Seramik elyaf battaniye alümina-silika seramik elyafların iğneyle delinmesi veya sürekli, battaniye şeklinde bir ürün haline getirilmesiyle üretilen hafif, esnek, yüksek sıcaklık refrakter yalıtım malzemesidir. Seçilen kaliteye bağlı olarak 760°C (1400°F) ile 1600°C (2912°F) arasında değişen sürekli hizmet sıcaklıklarında güvenilir bir şekilde çalışır ve 200°C'de 0,06 W/m-K kadar düşük ısı iletkenlik değerleri sunar.
Projeniz Seramik Elyaf Battaniye kullanımını gerektiriyorsa, şunları yapabilirsiniz Bize ulaşın ücretsiz fiyat teklifi için.
AdTech olarak, birçok kıtadaki alüminyum eritme tesislerine, çelik yeniden ısıtma fırınlarına, petrokimya ısıtıcılarına ve seramik fırın operatörlerine seramik elyaf örtüler tedarik ediyoruz ve sahadaki tutarlı gözlemimiz şu: başka hiçbir esnek yalıtım malzemesi, seramik elyaf örtünün düşük ısı depolama, yüksek sıcaklık kapasitesi ve rekabetçi bir maliyet noktasında kurulum kolaylığı kombinasyonuyla eşleşmiyor.

Seramik Elyaf Battaniye Nelerden Yapılır?
Her seramik elyaf battaniye rulosunun çekirdeğinde yer alan elyaf kimyası, ürünün performansıyla ilgili diğer her şeyi belirler. Spesifikasyon aşamasında bunu doğru yapmak, maliyetli saha arızalarını önler.
Baz Elyaf Kompozisyonu
Seramik elyaf örtüler amorf (cam fazlı) alümina-silika elyaflardan üretilir. Alümina-silika oranı, maksimum servis sıcaklığını kontrol eden en önemli değişkendir. Alümina içeriği arttıkça, elyafın devitrifikasyona (amorf camdan mullit ve kristobalit gibi kristal yapılara faz dönüşümü) karşı direnci artar ve nominal servis sıcaklığı buna bağlı olarak yükselir.
Standart elyaflar yaklaşık 44-47% Al₂O₃ ve 52-55% SiO₂ içerir. Sıcaklık sınıflandırma merdiveninde yukarı çıktıkça, alümina içeriği 52-56%'ye, ardından 60-70%'ye yükselir ve polikristalin kalitelerde 72% veya daha yüksek değerlere ulaşır. Aralığın en tepesinde, yüksek alüminalı amorf elyafların bile yapısal dönüşüme uğramaya başladığı 1400°C'yi aşan sıcaklıklarda ek stabilizasyon sağlamak için zirkonya (ZrO₂) dahil edilir.
Elyaf Katkıları ve Bağlayıcılar
Çoğu seramik elyaf battaniye organik bağlayıcı içermez - bu, seramik elyaf kağıtlara göre önemli avantajlarından biridir. İğne delme işlemi, kimyasal yapıştırıcılar olmadan elyafları mekanik olarak birbirine bağlar, bu da battaniyenin bağlayıcı tükenme aşaması olmadan hemen nominal performansına ulaşması anlamına gelir. Bazı özel battaniyeler, iğneleme sırasında elyaftan elyafa sürtünmeyi azaltmak için eser miktarda organik yağlayıcı içerir, ancak bunlar ağırlıkça 0,5%'den daha azdır ve performans açısından önemsizdir.
Atış İçeriği ve Önemi
Elyaf üretimi sırasında, ham eriyiğin bir kısmı elyafa dönüşmez ve bunun yerine “shot” adı verilen küçük camsı küreler halinde katılaşır. Shot, yalıtım performansına katkıda bulunmadan kütle ekler. Yüksek bilye içeriği:
- Birim ağırlık başına termal verimliliği azaltır.
- Ürün ağırlığını artırır, nakliye ve taşıma maliyetlerini yükseltir.
- Bitmiş tesisatlarda yüzey düzensizliklerine neden olabilir.
- Bazı solunum bölgesi senaryolarında, solunabilir boyuttan daha büyük atış partikülleri aslında ince liflerden kaynaklanan tehlikeyi azaltır.
Birinci sınıf blanket kaliteleri ağırlıkça 10%'nin (ASTM C-1335) altındaki bilye içeriğini belirtir ve yüksek saflıktaki kaliteler 5%'nin altını hedefler.
Ayrıca okuyun: Hindistan'da Seramik Elyaf Battaniye Üreticileri.
Sınıflarına Göre Hammadde Kompozisyonu
| Elyaf Sınıfı | Al₂O₃ (%) | SiO₂ (%) | ZrO₂ (%) | Diğer Oksitler | Sınıflandırma |
|---|---|---|---|---|---|
| Standart | 44-47 | 52-55 | Hiçbiri | <1% Fe₂O₃ | Amorf AES |
| Yüksek Saflık | 47-50 | 50-52 | Hiçbiri | <0,5% toplam | Amorf RCF |
| Yüksek Alümina | 52-56 | 43-47 | Hiçbiri | İz | Amorf RCF |
| Zirkonya ile Geliştirilmiş | 33-36 | 47-50 | 14-17 | Hiçbiri | Amorf RCF |
| Polikristal Mullit | 72 | 28 | Hiçbiri | Hiçbiri | Polikristal |
| Polikristal Alümina | 95-99 | <1 | Hiçbiri | Hiçbiri | Polikristal |

Seramik Elyaf Battaniyenin Fiziksel ve Termal Özellikleri
Özellik verilerini anlamak sadece bir tedarik onay kutusu alıştırması değildir. Teknik veri sayfasındaki her bir rakamın enerji tüketimi, kurulum işçiliği, fırın başlatma süresi ve uzun vadeli bakım maliyeti üzerinde doğrudan sonuçları vardır.
Termal İletkenlik Performansı
Termal iletkenlik, çoğu alıcının odaklandığı özelliktir ve haklı olarak hedef ısı akısı veya soğuk yüz sıcaklığına ulaşmak için gereken battaniye kalınlığını doğrudan belirler. Seramik elyaf battaniyenin iletkenliği sıcaklıkla birlikte artar, bu da tüm yalıtım malzemeleri için normaldir. Kritik karşılaştırma noktası, uygulamanızın gerçek çalışma sıcaklığında rakip ürünlere göre nasıl performans gösterdiğidir.
200°C'de seramik elyaf örtü (192 kg/m³ yoğunluk) yaklaşık 0,06 W/m-K değerine ulaşır. 600°C'ye gelindiğinde bu değer yaklaşık 0,18 W/m-K'ye yükselir. 1000°C'ye gelindiğinde değer yaklaşık 0,34 W/m-K'ye ulaşır. Bu değerler, eşdeğer sıcaklıklarda yoğun refrakter tuğla veya dökülebilir malzemeden önemli ölçüde daha iyidir, ancak mikro gözenekli yalıtım panelleri orta sıcaklıklarda daha düşük iletkenlik elde eder.
Düşük Termal Kütle: Küçümsenen Avantaj
Termal kütle - ısınma sırasında fırın astarında depolanan enerji - birçok mühendisin gerçek enerji faturalarını görene kadar hafife aldığı bir işletme maliyeti faktörüdür. Seramik elyaf örtünün düşük yoğunluğu (ticari sınıflarda 96-384 kg/m³), astarın yoğun refrakter sistemlere göre birim hacim başına çok daha az ısı depoladığı anlamına gelir. Aralıklı çalışan fırınlarda (günlük veya haftalık olarak kapatılıp yeniden ısıtılanlar), bu fark geleneksel tuğla astarlı sistemlere kıyasla enerji tüketimini 30-60% azaltabilir.
Alüminyum ısıl işlem tesislerinde tuğladan seramik elyaf battaniye kaplama sistemlerine geçişten önce ve sonra gerçek enerji tüketimini izledik ve belgelenen tasarruflar teorik tahminleri sürekli olarak aşıyor - bunun nedeni büyük ölçüde daha düşük termal kütlenin daha hızlı ısınma oranlarına izin vermesi ve bunun da üretim planlamasını iyileştirmesidir.
Kapsamlı Fiziksel Özellikler Referans Tablosu
| Mülkiyet | 96 kg/m³ | 128 kg/m³ | 192 kg/m³ | 256 kg/m³ | 320 kg/m³ | Test Yöntemi |
|---|---|---|---|---|---|---|
| Yığın Yoğunluğu (kg/m³) | 96 ±10% | 128 ±10% | 192 ±10% | 256 ±10% | 320 ±10% | ASTM C-167 |
| 200°C'de Termal İletkenlik (W/m-K) | 0.055 | 0.058 | 0.062 | 0.070 | 0.085 | ASTM C-177 |
| 600°C'de Termal İletkenlik (W/m-K) | 0.175 | 0.170 | 0.165 | 0.160 | 0.155 | ASTM C-177 |
| 1000°C'de Termal İletkenlik (W/m-K) | 0.380 | 0.360 | 0.340 | 0.320 | 0.310 | ASTM C-177 |
| Çekme Dayanımı (kPa) | 20-35 | 30-55 | 50-80 | 70-110 | 90-140 | ASTM C-1335 |
| Nominal sıcaklıkta Doğrusal Büzülme (%) | 2-4 | 2-4 | 2-3 | 1.5-3 | 1.5-2.5 | ISO 10635 |
| Maksimum Servis Sıcaklığı (standart sınıf) | 1260°C | 1260°C | 1260°C | 1260°C | 1260°C | Sınıf düzeyine bağlı |
| Standart Rulo Genişliği (mm) | 610 | 610/915 | 610/915/1220 | 610/915 | 610 | Üretici firma |
| Standart Kalınlık (mm) | 13-75 | 13-75 | 13-75 | 25-75 | 25-50 | Üretici firma |
| Ateşleme Kaybı (%) | <0.5 | <0.5 | <0.5 | <0.5 | <0.5 | ASTM C-25 |
Mekanik Esneklik ve Dayanıklılık
Sert refrakter ürünlerin aksine, seramik elyaf örtü sıkıştırma yükü kaldırıldıktan sonra yaklaşık olarak orijinal kalınlığına geri döner. Bu esneklik, genleşme derzi uygulamaları ve düzensiz fırın yüzeylerine karşı temas basıncını korumak için kritik öneme sahiptir. Elyaf sinterlemesi elastikiyeti azalttığından, yüksek sıcaklıklara maruz kaldıktan sonra geri kazanım oranı düşer. Nominal servis sıcaklığında, 10-20% kalıcı set değerleri standart ticari kaliteler için tipiktir.

Sıcaklık Dereceleri ve Sınıflandırma Standartları
Sıcaklık derecesi seçimi, çoğu spesifikasyon hatasının meydana geldiği yerdir. “1260°C battaniye” etiketi, malzemenin her durumda 1260°C'yi kaldırabileceği anlamına gelmez - malzemenin bu sıcaklıkta standartlaştırılmış test koşulları altında kabul edilebilir özellikleri koruduğu anlamına gelir. Gerçek dünyadaki uygulama koşulları genellikle laboratuvar test koşullarından farklıdır.
Standart Sıcaklık Sınıflandırma Sistemi
760°C Sınıf (Standart/Ekonomik)
Bu kalite en düşük alümina içerikli elyafı kullanır ve arka yalıtım, personel koruma kapakları ve düşük sıcaklıklı fırın uygulamaları için uygundur. AdTech olarak, genellikle bu kalitenin birincil astar görevi için kullanılmamasını tavsiye ediyoruz - 1000°C'lik bir kaliteye göre maliyet tasarrufu marjinaldir ve performans marjı, çalışma sıcaklıklarının yukarı doğru dalgalanması durumunda sorunlara neden olacak kadar incedir.
1000°C Sınıf
Orta sıcaklıktaki endüstriyel fırınlar, kurutucular ve fırınlar için yaygın olarak belirtilen bir kalite. Fırın atmosferinin oksitleyici veya nötr olduğu çoğu genel endüstriyel ısıtma uygulamaları için uygundur.
1260°C Sınıfı (Yüksek Sıcaklık)
Endüstriyel seramik elyaf pazarının beygiridir. Bu kalite çelik, alüminyum, cam ve seramik üretimindeki endüstriyel fırın astar uygulamalarının çoğunu kapsar. Daha yüksek alümina içeriği (52-56%), tekrarlanan termal döngü boyunca stabilite sağlar.
1400°C Sınıfı (Ultra Yüksek Sıcaklık)
Zirkonya ilavesiyle veya yüksek saflıkta, yüksek alüminalı elyaf bileşimlerinin kullanılmasıyla elde edilir. Cam eritme tankı kronları, özel seramik fırınları ve sürekli olarak 1300°C'nin üzerinde çalışan endüstriyel prosesler için gereklidir.
1600°C Sınıfı (Polikristal)
Polikristalin mullit veya alümina örtüler temelde farklı bir işlemle (eriyik üfleme yerine sol-jel veya bulamaç eğirme) üretilir. Bu ürünler 1600°C'ye kadar sürekli çalışma sıcaklıklarını idare eder ve hidrojen atmosfer fırınları, gelişmiş seramik sinterleme ve bazı havacılık uygulamaları dahil olmak üzere en zorlu termal ortamlarda kullanılır. Maliyet primi oldukça yüksektir - tipik olarak standart 1260°C ürünlerin maliyetinin 5-10 katıdır.
Sıcaklık Sınıflandırması Karşılaştırma Tablosu
| Sınıflandırma | Yaygın İsimler | Maksimum Sürekli Sıcaklık | Tepe/Spike Sıcaklığı | Birincil Endüstriler |
|---|---|---|---|---|
| STD / Ekonomi | 760°C sınıfı, 1400°F sınıfı | 760°C (1400°F) | 870°C | HVAC, arka yalıtım |
| Orta seviye | 1000°C sınıfı, 1832°F sınıfı | 1000°C (1832°F) | 1100°C | Genel endüstriyel |
| Yüksek Sıcaklık | 1260°C sınıfı, 2300°F sınıfı | 1260°C (2300°F) | 1350°C | Çelik, alüminyum, cam |
| Ultra Yüksek Sıcaklık | 1400°C sınıfı, 2550°F sınıfı | 1400°C (2550°F) | 1500°C | Özel seramikler, cam |
| Aşırı Sıcaklık | 1600°C sınıfı, 2912°F sınıfı | 1600°C (2912°F) | 1700°C | Gelişmiş seramikler, havacılık ve uzay |
ASTM C-892 Sınıflandırma Sistemi
Kuzey Amerika pazarlarında, seramik elyaf battaniyeler resmi olarak ASTM C-892 “Yüksek Sıcaklık Elyaf Battaniye Isı Yalıtımı için Standart Şartname” altında sınıflandırılır. Bu standart, maksimum kullanım sıcaklığına dayalı türleri tanımlar:
- Tip I: 760°C (1400°F)
- Tip II: 870°C (1600°F)
- Tip III: 1000°C (1832°F)
- Tip IV: 1100°C (2000°F)
- Tip V: 1260°C (2300°F)
- Tip VI: 1370°C (2500°F)
- Tip VII: 1430°C (2600°F)
- Tip VIII: 1540°C (2800°F)
- Tip IX: 1600°C (2912°F)
Her türün yoğunluk, gerilme mukavemeti, bilye içeriği ve sıcaklıkta doğrusal değişim için tanımlanmış gereksinimleri vardır.

Seramik Elyaf Battaniye Nasıl Üretilir?
Üretim yolu, bitmiş battaniyenin her performans özelliğini şekillendirir. Ürünün nasıl üretildiğini bilmek, tedarikçi iddialarını değerlendirirken daha iyi sorular sormanıza yardımcı olur.
Eriterek Üfleme (Şişirme) Süreci
Standart ve yüksek sıcaklık dereceleri için baskın ticari üretim yöntemi, alümina ve silika hammaddelerinin (tipik olarak kaolin kili artı alümina tozu veya daha yüksek alümina dereceleri için kalsine boksit) bir elektrik ark ocağında veya gazla çalışan tank ocağında 1800°C'nin üzerindeki sıcaklıklarda eritilmesini içerir. Erimiş akım daha sonra yüksek hızlı bir hava veya buhar üflemesiyle lifler halinde zayıflatılır. Elde edilen elyaf “yünü” hareketli bir konveyör bant üzerinde sürekli bir mat olarak toplanır.
Şişirme işlemi, çoğu ticari ürün için ortalama 2-4 mikron civarında olmak üzere, çapı 1 ila 8 mikron arasında değişen elyaflar üretir. Elyaf uzunluğu dağılımı değişkendir - şişirme işlemleri eğirme işlemlerine göre daha kısa elyaf üretme eğilimindedir.
Eğirme (Santrifüj) İşlemi
Bazı üreticiler, özellikle daha uzun elyaf uzunluğu ve daha dar çap dağılımının önemli olduğu yüksek kaliteli ürünler için elyaf üretmek üzere santrifüjlü eğirme kullanmaktadır. Bu proseste eriyik akışı, damlacıkları dışarıya doğru fırlatan dönen eğirme çarklarının üzerine düşer. Merkezkaç kuvveti her damlacığı bir elyaf haline getirir. Eğrilmiş elyaflar, şişirilmiş elyaflardan daha uzun ve daha düzgün olma eğilimindedir ve daha yüksek gerilme mukavemetine sahip battaniyeler üretir.
İğne Delme: Elyaf Matın Battaniyeye Dönüştürülmesi
Elyaf toplandıktan sonra, ham hasır bir iğne delme işlemi ile mekanik olarak birbirine kenetlenir. Bir dizi dikenli iğne, iğneli dokuma tezgahında ilerlerken hasıra tekrar tekrar nüfuz eder ve lifleri X-Y düzleminin yanı sıra Z yönünde de (hasır düzlemine dik) birbirine bağlar. Bu üç boyutlu elyaf kenetlenmesi:
- Kimyasal bağlayıcılar olmadan yapısal bütünlük sağlar.
- Battaniyeye karakteristik esnekliğini ve sıkıştırma sonrası toparlanmasını sağlar.
- Parçalanmadan taşınabilen ve monte edilebilen bir ürün üretir.
- Ürünün nihai yoğunluğunu belirler (iğne yoğunluğu ve penetrasyon derinliği birincil kontrol değişkenleridir).
Dilme, Haddeleme ve Kalite Kontrol
İğneleme işleminden sonra, sürekli örtü standart genişliklerde (610 mm, 915 mm, 1220 mm en yaygın olanlarıdır) kesilir ve standart uzunlukta (tipik olarak 7,3 m veya 15 m) rulolar halinde sarılır. Bu aşamadaki kalite denetimi kalınlık, birim alan başına ağırlık, gerilme mukavemeti örneklemesi ve yüzey kusurları için görsel denetimi kapsar. Her üretim partisi için parti düzeyinde test sertifikaları düzenlenir.

2026'da Endüstriyel Yalıtım Uygulamaları
Seramik elyaf battaniyenin uygulama yelpazesi, yüksek sıcaklıkta ekipman çalıştıran hemen hemen her sektörü kapsar. Aşağıdaki döküm, AdTech'in müşteri tabanından gelen gerçek tedarik modellerini yansıtmaktadır.
Çelik ve Demir Endüstrisi Uygulamaları
Çelik endüstrisi, seramik elyaf örtü için küresel olarak en büyük tek endüstri tüketim segmentini temsil etmektedir. Temel uygulamalar şunları içerir:
Fırın kaplamasını yeniden ısıtın: Yürüyen kirişli ve itici tip yeniden ısıtma fırınları, duvarlarda, çatılarda ve kapılarda birincil kaplama sistemi olarak seramik elyaf battaniye modülleri kullanır. Battaniyenin düşük termal kütlesi, fırının üretim programı değişikliklerine daha hızlı yanıt vermesini sağlar ve eski tuğla astarlı sistemlere kıyasla yakıt tüketimini önemli ölçüde azaltır.
Kepçe örtüsü ve sürgülü kapı yalıtımı: Seramik elyaf örtü, pota kabuğundan ısı kaybını azaltmak ve fırından sürekli döküm makinesine transfer sırasında metal sıcaklığını korumak için çelik potaların dışını sarar.
Torpido arabası ve transfer kepçesi astarları: Bazı operatörler, çalışma refrakterinin ömrünü uzatmak ve kabuk sıcaklıklarını düşürmek için torpido arabalarında çalışma astarının arkasında yedek bir yalıtım katmanı olarak seramik elyaf örtü kullanmaktadır.
Tavlama fırını astarları: Soğuk haddelenmiş çelik bobinler için kesikli ve sürekli tavlama fırınları, bu işlemlerin zorlu termal döngü profili nedeniyle seramik elyaf örtüyü yaygın olarak kullanır.
Alüminyum Endüstrisi Uygulamaları
AdTech'te alüminyum endüstrisi müşterileri, seramik elyaf battaniye tedarik hacmimizin önemli bir bölümünü oluşturmaktadır. Uygulamalar çok sayıdadır:
Fırın kaplamalarının eritilmesi ve tutulması: Alüminyum ergitme fırınlarının yan duvarları, çatıları ve kapıları seramik elyaf örtü modülleri veya katmanlı örtü sistemleri ile kaplanır. Yüksek saflıktaki blanket kalitelerinin düşük alkali içeriği burada önemlidir çünkü alüminyum flakslardan çıkan alkali buharları yüksek sıcaklıklarda standart silika bakımından zengin elyaflara saldırır.
Casthouse ekipman yalıtımı: Gaz giderme üniteleri, yıkama sistemleri, oluk yalıtımı ve hat içi ısıtıcı yalıtımının tümü çeşitli konfigürasyonlarda seramik elyaf örtü kullanır.
Isıl işlem fırın astarları: Alüminyum dökümler ve dövme ürünler için T4, T5 ve T6 çözelti ısıl işlem ve yaşlandırma fırınları, hassas, tek tip sıcaklık profilleri sunması gereken astar sistemleri için seramik elyaf örtüye büyük ölçüde güvenmektedir.
Cam İmalatı
Besleyici ve ön ocak yalıtımı: Cam besleyicilerde ve ön ocaklarda gerekli olan sıcaklık kontrol hassasiyeti, seramik elyaf örtüyü bu sistemlerin geometrik karmaşıklığına uyum sağlayan esnek bir yalıtım katmanı olarak değerli kılmaktadır.
Tavlama lehr izolasyonu: Cam tavlama lehrleri, seramik elyaf örtünün uygun maliyetli, bakımı kolay yalıtım sağladığı, orta sıcaklıklarda (yaklaşık 700°C'ye kadar) çalışan uzun, sürekli fırınlardır.
Petrokimya ve Kimyasal İşleme
Ateşlemeli ısıtıcı refrakter astar: Rafinerilerdeki ve petrokimya tesislerindeki proses ısıtıcıları, çalışma sıcaklıklarının battaniyenin hizmet aralığı içinde olduğu uygulamalarda sıcak yüz astarı olarak seramik elyaf battaniye kullanır. Tuğla kaplamaya kıyasla ağırlıktaki azalma, ısıtıcının yapısal performansını iyileştirir.
Katalizör rejenerasyon ekipmanı: Akışkan katalitik kraking (FCC) rejeneratörleri ve diğer yüksek sıcaklık katalitik reaktörleri, yardımcı yalıtım rollerinde seramik elyaf örtü içerir.
Boru ve ekipman yalıtımı: Seramik elyaf örtü, ısı kaybını azaltmak ve personeli korumak için yüksek sıcaklıktaki proses borularının, valf gövdelerinin ve ekipman yüzeylerinin etrafını sarar.
Ek Uygulama Sektörleri
| Sanayi Sektörü | Birincil Uygulama | Çalışma Sıcaklık Aralığı | Tipik Olarak Kullanılan Battaniye Sınıfı |
|---|---|---|---|
| Seramik ve refrakter üretimi | Fırın astarı, saggar koruması | 900-1300°C | 1260°C-1400°C |
| Enerji üretimi | Kazan kapı contaları, türbin gövdesi | 500-900°C | 1000°C-1260°C |
| Havacılık ve savunma | Motor kaportası yalıtımı, test hücresi kaplaması | 600-1400°C | 1260°C-1600°C |
| Otomotiv üretimi | Boya fırını astarı, ısıl işlem fırını | 200-500°C | 760°C-1000°C |
| Yiyecek ve içecek | Endüstriyel fırın astarı | 200-400°C | 760°C |
| Yarı iletken üretimi | Difüzyon fırın astarı | 800-1200°C | 1260°C yüksek saflıkta |
| Gemi İnşaatı | Yangın koruma bariyerleri | 1000°C'ye kadar | 1000°C-1260°C |
| Bina ve inşaat | Pasif yangın koruması | 1000°C'ye kadar | 1000°C-1260°C |
| Yakma fırını/atık yönetimi | Yanma odası kaplaması | 900-1200°C | 1260°C-1400°C |
Seramik Elyaf Battaniye ve Rakip Yalıtım Ürünleri
Bu karşılaştırma, birçok mühendislik kararının alındığı yerdir. Bunu mümkün olduğunca objektif bir şekilde, tedarikçi pazarlama materyallerinden ziyade gerçek uygulama deneyimlerine dayanarak sunuyoruz.
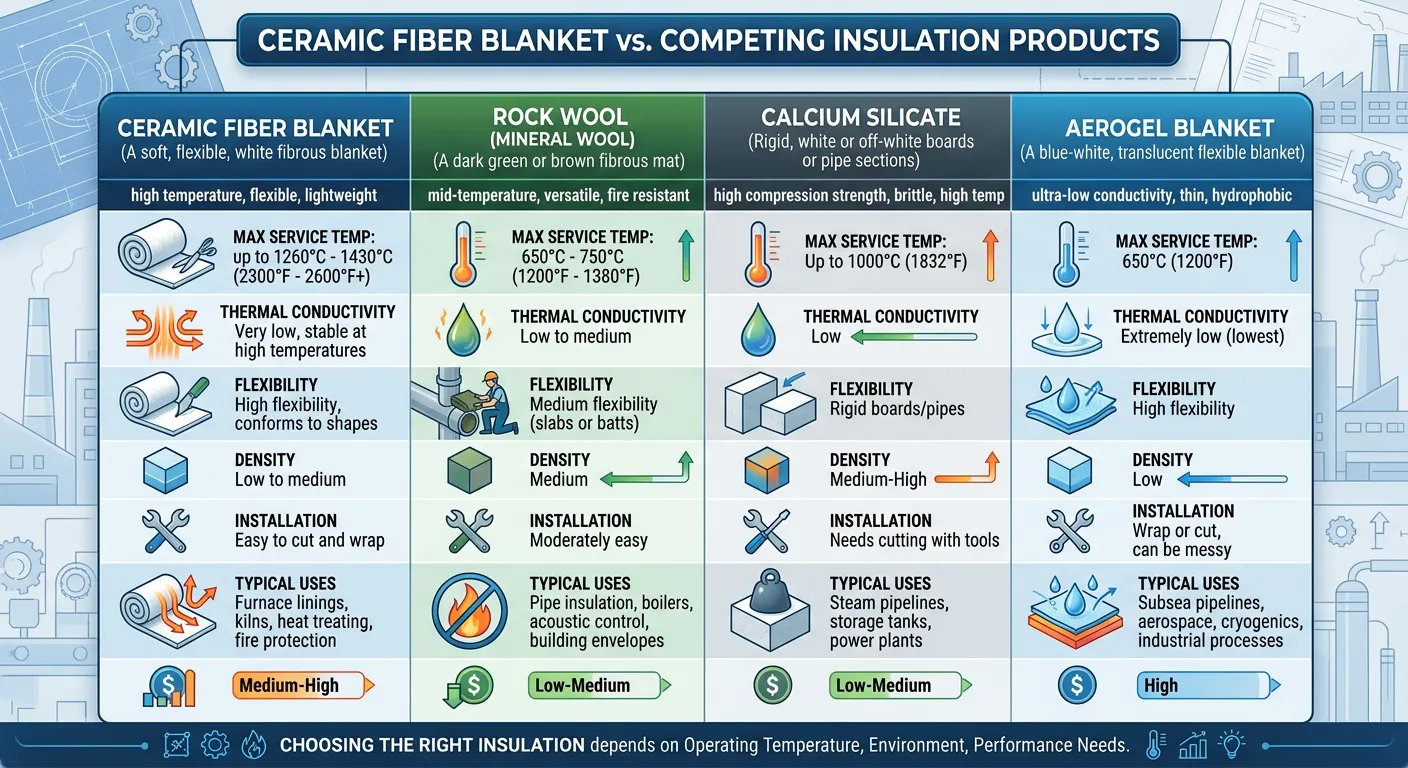
RAKIP YALITIM ÜRÜNLERI
Yan Yana Teknik Karşılaştırma
| Mülkiyet | Seramik Elyaf Battaniye | Mineral Yün Battaniye | Mikro Gözenekli Panel | Yoğun Refrakter Tuğla | Dökülebilir Refrakter |
|---|---|---|---|---|---|
| Maksimum Sürekli Sıcaklık | 760-1600°C | 750°C'ye kadar | 1000°C'ye kadar | 1800°C'ye kadar | 1800°C'ye kadar |
| 600°C'de Termal İletkenlik | ~0,17 W/m-K | ~0,22 W/m-K | ~0,08 W/m-K | ~0,60 W/m-K | ~0,50 W/m-K |
| Yığın Yoğunluğu (kg/m³) | 96-384 | 80-200 | 200-300 | 1800-2200 | 1600-2100 |
| Esneklik | Mükemmel | İyi | Zayıf | Hiçbiri | Hiçbiri |
| Termal Şok Direnci | Mükemmel | Adil | İyi | Zayıf-Adil | Adil |
| Termal Kütle (düşük = daha iyi) | Çok Düşük | Düşük | Çok Düşük | Çok Yüksek | Çok Yüksek |
| Mekanik Dayanım | Düşük | Düşük | Orta düzeyde | Yüksek | Yüksek |
| Islak Dayanım | Zayıf | Zayıf | İyi | İyi | İyi |
| Kurulum İşçiliği | Düşük | Düşük | Orta düzeyde | Yüksek | Yüksek |
| Kurulum Maliyeti (göreceli) | Düşük-Orta | Düşük | Yüksek | Orta düzeyde | Orta düzeyde |
| Hizmet Ömrü | 5-15 yıl | 3-8 yaş | 10-20 yıl | 15-30 yıl | 10-25 yıl |
| Conta/Sızdırmazlık Yeteneği | İyi | Adil | Zayıf | Hiçbiri | Hiçbiri |
Seramik Elyaf Battaniye vs. Seramik Elyaf Levha
Seramik elyaf levha, aynı alümina-silika elyafın sertleştirilmiş bir versiyonudur, inorganik bağlayıcılar eklenmiş ıslak şekillendirme işlemi ile üretilir ve daha sonra basınç altında kurutulur. Levha üstün yüzey kalitesi, boyutsal kararlılık ve basınç dayanımı sunarak aşınmaya, gaz hızına veya mekanik temasa maruz kalan alanlarda sıcak yüz uygulamaları için tercih edilen seçenek haline gelir. Blanket, esneklik, kavisli yüzeylerin etrafını sarma veya düzensiz eşleşme yüzeylerine uyum gerektiren uygulamalarda levhadan daha iyi performans gösterir.
Ne zaman battaniye seçin: Yüzey kavisli veya düzensizdir, ağırlık endişe vericidir, termal döngü şiddetlidir veya kurulum yöntemi modül yapımını içerir.
Ne zaman tahta seçin: Sıcak yüzeyde gaz hızı 3 m/s'nin üzerindedir, mekanik temas veya aşınma mümkündür, yüzey düzdür ve boyutsal stabilite gereklidir veya yüzeye basınç yükü uygulanacaktır.

Sağlık, Güvenlik ve Mevzuata Uygunluk
AdTech'te ürettiğimiz her seramik elyaf örtü spesifikasyon belgesinde güvenlik bilgilerine belirgin bir şekilde yer veriyoruz çünkü düzenleyici ortam gerçekten karmaşık ve sağlık riskleri gerçek.
Kanserojen Sınıflandırması
Çoğu yüksek sıcaklık seramik elyaf battaniyesinde kullanılan elyaf türü olan refrakter seramik elyaflar (RCF), Uluslararası Kanser Araştırma Ajansı (IARC) tarafından Grup 2B - “insanlar için muhtemelen kanserojen” olarak sınıflandırılmıştır. Bu sınıflandırma, hayvan inhalasyon çalışmalarından elde edilen olumlu sonuçlara dayanmaktadır. İnsan işçiler üzerinde yapılan epidemiyolojik çalışmalardan elde edilen mevcut kanıtlar, düzenlenmiş mesleki maruziyet seviyelerinde yüksek akciğer kanseri oranlarını doğrulamamaktadır, ancak ihtiyati sınıflandırma küresel olarak yürürlükte kalmaya devam etmektedir.
Avrupa Birliği'nde, RCF ürünleri CLP Yönetmeliği (EC) No 1272/2008 kapsamında Kategori 1B kanserojen olarak sınıflandırılmıştır ve özel tehlike etiketlemesi ve sıkı işyeri maruziyet yönetimi gerektirir.
Küresel Mesleki Maruziyet Sınırları
| Yargı Yetkisi | Düzenleyici Kurum | Fiber OEL | Ölçüm Protokolü |
|---|---|---|---|
| ABD | OSHA | 1 f/cc (8 saatlik TWA) | NIOSH 7400 |
| Avrupa Birliği | AB İSG Direktifleri | 1 f/cm³ | DSÖ lif yöntemi |
| Birleşik Krallık | HSE EH40 | 1 f/ml | MDHS101 |
| Almanya | TRGS 905 | 1 f/cm³ | VDI 3492 |
| Japonya | Sağlık Bakanlığı | 1 f/cm³ | JIS yöntemi |
| Avustralya | Güvenli Çalışma Avustralya | 1 f/mL | DSÖ yöntemi |
Biyo-Çözünür Alternatifler
Son on yılda seramik elyaf battaniye tedarikini etkileyen en önemli düzenleyici gelişme, biyo-çözünür (veya düşük biyopersistanslı) elyaf ürünlerin geliştirilmesi ve ticarileştirilmesi olmuştur. Alkali toprak silikat (AES) yünleri olarak sınıflandırılan bu malzemeler, simüle edilmiş akciğer sıvısında RCF'den daha hızlı çözünmektedir, bu da solunan liflerin akciğerden daha verimli bir şekilde temizlendiği anlamına gelmektedir.
Avrupa Direktifi 97/69/EC çözünme hızı kriterlerini karşılayan ürünler (pH 7.4'te simüle edilmiş akciğer sıvısında kdis > 40 ng/cm²/saat) kanserojen sınıflandırma gerekliliklerinden muaftır. 900-1000°C'ye kadar olan uygulamalar için, biyo-çözünür örtü kaliteleri benzer termal performansa sahip, mevzuata uygun bir alternatif sunar.
Taşıma ve Kurulum için KKD Gereklilikleri
Zorunlu asgari koruma:
- Solunum: Aralıklı kullanım için P100 filtreli yarım yüz solunum cihazı; sürekli kurulum çalışmaları için elektrikli hava temizleyici solunum cihazı (PAPR).
- Göz koruması: Yan siperlikleri olan güvenlik gözlükleri; baş üstü kurulum için gözlükler.
- Cilt koruması: Uzun kollu tulumlar (yüksek maruziyetli görevler için Tyvek tek kullanımlık giysiler).
- Eldivenler: Hafif pamuklu veya nitril (ağır eldivenler gerekli değildir ancak keskin kenarlı ankraj donanımı kullanılıyorsa kullanılmalıdır).
Kurulum için mühendislik kontrolleri:
- Havadaki elyaf oluşumunu bastırmak için ıslak kesim.
- Kesim noktalarında yerel egzoz havalandırması.
- Gereksiz taşıma ve kesme işlemlerini en aza indirin.
- Yerinde imalatı azaltmak için mümkün olan yerlerde önceden kesilmiş modül sistemleri kullanın.
Hizmet Sonrası Bertaraf
Hizmet sırasında yaklaşık 1000°C'nin üzerinde ısıtılan seramik elyaf örtü devitrifikasyona uğrayarak elyafın kristal yapısını değiştirir ve biyopersistansı azaltır. Birçok düzenleyici çerçeve, ısıtılmış RCF'nin tehlikeli olmayan katı atık olarak bertaraf edilmesine izin vermektedir. Kurulumdan çıkan ısıtılmamış kesimler torbalanmalı, etiketlenmeli ve yerel yönetmeliklere göre RCF içeren atık olarak bertaraf edilmelidir. Seramik elyaf atıklarını bertaraf etmeden önce her zaman çevre danışmanınızdan güncel bir atık sınıflandırma tespiti alın.
Doğru Sınıf ve Spesifikasyon Nasıl Seçilir?
Spesifikasyon hataları yaygın ve pahalıdır. Fırınları gerçek fırın sıcaklığının 200°C altında battaniye ile çalıştıran tesisler gözlemledik, bu da hızlandırılmış devitrifikasyona ve erken değiştirmeye neden oldu. Bunun tersini de gördük - pahalı zirkonya sınıfı blanket, standart 1260°C sınıfının yarı maliyetle aynı performansı gösterebileceği 900°C'lik bir uygulamaya yerleştirildi.
Sıcaklık Seçim Kriterleri
Temel kural: her zaman normal çalışma sıcaklığınızın en az 10-15% üzerinde sürekli hizmet sıcaklığı derecesine sahip bir kalite seçin. Bu marj aşağıdakileri hesaba katar:
- Sıcaklık ölçüm belirsizliği (kontrol noktasındaki termokupllar tepe fiber sıcaklıklarını yansıtmayabilir).
- Fırın içinde sıcak noktalar ve sıcaklık dağılımının homojen olmaması.
- Normal ayar noktasının üzerinde planlı veya plansız sıcaklık artışları.
Fırın kontrol termokuplunuz 1100°C gösteriyorsa, gerçek tepe sıcak yüz sıcaklığı 1150-1200°C olabilir. 1260°C derecenin belirtilmesi anlamlı bir marj sağlar. 1000°C'lik bir kalite belirlemek, zaman içinde aşamalı büzülme ve derz açılmasına neden olacaktır.
Yoğunluk Seçim Kriterleri
Daha yüksek yoğunluklu battaniyeler sunar:
- Daha yüksek gerilme mukavemeti (gaz akışı ile erozyona karşı daha iyi direnç).
- Yüksek sıcaklıklarda biraz daha düşük termal iletkenlik (radyasyon bastırma).
- Sıkıştırma altında daha iyi boyutsal kararlılık.
- Birim alan başına daha yüksek ağırlık ve maliyet.
Düşük yoğunluklu battaniyeler sunar:
- Minimum termal kütle (en hızlı fırın tepkisi)
- Rulo başına daha düşük maliyet.
- Düşük hızlı uygulamalarda yeterli performans.
Standart yoğunluk (128 kg/m³) gaz hızlarının 2 m/s'nin altında olduğu çoğu fırın duvarı ve çatı uygulaması için uygundur.
Orta yoğunluk (192 kg/m³) yüksek gaz hızı, yüksek türbülans veya monte edilen astarın yapısal sertliğinin önemli olduğu alanlar için önerilir.
Yüksek yoğunluk (256-320 kg/m³) şiddetli erozyon ortamları, yüksek hızlı yanma odaları ve örtünün uzun desteksiz açıklıklar boyunca kendi ağırlığını desteklemesi gereken uygulamalar için belirlenmiştir.
Kalınlık Seçimi ve R-Değeri Hesaplaması
Gerekli yalıtım kalınlığı ısı transferi hesaplaması ile belirlenir. Anahtar girdiler şunlardır:
- Sıcak yüz sıcaklığı (fırın iç sıcaklığı).
- Hedef soğuk yüz sıcaklığı (izin verilen maksimum dış yüzey sıcaklığı).
- Ortalama sıcaklıkta battaniye termal iletkenliği.
- Birim alan başına kabul edilebilir ısı kaybı.
Basitleştirilmiş bir formül: Gerekli kalınlık (m) = (T_hot - T_cold) × k / q
Burada k ortalama sıcaklıktaki termal iletkenlik (W/m-K) ve q kabul edilebilir ısı akısıdır (W/m²).
Pratik hesaplamalar için, üreticinin yayınladığı sıcaklık-iletkenlik verilerini kullanmanızı ve montaj sıkıştırmasını ve uzun vadeli performans değişikliklerini karşılamak için hesaplanan kalınlıkta 1.1-1.2 güvenlik faktörünü hesaba katmanızı öneririz.
Komple Spesifikasyon Seçim Matrisi
| Uygulama Türü | Sıcaklık Derecesi | Yoğunluk | Kalınlık | Özel Değerlendirme |
|---|---|---|---|---|
| Düşük sıcaklıklı fırın arka izolasyonu | 760°C | 96 kg/m³ | 25-50 mm | Maliyet optimizasyonu |
| Genel endüstriyel fırın duvarı | 1260°C | 128 kg/m³ | 50-100 mm | Standart modül sistemi |
| Alüminyum ergitme fırını | 1260°C yüksek saflıkta | 192 kg/m³ | 75-150 mm | Düşük alkali içeriği gereklidir |
| Çelik yeniden ısıtma fırını çatısı | 1260°C veya 1400°C | 192 kg/m³ | 100-200 mm | Modül yapısı, saplama ankrajları |
| Hidrojen atmosfer fırını | 1400°C | 256 kg/m³ | 100-150 mm | H₂ uyumluluğunu doğrulayın |
| Cam besleyici yalıtımı | 1400°C | 192 kg/m³ | 75-125 mm | Alkaliye karşı kimyasal direnç |
| Seramik sinterleme fırını | 1600°C polikristal | 192-256 kg/m³ | 50-100 mm | Polikristalin mullit sınıfı |
| Yarı iletken difüzyon fırını | 1260°C yüksek saflıkta | 128 kg/m³ | 25-50 mm | Sıfır halojen, ultra düşük atış |
Kurulum Yöntemleri, Ankraj Sistemleri ve En İyi Uygulamalar
Dünyanın en iyi seramik elyaf battaniyesi bile yanlış kurulursa düşük performans gösterecektir. Bu kılavuz ilkeler, yüzlerce kurulum projesindeki doğrudan saha deneyiminden elde edilmiştir.
Katmanlı Battaniye Sistemi (Geleneksel Yöntem)
En basit kurulum yaklaşımı, fırın kabuğuna birden fazla örtü katmanı uygulanmasını içerir; katmanlar, bir katmandaki hiçbir ek yeri bitişik katmandaki bir ek yeri ile aynı hizada olmayacak şekilde kaydırılır. Bu kademeli bağlantı modeli, astar sistemi boyunca sıcak gaz baypasını önler.
Kurulum prosedürü:
- Fırın kabuğunu pas, değirmen pulu ve gevşek kalıntılardan temizleyin.
- Saplama ankrajlarını bir ızgara düzeninde kabuğa kaynaklayın (tipik aralık: her iki yönde 300-450 mm)
- İlk battaniye katmanını kabuğa doğru uygulayın ve battaniyeyi saplamaların üzerinden delin.
- Her saplama konumunda ankraj plakaları veya klipslerle sabitleyin.
- Sonraki katmanları, ek yerleri bir önceki katmandan en az yarım battaniye genişliği kadar kaydırarak uygulayın.
- Boşluk kalmadığından emin olmak için battaniye parçaları arasındaki ek yerlerini sıkıştırın.
Modül Sistemi (Katlanmış Battaniye Modülleri)
Maksimum hizmet ömrü ve montaj hatasına karşı direnç gerektiren endüstriyel fırınlar için, seramik elyaf şilte önceden sıkıştırılmış modüller halinde üretilir. Her modül, birbirine katlanmış ve dik yönde sıkıştırılmış çok sayıda örtü katmanından oluşur (böylece katlama katmanlarının kenarları sıcak yüzü oluşturur). Modüller, modül arka plakasının ortasından tek bir saplama kullanılarak doğrudan kabuğa tutturulur.
Modül yapısının avantajları:
- Sıcak yüz, düz yüzey yerine katlanmış elyaf kenarlarından oluşur - bu kenar-tane oryantasyonu termal şoka karşı üstün direnç sağlar.
- Modüller önceden sıkıştırılmıştır, bu nedenle kurulum hızlı ve tutarlıdır.
- Bir modül bozulduğunda veya hasar gördüğünde, bitişik bölümleri bozmadan tek tek modüller değiştirilebilir.
- Dikey yönelimli fiberler, yüksek hızlı gaz akışı erozyonuna karşı daha iyi direnç sağlar.
Modül boyutu standardizasyonu: Tipik modül yüzü boyutları 300 × 300 mm veya 450 × 450 mm'dir. Modül derinliği (sıcak yüz-soğuk yüz boyutu) toplam yalıtım kalınlığına karşılık gelir ve tipik olarak 150 ila 300 mm arasında değişir.
Ankraj Donanım Malzemeleri
Ankraj malzemesi seçimi, ankraj yerindeki soğuk yüzey sıcaklığına ve fırın atmosferine bağlıdır:
| Soğuk Yüz Sıcaklığı | Çapa Malzemesi | Tipik Uygulama |
|---|---|---|
| 500°C'ye kadar | Karbon çeliği | Düşük sıcaklıklı fırınlar ve kurutucular |
| 500-800°C | 304 veya 316 paslanmaz çelik | Genel endüstriyel fırınlar |
| 800-1100°C | 310 paslanmaz çelik | Yüksek sıcaklık fırınları |
| 1100°C'nin üzerinde (sıcak yüz) | Alaşım 330 veya Inconel | Şiddetli yüksek sıcaklık bölgeleri |
| Azaltıcı atmosfer | Inconel veya seramik düğmeler | Atmosfer fırınları |
Kaçınılması Gereken Yaygın Kurulum Hataları
Hata 1: Yetersiz saplama ankraj yoğunluğu. Çok uzak aralıklarla yerleştirilmiş ankrajlar, battaniyenin destek noktaları arasında sarkmasına izin vererek boşluklar ve düzensiz sıcak yüzey oluşturur. Kurulum sırasında battaniyenin ne kadar sağlam hissettirdiğine bakılmaksızın belirtilen ızgara aralığını koruyun.
Hata 2: Battaniye parçalarını ofset olmadan birleştirmek. Soğuk yüzden sıcak yüze uzanan kesintisiz bir bağlantı, sıcak gazın kabuğa ulaşması için doğrudan bir yoldur. Bitişik katmanlardaki ek yerlerini daima kademelendirin.
Hata 3: Genişleme ödeneğini göz ardı etmek. Seramik elyaf örtü ilk ısıtmada hafifçe büzülür. Modül sistemlerinde, bitişik modüller, büzülmeden sonra ortaya çıkan boşluğun minimum olması için birbirlerine karşı hafif bir sıkıştırma ile monte edilmelidir. Kasıtlı boşluklar bırakmayın - sıcak gaz bunları bulacaktır.
Hata 4: Soğuk kurulumda battaniyeyi aşırı sıkıştırmak. Seramik elyaf örtü, nominal termal iletkenlik değerlerine nominal yoğunluğunda ulaşır. Aşırı sıkıştırma yoluyla önemli ölçüde daha yüksek yoğunlukta kurulursa, termal performans aslında bozulur.
Hata 5: Yanlış çapa alaşımı kullanmak. Paslanmaz 304 ankrajların yüksek sıcaklık düşürücü atmosfer uygulamalarında başarısız olduğunu ve tüm kaplama panellerinin ayrılmasına neden olduğunu gördük. Ankraj alaşımını hem sıcaklık hem de atmosfer koşullarıyla eşleştirin.
Küresel Pazar Görünümü ve 2026 için Ürün Yenilikleri
Pazar Büyüklüğü ve Büyüme Yörüngesi
Battaniyeler, kağıtlar, levhalar ve modülleri kapsayan küresel seramik elyaf pazarı, 2023 yılında yaklaşık 2,8 milyar ABD doları değerindeydi. Battaniye segmenti, toplam pazar tüketiminin yaklaşık 45-50%'sini oluşturarak hacim bakımından en büyük ürün kategorisini temsil etmektedir. Pazar araştırması, 2029 yılına kadar yaklaşık 5,5-6,5%'lik bir yıllık bileşik büyüme oranı öngörmektedir:
- Fırın verimliliği yükseltmeleri gerektiren endüstriyel dekarbonizasyon programları.
- Elektrikli araç ve batarya üretiminin genişletilmesi.
- Hidrojene hazır endüstriyel fırın yapımında büyüme.
- Asya-Pasifik pazarlarında artan inşaat faaliyetleri.
Önemli Teknolojik Gelişmeler
Nano Elyaf Geliştirilmiş Battaniyeler
Üreticiler, yüksek sıcaklıklarda radyatif ısı transferini bastırmak için fiber matrisine sentetik nano ölçekli opaklaştırıcılar dahil etmektedir. Bu, 800°C'nin üzerindeki sıcaklıklarda etkili termal iletkenliği 25%'ye kadar azaltarak daha ince kurulumlara veya eşdeğer kalınlıkta daha iyi performansa olanak tanır. İlk ticari ürünler 1260°C ve 1400°C sınıf aralığında mevcuttur.
Hibrit Biyo-Çözünür/RCF Sistemleri
Tek bir astar sisteminde hem performans hem de mevzuat gereksinimlerini karşılamak için hibrit tasarımlar, sıcaklıkların biyo-çözünür elyafın kapasitesi dahilinde olduğu dış (soğuk) katmanlar olarak biyo-çözünür elyafı ve yalnızca RCF kalitelerinin çalışabileceği iç (sıcak) katmanlar olarak geleneksel RCF'yi kullanır. Bu, nominal performansı korurken kaplamadaki toplam RCF kullanımını azaltır.
Önceden Tasarlanmış Modül Kitleri
Bazı üreticiler artık fırına özel modül kiti paketleri (belirli fırın modelleri için tasarlanmış önceden kesilmiş, önceden sıkıştırılmış modüller) tüm kurulum donanımı, talimatlar ve malzeme sertifikasyonu ile birlikte sunmaktadır. Bu yaklaşım kurulum süresini kısaltmakta, kesimden kaynaklanan yerinde elyaf oluşumunu en aza indirmekte ve büyük endüstriyel alıcıların giderek daha fazla ihtiyaç duyduğu izlenebilirlik belgelerini sağlamaktadır.
Dijital İzleme Entegrasyonu
Gelişmiş astar sistemleri artık kurulum sırasında örtü katmanları içinde kablosuz sıcaklık sensörü düğümleri içermekte ve çalışma sırasında orta astar ve soğuk yüz sıcaklıklarının sürekli izlenmesine olanak sağlamaktadır. Bu veriler kestirimci bakımı destekler - operatörler, fırın kabuğu hasarına veya üretim kesintisine neden olmadan önce astar bozulma bölgelerini (yükselen soğuk yüz sıcaklıkları ile gösterilir) belirleyebilir.
Düşük VOC ve Sıfır Bağlayıcı Varyantları
Yarı iletken ve farmasötik üretim müşterileri, sıfır organik kontaminasyona sahip seramik elyaf örtülerin geliştirilmesini teşvik etmektedir. Organik işleme yardımcıları içermeyen ürünler artık ticari olarak mevcuttur, ancak gerekli üretim süreci değişikliklerini yansıtan bir maliyet primi ile.
Seramik Elyaf Battaniye Hakkında Sıkça Sorulan Sorular
1: 1260°C ve 1400°C seramik elyaf battaniye kaliteleri arasındaki fark nedir?
Aradaki fark elyaf kimyası ve bunun sonucunda ortaya çıkan yüksek sıcaklık stabilitesidir. Standart 1260°C sınıfı battaniyede yaklaşık 52-56% alümina içeriğine sahip alümina-silika elyaflar kullanılır. Bu elyaflar 1260°C'nin üzerindeki sıcaklıklarda devitrifikasyona uğrar - amorf camdan kristalin mullit ve kristobalite faz değişimi - bu da büzülmeye ve gevrekleşmeye neden olur. 1400°C sınıfı ya daha yüksek saflıkta, daha yüksek alüminalı elyaf bileşimleri kullanır ya da elyaf matrisine zirkonya ekler, bu da devitrifikasyonu 1400°C ve ötesine kadar bastırır. Bunun pratik sonucu olarak 1400°C sınıfı battaniye, 1260°C sınıfı malzemeyi aşamalı olarak tahrip edecek sıcaklıklarda uzun süre çalışarak boyutlarını, esnekliğini ve yalıtım özelliklerini korur.
2: Seramik elyaf battaniye indirgeyici atmosfer fırınında kullanılabilir mi?
Evet, ancak önemli uyarılarla birlikte. Standart seramik elyaf örtü, hafif indirgeyici atmosferlerde (yaklaşık 5% H₂'ye kadar azot-hidrojen karışımları) kabul edilebilir performans gösterir. Yüksek hidrojen konsantrasyonlarına sahip güçlü indirgeyici atmosferlerde veya yüksek sıcaklıklarda karbon monoksit varlığında, elyaf yapısına zarar veren uçucu silikon bileşikleri üreten silika indirgenmesi meydana gelebilir. 1000°C'nin üzerinde çalışan hidrojen atmosferli fırınlar için yüksek alümina veya polikristalin alümina kaliteleri (silika içeriğini en aza indiren) önerilir. Atmosfer fırını uygulamaları için spesifik atmosfer kimyasını belirlemeden önce her zaman blanket üreticisinden doğrulayın.
3: Seramik elyaf battaniye fırında ne kadar dayanır?
Hizmet ömrü çalışma sıcaklığına, termal döngü şiddetine, sıcak yüzeydeki gaz hızına ve kimyasal ortama bağlı olarak önemli ölçüde değişir. Tipik endüstriyel koşullar altında, nominal sıcaklık aralığındaki standart sınıf bir uygulamada, seramik elyaf örtü astar sistemleri büyük bir değişim gerektirmeden önce tipik olarak 5-12 yıl dayanır. Daha agresif koşullarda - yüksek termal döngü sıklığı, 3 m/s üzerindeki hızlar, alkali buharların varlığı - hizmet ömrü 2-5 yıl olabilir. İyi huylu koşullarda (düşük döngü, orta sıcaklıklar), 15 yıllık hizmet ömrü elde edilebilir. Astar kalınlığının ve soğuk yüzey sıcaklıklarının düzenli olarak incelenmesi kalan ömrün tahmin edilmesini sağlar.
4: Hangi yoğunlukta seramik elyaf battaniye kullanmalıyım?
Standart yoğunluk (128 kg/m³), orta düzeyde gaz akışı olan çoğu fırın duvarı ve tavan uygulaması için uygundur. Orta yoğunluk (192 kg/m³) gaz akışından kaynaklanan erozyona karşı daha iyi direnç sağlar ve çatılar, yüksek türbülanslı bölgeler ve modül yapımı için tercih edilir. Yüksek yoğunluk (256 kg/m³) yanma bölgelerinde, yüksek gaz hızına sahip alanlarda ve örtünün mekanik temasa dayanması gereken uygulamalarda kullanılır. Daha yüksek yoğunluk, radyasyon bastırma yoluyla yüksek sıcaklıklarda termal iletkenliği biraz azaltır, ancak ağırlığı ve maliyeti artırır. Özel koşullar daha yüksek yoğunluğu haklı çıkarmadıkça, 128 veya 192 kg/m³ çoğu uygulamayı kapsar.
5: Seramik elyaf battaniye taşyünü veya mineral yün ile aynı mıdır?
Her ikisi de lifli yalıtım malzemesi olmakla birlikte, kimyasal ve termal olarak farklı ürünlerdir. Mineral yün (taş yünü veya cüruf yünü olarak da adlandırılır) bazaltik kayadan veya endüstriyel cüruftan yapılır ve çoğu ticari sınıf için maksimum servis sıcaklığını yaklaşık 750 ° C ile sınırlayan önemli demir oksit içeriği içerir. Seramik elyaf battaniye, minimum demir içeriğine sahip yüksek saflıkta alümina-silika veya alümina-silika-zirkonya elyafları içerir ve kaliteye bağlı olarak 760°C ila 1600°C arasında servis sıcaklıklarına izin verir. Seramik elyaf örtü aynı zamanda tipik olarak eşdeğer sıcaklıklarda daha düşük ısı iletkenliği sağlar. 700°C'nin altındaki uygulamalar için mineral yün maliyet avantajı sunabilir; 750°C'nin üzerinde ise seramik elyaf örtü uygun malzemedir.
6: Bir fırın için ne kadar seramik elyaf battaniyeye ihtiyacım olduğunu nasıl hesaplayabilirim?
Fırın iç kısmının toplam sıcak yüzey alanını hesaplayın (duvarlar + çatı + kapı yüzeyleri). Isı transferi hesaplamalarını veya tedarikçinizin tasarım tablolarını kullanarak gerekli yalıtım kalınlığını belirleyin. Rulo sayısını elde etmek için yüzey alanını rulo başına örtü kapsamına (rulo genişliği × rulo uzunluğu) bölün. Kesme atıkları ve üst üste binmeler için 10-15% pay ekleyin. Modül sistemleri için, modül yüz alanı ve toplam yüzey alanına göre modül sayısını hesaplayın ve yine bir fire payı ekleyin. Renk ve özellik tutarlılığını sağlamak için tek bir kurulum için her zaman aynı veya bitişik üretim partisini belirtin.
7: Seramik elyaf örtü doğrudan alev çarpmasına dayanabilir mi?
Seramik elyaf örtü yanıcı değildir ve hiçbir koşulda tutuşmaz, ancak sürekli doğrudan alev çarpmasına dayanacak şekilde tasarlanmamıştır. Bir alev bölgesindeki yüksek hızlı, yüksek sıcaklıktaki yanma gazları hızlı yüzey elyaf erozyonuna ve battaniyenin nominal sıcaklığını aşan lokal aşırı ısınmaya neden olur. Brülör bölgelerinde ve yanma odası sıcak noktalarında, battaniye yüzeyini seramik elyaf levha yüz tabakası, dökülebilir refrakter kaplama ile koruyun veya battaniyeyi alev engelleme bölgesinin arkasına yerleştirin. Bazı tesislerde yedek katman olarak seramik elyaf battaniye, kurban sıcak yüzey olarak sert şekillendirilmiş bir şekil (prekast refrakter) veya sprey uygulanmış bir elyaf malzeme kullanılır.
8: Seramik elyaf battaniyenin çekmesine ne sebep olur ve bunu nasıl en aza indirebilirim?
Seramik elyaf battaniyedeki büzülme iki mekanizmadan kaynaklanır. İlk olarak, eser miktarda bulunan organik işlem yardımcıları ilk ısınma sırasında yanarak az miktarda hacim azalmasına neden olur. İkincisi ve daha önemlisi, nominal hizmet sıcaklığına yaklaşan veya aşan sıcaklıklara uzun süre maruz kalmak sinterleşmeye - elyaf temas noktalarının kademeli olarak yapışmasına - ve nihai olarak devitrifikasyona neden olur. Her iki süreç de aşamalı ve geri döndürülemezdir. Büzülmeyi en aza indirmek için: gerçek çalışma sıcaklığının 15% üzerinde bir sıcaklık derecesine sahip bir kalite seçin, nominal sıcaklığın üzerinde çalışma gezintilerinden kaçının, sıcaklık sınırına yakın uygulamalar için daha yüksek alümina kaliteleri kullanın ve montaj bağlantılarını hassas boyutsal kararlılığa güvenmek yerine sıkıştırma yoluyla bazı boyutsal değişiklikleri barındıracak şekilde tasarlayın.
9: Seramik elyaf battaniye ürünleri hangi sertifikaları taşımalıdır?
Seramik elyaf battaniye satın alırken doğrulanması gereken temel sertifikalar ve uygunluk işaretleri şunlardır: Üretim tesisi için ISO 9001 kalite yönetim sistemi sertifikası; Kuzey Amerika pazarları için ASTM C-892 uyumluluğu; Avrupa pazarları için CE işareti; GHS/CLP gereklilikleri uyarınca güncel Güvenlik Bilgi Formu (SDS/MSDS); akredite bir test laboratuvarından termal iletkenlik (ASTM C-177 veya ISO 8302), çekme mukavemeti ve doğrusal büzülme için üçüncü taraf onaylı test raporları; ve kısıtlanmış madde içeriği olmadığını doğrulayan REACH uyumluluk belgeleri. Biyo-çözünür ürünler için, AB Direktifi 97/69/EC muafiyet kriterlerine uygunluğu gösteren çözünme oranı test verilerini doğrulayın. Havacılık ve yarı iletken alıcıları ayrıca AS9100 sertifikası ve tam malzeme izlenebilirlik belgeleri talep etmektedir.
10: Seramik elyaf battaniye hasar görmemesi için nasıl saklanmalıdır?
Seramik elyaf battaniye rulolarını doğrudan güneş ışığı ve nemden uzak, kuru ve kapalı bir depoda saklayın. Rulolar düz raflar veya paletler üzerinde yatay olarak depolanmalıdır - temas noktasında kalıcı sıkıştırma deformasyonuna neden olacağından rulo uçlarında dikey olarak depolamayın. Su kaynaklarından uzak tutun; seramik elyafların kendileri sudan etkilenmezken, sürekli neme maruz kalmak bazı ürünlerdeki iz organik işleme yardımcıları üzerinde küf oluşumunu teşvik edebilir ve ıslak örtü kurulum sırasında düzensiz bir şekilde sıkışır. Depolanan ruloların üzerine ağır nesneler koymayın. Çoğu üretici maksimum 24 aylık bir depolama süresi önermektedir. Depolanan malzemeyi kurulumdan önce sıkıştırma hasarı, nem kontaminasyonu veya dış sargı ambalajının bozulması açısından inceleyin. İlk giren ilk çıkar envanter yönetimini kullanarak stok rotasyonu yapın.
Özet: 2026'da Doğru Seramik Elyaf Battaniye Kararını Vermek
Bu malzemeyle çok çeşitli endüstriyel ortamlarda çalıştıktan sonra, AdTech olarak sürekli aynı temel sonuca varıyoruz: seramik elyaf örtü, endüstriyel yüksek sıcaklık yalıtım uygulamalarının çoğunda termal performans, kurulum esnekliği ve maliyet etkinliğinin en uygun kombinasyonunu sunar. Hiçbir malzeme evrensel olarak optimal değildir ve bu makaledeki karşılaştırma tabloları, alternatif bir ürünün size daha iyi hizmet edebileceği belirli durumları belirlemenize yardımcı olmak için tasarlanmıştır.
Malzemenin zayıf yönleri gerçektir - kurulum sırasında dikkatli solunum koruması gerektirir, servis öncesi neme karşı hassastır, yüksek hızlı gaz çarpması altında aşınır ve mekanik mukavemet veya yük taşımanın gerekli olduğu yerlerde kullanılamaz. Ancak, endüstriyel fırın ve yüksek sıcaklık proses uygulamalarının büyük bir bölümünü kapsayan tasarım zarfı içinde, seramik elyaf örtü, eski tuğla ve harç refrakter sistemlerinin önemli ölçüde altında işletme maliyetlerinde güvenilir, uzun vadeli performans sunar.
2026 pazarı, beş yıl öncesine kıyasla daha gelişmiş ürün seçenekleri sunuyor: orta sıcaklıktaki uygulamalar için biyolojik olarak daha iyi çözünen alternatifler, daha düşük ısı iletkenliğine sahip nano-geliştirilmiş kaliteler ve kurulum riskini azaltan önceden tasarlanmış modül sistemleri. Bu gelişmelerden faydalanmak için hem malzeme bilimini hem de uygulamanızın özel taleplerini anlayan, teknik açıdan yetkin bir tedarikçiyle çalışmanız gerekir.
Uygulamaya özel teknik destek, astar tasarımı hesaplamaları veya kalite seçimi danışmanlığı için AdTech mühendislik ekibi, nitelikli endüstriyel alıcılara ve tesis mühendislerine yardımcı olmaya hazırdır.
