セラミックファイバー毛布 は、アルミナ-シリカセラミック繊維をニードルパンチまたは紡糸して連続したブランケット状の製品にした、軽量で柔軟な高温耐火断熱材です。選択されたグレードにより、760°C (1400°F) から 1600°C (2912°F) までの連続使用温度で確実に動作し、200°C で 0.06 W/m-K という低い熱伝導率を実現します。.
セラミック・ファイバー・ブランケットを使用する必要がある場合は、以下の方法があります。 お問い合わせ お見積もりは無料です。.
アドテックでは、セラミック繊維ブランケットを複数の大陸にまたがるアルミニウム製錬所、鉄鋼再加熱炉、石油化学ヒーター、セラミックキルンオペレーターに供給していますが、私たちが一貫して現場で観察しているのは、セラミック繊維ブランケットの低蓄熱性、高温能力、設置の容易さを組み合わせた競争力のあるコストポイントに匹敵する柔軟な断熱材は他にないということです。.

セラミックファイバー毛布は何から作られているのか?
すべてのセラミック・ファイバー・ブランケット・ロールの中核に位置するファイバーケミストリーは、製品の性能に関する他のすべてを決定します。仕様の段階でこれを正しく理解することで、コストのかかる現場での失敗を防ぐことができます。.
ベース・ファイバーの構成
セラミック・ファイバー・ブランケットは、アモルファス(ガラス相)のアルミナ・シリカ・ファイバーから製造される。アルミナとシリカの比率は、最高使用温度を制御する唯一で最も重要な変数です。アルミナ含有量が増加すると、繊維の脱バイト(非晶質ガラスからムライトやクリストバライトのような結晶構造への相変態)に対する耐性が向上し、それに応じて定格使用温度も上昇します。.
標準繊維は、約44~47% Al₂O₃と52~55% SiO₂を含む。温度分類のはしごを上がるにつれて、アルミナ含有量は52~56%、60~70%と増加し、多結晶グレードでは72%以上に達する。この範囲の最上位では、ジルコニア(ZrO₂)が組み込まれ、高アルミナ非晶質繊維でさえ構造変態を起こし始める1400℃を超える温度でさらなる安定化を提供する。.
繊維添加剤とバインダー
ほとんどのセラミック・ファイバー・ブランケットには有機バインダーが含まれておらず、これはセラミック・ファイバー・ペーパーに対する大きな利点のひとつである。ニードルパンチの工程では、化学接着剤を使用せずに繊維を機械的に連結させるため、ブランケットはバインダーのバーンアウト段階を経ることなく、すぐに定格性能に達します。一部の特殊ブランケットには、ニードリング時の繊維間摩擦を軽減するために、微量の有機潤滑剤が組み込まれていますが、これは重量比で0.5%未満であり、性能にとっては取るに足らないものです。.
ショットの内容とその意義
繊維の製造中、未加工の溶融物の一部は繊維に変化せず、代わりに “ショット ”と呼ばれる小さなガラス状の球体に凝固する。ショットは断熱性能に寄与することなく質量を増加させる。ショットの含有率が高い:
- 単位重量あたりの熱効率を低下させる。.
- 製品重量が増加し、輸送コストと取扱コストが上昇する。.
- 完成品の表面に凹凸が生じることがある。.
- 一部の呼吸区域のシナリオでは、呼吸可能な大きさより大きな粒子を散布することで、微細繊維による危険性が実際に減少する。.
プレミアム・ブランケット等級は、ショット含有量が重量比で10%未満(ASTM C-1335)、高純度等級は5%未満を目標としている。.
こちらもお読みください: インドのセラミック繊維ブランケット製造業者.
グレード別原材料構成
| ファイバーグレード | Al₂O₃ (%) | SiO₂ (%) | ZrO₂ (%) | その他の酸化物 | 分類 |
|---|---|---|---|---|---|
| スタンダード | 44-47 | 52-55 | なし | <1% Fe₂O₃ | アモルファスAES |
| 高純度 | 47-50 | 50-52 | なし | <合計0.5% | アモルファスRCF |
| 高アルミナ | 52-56 | 43-47 | なし | トレース | アモルファスRCF |
| ジルコニアエンハンスド | 33-36 | 47-50 | 14-17 | なし | アモルファスRCF |
| 多結晶ムライト | 72 | 28 | なし | なし | 多結晶 |
| 多結晶アルミナ | 95-99 | <1 | なし | なし | 多結晶 |

セラミック繊維ブランケットの物理的および熱的特性
特性データを理解することは、単に調達のチェックボック スをこなすことではない。技術データシートの各数値は、エネルギー消費、設置の労力、炉の起動時間、長期的なメンテナンスコストに直接影響する。.
熱伝導性能
熱伝導率は、ほとんどのバイヤーが注目する特性であり、当然のことながら、目標の熱流束またはコールドフェイス温度を達成するために必要なブランケットの厚さを直接決定します。セラミックファイバー・ブランケットの熱伝導率は温度とともに上昇しますが、これはすべての断熱材にとって普通のことです。重要な比較ポイントは、お客様のアプリケーションの実際の使用温度において、競合製品と比較してどのように機能するかということです。.
200℃では、セラミック繊維ブランケット(密度192kg/m³)は約0.06W/m・Kを達成します。600℃では約0.18W/m・Kに上昇。1000℃では約0.34W/m・Kに達します。これらの数値は、同等の温度では緻密な耐火レンガやキャスタブルよりも大幅に優れていますが、微多孔質断熱パネルは中程度の温度ではより低い伝導率を達成します。.
低熱質量:過小評価されている利点
熱質量 - 加熱中に炉のライニングに蓄えられるエネルギー - は、実際のエネルギー請求書を見るまで多くのエンジニアが過小評価する操業コスト要因です。セラミックファイバー・ブランケットは密度が低いため(商用グレードで96~384 kg/m³)、緻密な耐火物システムよりも単位体積当たりの蓄熱量がはるかに少なくなります。間欠運転炉(毎日または毎週停止して再加熱する炉)では、この違いにより、従来のレンガ張りシステムに比べてエネルギー消費を30~60%削減することができます。.
私たちは、レンガからセラミックファイバー・ブランケット・ライニング・システムへの転換の前後で、アルミニウム熱処理施設の実際のエネルギー消費量をモニターしました。.
総合物性参照表
| プロパティ | 96 kg/m³ | 128 kg/m³ | 192 kg/m³ | 256 kg/m³ | 320 kg/m³ | 試験方法 |
|---|---|---|---|---|---|---|
| かさ密度 (kg/m³) | 96 ±10% | 128 ±10% | 192 ±10% | 256 ±10% | 320 ±10% | ASTM C-167 |
| 200℃における熱伝導率 (W/m-K) | 0.055 | 0.058 | 0.062 | 0.070 | 0.085 | ASTM C-177 |
| 600℃における熱伝導率 (W/m-K) | 0.175 | 0.170 | 0.165 | 0.160 | 0.155 | ASTM C-177 |
| 1000℃における熱伝導率 (W/m-K) | 0.380 | 0.360 | 0.340 | 0.320 | 0.310 | ASTM C-177 |
| 引張強さ (kPa) | 20-35 | 30-55 | 50-80 | 70-110 | 90-140 | ASTM C-1335 |
| 定格温度における線収縮率(%) | 2-4 | 2-4 | 2-3 | 1.5-3 | 1.5-2.5 | ISO 10635 |
| 最高使用温度(標準グレード) | 1260°C | 1260°C | 1260°C | 1260°C | 1260°C | 学年による |
| 標準ロール幅 (mm) | 610 | 610/915 | 610/915/1220 | 610/915 | 610 | メーカー |
| 標準厚さ (mm) | 13-75 | 13-75 | 13-75 | 25-75 | 25-50 | メーカー |
| 点火損(%) | <0.5 | <0.5 | <0.5 | <0.5 | <0.5 | ASTM C-25 |
機械的な柔軟性と復元力
硬質耐火物製品とは異なり、セラミック繊維ブランケットは圧縮荷重を取り除くとほぼ元の厚さに戻ります。この復元力は、伸縮継手の用途や、不規則な炉表面に対する接触圧力を維持するために重要です。繊維の焼結により弾力性が低下するため、高温にさらされると復元率は低下します。定格使用温度において、永久歪み値は標準的な市販グレードで10-20%が一般的です。.

温度等級と分類基準
温度グレードの選択は、ほとんどの仕様エラーが発生する場所です。1260℃ブランケット」という表示は、その材料があらゆる状況で1260℃に対応できるという意味ではなく、その温度で標準化された試験条件下で許容できる特性を維持するという意味です。実際の適用条件は、実験室での試験条件とは異なることがよくあります。.
標準温度分類システム
760°C グレード(スタンダード/エコノミー)
このグレードは、アルミナ含有量が最も低い繊維を使用しており、背面断熱、人員保護カバー、低温オーブン用途に適しています。アドテックでは一般的に、このグレードを一次ライニング用途に使用することを推奨しています。1000℃グレードと比較してコスト削減効果はわずかであり、性能マージンも薄いため、運転温度が上昇変動した場合に問題が発生する可能性があります。.
1000°C グレード
中温の工業炉、乾燥機、オーブン用の一般的なグレード。炉内雰囲気が酸化性または中性であるほとんどの一般工業加熱用途に適しています。.
1260℃グレード(高温)
工業用セラミック繊維市場の主力製品。このグレードは、鉄鋼、アルミニウム、ガラス、セラミックス製造における工業炉のライニング用途の大部分をカバーしています。アルミナ含有量が高い(52-56%)ため、熱サイクルを繰り返しても安定しています。.
1400℃グレード(超高温用)
ジルコニア添加または高純度高アルミナ繊維組成物の使用により達成。ガラス溶解槽のクラウン、特殊セラミックスのキルン、および1300℃以上で連続運転する工業プロセスに必要。.
1600℃グレード(多結晶)
根本的に異なるプロセス(メルトブローではなくゾルゲルまたはスラリー紡糸)で製造される多結晶ムライトまたはアルミナブランケット。これらの製品は、最高1600℃までの連続運転温度に対応し、水素雰囲気炉、先端セラミックス焼結、一部の航空宇宙用途など、最も要求の厳しい熱環境で使用されています。コストプレミアムは相当なもので、通常、標準的な1260℃製品の5~10倍です。.
温度分類比較表
| 分類 | 一般名 | 最高連続温度 | ピーク/スパイク温度 | 第一次産業 |
|---|---|---|---|---|
| STD / エコノミー | 760°Cグレード、1400°Fグレード | 760°C (1400°F) | 870°C | HVAC、背面断熱 |
| 中級 | 1000°Cグレード、1832°Fグレード | 1000°C (1832°F) | 1100°C | 一般産業 |
| 高温 | 1260°Cグレード、2300°Fグレード | 1260°C (2300°F) | 1350°C | スチール、アルミニウム、ガラス |
| 超高温 | 1400°Cグレード、2550°Fグレード | 1400°C (2550°F) | 1500°C | 特殊セラミックス、ガラス |
| 極端な温度 | 1600℃グレード、2912°Fグレード | 1600°C (2912°F) | 1700°C | アドバンスト・セラミックス、航空宇宙 |
ASTM C-892 分類システム
北米市場では、セラミック繊維ブランケットはASTM C-892 “Standard Specification for High-Temperature Fiber Blanket Thermal Insulation ”に正式に分類されています。この規格は、最高使用温度に基づいてタイプを定義しています:
- タイプI: 760°C (1400°F)
- タイプII: 870°C
- タイプIII: 1000°C (1832°F)
- タイプIV: 1100°C (2000°F)
- タイプV: 1260°C (2300°F)
- タイプVI: 1370°C (2500°F)
- タイプVII: 1430°C (2600°F)
- タイプVIII: 1540°C (2800°F)
- タイプIX: 1600°C (2912°F)
各タイプには、密度、引張強さ、ショット含有量、温度による線形変化に関する要件が定められている。.

セラミックファイバー毛布の製造方法
製造ルートは、完成した毛布のあらゆる性能特性を形作ります。製品がどのように作られるかを知ることは、サプライヤーの主張を評価する際に、より適切な質問をするのに役立ちます。.
メルトブロー(ブローイング)製法
標準および高温グレードの主な商業的製造方法は、アルミナとシリカの原料ブレンド(通常、カオリン粘土とアルミナ粉末、または高アルミナグレードの焼成ボーキサイト)を電気アーク炉またはガス燃焼式タンク炉で1800℃以上の温度で溶融することである。その後、溶融ストリームは、高速空気または蒸気ブラストによって繊維に減衰される。得られた繊維「ウール」は、連続マットとして移動するベルトコンベア上に集められる。.
ブロー工程では直径1~8ミクロンの繊維ができるが、ほとんどの市販品では平均2~4ミクロン程度である。繊維の長さの分布は様々で、ブロー工程では紡績工程よりも短い繊維ができる傾向がある。.
スピニング(遠心)プロセス
特に繊維長が長く、直径分布が狭いことが重要な高品質製品では、遠心紡糸を使用して繊維を製造するメーカーもある。このプロセスでは、メルトストリームは回転する紡績ホイールの上に落ち、液滴を外側に飛ばします。遠心力によって液滴は繊維へと引き寄せられる。紡績繊維は、ブロー繊維よりも長くて均一な傾向があり、より高い引張強度を持つブランケットを生産する。.
ニードルパンチ:ファイバーマットを毛布に変える
繊維を収集した後、ニードルパンチ工程でマットを機械的に交絡させる。有刺鉄線の針の配列が、ニードル織機を通過するマットを何度も貫通し、X-Y平面だけでなくZ方向(マット平面に垂直な方向)にも繊維を絡ませる。この立体的な繊維の絡み合い:
- 化学バインダーなしで構造的完全性を提供。.
- 圧縮後の毛布に特徴的な弾力性と回復力を与える。.
- バラバラになることなく取り扱い、設置できる製品を生産する。.
- 製品の最終密度を決定する(針の密度と浸透深度が主な制御変数)。.
スリット、圧延、品質検査
ニードリング後、連続ブランケットは標準幅(610mm、915mm、1220mmが一般的)にスリットされ、標準長さ(通常7.3mまたは15m)のロールに巻き取られる。この段階での品質検査は、厚さ、単位面積当たりの重量、引張強度のサンプリング、表面欠陥の目視検査が含まれる。製造ロットごとにバッチレベルの試験証明書が発行される。.

2026年の産業用断熱材の用途
セラミックファイバー・ブランケットの用途範囲は、高温装置を運用するほぼすべての業界に及びます。以下の内訳は、アドテックの顧客ベースからの実際の調達パターンを反映しています。.
鉄鋼および鉄鋼産業用途
鉄鋼業界は、セラミック繊維ブランケットの世界最大の単一業界消費セグメントを占めている。主な用途は以下の通り:
炉のライニングを再加熱する: ウォーキングビームおよびプッシャータイプの再加熱炉では、セラミックファイバーブランケットモジュールが壁、屋根、ドアの主要なライニングシステムとして使用されます。このブランケットは熱質量が小さいため、生産スケジュールの変更に迅速に対応でき、旧式のレンガ張りシステムと比較して燃料消費量を大幅に削減できる。.
レードルシュラウドとスライドゲートの断熱材: セラミックファイバー毛布は、取鍋シェルからの熱損失を減らし、炉から連続鋳造機への移動中の金属温度を維持するために、鋼鉄取鍋の外側に巻かれます。.
トーピードカーとトランスファーレードルのライニング: 一部のオペレーターは、作業耐火物の寿命を延ばし、シェルの温度を下げるために、魚雷車の作業ライニングの後ろのバックアップ断熱層としてセラミックファイバー・ブランケットを使用している。.
焼鈍炉のライニング 冷延鋼板コイル用のバッチ式および連続式焼鈍炉では、熱サイクルが要求されるため、セラミックファイバー・ブランケットが多用されています。.
アルミニウム産業用途
アドテックでは、アルミニウム業界のお客様がセラミックファイバー・ブランケットの供給量の大部分を占めています。用途は多岐にわたります:
炉のライニングの溶解と保持 アルミニウム溶解炉の側壁、屋根、ドアは、セラミックファイバーブランケットモジュールまたは層状ブランケットシステムで内張りされます。アルミニウム・フラックスからのアルカリ蒸気が高温で標準的なシリカを多く含む繊維を攻撃するため、高純度ブランケット・グレードのアルカリ含有量が低いことが重要です。.
カストハウスの設備断熱: 脱ガス装置、洗浄システム、トラフ断熱材、インラインヒーター断熱材はすべて、さまざまな構成でセラミックファイバー・ブランケットを使用している。.
熱処理炉のライニング T4、T5、T6溶体化熱処理炉および時効炉は、アルミニウム鋳造品および展伸材用で、正確で均一な温度プロファイルを提供する必要があるライニングシステムのセラミックファイバー・ブランケットに大きく依存しています。.
ガラス製造
フィーダーとフォアハースの断熱材: ガラス供給装置やフォアハースで要求される温度制御精度は、セラミックファイバー・ブランケットを、これらのシステムの幾何学的な複雑さに対応する柔軟な断熱層として価値あるものにしている。.
アニール・レア絶縁: ガラスアニーリング炉は、中程度の温度(最高約700℃)で運転される長時間の連続炉で、セラミックファイバー・ブランケットがコスト効率が高く、メンテナンスが容易な断熱材を提供する。.
石油化学および化学処理
焼成ヒーター耐火物ライニング 製油所や石油化学プラントのプロセスヒーターは、運転温度がブランケットの使用範囲内にある用途で、セラミックファイバー・ブランケットを熱面ライニングとして使用しています。レンガライニングに比べて重量が軽減されるため、ヒーターの構造性能が向上します。.
触媒再生装置: 流動接触分解(FCC)再生器やその他の高温触媒反応器には、セラミック・ファイバー・ブランケットが補助的な断熱材の役割として組み込まれている。.
パイプと機器の断熱材: セラミック・ファイバー・ブランケットは、高温のプロセス配管、バルブ本体、機器の表面を包み込み、熱損失を抑え、作業員を保護します。.
その他の応用分野
| 産業分野 | 主な用途 | 動作温度範囲 | 一般的に使用されるブランケット・グレード |
|---|---|---|---|
| セラミックおよび耐火物製造 | キルンライニング、サガー保護 | 900-1300°C | 1260°C-1400°C |
| 発電 | ボイラードアシール、タービンケーシング | 500-900°C | 1000°C-1260°C |
| 航空宇宙・防衛 | エンジンナセル断熱材、テストセルライニング | 600-1400°C | 1260°C-1600°C |
| 自動車製造 | 塗装炉ライニング、熱処理炉 | 200-500°C | 760°C-1000°C |
| 食品・飲料 | 工業用ベーキングオーブンライニング | 200-400°C | 760°C |
| 半導体製造 | 拡散炉ライニング | 800-1200°C | 1260℃の高純度 |
| 造船 | 防火バリア | 1000℃まで | 1000°C-1260°C |
| 建築・建設 | 受動的防火 | 1000℃まで | 1000°C-1260°C |
| 焼却炉/廃棄物処理 | 燃焼室ライニング | 900-1200°C | 1260°C-1400°C |
セラミック繊維ブランケットと競合断熱製品との比較
この比較は、多くの技術的な決断が下されるところです。私たちは、サプライヤーのマーケティング資料ではなく、実際のアプリケーションの経験に基づき、できるだけ客観的にこれを提示します。.
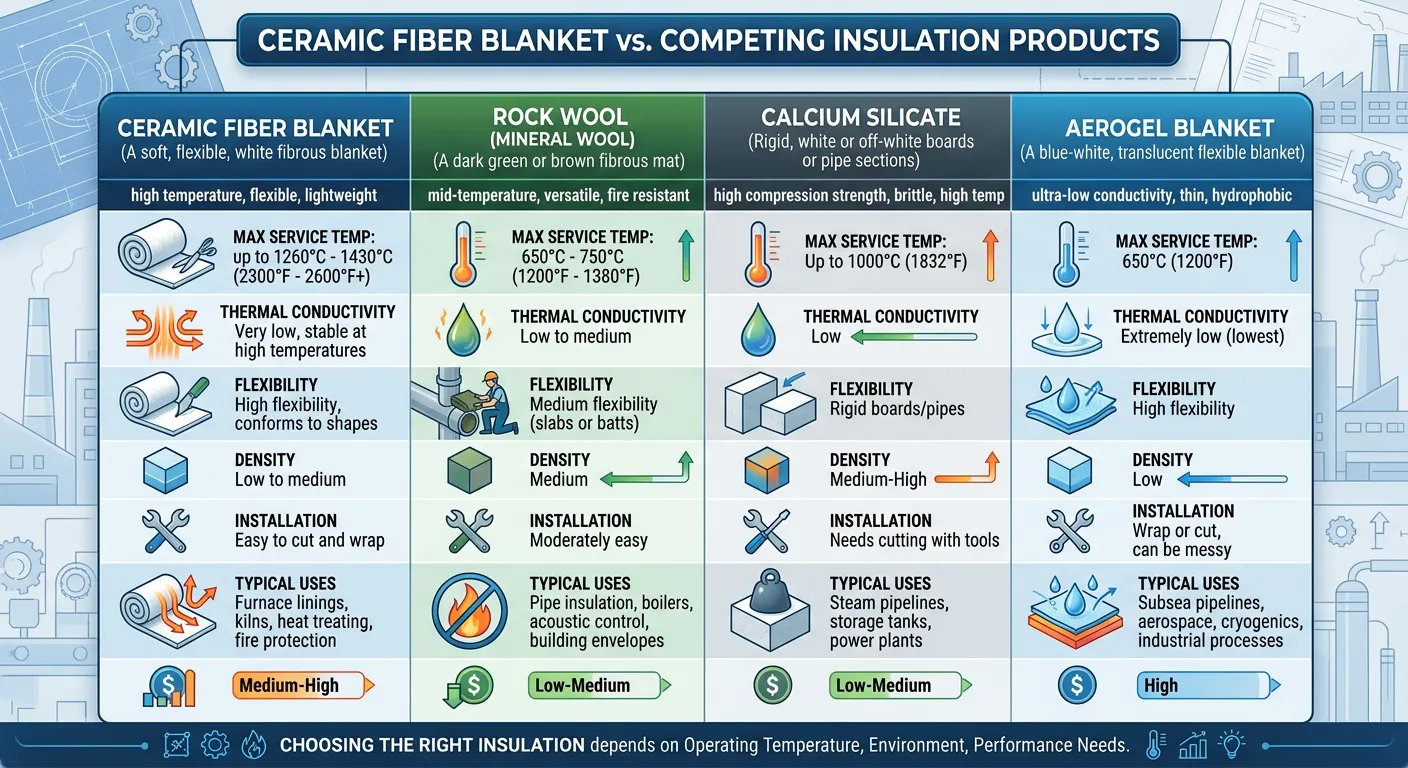
競合する断熱製品
サイド・バイ・サイドの技術比較
| プロパティ | セラミックファイバー毛布 | ミネラル・ウール・ブランケット | 微多孔質パネル | 高密度耐火レンガ | キャスタブル耐火物 |
|---|---|---|---|---|---|
| 最高連続温度 | 760-1600°C | 750℃まで | 1000℃まで | 1800℃まで | 1800℃まで |
| 600℃における熱伝導率 | ~0.17 W/m-K | ~0.22 W/m-K | ~0.08 W/m-K | ~0.60 W/m-K | ~0.50 W/m-K |
| かさ密度 (kg/m³) | 96-384 | 80-200 | 200-300 | 1800-2200 | 1600-2100 |
| 柔軟性 | 素晴らしい | グッド | 貧しい | なし | なし |
| 耐熱衝撃性 | 素晴らしい | フェア | グッド | 可もなく不可もなく | フェア |
| 熱質量(低いほど良い) | 非常に低い | 低い | 非常に低い | 非常に高い | 非常に高い |
| 機械的強度 | 低い | 低い | 中程度 | 高い | 高い |
| 耐湿性 | 貧しい | 貧しい | グッド | グッド | グッド |
| 設置作業 | 低い | 低い | 中程度 | 高い | 高い |
| 導入コスト(相対) | 低・中程度 | 低い | 高い | 中程度 | 中程度 |
| 耐用年数 | 5~15年 | 3-8年 | 10~20年 | 15~30年 | 10~25年 |
| ガスケット/シール能力 | グッド | フェア | 貧しい | なし | なし |
セラミック・ファイバー・ブランケットとセラミック・ファイバー・ボードの比較
セラミック・ファイバー・ボードは、同じアルミナ・シリカ・ファイバーを硬質化したもので、無機バインダーを添加した湿式成形プロセスで製造され、加圧下で乾燥されます。ボードは、優れた表面仕上げ、寸法安定性、圧縮強度を備えており、摩耗、ガス速度、機械的接触にさらされる領域でのホットフェイス用途に最適です。ブランケットは、柔軟性、曲面への巻き付き、不規則な相手面への適合が必要な用途では、ボードよりも優れています。.
毛布を選ぶのはどんなときか: 表面が曲面や不規則な場合、重量が懸念される場合、熱サイクルが激しい場合、設置方法がモジュール構造を伴う場合など。.
いつボードを選ぶか: ホットフェースでのガス速度が3m/s以上、機械的接触や摩耗の可能性がある、表面が平らで寸法安定性が必要、またはフェースに圧縮荷重がかかる。.

健康、安全、法規制の遵守
アドテックで作成するすべてのセラミックファイバー・ブランケットの仕様書には、安全性に関する情報を明記しています。なぜなら、規制環境は実に複雑であり、健康への影響も大きいからです。.
発がん性分類
ほとんどの高温用セラミック・ファイバー・ブランケットに使用されている繊維タイプである耐火性セラミック・ファイバー(RCF)は、国際がん研究機関(IARC)によってグループ2B(ヒトに対して発がん性がある可能性がある)に分類されている。この分類は、動物吸入研究による肯定的な結果に基づいている。ヒトの労働者を対象とした疫学研究から得られた現在のエビデンスでは、規制された職業暴露レベルでの肺がん発生率の上昇は確認されていないが、予防的分類は世界的に有効なままである。.
欧州連合(EU)では、RCF製品はCLP規則(EC)No 1272/2008でカテゴリー1Bの発がん性物質に分類されており、特定の危険有害性表示と職場での厳格な暴露管理が義務付けられています。.
世界の職業暴露限界値
| 管轄 | 規制機関 | ファイバーOEL | 測定プロトコル |
|---|---|---|---|
| アメリカ | OSHA | 1 f/cc(8時間TWA) | NIOSH 7400 |
| 欧州連合 | EU OSH指令 | 1 f/cm³ | WHOファイバー法 |
| イギリス | HSE EH40 | 1 f/ml | MDHS101 |
| ドイツ | TRGS 905 | 1 f/cm³ | VDI 3492 |
| 日本 | 保健省 | 1 f/cm³ | JIS方式 |
| オーストラリア | セーフワーク・オーストラリア | 1 f/mL | WHO方式 |
バイオソルブル代替品
過去10年間にセラミック繊維ブランケットの調達に影響を与えた最も重要な規制の進展は、生物溶解性(または低生物残留性)繊維製品の開発と商品化である。アルカリ土類珪酸塩(AES)ウールに分類されるこれらの素材は、RCFよりも模擬肺液に速やかに溶解するため、吸入された繊維は肺からより効率的に排出される。.
欧州指令97/69/ECの溶解速度基準(pH7.4の模擬肺液中で、kdis > 40 ng/cm²/hr)を満たす製品は、発がん性物質の分類要件から免除される。900~1000℃までの用途では、バイオソルブルブランケットグレードが、同様の熱性能で規制に適合した代替品を提供します。.
取り扱いと設置に関するPPE要件
最低限の保護が義務付けられている:
- 呼吸器:断続的な取り扱いにはP100フィルター付きハーフフェイスレスピレーターを、持続的な設置作業には動力式空気清浄呼吸器(PAPR)を使用する。.
- 目の保護具:サイドシールド付き安全眼鏡;頭上設置の場合はゴーグル。.
- 皮膚の保護:長袖カバーオール(暴露の多い作業にはタイベック製使い捨てスーツ)。.
- 手袋:薄手の綿またはニトリル(厚手の手袋は必要ないが、鋭利なアンカレッジ・ハードウェアを扱う場合は使用すること)。.
設置に関する技術的管理:
- 空気中の繊維の発生を抑える湿式切断。.
- カットポイントでの局所排気。.
- 不必要な取り扱いや切断を最小限に抑える。.
- 現場での加工を減らすため、可能な限りプレカットモジュールシステムを使用する。.
使用後の処分
使用中に約1000℃以上に加熱されたセラミックファイバー・ブランケットは脱硝を起こし、ファイバーの結晶構造を変化させ、生物残留性を低下させる。多くの規制枠組みは、加熱されたRCFを非有害固形廃棄物として処分することを認めている。非加熱のオフカットは、袋に入れ、ラベルを貼り、地域の規制に従ってRCF含有廃棄物として処分する必要があります。セラミック・ファイバー廃棄物を処分する前に、必ず環境コンサルタントから最新の廃棄物分類判定を受けてください。.
正しいグレードと仕様の選び方
仕様の誤りはよくあることで、コストもかかる。当社では、実際の炉温度より200℃低い定格のブランケットを使用して炉を運転し、脱窒を加速させ、交換時期を早めている施設を観察してきました。また、標準的な1260℃グレードであれば半分のコストで同等の性能を発揮できるところを、高価なジルコニアグレードのブランケットを900℃の用途に設置するという逆のケースも見てきました。.
温度選択基準
基本的なルール:連続使用温度定格が通常の使用温度より少なくとも10-15%高いグレードを常に選択すること。このマージンは次のことを考慮しています:
- 温度測定の不確かさ(コントロールポイントの熱電対がファイバーのピーク温度を反映していない可能性がある)。.
- 炉内のホットスポットと温度分布の不均一性。.
- 計画的または非計画的な、通常の設定温度を超える温度上昇。.
炉の制御用熱電対が1100℃を示す場合、実際のピーク熱面温度は1150~1200℃である可能性があります。1260℃のグレードを指定することで、余裕を持たせることができます。1000℃グレードを指定すると、時間の経過とともに収縮が進行し、接合部が開いてしまいます。.
密度の選択基準
より高密度の毛布を提供する:
- より高い引張強度(ガス流による侵食に対するより優れた耐性)。.
- 高温での熱伝導率がやや低い(放射抑制)。.
- 圧縮時の寸法安定性が向上。.
- 単位面積当たりの重量とコストが高い。.
より低密度の毛布を提供する:
- 最小の熱質量(炉の反応が最も速い)
- 1ロールあたりのコストが低い。.
- 低速用途で十分な性能。.
標準密度 (128 kg/m³) は、ガス流速が2 m/s以下のほとんどの炉壁や炉屋根の用途に適しています。.
中密度 (192 kg/m³) は、ガス流速が速い場所、乱流が大きい場所、設置されたライニングの構造的剛性が重要な場所に推奨される。.
高密度 (256-320 kg/m³) は、過酷な浸食環境、高速燃焼室、長い非支持スパンでブランケットが自重を支えなければならない用途に指定されている。.
厚さの選択とR値計算
必要な断熱材の厚さは、熱伝導計算によって決定される。主な入力は以下の通り:
- 熱面温度(炉内温度)。.
- 目標冷間表面温度(最大許容外表面温度)。.
- 平均温度におけるブランケットの熱伝導率。.
- 単位面積当たりの許容可能な熱損失。.
簡易式必要な厚さ (m) = (T_hot - T_cold) × k / q
ここで、kは平均温度における熱伝導率(W/m・K)、qは許容熱流束(W/m²)である。.
実用的な計算には、メーカーが公表している温度-導電率データを使用し、設置時の圧縮や長期的な性能変化に対応するため、計算上の厚さに1.1~1.2の安全係数を考慮することをお勧めします。.
仕様選定マトリックス
| アプリケーション・タイプ | テンプグレード | 密度 | 厚さ | 特別な配慮 |
|---|---|---|---|---|
| 低温オーブンの背面断熱 | 760°C | 96 kg/m³ | 25-50 mm | コスト最適化 |
| 一般工業炉壁 | 1260°C | 128 kg/m³ | 50-100 mm | 標準モジュールシステム |
| アルミニウム溶解炉 | 1260℃の高純度 | 192 kg/m³ | 75-150 mm | 低アルカリが必要 |
| 鉄鋼再加熱炉の屋根 | 1260°Cまたは1400°C | 192 kg/m³ | 100-200 mm | モジュール構造、スタッドアンカー |
| 水素雰囲気炉 | 1400°C | 256 kg/m³ | 100-150 mm | H₂互換性の検証 |
| ガラス製フィーダー断熱材 | 1400°C | 192 kg/m³ | 75-125 mm | アルカリに対する耐薬品性 |
| セラミック焼成炉 | 1600°C 多結晶 | 192-256 kg/m³ | 50-100 mm | 多結晶ムライトグレード |
| 半導体拡散炉 | 1260℃の高純度 | 128 kg/m³ | 25-50 mm | ゼロハロゲン、超低発光 |
設置方法、アンカーシステム、ベストプラクティス
世界で最も優れたセラミック・ファイバー・ブランケットも、設置方法を誤れば、その性能を発揮できません。これらのガイドラインは、何百もの設置プロジェクトにおける直接の現場経験から得られたものです。.
レイヤード・ブランケット・システム(伝統的手法)
最も単純な設置方法では、炉シェルにブランケットを多層に敷き詰め、ある層の継ぎ目が隣接する層の継ぎ目と一致しないように層をオフセットさせます。この千鳥状の接合パターンにより、ライニングシステムを通る高温ガスのバイパスが防止されます。.
インストール手順:
- 炉殻の錆、ミルスケール、緩いゴミを清掃する。.
- スタッドアンカーを格子状にシェルに溶接する(一般的な間隔は両方向とも300~450mm)
- ブランケットの1層目をシェルに当て、スタッズの上にブランケットを突き刺す。.
- 各スタッド位置にアンカープレートまたはクリップで固定する。.
- ブランケット幅の半分以上、前の層から目地をずらして次の層を塗る。.
- 毛布の継ぎ目を圧縮し、隙間がないようにする。.
モジュール・システム(折りたたみ式ブランケット・モジュール)
セラミックファイバー・ブランケットは、最大限の耐用年数と設置ミスに対する耐性を必要とする工業炉のために、あらかじめ圧縮されたモジュールに加工されます。各モジュールは複数層のブランケットを折りたたみ、垂直方向に圧縮したものです(折りたたみ層の端が高温面を形成します)。モジュールは、モジュール背面プレートの中央を貫通する1本のスタッドを使ってシェルに直接取り付けられます。.
モジュール構造の利点:
- このエッジ・グレイン配向は、熱衝撃に対する優れた耐性を提供する。.
- モジュールはあらかじめ圧縮されているため、インストールは迅速かつ一貫して行うことができます。.
- モジュールが劣化したり損傷したりした場合、隣接する部分に支障をきたすことなく、個々のモジュールを交換することができる。.
- 垂直配向繊維は、高速ガス流による侵食に対してより優れた耐性を発揮する。.
モジュールサイズの標準化: 一般的なモジュール面の寸法は300×300mmまたは450×450mm。モジュールの奥行き(ホット・フェイスからコールド・フェイスまでの寸法)は、断熱材の総厚に相当し、通常150~300 mmの範囲である。.
アンカー金具材料
アンカー材料の選択は、アンカー位置の冷間表面温度と炉の雰囲気に依存する:
| コールドフェイス温度 | アンカー素材 | 代表的なアプリケーション |
|---|---|---|
| 500℃まで | 炭素鋼 | 低温オーブンと乾燥機 |
| 500-800°C | 304または316ステンレス鋼 | 一般工業炉 |
| 800-1100°C | 310 ステンレス鋼 | 高温炉 |
| 1100℃以上(ホットフェース) | 合金330またはインコネル | 厳しい高温ゾーン |
| 大気の還元 | インコネル製またはセラミック製ボタン | 大気炉 |
避けるべき一般的な設置ミス
間違い1:スタッドアンカー密度の不足。. アンカーの間隔が広すぎると、ブランケットが支持点間でたるみ、隙間ができたり、ホットフェースの表面が不均一になったりします。設置時のブランケットの固さに関係なく、指定されたグリッド間隔を維持してください。.
間違い2:ブランケットのピースをオフセットなしで突き合わせる。. コールド・フェースからホット・フェースまで連続した継ぎ目は、高温ガスが直接シェルに到達する経路となる。隣接する層の継ぎ目は必ずずらすこと。.
間違い3:拡張手当を無視する。. セラミック・ファイバー・ブランケットは、最初の加熱でわずかに収縮します。モジュール・システムでは、収縮後の隙間が最小になるように、隣接するモジュール同士を軽く圧縮して設置する必要があります。意図的に隙間を作らないでください-高温ガスが隙間を見つけます。.
間違い4:低温設置時に毛布を圧縮しすぎる。. セラミック繊維ブランケットは、定格密度でその熱伝導率の値を達成します。過圧縮によって著しく高い密度で設置された場合、熱性能は実際に低下します。.
間違い5:間違ったアンカー合金を使う。. ステンレス304のアンカーが高温還元雰囲気で破損し、ライニングパネル全体が剥離した例がある。アンカー合金を温度と雰囲気の両方の条件に適合させる。.
2026年の世界市場展望と製品イノベーション
市場規模と成長軌道
ブランケット、ペーパー、ボード、モジュールを含む世界のセラミックファイバー市場は、2023年に約28億米ドルと評価された。ブランケットセグメントは、数量で最大の製品カテゴリーを占め、市場全体の消費量のおよそ45〜50%を占める。市場調査は、2029年までの年間平均成長率を約5.5〜6.5%と予測している:
- 炉の効率改善を必要とする産業用脱炭素化プログラム。.
- 電気自動車とバッテリー製造の拡大。.
- 水素対応工業炉建設の成長。.
- アジア太平洋市場における建設活動の活発化。.
主な技術開発
ナノファイバー毛布
メーカーは、高温での放射熱伝達を抑制するため、繊維マトリックスに合成ナノスケールの不透明剤を組み込んでいる。これにより、800℃を超える温度での実効熱伝導率が最大25%低下し、より薄い設置や同等の厚みでの性能向上が可能になる。初期の商用製品は、1260℃および1400℃グレードで入手可能です。.
ハイブリッドバイオソルブル/RCFシステム
1つのライニングシステムで性能と規制要件の両方に対応するため、ハイブリッド設計では、バイオ可溶性繊維が使用可能な温度の外側(低温)層にバイオ可溶性繊維を使用し、RCFグレードのみが使用可能な内側(高温)層に従来のRCFを使用します。これにより、定格性能を維持しながら、ライニングにおけるRCFの総使用量を減らすことができる。.
プレエンジニアリング・モジュールキット
いくつかのメーカーは現在、特定の炉モデル用に設計されたプレカット、プレ圧縮モジュールを、すべての設置ハードウェア、説明書、および材料証明書とともに提供する炉別モジュール・キット・パッケージを提供しています。このアプローチにより、設置時間が短縮され、切断による現場での繊維発生が最小限に抑えられ、大手工業バイヤーがますます要求するトレーサビリティ文書が提供される。.
デジタル・モニタリングの統合
先進的なライニングシステムには、設置時にブランケット層内にワイヤレス温度センサーノードが組み込まれ、操業中のライニング中間温度とコールドフェイス温度の連続モニタリングが可能になりました。このデータは予知保全をサポートし、オペレーターは炉殻の損傷や生産中断を引き起こす前に、ライニングの劣化ゾーン(コールドフェイス温度の上昇によって示される)を特定することができます。.
低VOCおよびゼロ・バインダー・バリエーション
半導体や医薬品製造の顧客は、有機汚染ゼロのセラミック繊維ブランケットの開発を推進している。有機加工助剤を一切使用しない製品は現在市販されているが、製造工程の変更を必要とするため、割高なコストがかかる。.
セラミック・ファイバー・ブランケットに関するよくある質問
1: セラミックファイバー毛布のグレード1260℃と1400℃の違いは何ですか?
その違いは繊維の化学的性質とその結果としての高温安定性である。標準的な1260℃グレードのブランケットには、アルミナ含有量が約52~56%のアルミナ・シリカ繊維が使用されている。1260℃を超える温度では、これらの繊維は非晶質ガラスから結晶性ムライトやクリストバライトへの相変化である脱窒を起こし、収縮や脆化を引き起こします。1400℃グレードは、より高純度、高アルミナのファイバー組成を使用するか、ファイバー・マトリックスにジルコニアを組み込むことで、1400℃以上まで逸脱を抑制する。その結果、1400℃グレードのブランケットは、1260℃グレードの材料が徐々に破壊されるような温度で長時間使用されても、寸法、柔軟性、絶縁特性を維持することができます。.
2: セラミックファイバー・ブランケットは還元雰囲気炉で使用できますか?
はい、しかし重要な注意事項があります。標準的なセラミックファイバー・ブランケットは、穏やかな還元性雰囲気(約5% H₂までの窒素-水素混合物)では許容できる性能を発揮します。高濃度の水素を含む強い還元性雰囲気または高温の一酸化炭素の存在下では、シリカの還元が起こり、繊維構造を損傷する揮発性ケイ素化合物が生成される可能性があります。1000℃を超える水素雰囲気炉では、高アルミナまたは多結晶アルミナ(シリカ含有量を最小限に抑える)グレードを推奨します。雰囲気炉の用途に指定する前に、必ずブランケットメーカーに特定の雰囲気化学的性質を確認してください。.
3: セラミックファイバー毛布は炉の中でどのくらいもちますか?
耐用年数は、運転温度、熱サイクルの厳しさ、ホットフェースでのガス速度、化学環境によって大きく異なります。定格温度範囲内の標準グレードの用途における典型的な工業的条件下では、セラミック繊維ブランケット・ライニング・システムは、大規模な交換が必要になるまでに通常5~12年使用できます。熱サイクルの頻度が高い、速度が3 m/sを超える、アルカリ蒸気が存在するなど、より過酷な条件では、耐用年数は2~5年になることがあります。穏やかな条件(低サイクル、中程度の温度)では、15年の耐用年数が達成可能である。定期的なライニングの厚み検査とコールドフェイスの温度検査により、残りの耐用年数を推定することができる。.
4: セラミックファイバー毛布の密度は?
標準密度 (128 kg/m³) は、中程度のガス流を伴うほとんどの炉壁や天井の用途に適しています。中密度(192 kg/m³)はガス流による侵食に対する耐性が高く、屋根、高乱流ゾーン、モジュール構造に適しています。高密度(256kg/m³)は、燃焼ゾーン、ガス流速の速いエリア、ブランケットが機械的接触に耐える必要がある用途に使用されます。密度を高くすると、輻射抑制により高温での熱伝導率が若干低下するが、重量とコストが増加する。特定の条件下で高密度が正当化されない限り、128kg/m³または192kg/m³でほとんどの用途をカバーできます。.
5: セラミックファイバー毛布はロックウールやミネラルウールと同じですか?
どちらも繊維状の断熱材ですが、化学的にも熱的にも異なる製品です。ミネラルウール(ロックウールまたはスラグウールとも呼ばれる)は、玄武岩または工業用スラグから作られ、酸化鉄を多く含むため、ほとんどの市販グレードの最高使用温度は約750℃に制限されています。セラミック・ファイバー・ブランケットは、高純度のアルミナ-シリカまたはアルミナ-シリカ-ジルコニア繊維を含み、鉄の含有量を最小限に抑えているため、グレードによって760℃から1600℃の使用温度が可能です。セラミック・ファイバー・ブランケットは通常、同等の温度でより低い熱伝導率を提供します。700℃以下の用途では、ミネラルウールの方がコスト面で有利な場合があります。.
6: 炉に必要なセラミックファイバー毛布の量はどのように計算するのですか?
炉内部の熱面総面積(壁+屋根+ドア面)を計算します。熱伝導計算またはサプライヤーの設計表を用いて必要な断熱材の厚さを決定します。表面積をロール当たりのブランケット被覆率(ロール幅 × ロール長さ)で割ってロール数を求めます。裁断くずや重なりのために10-15%の許容誤差を加えます。モジュール・システムの場合は、モジュールの表面積と総表面積に基づいてモジュール数を計算し、ここでも無駄の許容範囲を加えます。色と特性の一貫性を確保するため、1回の施工には必ず同じか隣接する製造バッチを指定してください。.
7: セラミックファイバー毛布は火炎の直接衝突に耐えられますか?
セラミックファイバー・ブランケットは不燃性であり、どのような条件下でも発火することはありませんが、持続的な直接火炎の衝突に耐えるようには設計されていません。火炎ゾーンの高速、高温の燃焼ガスは、ブランケットの定格温度を超える急速な表面繊維の侵食と局所的な過熱を引き起こします。バーナーゾーンや燃焼室のホットスポットでは、セラミックファイバーボードの表面層、キャスタブル耐火物コーティングでブランケット表面を保護するか、火炎衝突ゾーンの後方にブランケットを配置します。バックアップ層としてセラミックファイバー・ブランケットを使用し、犠牲高温面として硬質成形品(プレキャスト耐火物)またはスプレー塗布ファイバー材料を使用する設備もあります。.
8: セラミックファイバー毛布が収縮する原因は何ですか?
セラミック繊維ブランケットの収縮は、2つのメカニズムから生じる。第一に、微量に存在する有機加工助剤が初期加熱中に燃焼し、少量の体積減少を引き起こす。第二に、より重大なこととして、定格使用温度に近づくか、それを超える温度に長時間さらされると、焼結(繊維の接触点が徐々に結合すること)が起こり、最終的には脱粒が起こります。どちらのプロセスも進行性で不可逆的である。収縮を最小限に抑えるには、実際の使用温度より15%高い温度定格のグレードを選択すること、定格温度を超える使用は避けること、温度限界付近の用途にはより高いアルミナグレードを使用すること、正確な寸法安定性に頼るのではなく、圧縮による多少の寸法変化に対応できるような取り付け継手を設計することなどが挙げられる。.
9: セラミック繊維ブランケット製品にはどのような認証が必要ですか?
セラミック・ファイバー・ブランケットを購入する際に確認すべき主な認証やコンプライアンス・マークには、以下のようなものがある:製造施設のISO 9001品質管理システム認証、北米市場のASTM C-892準拠、欧州市場のCEマーキング、GHS/CLP要件に従った最新の安全データシート(SDS/MSDS)、認定試験所による熱伝導率(ASTM C-177またはISO 8302)、引張強度、線収縮率の第三者検証済み試験報告書、制限物質の含有がないことを確認するREACH適合文書。生体溶解性製品については、EU指令97/69/EC免除基準への適合を証明する溶解速度試験データを確認する。航空宇宙と半導体のバイヤーは、さらにAS9100認証と完全な材料トレーサビリティ文書を要求する。.
10: セラミックファイバー毛布の損傷を防ぐには、どのように保管すればよいですか?
セラミック繊維ブランケット・ロールは、直射日光や湿気を避け、乾燥した屋根付きの倉庫に保管してください。ロールは、平らな棚やパレットに水平に保管する必要があります。ロールの端に垂直に保管しないでください。セラミック繊維自体は水分の影響を受けませんが、持続的に水分にさらされると、製品によっては微量の有機加工助剤にカビが生える可能性があります。保管されているロールの上に重いものを置かないでください。ほとんどのメーカーは、最長24ヶ月の保管を推奨している。設置前に、圧縮による損傷、湿気による汚染、外側のラップ包装の劣化がないか、保管されている材料を検査してください。先入れ先出しの在庫管理で在庫を回転させる。.
要約:2026年に正しいセラミックファイバー毛布の決定を下す
セラミックファイバー・ブランケットは、産業用高温断熱材の大半の用途において、熱性能、設置の柔軟性、費用対効果の面で最も有利な組み合わせを提供します。単一の材料が普遍的に最適であることはなく、この記事の比較表は、代替製品がより良く機能するかもしれない特定の状況を特定するのに役立つように設計されています。.
この材料の弱点は、設置時に注意深い呼吸器保護が必要であること、使用前の湿気に敏感であること、高速ガス衝突で侵食されること、機械的強度や耐荷重が必要な場所には使用できないことなどです。しかし、工業炉や高温プロセス用途の膨大な割合をカバーするその設計範囲内では、セラミック繊維ブランケットは、従来のレンガおよびモルタル耐火物システムを大幅に下回る運用コストで、信頼性の高い長期性能を提供します。.
2026年市場は、5年前と比較して、中温用途向けのより優れた生物溶解性代替品、熱伝導率の低いナノ強化グレード、設置リスクを低減するプレエンジニアリング・モジュール・システムなど、より改善された製品オプションを提供しています。このような開発を利用するには、材料科学とお客様の用途に特有の要求の両方を理解している技術力のあるサプライヤーと協力する必要があります。.
アプリケーションに特化したテクニカルサポート、ライニングの設計計算、またはグレードの選択に関するご相談については、アドテックのエンジニアリングチームが適格な産業バイヤーや施設エンジニアをサポートいたします。.
