850°C arasındaki işleme sıcaklıklarında kolayca oksitlenir.
Oksidasyon reaksiyonu aldatıcı bir şekilde basittir:
4Al + 3O₂ = 2Al₂O₃
Cürufu ekonomik açıdan önemli kılan şey, bu oksit kabuğunun metal yüzeyinde temiz bir şekilde yüzmemesidir. Bunun yerine, yapısı içinde sıvı alüminyumu fiziksel olarak hapseden karmaşık, sünger benzeri bir matris oluşturur. Dökümhane çalışanları bu cürufu flaks işlemi yapmadan fırından sıyırdıklarında, sadece oksidi değil, metal banyosunun önemli bir kısmını da onunla birlikte çıkarmış olurlar.

İşlenmemiş Cüruf Neden Bu Kadar Çok Sıkışmış Metal İçerir?
İşlenmemiş alüminyum cürufun mikro yapısı metal kaybı sorununu net bir şekilde açıklamaktadır. Al₂O₃ oksit ağı, sıvı alüminyumu yerinde tutan kılcal kuvvetler oluşturan birbirine bağlı filamentler ve filmler oluşturur. Oksit fazı ve sıvı metal arasındaki viskozite ve yüzey gerilimi ilişkileri doğal drenajı önler - yerçekimi tek başına bir sıyırma işleminin zaman çerçevesi içinde bu kuvvetlerin üstesinden gelemez.
Ayrıca alüminyum oksit, çevresindeki sıvı alüminyumdan önemli ölçüde daha yüksek bir erime noktasına (2072°C) sahiptir, bu nedenle oksit matrisi katılaşırken içindeki metal sıvı halde kalır. Bu, cüruf kütlesi fırından çıkarıldıktan sonra bile metali fiziksel olarak tutan sert bir kafes oluşturur.
Farklı Dros Türlerinde Metal İçeriği
| Cüruf Tipi | Tipik Metal İçeriği | Oluşum Koşulları | Kurtarma Önceliği |
|---|---|---|---|
| Beyaz cüruf (birincil) | 40% ila 80% alüminyum | Düşük türbülanslı bekletme fırınları | Yüksek |
| Gri cüruf | 25% ila 45% alüminyum | Orta derecede oksidasyon koşulları | Orta-Yüksek |
| Siyah cüruf | 5% ila 20% alüminyum | Yüksek sıcaklık, yüksek türbülans | Orta |
| Tuzlu kek cürufu | 2% ila 8% alüminyum | Akı işleminden sonra | Düşük |
| Soğuk cüruf (kafatası) | 60% ila 85% alüminyum | Katılaşmış yüzey metalinden | Çok Yüksek |
Sıkışan Alüminyumu Kurtarmak İçin Cüruf Giderme Akısı Nasıl Çalışır?
Cüruf akısı Cüruf kütlesinin davranışını temelden değiştiren fiziksel ve kimyasal mekanizmaların bir kombinasyonu yoluyla çalışır ve sıkışan metalin sıyırma sırasında dışarı taşınmak yerine banyoya geri akmasını sağlar.
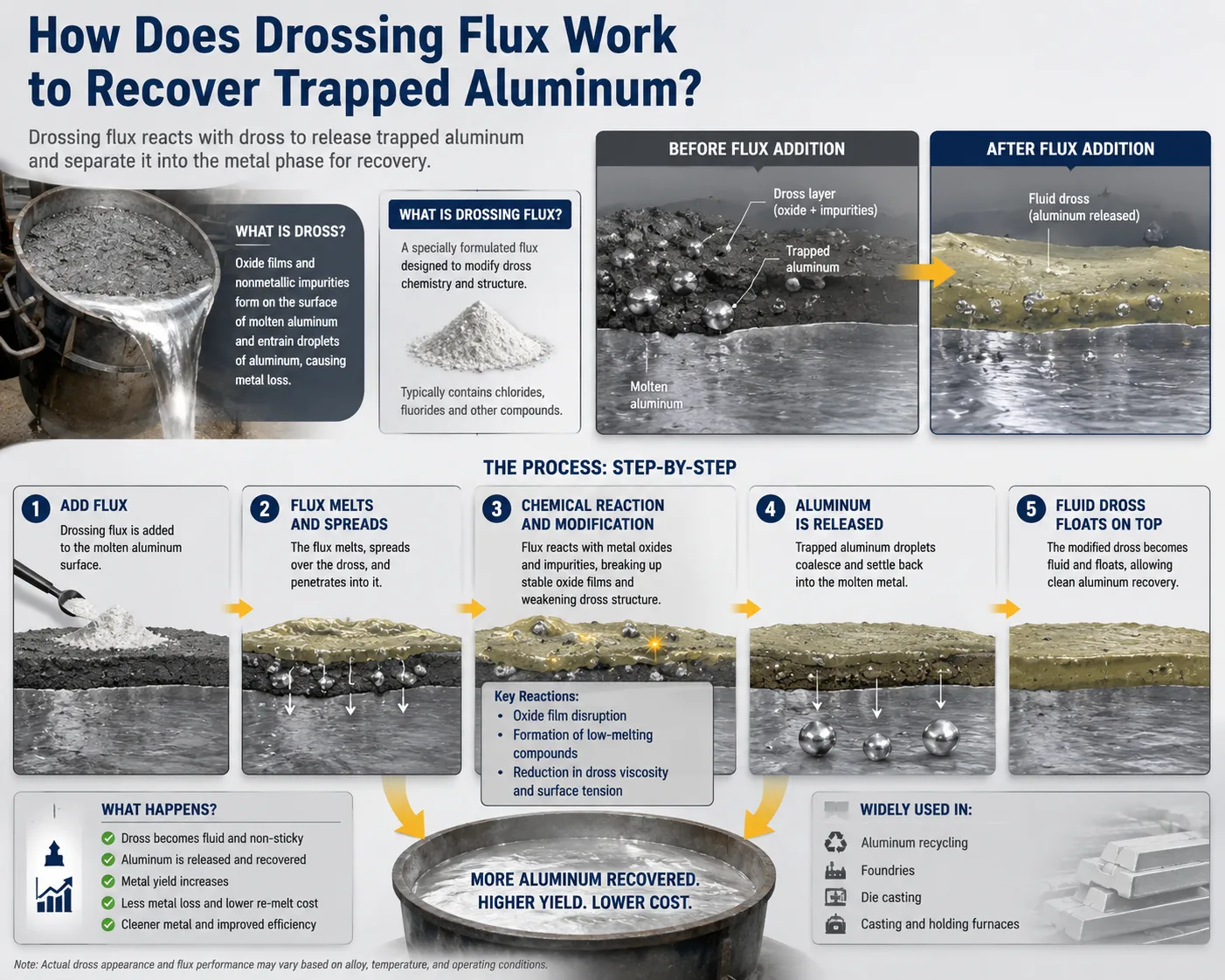
Fiziksel Mekanizma: Yüzey Geriliminin Azaltılması
Klorür tuzlarının drossing flaksındaki birincil etkisi alüminyum-oksit arayüzeyindeki yüzey gerilimini azaltmaktır. İşlenmemiş cürufta, oksit matris içindeki sıvı alüminyumun yüksek yüzey gerilimi (700°C'de saf sıvı alüminyum için yaklaşık 860 mN/m) yerçekimini aşan kapiler tutma kuvvetleri yaratır. Droslama flaksı eridiğinde ve dros matrisine nüfuz ettiğinde, klorür iyonları metal yüzeylerdeki oksit tabakasının yerini alır ve etkili yüzey gerilimini, sıvı alüminyumun oksit ağından fırın banyosuna serbestçe akabileceği seviyelere düşürür.
Kimyasal Mekanizma: Oksit Film Bozulması
Flaks formülasyonundaki florür bileşenleri alüminyum oksit matrisiyle kimyasal olarak reaksiyona girerek onu kısmen dönüştürür ve sürekli oksit ağ yapısını bozar. Bu kimyasal saldırı, sıvı metali fiziksel olarak tutan sert kafes etkisini kırarak metalin kaçtığı drenaj yolları oluşturur.
İlgili reaksiyonlar şunları içerir:
3NaF + Al₂O₃ = 2AlF₃ + 3NaO (basitleştirilmiş)
AlF₃ oluşumu oksit kafes yapısını bozarak birbirine bağlı Al₂O₃ ağını, hapsolmuş metal içeriğini serbest bırakan daha granüler, yapışkan olmayan bir kütleye dönüştürür.
Fiziksel Sonuç: Kuru, Tozlu Cüruf
Doğru cüruf flaksı işlemi ve mekanik çalışma (tavlama) sonrasında, cüruf kütlesi orijinal ıslak, yapışkan, metale doymuş halinden kuru, tanecikli bir toza dönüşür. Bu dönüşüm görsel olarak açıktır ve flaksın doğru çalıştığının birincil göstergesidir. Kuru toz halindeki cüruf:
- Yalnızca 8% ila 15% alüminyum içerir (akı olmadan 30% ila 50%'ye karşı).
- Alttaki metali sürüklemeden metal yüzeyden temiz bir şekilde ayrılır.
- Sıyırıldığında eriyik içinde yeniden sürüklenmez.
- İşlenmemiş ıslak cüruftan önemli ölçüde daha düşük hacme sahiptir.
- İşlenmesi ve bertaraf edilmesi daha kolay ve güvenlidir.
Hangi Kimyasal Bileşimler En İyi Drosing Flux'ı Oluşturur?
Drosing flaks formülasyonları üreticiler arasında önemli ölçüde farklılık gösterir, ancak en etkili ürünler alkali klorür ve florür tuz sistemlerine dayanan tutarlı bir kimyasal çerçeveyi paylaşır.
Temel Kimyasal Bileşenler ve İşlevleri
Sodyum Klorür (NaCl)
Drosing fluksunda en yaygın baz bileşen. NaCl 801°C'de erir ancak alüminyum işleme sıcaklıklarının çok altındaki sıcaklıklarda eriyen diğer tuzlarla ötektik karışımlar oluşturur. İşlevleri arasında alüminyum-oksit arayüzünde yüzey gerilimini azaltma ve cüruf matrisine nüfuz eden bir akışkan taşıyıcı ortam olarak hareket etme yer alır.
Potasyum Klorür (KCl)
NaCl ile birlikte KCl, alüminyum erime noktasının altında yaklaşık 660°C'de eriyen bir ötektik karışım oluşturur ve eriyik yüzeyine temas ettiği andan itibaren flaksın erimiş ve aktif olmasını sağlar. KCl, flaks eriyiğinin viskozitesinin azalmasına katkıda bulunarak cürufa nüfuz etmeyi iyileştirir.
Sodyum Florür (NaF) ve Potasyum Florür (KF)
Florür ilaveleri Al₂O₃ üzerinde oksit matrisini bozan kimyasal saldırıyı sağlar. Drosing flaks formülasyonundaki florürün klorüre oranı, kimyasal reaktivite ile yüzey geriliminin azaltılması arasındaki dengeyi belirler. Daha yüksek florür içeriği kimyasal oksit saldırısını artırır, ancak aynı zamanda maliyeti ve çevresel işleme gereksinimlerini de artırır.
Kriyolit (Na₃AlF₆)
Cryolite, alüminyum ile kimyasal olarak uyumlu olduğu, yönetilebilir bir sıcaklıkta eridiği ve hem oksit saldırısı için florür iyonları hem de yüzey gerilimi modifikasyonu için sodyum iyonları sağladığı için alüminyum cüruf işleme için mükemmel bir flaks bileşenidir. Özellikle inatçı oksit filmlerinin çözülmesinde etkilidir.
Alüminyum Florür (AlF₃)
Bazen florür akı etkisini artırmak için doğrudan akı formülasyonlarına dahil edilir. AlF₃ 1238°C'nin üzerinde süblimleşir ancak alüminyum işleme sıcaklıklarında erimiş flaks sistemlerinde aktiftir.
AdTech Drossing Flux Kompozisyon Çerçevesi
AdTech drossing flux ürünleri, farklı fırın tipleri, alaşım sistemleri ve işleme sıcaklıkları için optimize edilmiş aşağıdaki bileşim aralıklarında formüle edilmiştir:
| Bileşen | Fonksiyon | Tipik Aralık (wt%) |
|---|---|---|
| NaCl | Yüzey gerilimini azaltma, taşıyıcı | 30% - 55% |
| KCl | Ötektik oluşumu, viskozite kontrolü | 20% - 40% |
| NaF | Oksit matris bozulması | 5% - 15% |
| KF | Geliştirilmiş florür reaktivitesi | 3% - 10% |
| Na₃AlF₆ (Kriyolit) | Oksit çözünmesi | 2% - 8% |
| AlF₃ | Florür geliştirme | 1% - 5% |
| Özel katkı maddeleri | Duman önleyici, ıslatıcı maddeler | 0% ila 3% |
Akı Kompozisyonu Performansı Nasıl Etkiler?
NaCl:KCl oranı erime noktasını ve penetrasyon hızını kontrol eder. 50:50 NaCl:KCl oranı yaklaşık 660°C'de erir. Daha yüksek KCl içeriğine doğru ilerlemek erime noktasını daha da düşürür ve alüminyum işleme sıcaklıklarının alt ucunda flaks etkinliğini artırır.
Klorür:florür oranı fiziksel (yüzey gerilimi) ve kimyasal (oksit saldırısı) mekanizmalar arasındaki dengeyi kontrol eder. Standart droslama uygulamalarında toplam 8% ila 15% florür içeriği kullanılır. Yüksek sıcaklık veya yüksek türbülanslı işlemlerden kaynaklanan yüksek oranda oksitlenmiş cüruf için daha yüksek florür içerikli formülasyonlar (15% ila 25%) daha iyi metal geri kazanımı sağlar.
Farklı Drossing Flux Türleri Nelerdir ve Her Uygulamaya Uygun Olan Hangisidir?
Tüm çapak alma durumları eşdeğer değildir. Fırın tipi, alaşım kimyası, cüruf karakteri ve operasyonel kısıtlamalar, hangi flaks formülasyonunun kabul edilebilir maliyetle en iyi metal geri kazanımını sağlayacağını etkiler.
Uygulamaya Göre Drossing Flux Sınıflandırması
Standart Drosing Akısı
Nispeten hafif oksidasyon koşulları altında cürufun oluştuğu bekletme fırınlarında, ergitme fırınlarında ve taşıma potalarında rutin cüruf arıtımı için formüle edilmiştir. Standart kaliteler 8% ila 15% toplam florür içerir ve çoğu alüminyum alaşım serisi için uygundur.
- Ekleme oranı: Tahmini 100 kg cüruf başına 0,5 ila 1,5 kg.
- Etkili sıcaklık aralığı: 680°C ila 780°C.
- En çok şunlar için uygundur: 1xxx, 3xxx, 4xxx ve 6xxx serisi alaşımlar.
Yüksek Reaktiviteli Drosing Akısı
Daha yüksek florür içerikli formülasyonlar (15% ila 25% toplam florür), yüksek sıcaklıkta eritme işlemlerinden, kirlenmiş hurdaları işleyen döner fırınlardan veya önemli miktarda cüruf birikimi olan dökümhanelerden kaynaklanan yoğun oksitlenmiş, büyük hacimli cüruflar için tasarlanmıştır.
- İlave oranı: 100 kg cüruf başına 1,0 ila 2,5 kg.
- Etkili sıcaklık aralığı: 700°C ila 850°C.
- En uygun olduğu alanlar: ikincil eritme, hurda ağırlıklı eritme yükleri.
Düşük Florürlü Drosing Flux
Belirli yargı alanlarındaki çevresel düzenlemeler alüminyum dökümhanelerinden kaynaklanan florür emisyonlarını sınırlamaktadır. Düşük florürlü drosing flaks formülasyonları, minimum florür ilavesi (toplam 5%'nin altında) ile optimize edilmiş klorür kimyası kullanarak yeterli metal geri kazanımı sağlar.
- Metal geri kazanımı: standart kalitelerden biraz daha düşük (tipik olarak 75% ila 85% standart kalite performansı).
- İlave oranı: 100 kg cüruf başına 1,0 ila 2,0 kg.
- En uygun olduğu yerler: katı florür emisyon limitleri olan operasyonlar.
Magnezyum Alaşımlı Drosing Flux
Alüminyum-magnezyum alaşımları (5xxx serisi) ve alüminyum-magnezyum-çinko alaşımları (7xxx serisi) daha yüksek magnezyum oksit (MgO) içeriğine sahip cüruf üretir. Standart klorür-florür flaksları MgO üzerinde Al₂O₃ üzerinde olduğundan daha az etkilidir. Daha yüksek florür aktivitesine ve borat ilavelerine sahip özel formülasyonlar, Mg içeren cüruftan daha iyi metal geri kazanımı sağlar.
- İlave oranı: 100 kg cüruf başına 1,5 ila 3,0 kg.
- Özel hususlar: eriyik yüzey koruması için sülfür hekzaflorür (SF₆) veya alternatif örtü gazları ayrı olarak kullanılabilir.
Ekzotermik Drosing Akısı
Flaks bileşimine dahil edilen termit tipi reaksiyonlar, cüruf kütlesi içinde ek ısı üreterek, ek fırın enerji girişi gerektirmeden flaks erimesini ve soğuk veya kalın cüruf katmanlarına nüfuz etmeyi iyileştirir. Cürufun kısmen soğuduğu veya fırın erişim sınırlamalarının yeterli mekanik çalışmayı engellediği durumlarda kullanılır.
AdTech Drossing Flux Ürün Seçim Tablosu
| Ürün Sınıfı | Florür İçeriği | Metal Geri Kazanım Oranı | Uygulama | Ekleme Oranı |
|---|---|---|---|---|
| Standart Sınıf | 10% - 15% | 85% - 92% | Genel dökümhane kullanımı | 0,5 ila 1,5 kg/100kg cüruf |
| Yüksek Reaktivite Sınıfı | 18% - 25% | 88% - 95% | İkincil eritme, ağır cüruf | 1,0 ila 2,5 kg/100kg cüruf |
| Düşük Florürlü Sınıf | 3% - 5% | 75% - 85% | Düzenlenmiş ortamlar | 1,0 ila 2,0 kg/100kg cüruf |
| Mg-Alaşım Sınıfı | 15% ila 20% + borat | 82% - 90% | 5xxx, 7xxx alaşımları | 1,5 ila 3,0 kg/100kg cüruf |
| Ekzotermik Sınıf | 12% - 18% | 85% - 93% | Soğuk/kalın cüruf, pota işlemi | 1,0 ila 2,0 kg/100kg cüruf |
Drossing Flux Nasıl Uygulanır ve En İyi Uygulama Prosedürleri Nelerdir?
Doğru uygulama tekniği, metal geri kazanım sonuçlarının belirlenmesinde en az flaks formülasyonu kadar önemlidir. En iyi cüruf flaksı bile yanlış uygulandığında, yanlış ekleme oranında veya yeterli mekanik işlem yapılmadığında düşük performans sağlar.
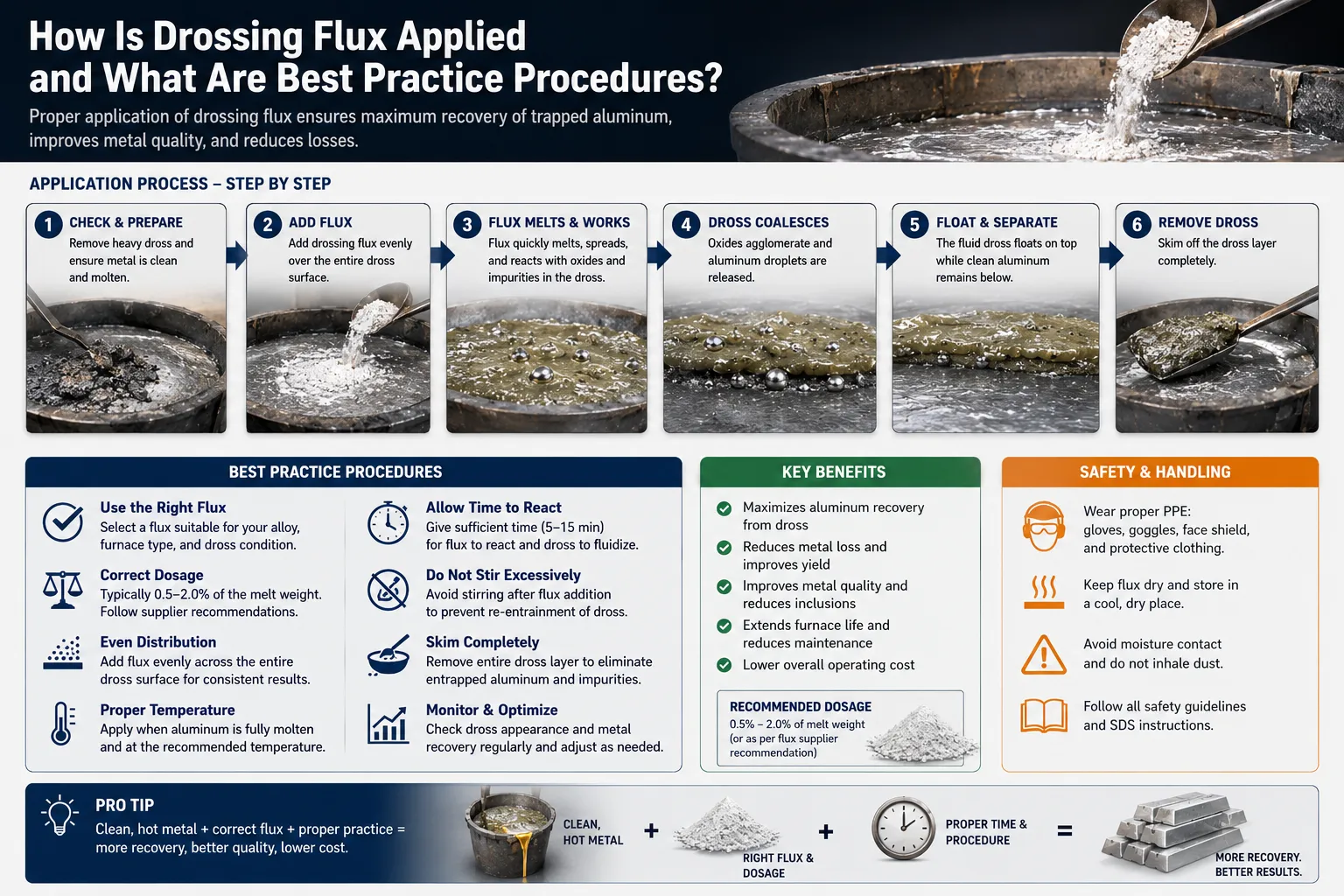
Adım Adım Drossing Flux Uygulama Prosedürü
Adım 1: Cüruf Hacmini ve Karakterini Değerlendirin
Akı eklemeden önce cüruf tabakasını görsel olarak değerlendirin. Derinliğini ve alanını tahmin edin. Islak, parlak cüruf (yüksek metal içeriği, yüksek geri kazanım potansiyeli) ile gri-siyah, kuru görünümlü cürufu (daha düşük metal içeriği, farklı flaks gereksinimi) birbirinden ayırın. Bu değerlendirme doğru flaks ekleme oranını belirler.
Adım 2: Cürufu Çalışma Sıcaklığına Getirin
Flux, standart alüminyum alaşımları için 720°C ile 760°C arasındaki eriyik sıcaklıklarında en etkili şekilde çalışır. Fırın daha düşük bir sıcaklıktaysa, eriyiği flux eklemeden önce çalışma sıcaklığına getirin. Soğutulmuş eriyiğe veya kalın soğuk cüruf tabakalarına eklenen flux önemli ölçüde daha az etkilidir.
Adım 3: Drosing Flux'ı Eşit Şekilde Uygulayın
Temiz, kuru bir kürek veya mekanik bir aplikatör kullanarak cüruf eriticiyi tüm cüruf yüzeyine eşit olarak yayın. Flaksı tek bir alanda yoğunlaştırmaktan kaçının - düzensiz uygulama, metali hapsetmeye devam eden işlenmemiş cüruf bölgeleri bırakır. Standart sınıf AdTech cüruf flaksı için tipik uygulama oranı, mevcut tahmini 100 kg cüruf başına 0,5 ila 1,5 kg'dır.
Adım 4: Nüfuz Etme ve Tepki Süresine İzin Verin
Flaks uygulamasından sonra flaksın erimesi, cüruf matrisine nüfuz etmesi ve yüzey gerilimini azaltma işlemine başlaması için 2 ila 5 dakika bekleyin. Flaks ilavesinden hemen sonra sıyırmayın - reaksiyon tamamlanmamıştır ve metal geri kazanımı önemli ölçüde daha düşük olacaktır.
Adım 5: Cürufu Çalıştırın (Ayaktakımı)
Temiz, önceden ısıtılmış bir tava veya sıyırıcı alet kullanarak, cürufu fırın yüzeyi boyunca dairesel veya ileri geri hareketlerle işleyin. Bu mekanik hareket:
- Büyük cüruf kümelerini parçalayarak taze oksit yüzeylerini akı etkisine maruz bırakır.
- Akının cürufun içine nüfuz etmesini teşvik eder.
- Metalin banyoya geri drenajını hızlandırır.
- Cürufu ıslak kıvamdan kuru kıvama dönüştürür.
Kuru toz kıvamına dönüşüm tamamlanana kadar cürufu 3 ila 8 dakika boyunca işleyin. Cüruf artık ıslak, parlak metal yüzeyler göstermediğinde sıyrılmaya hazırdır.
Adım 6: İşlenmiş Cürufu Sıyırın
Delikli bir sıyırma sepeti veya temiz düz bir sıyırıcı kullanarak, işlenmiş kuru cürufu fırın yüzeyinden alın. Sistematik olarak bir taraftan diğerine doğru çalışın. Sıyırıcıyı sıvı metal yüzeyine bastırmaktan kaçının - bu cüruf partiküllerini yeniden sürükler ve temiz metal yüzeyini bozar.
Adım 7: Kaymak Sonrası Tedavi
Sıyırma işleminden sonra, temiz metal yüzeye ince bir tabaka AdTech örtücü flaks uygulayarak sonraki bekletme sırasında yeniden oksidasyon ve hidrojen emiliminden koruyun.
Metal Geri Kazanımını Azaltan Kritik Uygulama Hataları
| Hata | Etki | Düzeltme |
|---|---|---|
| Çok az akı ekleme | Tamamlanmamış cüruf dönüşümü, yağsız cürufta yüksek metal | Üreticinin ekleme oranı tavsiyelerine uyun |
| Soğuk cürufa akı ekleme | Flux erimez veya nüfuz etmez, reaksiyon yok | Flaks ilavesinden önce fırını 720°C+ sıcaklığa getirin |
| Akı ilavesinden hemen sonra sıyırma | Reaksiyon tamamlanmadı, metal boşaltılmadı | Flux uygulamasından sonra en az 5 dakika bekleyin |
| Yetersiz tavlama | Cüruf kütlesi boyunca dağıtılmamış akı | Cürufu 5 ila 8 dakika boyunca mekanik olarak işleyin |
| Islak veya kirlenmiş flux kullanımı | Hidrojen girişi, düşük aktivite | Akıyı kapalı kaplarda saklayın, şüpheniz varsa önceden ısıtın |
| Eriyik içine kepçenin bastırılması | Cürufun yeniden sürüklenmesi, yüzey oksidasyonu | Kepçeyi sadece yüzey seviyesinde tutun |
Drosing Flux'tan Metal Geri Kazanımını ve Maliyet Tasarrufunu Nasıl Hesaplarsınız?
Doğru ölçüm metodolojisi uygulandığında cüruf akısının ekonomik faydasını ölçmek kolaydır. Bu hesaplama, dökümhane yöneticileri ve finansal karar mercileri için tedarik kararını haklı çıkaran şeydir.
Metal Geri Kazanım Hesaplama Yöntemi
Drosing Akısı Olmadan (Temel):
Vardiya başına çıkarılan cüruf: 500 kg
İşlenmemiş cüruftaki ortalama metal içeriği: 35%
Cürufta kaybedilen metal: 500 × 0.35 = Vardiya başına 175 kg
Kaybedilen alüminyum değeri ($2.50/kg'da): 175 × $2.50 = $437,50 vardiya başına
AdTech Drossing Flux ile:
Vardiya başına çıkarılan cüruf: 400 kg (metal geri kazanımı nedeniyle azaltılmış hacim)
İşlenmiş cüruftaki ortalama metal içeriği: 12%
Cüruf içinde kalan metal: 400 × 0.12 = Vardiya başına 48 kg
Banyoya geri kazanılan metal: 175 - 48 = Vardiya başına 127 kg
Geri kazanılan alüminyum değeri: 127 × $2.50 = $317,50 vardiya başına
Akı Maliyeti:
100 kg cüruf başına 1 kg akı ilavesi: 500 × 0,01 = vardiya başına 5 kg akı
$3.50/kg'da akı maliyeti: 5 × $3.50 = $ Vardiya başına 17,50
Vardiya Başına Net Fayda:
Metal geri kazanıldı: $317.50
Akı maliyeti: ($17,50)
Net kazanç: Vardiya başına $300,00
Günde iki vardiya, yılda 250 gün çalışan bir dökümhane için: $ Fırın başına yıllık 150.000 fayda drossing flux uygulamasından.
Cüruf Bertaraf Maliyetinin Azaltılması
Çapağın flaks ile işlenmesi sadece metal kaybını değil, aynı zamanda çapak hacmini ve bertaraf maliyetlerini de azaltır:
| Metrik | Akı Olmadan | AdTech Flux ile | İyileştirme |
|---|---|---|---|
| İşlenen ton Al başına cüruf hacmi | 60 ila 120 kg | 30 ila 60 kg | 40%'den 50%'ye indirgeme |
| Cüruftaki metal içeriği | 30% - 50% | 8% ila 15% | 65%'den 75%'ye indirgeme |
| Ton cüruf başına bertaraf maliyeti | $80 ila $150 | $80 ila $150 | Aynı oran, daha düşük hacim |
| Yıllık bertaraf maliyetinde azalma | Başlangıç Noktası | 40% ila 50% daha düşük | Önemli tasarruf |
| Cüruf yeniden işleme gelir etkisi | Düşük metal içeriği, daha düşük değer | Sahada geri kazanılan daha yüksek metal içeriği | Daha iyi ekonomi |
Drossing Flux Ürünlerini Karşılaştırmak İçin Temel Performans Ölçütleri Nelerdir?
Rakip cüruf flaksı ürünlerini değerlendirirken, satın alma mühendisleri ve dökümhane metalürjistleri kontrollü koşullar altında ölçülebilen ve karşılaştırılabilen objektif performans kriterlerine ihtiyaç duyarlar.
Nicel Performans Ölçütleri
Metal Geri Kazanım Verimliliği (MRE)
En önemli tek metrik. Olarak ölçülür:
MRE (%) = [(İşlenmemiş drosdaki metal - İşlenmiş drosdaki metal) / İşlenmemiş drosdaki metal] × 100%
Yüksek kaliteli drossing flux 70% ila 85% MRE değerlerine ulaşır. Premium ürünler 85%'yi aşar. 60% MRE'nin altındaki ürünler akısız işleme göre minimum ekonomik avantaj sunar.
Cüruf Dönüştürme Kalitesi
Görsel olarak ve ağırlık karşılaştırması ile değerlendirilir. Doğru işlenmiş cüruf şunları yapmalıdır:
- Kuru, tanecikli, yapışkan olmayan toza dönüştürün.
- Islak metal yüzeyler veya parlak sıvı kalıntıları göstermeyin.
- Ön işlem cüruf kütlesine kıyasla daha düşük hacme sahiptir.
- Skimmer aletine yapışmadan temiz bir şekilde sıyırın.
Akı Etkinliği Sıcaklık Aralığı
Akının erimiş ve kimyasal olarak aktif olduğu sıcaklık aralığı. Daha geniş aktivite aralıkları daha fazla operasyonel esneklik sağlar. Kaliteli drosing flaksı 660°C ile 820°C arasında aktif olmalıdır.
Dumanlama Özellikleri
Tüm klorür-florür flaksları uygulama sırasında bir miktar duman üretir. Duman önleyici katkı maddeleri içeren ürünler görünür dumanı azaltarak operatör konforunu ve işyeri hava kalitesini artırır. Bu sadece bir sağlık sorunu değildir - aşırı dumanlanma aktif bileşenlerin hızla buharlaşarak kaybolduğunu gösterir ve işlem etkinliğini azaltır.
AdTech Drossing Flux Performansı ve Jenerik Ürünler
| Performans Parametresi | AdTech Drossing Flux | Jenerik Klorür Akısı | İyileştirme |
|---|---|---|---|
| Metal Geri Kazanım Verimliliği | 82% - 92% | 55% - 72% | 15% ila 30% daha yüksek |
| Cüruf Dönüştürme Kalitesi | Kuru toz, temiz yağsız | Kısmi dönüşüm, ıslak noktalar | Önemli ölçüde daha iyi |
| Gerekli Ekleme Oranı | 0,5 ila 1,5 kg/100kg cüruf | 1,5 ila 3,0 kg/100kg cüruf | 50% ila 60% daha az akı gerekir |
| Faaliyet Sıcaklık Aralığı | 660°C ila 830°C | 700°C ila 800°C | Daha geniş çalışma penceresi |
| Dumanlama Seviyesi | Düşük (duman önleyici katkı maddeleri) | Orta ila Yüksek | Daha iyi işyeri koşulları |
| Toplu İş Tutarlılığı | CoA tarafından onaylanmıştır | Değişken | Daha güvenilir sonuçlar |
Drossing Flux için Çevresel ve Güvenlik Hususları Nelerdir?
Florür Emisyonları ve Mevzuata Uygunluk
Florür içeren cüruf flaksı, nemle temas ettiğinde veya yüksek sıcaklıklarda hidrojen florür (HF) dumanı üretir. HF, tüm büyük endüstriyel yargı alanlarında mesleki maruziyet sınırlarına tabi olan aşındırıcı, zehirli bir gazdır:
- OSHA PEL (ABD): 3 ppm (TWA, 8 saat)
- ACGIH TLV: 0,5 ppm (tavan)
- AB OEL: 1 ppm (TWA, 8 saat)
Florür içeren flaks kullanan dökümhaneler uygulamalıdır:
- Fırın şarj noktalarında yerel egzoz havalandırması.
- Operatörler için solunum koruması (verilen hava veya uygun filtre maskeleri).
- Akı kullanımının önemli olduğu yerlerde HF için ortam havasının izlenmesi.
- Yerel çevre yönetmelikleri kapsamında geçerli olduğu durumlarda emisyon izinleri.
Cüruf Bertarafı ve Sınıflandırma
İşlenmiş alüminyum cürufu (tuz keki), klorür ve florür içeriği ve su ile reaktivitesi (nitrür ve hidrür reaksiyonlarından amonyak ve hidrojen gazları üretmesi) nedeniyle birçok ülkede tehlikeli atık olarak sınıflandırılmaktadır:
- AB: Tehlikeli atık kodu 10 03 08 (ikincil üretimden kaynaklanan tuz cürufları) olarak listelenmiştir.
- ABD: RCRA sınıflandırması eyalete göre değişir - birçok eyalet tuzlu keki tehlikeli olarak sınıflandırır.
- Bertaraf seçenekleri: lisanslı tehlikeli atık düzenli depolama sahası, cüruf yeniden işleme tesisi, tuz geri dönüşüm tesisi.
Flux Kullanımı için Kişisel Koruyucu Ekipman
| Tehlike | Gerekli KKD |
|---|---|
| HF dumanı soluma | Asit gaz kartuşlu yarım yüz solunum cihazı |
| Ekleme sırasında akı tozunun solunması | P2/P3 toz maskesi |
| Erimiş akı sıçraması | Tam yüz siperi, ısıya dayanıklı eldivenler, alüminyum döküm önlüğü |
| Akı ile cilt teması | Taşıma sırasında nitril veya neopren eldivenler |
| Göz koruması | Ekleme sırasında güvenlik gözlükleri (sadece gözlük değil) |
Akı Depolama Gereksinimleri
- Orijinal kapalı kaplarında serin ve kuru bir yerde saklayın.
- Maksimum depolama sıcaklığı: 35°C.
- Nemden uzak tutun - ıslak flux yüksek sıcaklıktaki yüzeylerle temas ettiğinde HF üretir.
- Raf ömrü: Kapalı kaplarda üretim tarihinden itibaren 24 ay.
- Asitlerin, oksitleyicilerin veya reaktif metallerin yakınında depolamayın.
Fırın Tipi Drossing Flux Seçimini ve Uygulamasını Nasıl Etkiler?
Farklı fırın tipleri farklı özelliklere sahip cüruf oluşturur ve bu da ayarlanmış flaks seçimi ve uygulama yaklaşımları gerektirir.
Fırın Tipine Göre Cüruf Arıtımı
Reverberatory Fırınlar (Büyük Ölçekli Ergitme)
Yankılı fırınlar, büyük hacimlerde alüminyumu nispeten yüksek sıcaklıklarda tutarak eriyik yüzeyini yoğun bir şekilde maruz bırakır. Cüruf oluşum oranları yüksektir. Planlı olarak (her 2 ila 4 saatte bir veya tanımlanmış cüruf derinliği eşiği başına) sistematik akı işlemi, reaktif işlemden daha etkilidir.
- İşlem başına tipik cüruf miktarı: 100 ila 500 kg.
- Önerilen flux sınıfı: hurda kalitesine bağlı olarak standart veya yüksek reaktivite.
- Uygulama yöntemi: kürek veya mekanik dağıtıcı ile elle yayma.
Pota Fırınları (Daha Küçük Dökümhane İşletmeleri)
Daha düşük mutlak cüruf üretimi ile daha küçük metal hacimleri. Cüruf birikme oranına bağlı olarak ısı başına veya birkaç ısıda bir flaks eklenir.
- İşlem başına tipik cüruf miktarı: 5 ila 50 kg.
- Önerilen akı derecesi: standart derece.
- Uygulama yöntemi: küçük kürekle elle yayma.
Döner Fırınlar (İkincil Eritme)
Döner fırınlar yoğun şekilde kirlenmiş hurdayı işler ve büyük hacimlerde yüksek oranda oksitlenmiş cüruf üretir. Fırının yuvarlanma hareketi, cüruf-akı karışımının mekanik olarak işlenmesini sağlar ve döner fırınları özellikle akı işlemi ile metal çıkarmada etkili hale getirir.
- Isı başına tipik cüruf miktarı: 200 ila 2000 kg.
- Önerilen flaks derecesi: yüksek reaktivite derecesi, erime döngüsünün başında ve ortasında eklenir.
- Ekleme yöntemi: hurda ile doldurulur veya tuyere enjekte edilir.
Bekletme Fırınları (Transfer ve Döküm İşlemleri)
Bekletme fırınları ergitme ve döküm arasında ergiyik sıcaklığını korur. Cüruf oluşumu ergitme fırınlarına göre daha yavaştır ancak yine de önemlidir. Düzenli flaks işlemi eriyik temizliğini korur ve yüzey oksidasyonuna karşı koruma sağlar.
- İşlem başına tipik cüruf miktarı: 20 ila 100 kg.
- Önerilen flaks derecesi: standart derece veya kaplama flaksı ile birlikte.
- Tedavi sıklığı: her 4 ila 8 saatte bir veya gözle muayeneye göre.
| Fırın Tipi | Cüruf Hacmi | Metal İçeriği | Akı Sınıfı | Tedavi Sıklığı |
|---|---|---|---|---|
| Yankılı eritme | Yüksek | 25% - 45% | Standart/Yüksek reaktivite | Her 2 ila 4 saatte bir |
| Pota (gaz yakıtlı) | Düşük | 30% - 50% | Standart | Her ısı |
| Döner (ikincil) | Çok Yüksek | 15% - 35% | Yüksek reaktivite | Erime döngüsü başına |
| İndüksiyonla eritme | Düşük-Orta | 20% - 40% | Standart | Her 1 ila 2 saatte bir |
| Bekletme fırını | Düşük | 30% - 50% | Standart/Kaplama | Her 4 ila 8 saatte bir |
| Kule eritici | Orta | 20% - 35% | Standart | Üretim döngüsü başına |
Satın Alma Mühendisleri Drosing Flux Tedarik Ederken Hangi Faktörleri Değerlendirmelidir?
Yalnızca fiyat üzerinden cüruf alma flaksı satın almak yaygın ve maliyetli bir hatadır. İlgili ölçüt, satın alınan flaks kilogramı başına maliyet değil, geri kazanılan alüminyum kilogramı başına maliyettir.
Satın Alma Değerlendirme Kriterleri
Teknik Performans Dokümantasyonu
Herhangi bir ciddi drosing flux tedarikçisi bunu sağlamalıdır:
- Kimyasal bileşimi onaylayan her parti için Analiz Sertifikası (CoA).
- Kontrollü çalışmalardan elde edilen belgelenmiş metal geri kazanım verimliliği verileri.
- Önerilen ekleme oranları ve prosedürleri içeren teknik veri sayfası.
- GHS/REACH standartlarıyla uyumlu Güvenlik Bilgi Formu (SDS).
Toplu İş Tutarlılığı
Tuz bazlı flaks ürünleri, özellikle florür içeriği bakımından üretim partileri arasında bileşim farklılıklarına açıktır. Tutarsız ürünler öngörülemeyen metal geri kazanım sonuçları üretir. Potansiyel tedarikçilerden partiden partiye CoA karşılaştırma verileri talep edin.
Tedarik Güvenilirliği
Drosing flux bir üretim sarf malzemesidir - tedarik kesintileri metal geri kazanımını ve üretim maliyetlerini doğrudan etkiler. Uzun vadeli taahhütte bulunmadan önce tedarikçinin üretim kapasitesini, teslim sürelerini ve envanter yönetimi yeteneklerini değerlendirin.
Teknik Destek
En iyi flux ürünü ancak kullanılan uygulama prosedürü kadar etkilidir. Uygulama eğitimi, sorun giderme desteği ve performans izleme yardımı sağlayan tedarikçiler, sadece ürün gönderen tedarikçilere kıyasla sürekli olarak daha iyi gerçek dünya sonuçları sunar.
Toplam Maliyet Analizi
İşlenen alüminyum tonu başına toplam maliyeti hesaplayın:
| Maliyet Bileşeni | Hesaplama Esasları |
|---|---|
| Akışkan malzeme maliyeti | Ekleme oranı × kg başına akı fiyatı |
| Uygulama için işçilik | Tedavi başına dakika × işçilik oranı |
| KKD ve güvenlik maliyetleri | Tedavi başına orantılı |
| İşlenmiş cürufun bertaraf maliyeti | Hacim azaltma faktörü × bertaraf oranı |
| Geri kazanılan metal değeri | Geri kazanım verimliliği × metal fiyatı |
| Net maliyet (veya fayda) | Yukarıdakilerin toplamı |
Alüminyum Dökümhaneleri için Drosing Flux Hakkında Sıkça Sorulan Sorular
S1: Çapak alma flaksı nedir ve arıtma flaksından farkı nedir?
Drossing flux, yüzey cürufunu işlemek için özel olarak formüle edilmiştir - sıkışmış sıvı alüminyumu banyoya geri bırakır ve oksit kütlesini kuru, sıyrılabilir bir toza dönüştürür. Arıtma flaksı, çözünmüş safsızlıkları gidermek, ince kalıntıları aglomere etmek ve genel eriyik temizliğini iyileştirmek için dökme eriyiğe eklenir. Bu iki ürün birbiriyle örtüşen ancak farklı işlevlere sahiptir. Bazı kombine flaks formülasyonları her iki rolü de aynı anda yerine getirir, ancak özel cüruf flaksı, bu amaçla kullanılan genel amaçlı arıtma flaksına kıyasla yüzey cürufundan üstün metal geri kazanımı sağlar.
S2: Droslama flaksı kullanılarak flakssız sıyırmaya kıyasla ne kadar metal geri kazanılabilir?
Flaks işlemi olmadan, alüminyum cüruf tipik olarak ağırlıkça 30% ila 50% geri kazanılabilir metal içerir ve bu metal cüruf sıyrılıp atıldığında kaybolur. Uygun şekilde uygulanan droslama flaksı ile, işlenmiş dros sadece 8% ila 15% metal içerir - bu da işlenen 100 kg dros başına 15 ila 35 kg ek alüminyum geri kazanımını temsil eder. Mevcut alüminyum fiyatlarında bu, aynı miktarda cüruf için yaklaşık $1,50 ila $5,00 flaks maliyetine karşılık 100 kg cüruf başına $37 ila $87 ek metal değeri anlamına gelir.
S3: Drosing flux alüminyum kontaminasyonuna neden olabilir mi veya alaşım kimyasını etkileyebilir mi?
Saygın tedarikçilerden alınan iyi formüle edilmiş cüruf flaksı, önerilen ekleme oranlarında kullanıldığında alüminyum alaşım kimyasını ölçülebilir şekilde etkilemez. Flaks tuzları eriyik yüzeyinde kalır ve metal içinde önemli miktarlarda çözünmez. NaCl'den gelen sodyum, bazı hassas alaşımlarda sodyum içeriğini potansiyel olarak artırabilir, ancak tipik ekleme oranlarında bu etki ihmal edilebilir düzeydedir. Sodyuma duyarlı alaşımlar (stronsiyumla modifiye edilmiş döküm alaşımları) için sodyum içermeyen flaks formülasyonları mevcuttur.
S4: Drosing flaksının doğru çalıştığını nasıl anlarım?
En net gösterge, cürufun ıslak, parlak ve yapışkan halden kuru, toz halinde ve yapışkan olmayan hale görsel olarak dönüşmesidir. Doğru şekilde işlenmiş cüruf kuru, ince taneli kum veya kül görünümünde ve kıvamındadır. Skimmer aletine yapışmaz, sıvı metal kalıntıları göstermez ve kaldırıldığında akmaz veya damlamaz. Ağırlık karşılaştırması da başarıyı teyit eder - işlenmiş cüruf, aynı hacimdeki işlenmemiş cüruftan önemli ölçüde daha düşük ağırlığa sahiptir çünkü sıkışan metal banyoya geri akmıştır.
S5: Drosing flaksı için doğru ekleme oranı nedir?
Ekleme oranları flaks derecesine ve cüruf hacmine ve karakterine bağlıdır. AdTech standart droslama flaksı tipik olarak mevcut tahmini 100 kg dros başına 0,5 ila 1,5 kg eklenir. Ağır oksitlenmiş veya kalın cüruf tabakaları için bu aralığın üst ucu uygundur. Yüksek metal içeriğine sahip taze, ıslak cüruf için daha düşük ilave oranı genellikle yeterlidir. Eksik ekleme en yaygın uygulama hatasıdır - şüpheye düştüğünüzde önerilen aralığın üst ucunu kullanın ve sonuçları cüruf karakter değerlendirmesi ile doğrulayın.
S6: Drosing flux magnezyum alaşımları üzerinde çalışır mı?
MgO, Al₂O₃'dan farklı kimyasal özelliklere sahip olduğundan ve standart flaks kimyasına farklı tepki verdiğinden, standart klorür-florür çapak alma flaksı yüksek magnezyum alaşımlarından (5xxx ve 7xxx serisi) gelen çapak üzerinde daha az etkilidir. AdTech, Mg içeren cüruftan etkili metal geri kazanımı sağlayan modifiye florür kimyası ve borat ilaveleri içeren özel magnezyum alaşımlı cüruf flaks formülasyonları sunmaktadır. Flaks önerileri talep ederken her zaman alaşım serisini belirtin.
S7: Etkinliği korumak için drosing flux nasıl depolanmalıdır?
Drosing flux'ı orijinal kapalı kaplarında serin ve kuru bir yerde nemden uzakta saklayın. Nem kontaminasyonu birincil bozulma riskidir - ıslak flaks kısmen hidrolize olur, aşındırıcı dumanlar üretir ve aktif bileşen konsantrasyonlarını azaltır. Su kaynaklarının, buhar borularının yakınında veya yoğuşmanın meydana gelebileceği dış mekanlarda depolamayın. Önemli ölçüde neme maruz kalan flaks kullanılmadan önce 80°C ila 100°C'de kurutulmalı ve bozulmaya işaret eden kekleşme veya renk değişiklikleri açısından incelenmelidir. Uygun şekilde saklanan kapalı kaplar için raf ömrü 24 aydır.
S8: Drosing flux tehlikeli bir madde olarak düzenleniyor mu?
Florür bileşikleri içeren cüruf akısı, nemle temas ettiğinde HF üretme potansiyeli nedeniyle çoğu yargı alanında nakliye için tehlikeli bir malzeme olarak sınıflandırılır (UN tehlike sınıfı 8, aşındırıcı). İşlenmiş cüruf (tuz keki), klorür ve florür içeriği ve su ile reaktivitesi nedeniyle birçok bölgede tehlikeli atık olarak sınıflandırılır. Bulunduğunuz yer için geçerli olan özel taşıma sınıflandırması, kullanım izinleri ve atık bertaraf gereklilikleri için yerel çevre düzenleme kurumunuza ve ürün GBF'sine başvurun.
S9: Bir drosing flux ürünü tüm alüminyum alaşımları için çalışabilir mi?
Yüksek kaliteli standart sınıf bir cüruf alma flaksı, 1xxx, 2xxx, 3xxx, 4xxx ve 6xxx serileri dahil olmak üzere alüminyum alaşımlarının çoğunu yeterli şekilde işler. Önemli istisnalar, özel formülasyonlar gerektiren yüksek magnezyum alaşımları (>2% Mg ile 5xxx serisi) ve alüminyum-lityum alaşımlarıdır. Birden fazla alaşım ailesini işleyen dökümhaneler için, standart ve Mg alaşımına özel olmak üzere iki fluks derecesinin korunması neredeyse tüm uygulamaları kapsar.
S10: AdTech drosing flux, ev yapımı tuz karışımı yapmakla nasıl karşılaştırılır?
Bazı dökümhaneler, dökme endüstriyel tuz kaynaklarından sodyum klorür ve potasyum klorürü karıştırarak flaks maliyetlerini düşürmeye çalışmaktadır. Bu temel yüzey gerilimi azaltımı sağlarken, ev yapımı karışımlar optimize edilmiş florür bileşenleri, kontrollü partikül boyutu dağılımı, duman önleyici katkı maddeleri ve AdTech cüruf flaksı gibi amaca yönelik formüle edilmiş ürünlerin parti tutarlılığından yoksundur. Deneyimlerimize göre, ev yapımı klorür karışımları kaliteli ticari flaks ürünlerinden 20% ila 35% daha düşük metal geri kazanım verimlilikleri elde etmekte ve görünürdeki maliyet tasarrufu daha yüksek metal kayıpları ve tutarsız sonuçlarla ortadan kalkmaktadır. AdTech'in amaca yönelik formüle edilmiş cüruf flaksı, toplam metal geri kazanımı bazında hesaplandığında sürekli olarak pozitif bir yatırım getirisi sağlar.
Sonuç: Metal Geri Kazanımını En Üst Düzeye Çıkarmak için Drosing Flux Seçimi ve Kullanımı
Drossing flux ekonomisi açık ve ikna edicidir. Cüruf içinde kaybolmak yerine cüruftan geri kazanılan her bir kilogram alüminyumun doğrudan ve anında bir değeri vardır. Kaliteli cüruf flaksına yapılan yatırım - özellikle AdTech'in uygulamaya özel formülasyon yelpazesi - tek başına flaks maliyetine karşı hesaplandığında sürekli olarak 10 kat ila 30 kat arasında yatırım getirisi sağlar.
Teknik analizimizden elde edilen temel ilkeler:
- Alaşım kimyasına göre flaks seçin: 1xxx ila 6xxx serisi için standart kalite, yüksek Mg ve özel alaşımlar için özel kalite.
- Akı derecesini cüruf şiddetiyle eşleştirin: İkincil eritme işleminden kaynaklanan ağır, yüksek oranda oksitlenmiş cüruf, yüksek reaktiviteli formülasyonlar gerektirir.
- Başvuru prosedüründen asla ödün vermeyin: doğru sıcaklık, yeterli reaksiyon süresi ve kapsamlı mekanik çalışma, flaks formülasyonu kadar önemlidir.
- Sonuçları niceliksel olarak ölçün: işlemden önce ve sonra cürufu tartın, metal içeriğini periyodik olarak test edin ve geri kazanım oranlarını bir üretim KPI'sı olarak izleyin.
- Toplam maliyeti hesaplayın: kilogram başına akı maliyeti önemsizdir - ilgili rakam işlenen ton alüminyum başına geri kazanılan net metal değeridir.
AdTech cüruf flaksı ürünleri, bu makalede özetlenen uygulama disiplinleriyle birlikte, alüminyum dökümhanelerine, endüstrinin en kalıcı metal kaybı kaynaklarından birini önemli ölçüde azaltmak için sistematik, ölçülebilir ve ekonomik olarak gerekçelendirilmiş bir yol sağlar.
