Ceramic fiber blanket is a lightweight, flexible, high-temperature refractory insulation material produced by needle-punching or spinning alumina-silica ceramic fibers into a continuous, blanket-form product. It operates reliably at continuous service temperatures ranging from 760°C (1400°F) to 1600°C (2912°F) depending on the grade selected, while delivering thermal conductivity values as low as 0.06 W/m·K at 200°C.
If your project requires the use of Ceramic Fiber Blanket, you can contact us for a free quote.
At AdTech, we supply ceramic fiber blankets to aluminum smelters, steel reheat furnaces, petrochemical heaters, and ceramic kiln operators across multiple continents, and our consistent field observation is this: no other flexible insulation material matches ceramic fiber blanket’s combination of low heat storage, high-temperature capability, and ease of installation at a competitive cost point.

What Is Ceramic Fiber Blanket Made From?
The fiber chemistry sitting at the core of every ceramic fiber blanket roll determines everything else about how the product performs. Getting this right at the specification stage prevents costly field failures.
Base Fiber Composition
Ceramic fiber blankets are manufactured from amorphous (glass-phase) alumina-silica fibers. The alumina-to-silica ratio is the single most important variable controlling the maximum service temperature. As alumina content increases, the fiber’s resistance to devitrification (the phase transformation from amorphous glass to crystalline structures like mullite and cristobalite) improves, and the rated service temperature rises accordingly.
Standard fibers contain approximately 44–47% Al₂O₃ and 52–55% SiO₂. As you move up the temperature classification ladder, alumina content increases to 52–56%, then to 60–70%, and in polycrystalline grades reaches 72% or higher. At the very top of the range, zirconia (ZrO₂) is incorporated to provide additional stabilization at temperatures exceeding 1400°C where even high-alumina amorphous fibers begin to undergo structural transformation.
Fiber Additives and Binders
Most ceramic fiber blankets contain no organic binders — this is one of their significant advantages over ceramic fiber papers. The needle-punching process mechanically interlocks fibers without chemical adhesives, meaning the blanket reaches its rated performance immediately without a binder burnout phase. Some specialty blankets incorporate trace amounts of organic lubricants to reduce fiber-to-fiber friction during needling, but these represent less than 0.5% by weight and are inconsequential to performance.
Shot Content and Its Significance
During fiber production, a portion of the raw melt does not convert into fibers and instead solidifies into small glassy spheres called “shot.” Shot adds mass without contributing to insulation performance. High shot content:
- Reduces thermal efficiency per unit weight.
- Increases product weight, raising shipping and handling costs.
- Can cause surface irregularities in finished installations.
- In some breathing zone scenarios, shot particles larger than respirable size actually reduce the hazard from fine fibers.
Premium blanket grades specify shot content below 10% by weight (ASTM C-1335), with high-purity grades targeting below 5%.
Also read: Ceramic Fiber Blanket Manufacturers in India.
Raw Material Composition by Grade
| Fiber Grade | Al₂O₃ (%) | SiO₂ (%) | ZrO₂ (%) | Other Oxides | Classification |
|---|---|---|---|---|---|
| Standard | 44–47 | 52–55 | None | <1% Fe₂O₃ | Amorphous AES |
| High Purity | 47–50 | 50–52 | None | <0.5% total | Amorphous RCF |
| High Alumina | 52–56 | 43–47 | None | Trace | Amorphous RCF |
| Zirconia-Enhanced | 33–36 | 47–50 | 14–17 | None | Amorphous RCF |
| Polycrystalline Mullite | 72 | 28 | None | None | Polycrystalline |
| Polycrystalline Alumina | 95–99 | <1 | None | None | Polycrystalline |

Physical and Thermal Properties of Ceramic Fiber Blanket
Understanding property data is not simply a procurement checkbox exercise. Each number in a technical datasheet has direct consequences for energy consumption, installation labor, furnace startup time, and long-term maintenance cost.
Thermal Conductivity Performance
Thermal conductivity is the property most buyers focus on, and rightly so — it directly determines the thickness of blanket required to achieve a target heat flux or cold-face temperature. Ceramic fiber blanket’s conductivity rises with temperature, which is normal for all insulation materials. The critical comparison point is how it performs relative to competing products at the actual operating temperature of your application.
At 200°C, ceramic fiber blanket (192 kg/m³ density) achieves approximately 0.06 W/m·K. By 600°C, this rises to approximately 0.18 W/m·K. By 1000°C, the value reaches approximately 0.34 W/m·K. These figures are substantially better than dense refractory brick or castable at equivalent temperatures, though microporous insulation panels achieve lower conductivity at moderate temperatures.
Low Thermal Mass: The Underrated Advantage
Thermal mass — the energy stored in the furnace lining during heat-up — is an operating cost factor that many engineers underestimate until they see actual energy bills. Ceramic fiber blanket’s low density (96–384 kg/m³ across commercial grades) means that the lining stores far less heat per unit volume than dense refractory systems. In intermittent-operation furnaces (those that are shut down and reheated daily or weekly), this difference can reduce energy consumption by 30–60% compared to traditional brick-lined systems.
We have monitored actual energy consumption at aluminum heat treatment facilities before and after converting from brick to ceramic fiber blanket lining systems, and the documented savings consistently exceed the theoretical predictions — largely because the lower thermal mass also allows faster heat-up rates, which improves production scheduling.
Comprehensive Physical Properties Reference Table
| Property | 96 kg/m³ | 128 kg/m³ | 192 kg/m³ | 256 kg/m³ | 320 kg/m³ | Test Method |
|---|---|---|---|---|---|---|
| Bulk Density (kg/m³) | 96 ±10% | 128 ±10% | 192 ±10% | 256 ±10% | 320 ±10% | ASTM C-167 |
| Thermal Conductivity at 200°C (W/m·K) | 0.055 | 0.058 | 0.062 | 0.070 | 0.085 | ASTM C-177 |
| Thermal Conductivity at 600°C (W/m·K) | 0.175 | 0.170 | 0.165 | 0.160 | 0.155 | ASTM C-177 |
| Thermal Conductivity at 1000°C (W/m·K) | 0.380 | 0.360 | 0.340 | 0.320 | 0.310 | ASTM C-177 |
| Tensile Strength (kPa) | 20–35 | 30–55 | 50–80 | 70–110 | 90–140 | ASTM C-1335 |
| Linear Shrinkage at rated temp (%) | 2–4 | 2–4 | 2–3 | 1.5–3 | 1.5–2.5 | ISO 10635 |
| Maximum Service Temp (standard grade) | 1260°C | 1260°C | 1260°C | 1260°C | 1260°C | Grade-dependent |
| Standard Roll Width (mm) | 610 | 610/915 | 610/915/1220 | 610/915 | 610 | Manufacturer |
| Standard Thickness (mm) | 13–75 | 13–75 | 13–75 | 25–75 | 25–50 | Manufacturer |
| Loss on Ignition (%) | <0.5 | <0.5 | <0.5 | <0.5 | <0.5 | ASTM C-25 |
Mechanical Flexibility and Resilience
Unlike rigid refractory products, ceramic fiber blanket returns to approximately its original thickness after compression loading is removed. This resilience is critical for expansion joint applications and for maintaining contact pressure against irregular furnace surfaces. The recovery rate decreases after exposure to elevated temperatures as fiber sintering reduces elasticity. At rated service temperature, permanent set values of 10–20% are typical for standard commercial grades.

Temperature Grades and Classification Standards
Temperature grade selection is where most specification errors occur. The label “1260°C blanket” does not mean the material can handle 1260°C in every situation — it means the material maintains acceptable properties under standardized test conditions at that temperature. Real-world application conditions frequently differ from laboratory test conditions.
Standard Temperature Classification System
760°C Grade (Standard/Economy)
This grade uses the lowest alumina content fiber and is appropriate for back insulation, personnel protection covers, and low-temperature oven applications. At AdTech, we generally recommend against using this grade for primary lining duty — the cost saving over a 1000°C grade is marginal, and the performance margin is thin enough to cause problems if operating temperatures fluctuate upward.
1000°C Grade
A commonly specified grade for moderate-temperature industrial furnaces, dryers, and ovens. Suitable for most general industrial heating applications where the furnace atmosphere is oxidizing or neutral.
1260°C Grade (High Temperature)
The workhorse of the industrial ceramic fiber market. This grade covers the majority of industrial furnace lining applications in steel, aluminum, glass, and ceramics manufacturing. Higher alumina content (52–56%) provides stability through repeated thermal cycling.
1400°C Grade (Ultra-High Temperature)
Achieved through zirconia addition or through use of high-purity, high-alumina fiber compositions. Required for glass melting tank crowns, specialty ceramics kilns, and industrial processes operating above 1300°C continuously.
1600°C Grade (Polycrystalline)
Polycrystalline mullite or alumina blankets manufactured through a fundamentally different process (sol-gel or slurry spinning rather than melt-blowing). These products handle continuous operating temperatures up to 1600°C and are used in the most demanding thermal environments, including hydrogen atmosphere furnaces, advanced ceramics sintering, and some aerospace applications. The cost premium is substantial — typically 5–10 times the cost of standard 1260°C products.
Temperature Classification Comparison Table
| Classification | Common Names | Max Continuous Temp | Peak/Spike Temp | Primary Industries |
|---|---|---|---|---|
| STD / Economy | 760°C grade, 1400°F grade | 760°C (1400°F) | 870°C | HVAC, back insulation |
| Intermediate | 1000°C grade, 1832°F grade | 1000°C (1832°F) | 1100°C | General industrial |
| High Temp | 1260°C grade, 2300°F grade | 1260°C (2300°F) | 1350°C | Steel, aluminum, glass |
| Ultra-High Temp | 1400°C grade, 2550°F grade | 1400°C (2550°F) | 1500°C | Specialty ceramics, glass |
| Extreme Temp | 1600°C grade, 2912°F grade | 1600°C (2912°F) | 1700°C | Advanced ceramics, aerospace |
ASTM C-892 Classification System
In North American markets, ceramic fiber blankets are formally classified under ASTM C-892 “Standard Specification for High-Temperature Fiber Blanket Thermal Insulation.” This standard defines types based on maximum use temperature:
- Type I: 760°C (1400°F)
- Type II: 870°C (1600°F)
- Type III: 1000°C (1832°F)
- Type IV: 1100°C (2000°F)
- Type V: 1260°C (2300°F)
- Type VI: 1370°C (2500°F)
- Type VII: 1430°C (2600°F)
- Type VIII: 1540°C (2800°F)
- Type IX: 1600°C (2912°F)
Each type has defined requirements for density, tensile strength, shot content, and linear change at temperature.

How Ceramic Fiber Blanket Is Manufactured
The manufacturing route shapes every performance characteristic of the finished blanket. Knowing how the product is made helps you ask better questions when evaluating supplier claims.
Melt-Blown (Blowing) Process
The dominant commercial manufacturing method for standard and high-temperature grades involves melting a blend of alumina and silica raw materials (typically kaolin clay plus alumina powder, or calcined bauxite for higher-alumina grades) in an electric arc furnace or gas-fired tank furnace at temperatures above 1800°C. The molten stream is then attenuated into fibers by a high-velocity air or steam blast. The resulting fiber “wool” is collected on a moving conveyor belt as a continuous mat.
The blowing process produces fibers ranging from 1 to 8 microns in diameter, with an average around 2–4 microns for most commercial products. Fiber length distribution is variable — blowing processes tend to produce shorter fibers than spinning processes.
Spinning (Centrifugal) Process
Some manufacturers use centrifugal spinning to produce fibers, particularly for higher-quality products where longer fiber length and narrower diameter distribution are important. In this process, the melt stream falls onto rotating spinning wheels that fling droplets outward. The centrifugal force draws each droplet into a fiber. Spun fibers tend to be longer and more uniform than blown fibers, producing blankets with higher tensile strength.
Needle-Punching: Converting Fiber Mat to Blanket
After fiber collection, the raw mat is mechanically interlocked through a needle-punching process. An array of barbed needles penetrates the mat repeatedly as it advances through the needle loom, tangling fibers in the Z-direction (perpendicular to the mat plane) as well as in the X-Y plane. This three-dimensional fiber interlocking:
- Provides structural integrity without chemical binders.
- Gives the blanket its characteristic resilience and recovery after compression.
- Produces a product that can be handled and installed without falling apart.
- Determines the final density of the product (needle density and penetration depth are the primary control variables).
Slitting, Rolling, and Quality Inspection
After needling, the continuous blanket is slit to standard widths (610 mm, 915 mm, 1220 mm are most common) and wound into rolls of standard length (typically 7.3 m or 15 m). Quality inspection at this stage covers thickness, weight per unit area, tensile strength sampling, and visual inspection for surface defects. Batch-level test certificates are issued for each production lot.

Industrial Insulation Applications in 2026
Ceramic fiber blanket’s application range spans virtually every industry that operates elevated-temperature equipment. The following breakdown reflects actual procurement patterns from AdTech’s customer base.
Steel and Iron Industry Applications
The steel industry represents the largest single-industry consumption segment for ceramic fiber blanket globally. Key applications include:
Reheat furnace lining: Walking-beam and pusher-type reheat furnaces use ceramic fiber blanket modules as the primary lining system on walls, roofs, and doors. The blanket’s low thermal mass allows faster furnace response to production schedule changes and significantly reduces fuel consumption compared to older brick-lined systems.
Ladle shroud and slide gate insulation: Ceramic fiber blanket wraps around the outside of steel ladles to reduce heat loss from the ladle shell and maintain metal temperature during transfer from the furnace to the continuous caster.
Torpedo car and transfer ladle linings: Some operators use ceramic fiber blanket as a backup insulation layer behind the working lining in torpedo cars to extend the life of the working refractory and reduce shell temperatures.
Annealing furnace linings: Batch and continuous annealing furnaces for cold-rolled steel coils use ceramic fiber blanket extensively due to the demanding thermal cycling profile of these operations.
Aluminum Industry Applications
At AdTech, aluminum industry customers account for a significant portion of our ceramic fiber blanket supply volume. Applications are numerous:
Melting and holding furnace linings: Side walls, roofs, and doors of aluminum melting furnaces are lined with ceramic fiber blanket modules or layered blanket systems. The low alkali content of high-purity blanket grades is important here because alkali vapors from aluminum fluxes attack standard silica-rich fibers at elevated temperatures.
Casthouse equipment insulation: Degassing units, launder systems, trough insulation, and inline heater insulation all use ceramic fiber blanket in various configurations.
Heat treatment furnace linings: T4, T5, and T6 solution heat treatment and aging furnaces for aluminum castings and wrought products rely heavily on ceramic fiber blanket for lining systems that must deliver precise, uniform temperature profiles.
Glass Manufacturing
Feeder and forehearth insulation: The temperature control precision required in glass feeders and forehearths makes ceramic fiber blanket valuable as a flexible insulation layer that accommodates the geometric complexity of these systems.
Annealing lehr insulation: Glass annealing lehrs are long, continuous furnaces operating at moderate temperatures (up to approximately 700°C) where ceramic fiber blanket provides cost-effective, easily maintained insulation.
Petrochemical and Chemical Processing
Fired heater refractory lining: Process heaters in refineries and petrochemical plants use ceramic fiber blanket as the hot-face lining in applications where operating temperatures are within the blanket’s service range. The weight reduction compared to brick lining improves heater structural performance.
Catalyst regeneration equipment: Fluid catalytic cracking (FCC) regenerators and other high-temperature catalytic reactors incorporate ceramic fiber blanket in ancillary insulation roles.
Pipe and equipment insulation: Ceramic fiber blanket wraps around high-temperature process piping, valve bodies, and equipment surfaces to reduce heat loss and protect personnel.
Additional Application Sectors
| Industry Sector | Primary Application | Operating Temperature Range | Blanket Grade Typically Used |
|---|---|---|---|
| Ceramic and refractory manufacturing | Kiln lining, saggar protection | 900–1300°C | 1260°C–1400°C |
| Power generation | Boiler door seals, turbine casing | 500–900°C | 1000°C–1260°C |
| Aerospace and defense | Engine nacelle insulation, test cell lining | 600–1400°C | 1260°C–1600°C |
| Automotive manufacturing | Paint oven lining, heat treat furnace | 200–500°C | 760°C–1000°C |
| Food and beverage | Industrial baking oven lining | 200–400°C | 760°C |
| Semiconductor manufacturing | Diffusion furnace lining | 800–1200°C | 1260°C high purity |
| Shipbuilding | Fire protection barriers | Up to 1000°C | 1000°C–1260°C |
| Building and construction | Passive fire protection | Up to 1000°C | 1000°C–1260°C |
| Incinerator/waste management | Combustion chamber lining | 900–1200°C | 1260°C–1400°C |
Ceramic Fiber Blanket vs. Competing Insulation Products
This comparison is where many engineering decisions get made. We present this as objectively as possible, drawing on real application experience rather than supplier marketing material.
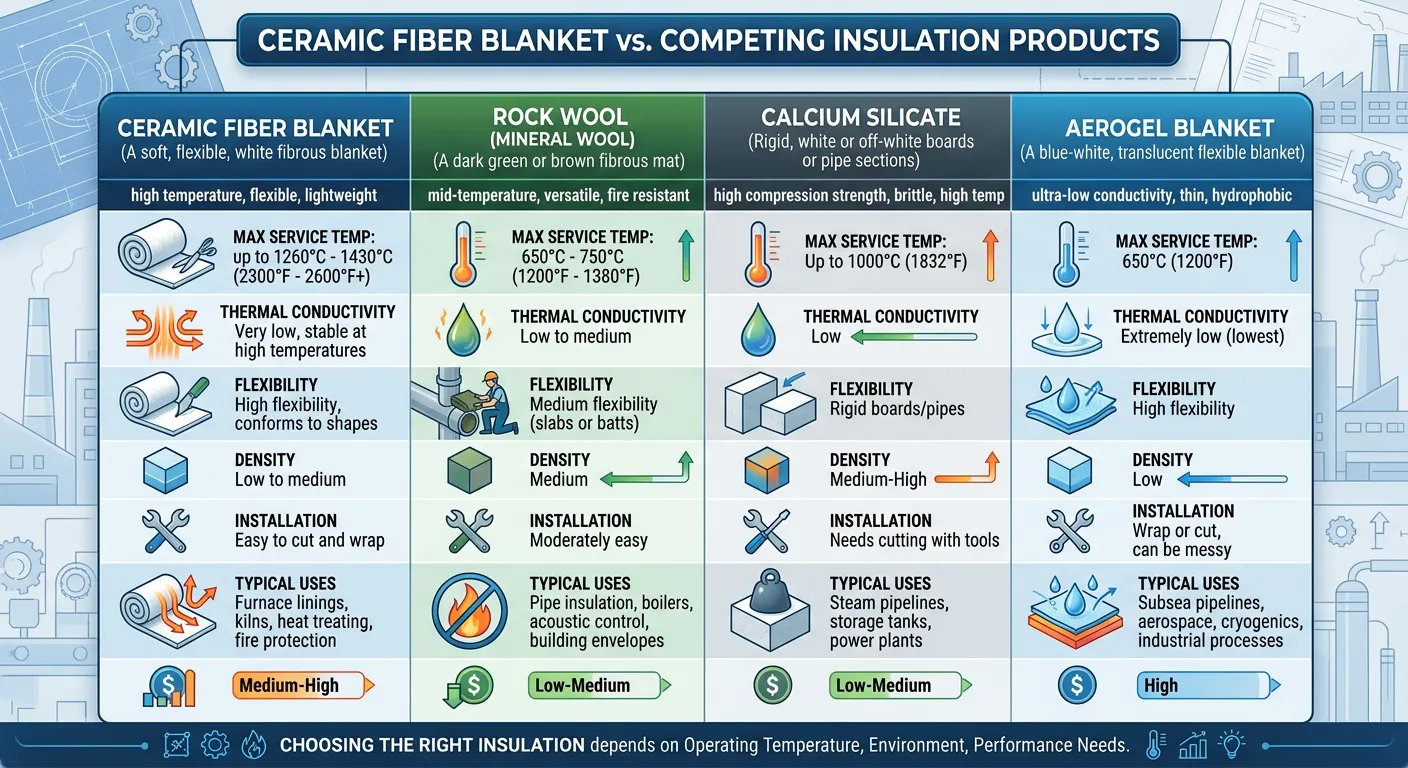
COMPETING INSULATION PRODUCTS
Side-by-Side Technical Comparison
| Property | Ceramic Fiber Blanket | Mineral Wool Blanket | Microporous Panel | Dense Refractory Brick | Castable Refractory |
|---|---|---|---|---|---|
| Max Continuous Temp | 760–1600°C | Up to 750°C | Up to 1000°C | Up to 1800°C | Up to 1800°C |
| Thermal Conductivity at 600°C | ~0.17 W/m·K | ~0.22 W/m·K | ~0.08 W/m·K | ~0.60 W/m·K | ~0.50 W/m·K |
| Bulk Density (kg/m³) | 96–384 | 80–200 | 200–300 | 1800–2200 | 1600–2100 |
| Flexibility | Excellent | Good | Poor | None | None |
| Thermal Shock Resistance | Excellent | Fair | Good | Poor–Fair | Fair |
| Thermal Mass (low = better) | Very Low | Low | Very Low | Very High | Very High |
| Mechanical Strength | Low | Low | Moderate | High | High |
| Wet Resistance | Poor | Poor | Good | Good | Good |
| Installation Labor | Low | Low | Moderate | High | High |
| Installed Cost (relative) | Low–Moderate | Low | High | Moderate | Moderate |
| Service Life | 5–15 years | 3–8 years | 10–20 years | 15–30 years | 10–25 years |
| Gasket/Sealing Ability | Good | Fair | Poor | None | None |
Ceramic Fiber Blanket vs. Ceramic Fiber Board
Ceramic fiber board is a rigidified version of the same alumina-silica fiber, manufactured through a wet-forming process with added inorganic binders and then dried under pressure. Board offers superior surface finish, dimensional stability, and compressive strength, making it the preferred choice for hot-face applications in areas subject to abrasion, gas velocity, or mechanical contact. Blanket outperforms board in applications requiring flexibility, wrapping around curved surfaces, or compliance with irregular mating surfaces.
Choose blanket when: The surface is curved or irregular, weight is a concern, thermal cycling is severe, or the installation method involves module construction.
Choose board when: Gas velocity is above 3 m/s at the hot face, mechanical contact or abrasion is possible, the surface is flat and dimensional stability is required, or compressive load will be applied to the face.

Health, Safety, and Regulatory Compliance
We include safety information prominently in every ceramic fiber blanket specification document we produce at AdTech because the regulatory environment is genuinely complex and the health stakes are real.
Carcinogen Classification
Refractory ceramic fibers (RCF), the fiber type used in most high-temperature ceramic fiber blankets, are classified by the International Agency for Research on Cancer (IARC) as Group 2B — “possibly carcinogenic to humans.” This classification is based on positive results from animal inhalation studies. Current evidence from epidemiological studies of human workers does not confirm elevated lung cancer rates at regulated occupational exposure levels, but the precautionary classification remains in effect globally.
In the European Union, RCF products are classified as Category 1B carcinogens under CLP Regulation (EC) No 1272/2008, requiring specific hazard labeling and strict workplace exposure management.
Global Occupational Exposure Limits
| Jurisdiction | Regulatory Body | Fiber OEL | Measurement Protocol |
|---|---|---|---|
| USA | OSHA | 1 f/cc (8-hr TWA) | NIOSH 7400 |
| European Union | EU OSH Directives | 1 f/cm³ | WHO fiber method |
| United Kingdom | HSE EH40 | 1 f/ml | MDHS101 |
| Germany | TRGS 905 | 1 f/cm³ | VDI 3492 |
| Japan | Ministry of Health | 1 f/cm³ | JIS method |
| Australia | Safe Work Australia | 1 f/mL | WHO method |
Bio-Soluble Alternatives
The most significant regulatory development affecting ceramic fiber blanket procurement over the past decade has been the development and commercialization of bio-soluble (or low-biopersistence) fiber products. These materials, classified as alkaline earth silicate (AES) wools, dissolve more rapidly in simulated lung fluid than RCF, meaning that any fibers that are inhaled are cleared from the lung more efficiently.
Products meeting the European Directive 97/69/EC dissolution rate criteria (kdis > 40 ng/cm²/hr in simulated lung fluid at pH 7.4) are exempt from the carcinogen classification requirements. For applications up to 900–1000°C, bio-soluble blanket grades provide a regulatory-compliant alternative with similar thermal performance.
PPE Requirements for Handling and Installation
Mandatory minimum protection:
- Respiratory: P100 filtering half-face respirator for intermittent handling; powered air-purifying respirator (PAPR) for sustained installation work.
- Eye protection: Safety glasses with side shields; goggles for overhead installation.
- Skin protection: Long-sleeved coveralls (Tyvek disposable suits for high-exposure tasks).
- Gloves: Lightweight cotton or nitrile (heavy gloves are not necessary but should be used if handling sharp-edged anchorage hardware).
Engineering controls for installation:
- Wet cutting to suppress airborne fiber generation.
- Local exhaust ventilation at cut points.
- Minimize unnecessary handling and cutting.
- Use pre-cut module systems where possible to reduce on-site fabrication.
Post-Service Disposal
Ceramic fiber blanket that has been heated in service above approximately 1000°C undergoes devitrification, changing the fiber crystalline structure and reducing biopersistence. Many regulatory frameworks allow heated RCF to be disposed of as non-hazardous solid waste. Unheated off-cuts from installation must be bagged, labeled, and disposed of as RCF-containing waste according to local regulations. Always obtain a current waste classification determination from your environmental consultant before disposing of ceramic fiber waste.
How to Select the Correct Grade and Specification
Specification errors are common and expensive. We have observed facilities operating furnaces with blanket rated 200°C below the actual furnace temperature, causing accelerated devitrification and premature replacement. We have also seen the reverse — expensive zirconia-grade blanket installed in a 900°C application where standard 1260°C grade would have performed identically at half the cost.
Temperature Selection Criteria
The cardinal rule: always select a grade with a continuous service temperature rating at least 10–15% above your normal operating temperature. This margin accounts for:
- Temperature measurement uncertainty (thermocouples at the control point may not reflect peak fiber temperatures).
- Hot spots and temperature distribution non-uniformity within the furnace.
- Planned or unplanned temperature excursions above normal setpoint.
If your furnace control thermocouple reads 1100°C, the actual peak hot-face temperature may be 1150–1200°C. Specifying a 1260°C grade provides meaningful margin. Specifying a 1000°C grade would result in progressive shrinkage and joint opening over time.
Density Selection Criteria
Higher density blankets offer:
- Higher tensile strength (better resistance to erosion by gas flow).
- Slightly lower thermal conductivity at high temperatures (radiation suppression).
- Better dimensional stability under compression.
- Higher weight and cost per unit area.
Lower density blankets offer:
- Minimum thermal mass (fastest furnace response)
- Lower cost per roll.
- Adequate performance in low-velocity applications.
Standard density (128 kg/m³) is appropriate for most furnace wall and roof applications with gas velocities below 2 m/s.
Medium density (192 kg/m³) is recommended for areas with higher gas velocity, elevated turbulence, or where structural rigidity of the installed lining is important.
High density (256–320 kg/m³) is specified for severe erosion environments, high-velocity combustion chambers, and applications where the blanket must support its own weight over long unsupported spans.
Thickness Selection and R-Value Calculation
Required insulation thickness is determined by heat transfer calculation. The key inputs are:
- Hot-face temperature (furnace interior temperature).
- Target cold-face temperature (maximum allowable outer surface temperature).
- Blanket thermal conductivity at the mean temperature.
- Acceptable heat loss per unit area.
A simplified formula: Required thickness (m) = (T_hot – T_cold) × k / q
Where k is thermal conductivity (W/m·K) at mean temperature and q is acceptable heat flux (W/m²).
For practical calculations, we recommend using the manufacturer’s published temperature-conductivity data and accounting for a safety factor of 1.1–1.2 on calculated thickness to accommodate installation compression and long-term performance changes.
Complete Specification Selection Matrix
| Application Type | Temp Grade | Density | Thickness | Special Consideration |
|---|---|---|---|---|
| Low-temp oven back insulation | 760°C | 96 kg/m³ | 25–50 mm | Cost optimization |
| General industrial furnace wall | 1260°C | 128 kg/m³ | 50–100 mm | Standard module system |
| Aluminum melting furnace | 1260°C high purity | 192 kg/m³ | 75–150 mm | Low alkali content required |
| Steel reheat furnace roof | 1260°C or 1400°C | 192 kg/m³ | 100–200 mm | Module construction, stud anchors |
| Hydrogen atmosphere furnace | 1400°C | 256 kg/m³ | 100–150 mm | Verify H₂ compatibility |
| Glass feeder insulation | 1400°C | 192 kg/m³ | 75–125 mm | Chemical resistance to alkali |
| Ceramic sintering kiln | 1600°C polycrystalline | 192–256 kg/m³ | 50–100 mm | Polycrystalline mullite grade |
| Semiconductor diffusion furnace | 1260°C high purity | 128 kg/m³ | 25–50 mm | Zero halogen, ultra-low shot |
Installation Methods, Anchoring Systems, and Best Practices
The finest ceramic fiber blanket in the world will underperform if installed incorrectly. These guidelines come from direct field experience across hundreds of installation projects.
Layered Blanket System (Traditional Method)
The simplest installation approach involves applying multiple layers of blanket to the furnace shell, with layers offset so that no joint in one layer aligns with a joint in the adjacent layer. This staggered joint pattern prevents hot gas bypass through the lining system.
Installation procedure:
- Clean the furnace shell of rust, mill scale, and loose debris.
- Weld stud anchors to the shell in a grid pattern (typical spacing: 300–450 mm in both directions)
- Apply the first blanket layer against the shell, piercing the blanket over the studs.
- Secure with anchor plates or clips at each stud position.
- Apply subsequent layers with joints offset from the previous layer by at least half a blanket width.
- Compress joints between blanket pieces to ensure no gaps.
Module System (Folded Blanket Modules)
For industrial furnaces requiring maximum service life and resistance to installation error, ceramic fiber blanket is fabricated into pre-compressed modules. Each module consists of multiple layers of blanket folded together and compressed in the perpendicular direction (so the edges of the fold layers form the hot face). Modules are attached directly to the shell using a single stud through the center of the module back plate.
Advantages of module construction:
- The hot face consists of folded fiber edges rather than the flat surface — this edge-grain orientation provides superior resistance to thermal shock.
- Modules are pre-compressed, so installation is fast and consistent.
- When a module deteriorates or is damaged, individual modules can be replaced without disturbing adjacent sections.
- The perpendicularly-oriented fibers provide better resistance to high-velocity gas flow erosion.
Module size standardization: Typical module face dimensions are 300 × 300 mm or 450 × 450 mm. Module depth (the hot-face-to-cold-face dimension) corresponds to the total insulation thickness and typically ranges from 150 to 300 mm.
Anchoring Hardware Materials
Anchor material selection depends on the cold-face temperature at the anchor location and the furnace atmosphere:
| Cold-Face Temp | Anchor Material | Typical Application |
|---|---|---|
| Up to 500°C | Carbon steel | Low-temperature ovens and dryers |
| 500–800°C | 304 or 316 stainless steel | General industrial furnaces |
| 800–1100°C | 310 stainless steel | High-temperature furnaces |
| Above 1100°C (hot face) | Alloy 330 or Inconel | Severe high-temperature zones |
| Reducing atmosphere | Inconel or ceramic buttons | Atmosphere furnaces |
Common Installation Mistakes to Avoid
Mistake 1: Insufficient stud anchor density. Anchors spaced too far apart allow blanket to sag between support points, creating gaps and uneven hot-face surface. Maintain the specified grid spacing regardless of how solid the blanket feels during installation.
Mistake 2: Butt-jointing blanket pieces without offset. A continuous joint running from cold face to hot face is a direct path for hot gas to reach the shell. Always stagger joints in adjacent layers.
Mistake 3: Ignoring expansion allowance. Ceramic fiber blanket shrinks slightly on first heat-up. In module systems, adjacent modules should be installed with light compression against each other so that the resulting gap after shrinkage is minimal. Do not leave deliberate gaps — hot gas will find them.
Mistake 4: Over-compressing blanket at cold installation. Ceramic fiber blanket achieves its rated thermal conductivity values at its rated density. If it is installed at significantly higher density through over-compression, thermal performance is actually degraded.
Mistake 5: Using incorrect anchor alloy. We have seen stainless 304 anchors fail in high-temperature reducing atmosphere applications, causing entire lining panels to detach. Match anchor alloy to both temperature and atmosphere conditions.
Global Market Outlook and Product Innovations for 2026
Market Size and Growth Trajectory
The global ceramic fiber market, encompassing blankets, papers, boards, and modules, was valued at approximately USD 2.8 billion in 2023. The blanket segment represents the largest product category by volume, accounting for roughly 45–50% of total market consumption. Market research projects a compound annual growth rate of approximately 5.5–6.5% through 2029, driven by:
- Industrial decarbonization programs requiring furnace efficiency upgrades.
- Expansion of electric vehicle and battery manufacturing.
- Growth in hydrogen-ready industrial furnace construction.
- Increasing construction activity in Asia-Pacific markets.
Key Technological Developments
Nano-Fiber Enhanced Blankets
Manufacturers are incorporating synthetic nano-scale opacifiers into the fiber matrix to suppress radiative heat transfer at high temperatures. This reduces effective thermal conductivity at temperatures above 800°C by up to 25%, allowing thinner installations or improved performance at equivalent thickness. Early commercial products are available in the 1260°C and 1400°C grade range.
Hybrid Bio-Soluble/RCF Systems
To address both performance and regulatory requirements within a single lining system, hybrid designs use bio-soluble fiber as the outer (cool) layers where temperatures are within the bio-soluble fiber’s capability, and traditional RCF as the inner (hot) layers where only RCF grades can operate. This reduces total RCF use in the lining while maintaining rated performance.
Pre-Engineered Module Kits
Several manufacturers now offer furnace-specific module kit packages — pre-cut, pre-compressed modules designed for specific furnace models — complete with all installation hardware, instructions, and material certification. This approach reduces installation time, minimizes on-site fiber generation from cutting, and provides traceability documentation that major industrial buyers increasingly require.
Digital Monitoring Integration
Advanced lining systems now incorporate wireless temperature sensor nodes within the blanket layers during installation, allowing continuous monitoring of mid-lining and cold-face temperatures during operation. This data supports predictive maintenance — operators can identify zones of lining degradation (indicated by rising cold-face temperatures) before they cause furnace shell damage or production interruption.
Low-VOC and Zero-Binder Variants
Semiconductor and pharmaceutical manufacturing clients are driving development of ceramic fiber blankets with zero organic contamination. Products without any organic processing aids are now commercially available, though at a cost premium reflecting the manufacturing process modifications required.
Frequently Asked Questions About Ceramic Fiber Blanket
1: What is the difference between ceramic fiber blanket grades 1260°C and 1400°C?
The difference is fiber chemistry and resulting high-temperature stability. Standard 1260°C grade blanket uses alumina-silica fibers with approximately 52–56% alumina content. At temperatures above 1260°C, these fibers undergo devitrification — a phase change from amorphous glass to crystalline mullite and cristobalite — which causes shrinkage and embrittlement. The 1400°C grade uses either higher-purity, higher-alumina fiber compositions or incorporates zirconia into the fiber matrix, which suppresses devitrification up to 1400°C and beyond. The practical consequence is that 1400°C grade blanket maintains its dimensions, flexibility, and insulating properties through extended operation at temperatures that would progressively destroy 1260°C grade material.
2: Can ceramic fiber blanket be used in a reducing atmosphere furnace?
Yes, but with important caveats. Standard ceramic fiber blanket performs acceptably in mildly reducing atmospheres (nitrogen-hydrogen mixtures up to approximately 5% H₂). In strongly reducing atmospheres with high hydrogen concentrations or in the presence of carbon monoxide at elevated temperatures, silica reduction can occur, producing volatile silicon compounds that damage the fiber structure. For hydrogen atmosphere furnaces operating above 1000°C, high-alumina or polycrystalline alumina grades (which minimize silica content) are recommended. Always verify the specific atmosphere chemistry with the blanket manufacturer before specifying for atmosphere furnace applications.
3: How long does ceramic fiber blanket last in a furnace?
Service life varies considerably depending on operating temperature, thermal cycling severity, gas velocity at the hot face, and chemical environment. Under typical industrial conditions in a standard grade application within the rated temperature range, ceramic fiber blanket lining systems typically last 5–12 years before requiring major replacement. In more aggressive conditions — high thermal cycling frequency, velocities above 3 m/s, presence of alkali vapors — service life may be 2–5 years. In benign conditions (low cycling, moderate temperatures), 15-year service life is achievable. Regular inspection of lining thickness and cold-face temperatures allows remaining life to be estimated.
4: What density of ceramic fiber blanket should I use?
Standard density (128 kg/m³) is appropriate for most furnace wall and ceiling applications with moderate gas flow. Medium density (192 kg/m³) provides better resistance to erosion from gas flow and is preferred for roofs, high-turbulence zones, and module construction. High density (256 kg/m³) is used in combustion zones, areas with high gas velocity, and applications where the blanket must resist mechanical contact. Higher density slightly reduces thermal conductivity at high temperatures through radiation suppression but increases weight and cost. Unless specific conditions justify higher density, 128 or 192 kg/m³ covers most applications.
5: Is ceramic fiber blanket the same as rockwool or mineral wool?
No. While both are fibrous insulation materials, they are chemically and thermally distinct products. Mineral wool (also called rockwool or slag wool) is made from basaltic rock or industrial slag and contains significant iron oxide content, which limits its maximum service temperature to approximately 750°C for most commercial grades. Ceramic fiber blanket contains high-purity alumina-silica or alumina-silica-zirconia fibers with minimal iron content, allowing service temperatures from 760°C to 1600°C depending on grade. Ceramic fiber blanket also typically provides lower thermal conductivity at equivalent temperatures. For applications below 700°C, mineral wool may offer a cost advantage; above 750°C, ceramic fiber blanket is the appropriate material.
6: How do I calculate how much ceramic fiber blanket I need for a furnace?
Calculate the total hot-face surface area of the furnace interior (walls + roof + door faces). Determine the required insulation thickness using heat transfer calculations or your supplier’s design tables. Divide the surface area by the blanket coverage per roll (roll width × roll length) to get the number of rolls. Add a 10–15% allowance for cutting waste and overlaps. For module systems, calculate the number of modules based on module face area and total surface area, again adding a waste allowance. Always specify the same or adjacent production batch for a single installation to ensure color and property consistency.
7: Can ceramic fiber blanket withstand direct flame impingement?
Ceramic fiber blanket is non-combustible and will not ignite under any conditions, but it is not designed to withstand sustained direct flame impingement. The high-velocity, high-temperature combustion gases in a flame zone cause rapid surface fiber erosion and localized overheating that exceeds the blanket’s rated temperature. In burner zones and combustion chamber hot spots, protect the blanket surface with a ceramic fiber board face layer, a castable refractory coating, or position the blanket behind the flame-impingement zone. Some installations use ceramic fiber blanket as the backup layer with a rigid formed shape (precast refractory) or a spray-applied fiber material as the sacrificial hot face.
8: What causes ceramic fiber blanket to shrink, and how can I minimize it?
Shrinkage in ceramic fiber blanket results from two mechanisms. First, organic processing aids present in trace amounts burn off during initial heat-up, causing a small amount of volume reduction. Second, and more significantly, prolonged exposure to temperatures approaching or exceeding the rated service temperature causes sintering — the gradual bonding of fiber contact points — and eventual devitrification. Both processes are progressive and irreversible. To minimize shrinkage: select a grade with a temperature rating 15% above the actual operating temperature, avoid operating excursions above the rated temperature, use higher-alumina grades for applications near the temperature limit, and design installation joints to accommodate some dimensional change through compression rather than relying on precise dimensional stability.
9: What certifications should ceramic fiber blanket products carry?
Key certifications and compliance marks to verify when purchasing ceramic fiber blanket include: ISO 9001 quality management system certification for the manufacturing facility; ASTM C-892 compliance for North American markets; CE marking for European markets; current Safety Data Sheet (SDS/MSDS) per GHS/CLP requirements; third-party verified test reports for thermal conductivity (ASTM C-177 or ISO 8302), tensile strength, and linear shrinkage from an accredited testing laboratory; and REACH compliance documentation confirming no restricted substance content. For bio-soluble products, verify dissolution rate test data demonstrating compliance with EU Directive 97/69/EC exemption criteria. Aerospace and semiconductor buyers additionally require AS9100 certification and full material traceability documentation.
10: How should ceramic fiber blanket be stored to prevent damage?
Store ceramic fiber blanket rolls in a dry, covered warehouse away from direct sunlight and moisture. Rolls should be stored horizontally on flat shelving or pallets — do not store vertically on roll ends, as this causes permanent compression deformation at the contact point. Keep away from water sources; while the ceramic fibers themselves are unaffected by water, sustained moisture exposure can promote mold growth on trace organic processing aids in some products, and wet blanket compresses unevenly during installation. Do not place heavy objects on top of stored rolls. Most manufacturers recommend a maximum storage period of 24 months. Inspect stored material before installation for compression damage, moisture contamination, or degradation of the outer wrap packaging. Rotate stock using first-in, first-out inventory management.
Summary: Making the Right Ceramic Fiber Blanket Decision in 2026
After working with this material across a wide range of industrial environments, we at AdTech return consistently to the same fundamental conclusion: ceramic fiber blanket offers the most favorable combination of thermal performance, installation flexibility, and cost-effectiveness across the majority of industrial high-temperature insulation applications. No single material is universally optimal, and the comparison tables in this article are designed to help you identify the specific situations where an alternative product might serve you better.
The material’s weaknesses are real — it requires careful respiratory protection during installation, it is sensitive to moisture before service, it erodes under high-velocity gas impingement, and it cannot be used where mechanical strength or load-bearing is required. But within its design envelope, which covers an enormous proportion of industrial furnace and high-temperature process applications, ceramic fiber blanket delivers reliable, long-term performance at operating costs substantially below legacy brick-and-mortar refractory systems.
The 2026 market is offering improved product options compared to even five years ago — better bio-soluble alternatives for moderate-temperature applications, nano-enhanced grades with lower thermal conductivity, and pre-engineered module systems that reduce installation risk. Taking advantage of these developments requires working with a technically capable supplier who understands both the material science and the specific demands of your application.
For application-specific technical support, lining design calculations, or grade selection consultation, the AdTech engineering team is available to assist qualified industrial buyers and facility engineers.
