Couverture en fibre céramique est un matériau d'isolation réfractaire léger, flexible et résistant aux températures élevées, produit par aiguilletage ou filage de fibres céramiques d'alumine et de silice en un produit continu en forme de nappe. Il fonctionne de manière fiable à des températures de service continues allant de 760°C (1400°F) à 1600°C (2912°F) en fonction de la qualité choisie, tout en offrant des valeurs de conductivité thermique aussi basses que 0,06 W/m-K à 200°C.
Si votre projet nécessite l'utilisation d'une couverture en fibres céramiques, vous pouvez nous contacter pour un devis gratuit.
Chez AdTech, nous fournissons des matelas de fibres céramiques aux fonderies d'aluminium, aux fours de réchauffage de l'acier, aux réchauffeurs pétrochimiques et aux opérateurs de fours à céramique sur plusieurs continents, et notre observation constante sur le terrain est la suivante : aucun autre matériau d'isolation flexible ne peut rivaliser avec la combinaison du matelas de fibres céramiques en termes de faible stockage de chaleur, de capacité de haute température et de facilité d'installation à un niveau de coût compétitif.

De quoi est faite la couverture en fibres céramiques ?
La chimie des fibres qui se trouve au cœur de chaque rouleau de couverture en fibres céramiques détermine tout le reste des performances du produit. Une bonne définition dès le stade des spécifications permet d'éviter des défaillances coûteuses sur le terrain.
Composition de la fibre de base
Les couvertures en fibres céramiques sont fabriquées à partir de fibres d'alumine-silice amorphes (en phase vitreuse). Le rapport alumine/silice est la variable la plus importante pour contrôler la température de service maximale. Lorsque la teneur en alumine augmente, la résistance de la fibre à la dévitrification (la transformation de phase du verre amorphe en structures cristallines telles que la mullite et la cristobalite) s'améliore et la température de service nominale augmente en conséquence.
Les fibres standard contiennent environ 44-47% Al₂O₃ et 52-55% SiO₂. Au fur et à mesure que l'on monte dans l'échelle de classification des températures, la teneur en alumine augmente pour atteindre 52-56%, puis 60-70%, et dans les qualités polycristallines, elle atteint 72% ou plus. Au sommet de la gamme, la zircone (ZrO₂) est incorporée pour fournir une stabilisation supplémentaire à des températures supérieures à 1400°C, où même les fibres amorphes à haute teneur en alumine commencent à subir une transformation structurelle.
Additifs et liants pour fibres
La plupart des couvertures en fibres céramiques ne contiennent pas de liants organiques - c'est l'un de leurs principaux avantages par rapport aux papiers en fibres céramiques. Le processus d'aiguilletage imbrique mécaniquement les fibres sans adhésifs chimiques, ce qui signifie que la couverture atteint immédiatement ses performances nominales sans phase d'épuisement du liant. Certains blanchets spécialisés contiennent des traces de lubrifiants organiques pour réduire la friction entre les fibres pendant l'aiguilletage, mais ces lubrifiants représentent moins de 0,5% en poids et n'ont pas d'incidence sur les performances.
Le contenu de la prise de vue et sa signification
Lors de la production de fibres, une partie de la matière première ne se transforme pas en fibres et se solidifie en petites sphères vitreuses appelées “grenaille”. La grenaille ajoute de la masse sans contribuer aux performances d'isolation. Haute teneur en grenaille :
- Réduit l'efficacité thermique par unité de poids.
- Augmente le poids du produit, ce qui accroît les frais d'expédition et de manutention.
- Peut provoquer des irrégularités de surface dans les installations finies.
- Dans certains scénarios de zones respiratoires, les particules de grenaille plus grandes que la taille respirable réduisent en fait le risque lié aux fibres fines.
Les grades de couverture de première qualité spécifient une teneur en grenaille inférieure à 10% en poids (ASTM C-1335), les grades de haute pureté visant une teneur inférieure à 5%.
A lire également : Fabricants de couvertures en fibres céramiques en Inde.
Composition des matières premières par qualité
| Qualité de la fibre | Al₂O₃ (%) | SiO₂ (%) | ZrO₂ (%) | Autres oxydes | Classification |
|---|---|---|---|---|---|
| Standard | 44-47 | 52-55 | Aucun | <1% Fe₂O₃ | Amorphe AES |
| Haute pureté | 47-50 | 50-52 | Aucun | <0,5% total | Amorphe RCF |
| Haute teneur en alumine | 52-56 | 43-47 | Aucun | Trace | Amorphe RCF |
| Zircone renforcée | 33-36 | 47-50 | 14-17 | Aucun | Amorphe RCF |
| Mullite polycristalline | 72 | 28 | Aucun | Aucun | Polycristallin |
| Alumine polycristalline | 95-99 | <1 | Aucun | Aucun | Polycristallin |

Propriétés physiques et thermiques de la couverture en fibres céramiques
Comprendre les données relatives aux propriétés n'est pas un simple exercice de vérification de l'approvisionnement. Chaque chiffre d'une fiche technique a des conséquences directes sur la consommation d'énergie, le travail d'installation, le temps de démarrage du four et les coûts d'entretien à long terme.
Conductivité thermique Performance
La conductivité thermique est la propriété sur laquelle la plupart des acheteurs se concentrent, et à juste titre - elle détermine directement l'épaisseur du matelas nécessaire pour atteindre un flux de chaleur ou une température de surface froide cible. La conductivité du matelas de fibres céramiques augmente avec la température, ce qui est normal pour tous les matériaux d'isolation. Le point de comparaison critique est la façon dont il se comporte par rapport aux produits concurrents à la température de fonctionnement réelle de votre application.
À 200°C, la couverture en fibres céramiques (densité de 192 kg/m³) atteint environ 0,06 W/m-K. À 600 °C, cette valeur passe à environ 0,18 W/m-K. À 1 000 °C, elle atteint environ 0,34 W/m-K. À 1000 °C, la valeur atteint environ 0,34 W/m-K. Ces chiffres sont nettement supérieurs à ceux des briques réfractaires denses ou des matériaux coulés à des températures équivalentes, bien que les panneaux isolants microporeux atteignent une conductivité inférieure à des températures modérées.
Faible masse thermique : L'avantage sous-estimé
La masse thermique - l'énergie stockée dans le revêtement du four pendant l'échauffement - est un facteur de coût d'exploitation que de nombreux ingénieurs sous-estiment jusqu'à ce qu'ils voient leurs factures d'énergie réelles. La faible densité de la couverture en fibres céramiques (96-384 kg/m³ pour les qualités commerciales) signifie que le revêtement stocke beaucoup moins de chaleur par unité de volume que les systèmes réfractaires denses. Dans les fours à fonctionnement intermittent (ceux qui sont arrêtés et réchauffés quotidiennement ou hebdomadairement), cette différence peut réduire la consommation d'énergie de 30 à 60% par rapport aux systèmes traditionnels à revêtement en briques.
Nous avons contrôlé la consommation d'énergie réelle des installations de traitement thermique de l'aluminium avant et après la conversion des systèmes de revêtement de briques en couvertures de fibres céramiques, et les économies documentées dépassent systématiquement les prévisions théoriques - en grande partie parce que la masse thermique plus faible permet également des taux de chauffage plus rapides, ce qui améliore la programmation de la production.
Tableau de référence complet des propriétés physiques
| Propriété | 96 kg/m³ | 128 kg/m³ | 192 kg/m³ | 256 kg/m³ | 320 kg/m³ | Méthode d'essai |
|---|---|---|---|---|---|---|
| Densité apparente (kg/m³) | 96 ±10% | 128 ±10% | 192 ±10% | 256 ±10% | 320 ±10% | ASTM C-167 |
| Conductivité thermique à 200°C (W/m-K) | 0.055 | 0.058 | 0.062 | 0.070 | 0.085 | ASTM C-177 |
| Conductivité thermique à 600°C (W/m-K) | 0.175 | 0.170 | 0.165 | 0.160 | 0.155 | ASTM C-177 |
| Conductivité thermique à 1000°C (W/m-K) | 0.380 | 0.360 | 0.340 | 0.320 | 0.310 | ASTM C-177 |
| Résistance à la traction (kPa) | 20-35 | 30-55 | 50-80 | 70-110 | 90-140 | ASTM C-1335 |
| Rétrécissement linéaire à température nominale (%) | 2-4 | 2-4 | 2-3 | 1.5-3 | 1.5-2.5 | ISO 10635 |
| Températures maximales de service (qualité standard) | 1260°C | 1260°C | 1260°C | 1260°C | 1260°C | En fonction de l'année d'études |
| Largeur standard du rouleau (mm) | 610 | 610/915 | 610/915/1220 | 610/915 | 610 | Fabricant |
| Épaisseur standard (mm) | 13-75 | 13-75 | 13-75 | 25-75 | 25-50 | Fabricant |
| Perte à l'allumage (%) | <0.5 | <0.5 | <0.5 | <0.5 | <0.5 | ASTM C-25 |
Flexibilité et résilience mécaniques
Contrairement aux produits réfractaires rigides, la couverture en fibres céramiques retrouve approximativement son épaisseur d'origine après l'élimination de la charge de compression. Cette résilience est essentielle pour les applications de joints de dilatation et pour maintenir la pression de contact contre les surfaces irrégulières des fours. Le taux de récupération diminue après exposition à des températures élevées, car le frittage des fibres réduit l'élasticité. A la température de service nominale, les valeurs de déformation permanente de 10-20% sont typiques pour les grades commerciaux standard.

Grades de température et normes de classification
La sélection de la classe de température est l'endroit où se produisent la plupart des erreurs de spécification. L'étiquette “couverture 1260°C” ne signifie pas que le matériau peut supporter 1260°C dans toutes les situations - elle signifie que le matériau conserve des propriétés acceptables dans des conditions d'essai normalisées à cette température. Les conditions d'application réelles diffèrent souvent des conditions d'essai en laboratoire.
Système de classification standard des températures
760°C Qualité (standard/économique)
Cette qualité utilise la fibre la plus basse en teneur d'alumine et convient pour l'isolation arrière, les couvercles de protection du personnel et les applications de fours à basse température. Chez AdTech, nous déconseillons généralement l'utilisation de ce grade pour le revêtement primaire - l'économie réalisée par rapport à un grade 1000°C est marginale, et la marge de performance est suffisamment mince pour causer des problèmes si les températures de fonctionnement fluctuent à la hausse.
1000°C Grade
Une qualité couramment spécifiée pour les fours industriels à température modérée, les séchoirs et les fours. Convient à la plupart des applications industrielles générales de chauffage où l'atmosphère du four est oxydante ou neutre.
Grade 1260°C (haute température)
Le cheval de bataille du marché des fibres céramiques industrielles. Cette qualité couvre la majorité des applications de revêtement de fours industriels dans la fabrication de l'acier, de l'aluminium, du verre et des céramiques. La teneur plus élevée en alumine (52-56%) assure la stabilité en cas de cycles thermiques répétés.
Grade 1400°C (ultra-haute température)
Obtenu par l'ajout de zircone ou par l'utilisation de compositions de fibres à haute pureté et à haute teneur en alumine. Requis pour les couronnes des cuves de fusion du verre, les fours de céramiques spéciales et les processus industriels fonctionnant à plus de 1300°C en continu.
Grade 1600°C (polycristallin)
Les couvertures polycristallines de mullite ou d'alumine sont fabriquées selon un processus fondamentalement différent (filage sol-gel ou en suspension plutôt que soufflage par fusion). Ces produits supportent des températures de fonctionnement continues allant jusqu'à 1600°C et sont utilisés dans les environnements thermiques les plus exigeants, notamment les fours à atmosphère d'hydrogène, le frittage de céramiques avancées et certaines applications aérospatiales. Le surcoût est important : il est généralement de 5 à 10 fois supérieur à celui des produits standard à 1260°C.
Tableau de comparaison de la classification des températures
| Classification | Noms communs | Température maximale continue | Temp. de crête/de pointe | Industries primaires |
|---|---|---|---|---|
| STD / Economie | Qualité 760°C, qualité 1400°F | 760°C (1400°F) | 870°C | CVC, isolation du dos |
| Intermédiaire | Qualité 1000°C, qualité 1832°F | 1000°C (1832°F) | 1100°C | Industrie générale |
| Haute température | Qualité 1260°C, qualité 2300°F | 1260°C (2300°F) | 1350°C | Acier, aluminium, verre |
| Ultra-haute température | Grade 1400°C, grade 2550°F | 1400°C (2550°F) | 1500°C | Céramique spéciale, verre |
| Températures extrêmes | Grade 1600°C, grade 2912°F | 1600°C (2912°F) | 1700°C | Céramique avancée, aérospatiale |
Système de classification ASTM C-892
Sur les marchés nord-américains, les couvertures en fibres céramiques sont officiellement classées selon la norme ASTM C-892 “Standard Specification for High-Temperature Fiber Blanket Thermal Insulation” (Spécification standard pour l'isolation thermique des couvertures en fibres à haute température). Cette norme définit les types en fonction de la température maximale d'utilisation :
- Type I : 760°C (1400°F)
- Type II : 870°C (1600°F)
- Type III : 1000°C (1832°F)
- Type IV : 1100°C (2000°F)
- Type V : 1260°C (2300°F)
- Type VI : 1370°C (2500°F)
- Type VII : 1430°C (2600°F)
- Type VIII : 1540°C (2800°F)
- Type IX : 1600°C (2912°F)
Chaque type a des exigences définies en matière de densité, de résistance à la traction, de teneur en grenaille et de variation linéaire de la température.

Comment la couverture en fibre céramique est-elle fabriquée ?
L'itinéraire de fabrication détermine toutes les caractéristiques de performance de la couverture finie. Savoir comment le produit est fabriqué vous permet de poser de meilleures questions lorsque vous évaluez les réclamations des fournisseurs.
Procédé de fusion-soufflage
La principale méthode de fabrication commerciale pour les qualités standard et haute température consiste à fondre un mélange de matières premières d'alumine et de silice (généralement de l'argile kaolinique et de la poudre d'alumine, ou de la bauxite calcinée pour les qualités d'alumine plus élevées) dans un four à arc électrique ou un four à réservoir alimenté au gaz, à des températures supérieures à 1800°C. Le flux fondu est ensuite atténué en fibres par un jet d'air ou de vapeur à grande vitesse. Le flux fondu est ensuite atténué en fibres par un jet d'air ou de vapeur à grande vitesse. La “laine” de fibres qui en résulte est recueillie sur une bande transporteuse en mouvement, sous la forme d'un tapis continu.
Le procédé de soufflage produit des fibres dont le diamètre varie de 1 à 8 microns, avec une moyenne de 2 à 4 microns pour la plupart des produits commerciaux. La distribution de la longueur des fibres est variable - les procédés de soufflage ont tendance à produire des fibres plus courtes que les procédés de filage.
Processus d'essorage (centrifuge)
Certains fabricants utilisent le filage centrifuge pour produire des fibres, en particulier pour les produits de qualité supérieure où il est important que les fibres soient plus longues et que leur diamètre soit plus étroit. Dans ce processus, le flux de matière fondue tombe sur des roues tournantes qui projettent les gouttelettes vers l'extérieur. La force centrifuge entraîne chaque gouttelette dans une fibre. Les fibres filées ont tendance à être plus longues et plus uniformes que les fibres soufflées, ce qui permet de produire des couvertures plus résistantes à la traction.
Poinçonnage à l'aiguille : transformation d'un tapis de fibres en couverture
Après la collecte des fibres, le matelas brut est mécaniquement enchevêtré par un processus d'aiguilletage. Un réseau d'aiguilles barbelées pénètre le matelas à plusieurs reprises au fur et à mesure qu'il avance dans le métier à aiguilles, enchevêtrant les fibres dans la direction Z (perpendiculaire au plan du matelas) ainsi que dans le plan X-Y. Cette imbrication tridimensionnelle des fibres permet d'améliorer la qualité du matelas et de réduire les coûts. Cet enchevêtrement tridimensionnel des fibres :
- Assure l'intégrité structurelle sans liant chimique.
- Donne à la couverture sa résilience caractéristique et sa capacité de récupération après compression.
- Permet d'obtenir un produit qui peut être manipulé et installé sans se désagréger.
- Détermine la densité finale du produit (la densité de l'aiguille et la profondeur de pénétration sont les principales variables de contrôle).
Refendage, laminage et inspection de la qualité
Après l'aiguilletage, la couverture continue est fendue à des largeurs standard (610 mm, 915 mm, 1220 mm sont les plus courantes) et enroulée en rouleaux de longueur standard (généralement 7,3 m ou 15 m). À ce stade, l'inspection de la qualité porte sur l'épaisseur, le poids par unité de surface, l'échantillonnage de la résistance à la traction et l'inspection visuelle des défauts de surface. Des certificats d'essai sont délivrés pour chaque lot de production.

Applications de l'isolation industrielle en 2026
La gamme d'applications des couvertures en fibres céramiques s'étend à pratiquement toutes les industries qui utilisent des équipements à température élevée. La répartition suivante reflète les schémas d'approvisionnement actuels de la clientèle d'AdTech.
Applications de l'industrie sidérurgique
L'industrie sidérurgique représente le plus grand segment de consommation des couvertures en fibres céramiques au niveau mondial. Les principales applications sont les suivantes :
Réchauffer le revêtement du four : Les fours de réchauffage à poutre mobile et à poussoir utilisent des modules de couverture en fibre céramique comme système de revêtement principal sur les murs, les toits et les portes. La faible masse thermique de la couverture permet au four de réagir plus rapidement aux changements de programme de production et de réduire considérablement la consommation de combustible par rapport aux anciens systèmes à revêtement en briques.
Isolation de l'enveloppe de la louche et de la porte coulissante : La couverture en fibre céramique enveloppe l'extérieur des poches de coulée d'acier pour réduire la perte de chaleur de la coquille de la poche et maintenir la température du métal pendant le transfert du four à la coulée continue.
Revêtements de wagons torpilles et de poches de transfert : Certains opérateurs utilisent le matelas de fibres céramiques comme couche d'isolation de secours derrière le revêtement de travail dans les wagons-torpilles afin de prolonger la durée de vie du réfractaire de travail et de réduire les températures de l'enveloppe.
Revêtements de fours de recuit : Les fours de recuit discontinu et continu pour les bobines d'acier laminées à froid utilisent largement les couvertures en fibres céramiques en raison du profil de cycle thermique exigeant de ces opérations.
Applications de l'industrie de l'aluminium
Chez AdTech, les clients de l'industrie de l'aluminium représentent une part importante de notre volume d'approvisionnement en couvertures de fibres céramiques. Les applications sont nombreuses :
Revêtements de fours de fusion et de maintien : Les parois latérales, les toits et les portes des fours de fusion de l'aluminium sont revêtus de modules de couverture en fibres céramiques ou de systèmes de couverture en couches. La faible teneur en alcalins des qualités de blanchets de haute pureté est importante ici, car les vapeurs alcalines des fondants d'aluminium attaquent les fibres standard riches en silice à des températures élevées.
Isolation de l'équipement de la caserne : Les unités de dégazage, les systèmes de lavage, l'isolation des auges et l'isolation des réchauffeurs en ligne utilisent tous des couvertures en fibres céramiques dans diverses configurations.
Revêtements de fours de traitement thermique : Les fours de traitement thermique et de vieillissement T4, T5 et T6 pour les pièces moulées en aluminium et les produits corroyés dépendent fortement des couvertures en fibres céramiques pour les systèmes de revêtement qui doivent fournir des profils de température précis et uniformes.
Fabrication du verre
Isolation de l'alimentation et de l'avant-corps : La précision du contrôle de la température requise dans les alimentateurs de verre et les avant-corps rend le matelas de fibres céramiques précieux en tant que couche d'isolation flexible qui s'adapte à la complexité géométrique de ces systèmes.
Recuit lehr isolation : Les fours de recuisson du verre sont de longs fours continus fonctionnant à des températures modérées (jusqu'à environ 700°C) où la couverture en fibre céramique fournit une isolation rentable et facile à entretenir.
Pétrochimie et traitement chimique
Revêtement réfractaire de foyer : Les réchauffeurs des raffineries et des usines pétrochimiques utilisent des couvertures en fibres céramiques comme revêtement de la face chaude dans les applications où les températures de fonctionnement se situent dans la plage de service de la couverture. La réduction du poids par rapport au revêtement en briques améliore les performances structurelles du réchauffeur.
Équipement de régénération du catalyseur : Les régénérateurs de craquage catalytique fluide (FCC) et d'autres réacteurs catalytiques à haute température intègrent un matelas de fibres céramiques dans des rôles d'isolation auxiliaires.
Isolation des tuyaux et des équipements : La couverture en fibre céramique enveloppe les tuyauteries, les corps de vanne et les surfaces d'équipement à haute température afin de réduire les pertes de chaleur et de protéger le personnel.
Autres secteurs d'application
| Secteur industriel | Application primaire | Plage de température de fonctionnement | Qualité de la couverture généralement utilisée |
|---|---|---|---|
| Fabrication de produits céramiques et réfractaires | Revêtement de four, protection contre les coulées de boue | 900-1300°C | 1260°C-1400°C |
| Production d'électricité | Joints de la porte de la chaudière, enveloppe de la turbine | 500-900°C | 1000°C-1260°C |
| Aérospatiale et défense | Isolation de la nacelle du moteur, revêtement de la cellule d'essai | 600-1400°C | 1260°C-1600°C |
| Fabrication automobile | Revêtement de four à peinture, four de traitement thermique | 200-500°C | 760°C-1000°C |
| Alimentation et boissons | Revêtement de four industriel | 200-400°C | 760°C |
| Fabrication de semi-conducteurs | Revêtement de four à diffusion | 800-1200°C | 1260°C haute pureté |
| Construction navale | Barrières de protection contre l'incendie | Jusqu'à 1000°C | 1000°C-1260°C |
| Bâtiment et construction | Protection passive contre l'incendie | Jusqu'à 1000°C | 1000°C-1260°C |
| Incinérateur/gestion des déchets | Revêtement de la chambre de combustion | 900-1200°C | 1260°C-1400°C |
Couverture en fibre céramique par rapport aux produits d'isolation concurrents
C'est à l'issue de cette comparaison que de nombreuses décisions techniques sont prises. Nous la présentons de la manière la plus objective possible, en nous appuyant sur l'expérience d'applications réelles plutôt que sur les documents commerciaux des fournisseurs.
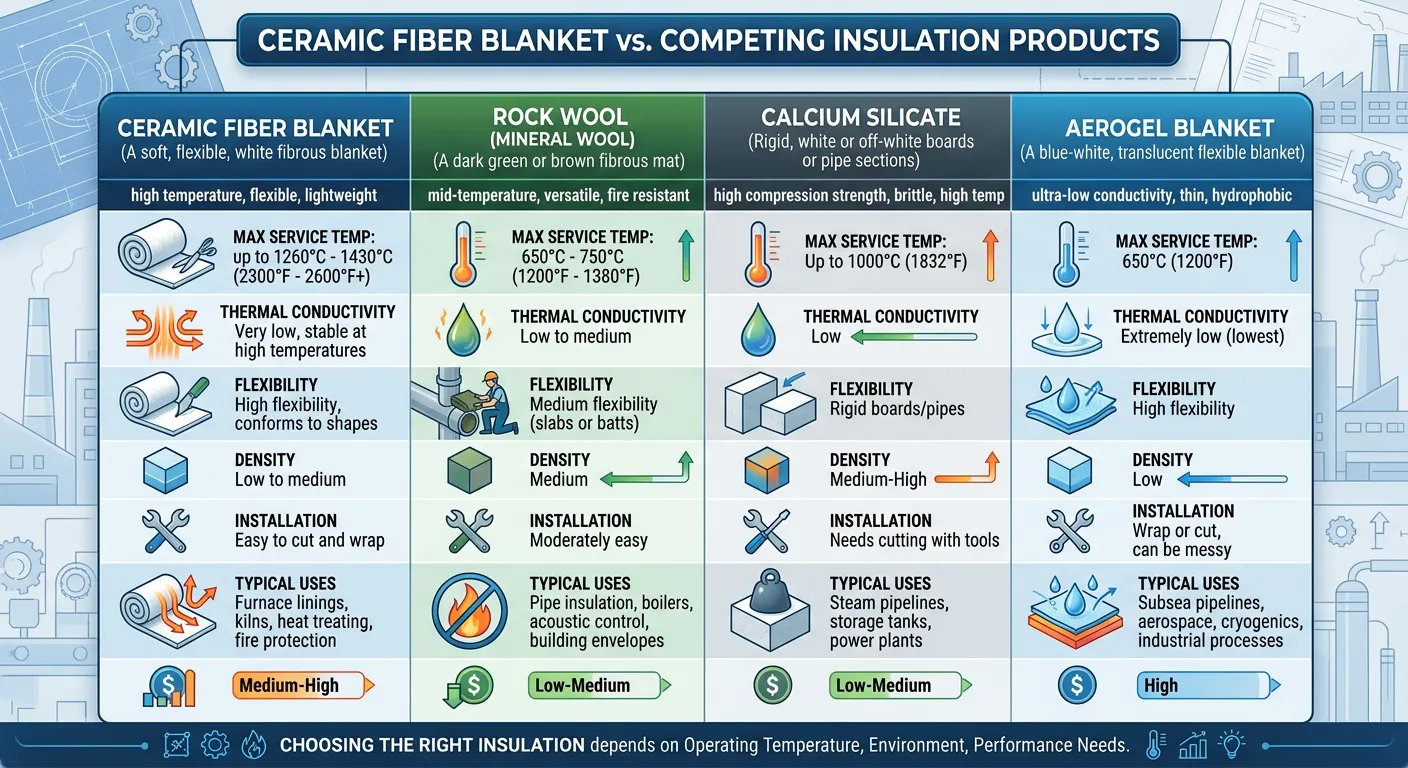
PRODUITS D'ISOLATION CONCURRENTS
Comparaison technique côte à côte
| Propriété | Couverture en fibre céramique | Couverture en laine minérale | Panneau microporeux | Brique réfractaire dense | Réfractaire coulable |
|---|---|---|---|---|---|
| Température maximale continue | 760-1600°C | Jusqu'à 750°C | Jusqu'à 1000°C | Jusqu'à 1800°C | Jusqu'à 1800°C |
| Conductivité thermique à 600°C | ~0,17 W/m-K | ~0,22 W/m-K | ~0,08 W/m-K | ~0,60 W/m-K | ~0,50 W/m-K |
| Densité apparente (kg/m³) | 96-384 | 80-200 | 200-300 | 1800-2200 | 1600-2100 |
| Flexibilité | Excellent | Bon | Pauvre | Aucun | Aucun |
| Résistance aux chocs thermiques | Excellent | Juste | Bon | Médiocre-équitable | Juste |
| Masse thermique (faible = meilleure) | Très faible | Faible | Très faible | Très élevé | Très élevé |
| Résistance mécanique | Faible | Faible | Modéré | Haut | Haut |
| Résistance à l'humidité | Pauvre | Pauvre | Bon | Bon | Bon |
| Travail d'installation | Faible | Faible | Modéré | Haut | Haut |
| Coût installé (relatif) | Faible-modéré | Faible | Haut | Modéré | Modéré |
| Durée de vie | 5-15 ans | 3-8 ans | 10-20 ans | 15-30 ans | 10-25 ans |
| Capacité d'étanchéité | Bon | Juste | Pauvre | Aucun | Aucun |
Couverture en fibre céramique ou panneau en fibre céramique
Le panneau de fibres céramiques est une version rigidifiée de la même fibre d'alumine et de silice, fabriquée par un processus de formage humide auquel sont ajoutés des liants inorganiques et qui est ensuite séché sous pression. Le carton offre une finition de surface, une stabilité dimensionnelle et une résistance à la compression supérieures, ce qui en fait le choix privilégié pour les applications à face chaude dans les zones soumises à l'abrasion, à la vitesse des gaz ou au contact mécanique. La couverture est plus performante que le carton dans les applications nécessitant de la flexibilité, l'enroulement autour de surfaces courbes ou la conformité avec des surfaces d'accouplement irrégulières.
Choisissez la couverture quand : La surface est incurvée ou irrégulière, le poids est un problème, les cycles thermiques sont importants ou la méthode d'installation implique la construction de modules.
Choisissez le conseil d'administration quand : La vitesse des gaz est supérieure à 3 m/s au niveau de la face chaude, un contact mécanique ou une abrasion est possible, la surface est plane et la stabilité dimensionnelle est requise, ou une charge de compression sera appliquée à la face.

Santé, sécurité et conformité réglementaire
Les informations relatives à la sécurité figurent en bonne place dans chaque document de spécification des couvertures en fibres céramiques que nous produisons chez AdTech, car l'environnement réglementaire est véritablement complexe et les enjeux sanitaires sont réels.
Classification cancérogène
Les fibres céramiques réfractaires (FCR), le type de fibre utilisé dans la plupart des couvertures en fibres céramiques à haute température, sont classées par le Centre international de recherche sur le cancer (CIRC) dans le groupe 2B - “peut-être cancérogène pour l'homme”. Cette classification est basée sur les résultats positifs d'études d'inhalation chez l'animal. Les données actuelles issues d'études épidémiologiques sur les travailleurs humains ne confirment pas l'existence de taux élevés de cancer du poumon aux niveaux d'exposition professionnelle réglementés, mais la classification de précaution reste en vigueur à l'échelle mondiale.
Dans l'Union européenne, les produits RCF sont classés comme cancérigènes de catégorie 1B en vertu du règlement CLP (CE) n° 1272/2008, ce qui nécessite un étiquetage spécifique des dangers et une gestion stricte de l'exposition sur le lieu de travail.
Limites globales d'exposition professionnelle
| Compétence | Organisme de réglementation | Fibre OEL | Protocole de mesure |
|---|---|---|---|
| ÉTATS-UNIS | OSHA | 1 f/cc (TWA 8 heures) | NIOSH 7400 |
| Union européenne | Directives européennes sur la sécurité et la santé au travail | 1 f/cm³ | Méthode des fibres de l'OMS |
| Royaume-Uni | HSE EH40 | 1 f/ml | MDHS101 |
| Allemagne | TRGS 905 | 1 f/cm³ | VDI 3492 |
| Japon | Ministère de la santé | 1 f/cm³ | Méthode JIS |
| Australie | Safe Work Australia (en anglais) | 1 f/mL | Méthode de l'OMS |
Alternatives bio-solubles
L'évolution réglementaire la plus importante ayant affecté l'approvisionnement en couvertures en fibres céramiques au cours de la dernière décennie a été le développement et la commercialisation de produits à base de fibres bio-solubles (ou à faible biopersistance). Ces matériaux, classés comme des laines de silicate alcalino-terreux (AES), se dissolvent plus rapidement dans le liquide pulmonaire simulé que les FCR, ce qui signifie que toutes les fibres inhalées sont éliminées plus efficacement des poumons.
Les produits répondant aux critères de vitesse de dissolution de la directive européenne 97/69/CE (kdis > 40 ng/cm²/h dans un liquide pulmonaire simulé à pH 7,4) sont exemptés des exigences de classification cancérogène. Pour les applications allant jusqu'à 900-1000°C, les grades de couverture bio-solubles constituent une alternative conforme à la réglementation avec des performances thermiques similaires.
Exigences en matière d'EPI pour la manipulation et l'installation
Protection minimale obligatoire :
- Respiratoire : Appareil respiratoire filtrant P100 pour les manipulations intermittentes ; appareil respiratoire à adduction d'air filtré (PAPR) pour les travaux d'installation prolongés.
- Protection des yeux : Lunettes de sécurité avec écrans latéraux ; lunettes de protection pour l'installation en hauteur.
- Protection de la peau : Combinaisons à manches longues (combinaisons jetables en Tyvek pour les tâches à forte exposition).
- Gants : Coton léger ou nitrile (il n'est pas nécessaire de porter des gants épais, mais il faut les utiliser si l'on manipule du matériel d'ancrage à arêtes vives).
Contrôles techniques de l'installation :
- Coupe humide pour supprimer la production de fibres en suspension dans l'air.
- Ventilation locale par aspiration aux points de coupure.
- Réduire au minimum les manipulations et les coupes inutiles.
- Utiliser des systèmes de modules prédécoupés dans la mesure du possible afin de réduire la fabrication sur site.
Élimination après service
Les couvertures en fibres céramiques qui ont été chauffées en service à plus de 1000°C environ subissent une dévitrification, ce qui modifie la structure cristalline des fibres et réduit la biopersistance. De nombreux cadres réglementaires autorisent l'élimination des FCR chauffés en tant que déchets solides non dangereux. Les chutes non chauffées de l'installation doivent être ensachées, étiquetées et éliminées comme des déchets contenant des FCR conformément aux réglementations locales. Avant d'éliminer des déchets de fibres céramiques, demandez toujours à votre conseiller en environnement de vous fournir une détermination de la classification des déchets en vigueur.
Comment choisir la bonne qualité et la bonne spécification ?
Les erreurs de spécification sont fréquentes et coûteuses. Nous avons observé des installations utilisant des fours avec des couvertures dont la température est inférieure de 200°C à la température réelle du four, ce qui entraîne une dévitrification accélérée et un remplacement prématuré. Nous avons également vu l'inverse - une couverture en zircone coûteuse installée dans une application à 900°C alors qu'une couverture standard à 1260°C aurait fonctionné de manière identique pour la moitié du coût.
Critères de sélection de la température
La règle cardinale : toujours choisir un grade dont la température de service en continu est supérieure d'au moins 10-15% à la température normale de fonctionnement. Cette marge tient compte de
- Incertitude de la mesure de la température (les thermocouples au point de contrôle peuvent ne pas refléter les températures maximales de la fibre).
- Points chauds et non-uniformité de la distribution de la température dans le four.
- Excès de température, planifiés ou non, au-dessus du point de consigne normal.
Si le thermocouple de contrôle de votre four indique 1100°C, la température maximale réelle de la face chaude peut être de 1150-1200°C. La spécification d'un grade de 1260°C offre une marge significative. La spécification d'un grade de 1000°C entraînerait un retrait progressif et l'ouverture des joints au fil du temps.
Critères de sélection de la densité
Les couvertures à haute densité offrent :
- Plus grande résistance à la traction (meilleure résistance à l'érosion par le flux de gaz).
- Conductivité thermique légèrement inférieure à haute température (suppression du rayonnement).
- Meilleure stabilité dimensionnelle sous compression.
- Poids et coût plus élevés par unité de surface.
Les couvertures à faible densité offrent :
- Masse thermique minimale (réponse la plus rapide du four)
- Coût inférieur par rouleau.
- Performances adéquates dans les applications à faible vélocité.
Densité standard (128 kg/m³) est approprié pour la plupart des applications sur les parois et les toits des fours avec des vitesses de gaz inférieures à 2 m/s.
Densité moyenne (192 kg/m³) est recommandé pour les zones où la vitesse des gaz est plus élevée, où les turbulences sont importantes, ou lorsque la rigidité structurelle du revêtement installé est importante.
Haute densité (256-320 kg/m³) est spécifié pour les environnements d'érosion sévère, les chambres de combustion à haute vitesse et les applications où la couverture doit supporter son propre poids sur de longues portées non soutenues.
Choix de l'épaisseur et calcul de la valeur R
L'épaisseur d'isolation requise est déterminée par le calcul du transfert de chaleur. Les principales données d'entrée sont les suivantes
- Température de la face chaude (température intérieure du four).
- Température cible de la face froide (température maximale admissible de la surface extérieure).
- Conductivité thermique de la couverture à la température moyenne.
- Perte de chaleur acceptable par unité de surface.
Une formule simplifiée : Épaisseur requise (m) = (T_chaud - T_froid) × k / q
Où k est la conductivité thermique (W/m-K) à la température moyenne et q est le flux de chaleur acceptable (W/m²).
Pour les calculs pratiques, nous recommandons d'utiliser les données de température-conductivité publiées par le fabricant et d'appliquer un facteur de sécurité de 1,1 à 1,2 à l'épaisseur calculée pour tenir compte de la compression de l'installation et des changements de performance à long terme.
Matrice complète de sélection des spécifications
| Type d'application | Temp Grade | Densité | Épaisseur | Considération spéciale |
|---|---|---|---|---|
| Isolation de l'arrière du four à basse température | 760°C | 96 kg/m³ | 25-50 mm | Optimisation des coûts |
| Paroi de four industriel général | 1260°C | 128 kg/m³ | 50-100 mm | Système de modules standard |
| Four de fusion de l'aluminium | 1260°C haute pureté | 192 kg/m³ | 75-150 mm | Faible teneur en alcali requise |
| Toit du four de réchauffage en acier | 1260°C ou 1400°C | 192 kg/m³ | 100-200 mm | Construction modulaire, ancrage par goujons |
| Four à atmosphère d'hydrogène | 1400°C | 256 kg/m³ | 100-150 mm | Vérifier la compatibilité H₂. |
| Isolation de l'alimentation en verre | 1400°C | 192 kg/m³ | 75-125 mm | Résistance chimique aux alcalis |
| Four de frittage de la céramique | 1600°C polycristallin | 192-256 kg/m³ | 50-100 mm | Qualité mullite polycristalline |
| Four de diffusion de semi-conducteurs | 1260°C haute pureté | 128 kg/m³ | 25-50 mm | Sans halogène, à très faible émission |
Méthodes d'installation, systèmes d'ancrage et meilleures pratiques
La meilleure couverture en fibre céramique au monde ne sera pas performante si elle est installée de manière incorrecte. Ces lignes directrices sont le fruit d'une expérience directe sur le terrain dans le cadre de centaines de projets d'installation.
Système de couverture en couches (méthode traditionnelle)
La méthode d'installation la plus simple consiste à appliquer plusieurs couches de revêtement sur la coque du four, en décalant les couches de manière à ce qu'aucun joint d'une couche ne s'aligne sur un joint de la couche adjacente. Ce schéma de joints décalés empêche la dérivation des gaz chauds à travers le système de revêtement.
Procédure d'installation :
- Nettoyez l'enveloppe du four de la rouille, du tartre et des débris détachés.
- Souder les goujons d'ancrage à la coque selon une grille (espacement typique : 300-450 mm dans les deux sens).
- Appliquer la première couche de couverture contre la coquille, en perçant la couverture sur les clous.
- Fixer à l'aide de plaques d'ancrage ou de clips à chaque emplacement de montant.
- Appliquer les couches suivantes en décalant les joints par rapport à la couche précédente d'au moins une demi-largeur de couverture.
- Comprimer les joints entre les pièces de la couverture afin d'éviter tout écart.
Système de modules (modules de couverture pliés)
Pour les fours industriels nécessitant une durée de vie maximale et une résistance aux erreurs d'installation, les couvertures en fibres céramiques sont fabriquées en modules pré-comprimés. Chaque module se compose de plusieurs couches de couverture pliées ensemble et comprimées dans le sens perpendiculaire (de sorte que les bords des couches pliées forment la face chaude). Les modules sont fixés directement à l'enveloppe à l'aide d'un seul goujon au centre de la plaque arrière du module.
Avantages de la construction en modules :
- La face chaude est constituée de bords de fibres pliés plutôt que d'une surface plane - cette orientation des bords offre une meilleure résistance aux chocs thermiques.
- Les modules sont précomprimés, ce qui permet une installation rapide et cohérente.
- Lorsqu'un module se détériore ou est endommagé, les modules individuels peuvent être remplacés sans perturber les sections adjacentes.
- Les fibres orientées perpendiculairement offrent une meilleure résistance à l'érosion par le flux de gaz à grande vitesse.
Normalisation de la taille des modules : Les dimensions typiques de la face du module sont 300 × 300 mm ou 450 × 450 mm. La profondeur du module (la dimension de la face chaude à la face froide) correspond à l'épaisseur totale de l'isolation et varie généralement de 150 à 300 mm.
Matériel d'ancrage Matériaux
Le choix du matériau d'ancrage dépend de la température de la face froide à l'emplacement de l'ancrage et de l'atmosphère du four :
| Température de la face froide | Matériau de l'ancre | Application typique |
|---|---|---|
| Jusqu'à 500°C | Acier au carbone | Fours et séchoirs à basse température |
| 500-800°C | Acier inoxydable 304 ou 316 | Fours industriels généraux |
| 800-1100°C | Acier inoxydable 310 | Fours à haute température |
| Supérieure à 1100°C (face chaude) | Alliage 330 ou Inconel | Zones de hautes températures sévères |
| Réduction de l'atmosphère | Boutons en Inconel ou en céramique | Fours à atmosphère |
Les erreurs d'installation les plus courantes à éviter
Erreur 1 : Densité d'ancrage insuffisante. Des ancrages trop espacés permettent à la couverture de s'affaisser entre les points d'appui, ce qui crée des lacunes et une surface de chauffe inégale. Maintenir l'espacement spécifié de la grille, quelle que soit la solidité de la couverture au cours de l'installation.
Erreur 2 : Assembler les pièces de couverture sans décalage. Un joint continu allant de la face froide à la face chaude est un chemin direct pour les gaz chauds vers l'enveloppe. Il faut toujours décaler les joints dans les couches adjacentes.
Troisième erreur : ignorer l'indemnité d'expansion. La couverture en fibre céramique se rétracte légèrement lors de la première chauffe. Dans les systèmes modulaires, les modules adjacents doivent être installés en les comprimant légèrement l'un contre l'autre de manière à ce que l'espace résultant du retrait soit minimal. Ne laissez pas d'espaces délibérés - les gaz chauds les trouveront.
Erreur 4 : Surcompression de la couverture lors de l'installation à froid. La couverture en fibres céramiques atteint ses valeurs nominales de conductivité thermique à sa densité nominale. Si elle est installée à une densité nettement plus élevée par surcompression, la performance thermique est en fait dégradée.
Erreur 5 : Utiliser un alliage d'ancrage incorrect. Nous avons vu des ancres en inox 304 se rompre dans des applications à haute température en atmosphère réductrice, entraînant le détachement de panneaux de revêtement entiers. L'alliage des ancres doit être adapté aux conditions de température et d'atmosphère.
Perspectives du marché mondial et innovations produits pour 2026
Taille du marché et trajectoire de croissance
Le marché mondial des fibres céramiques, qui englobe les couvertures, les papiers, les panneaux et les modules, était évalué à environ 2,8 milliards de dollars en 2023. Le segment des couvertures représente la plus grande catégorie de produits en volume, soit environ 45-50% de la consommation totale du marché. Les études de marché prévoient un taux de croissance annuel composé d'environ 5,5-6,5% jusqu'en 2029, sous l'effet des facteurs suivants :
- Programmes de décarbonisation industrielle exigeant des améliorations de l'efficacité des fours.
- Expansion de la fabrication de véhicules électriques et de batteries.
- Croissance de la construction de fours industriels prêts pour l'hydrogène.
- Augmentation de l'activité de construction dans les marchés de l'Asie-Pacifique.
Principaux développements technologiques
Couvertures renforcées par des nanofibres
Les fabricants incorporent des opacifiants synthétiques à l'échelle nanométrique dans la matrice de la fibre pour supprimer le transfert de chaleur radiatif à haute température. Cela réduit la conductivité thermique effective à des températures supérieures à 800°C jusqu'à 25%, ce qui permet des installations plus fines ou des performances améliorées à épaisseur équivalente. Les premiers produits commerciaux sont disponibles dans la gamme des 1260°C et 1400°C.
Systèmes hybrides biosolubles/RCF
Pour répondre aux exigences de performance et de réglementation dans un système de revêtement unique, les conceptions hybrides utilisent la fibre bio-soluble comme couche extérieure (froide) où les températures sont compatibles avec la fibre bio-soluble, et les FCR traditionnelles comme couches intérieures (chaudes) où seuls les grades de FCR peuvent fonctionner. Cela permet de réduire l'utilisation totale de FCR dans le revêtement tout en maintenant les performances nominales.
Kits de modules préfabriqués
Plusieurs fabricants proposent désormais des kits de modules spécifiques aux fours - des modules prédécoupés et précomprimés conçus pour des modèles de fours spécifiques - accompagnés de tout le matériel d'installation, des instructions et de la certification des matériaux. Cette approche permet de réduire le temps d'installation, de minimiser la production de fibres sur site lors de la découpe et de fournir la documentation de traçabilité que les principaux acheteurs industriels exigent de plus en plus.
Intégration de la surveillance numérique
Les systèmes de revêtement avancés intègrent désormais des nœuds de capteurs de température sans fil dans les couches de couverture lors de l'installation, ce qui permet de surveiller en continu les températures à mi-parcours du revêtement et de la face froide pendant le fonctionnement. Ces données permettent une maintenance prédictive - les opérateurs peuvent identifier les zones de dégradation du revêtement (indiquées par l'augmentation des températures de la face froide) avant qu'elles ne causent des dommages à l'enveloppe du four ou une interruption de la production.
Variantes à faible teneur en COV et sans liant
Les fabricants de semi-conducteurs et de produits pharmaceutiques sont à l'origine du développement de couvertures en fibres céramiques sans contamination organique. Des produits sans aucun auxiliaire de fabrication organique sont désormais disponibles dans le commerce, mais à un coût supérieur reflétant les modifications du processus de fabrication nécessaires.
Questions fréquemment posées sur la couverture en fibres céramiques
1 : Quelle est la différence entre les couvertures en fibres céramiques 1260°C et 1400°C ?
La différence réside dans la chimie des fibres et la stabilité à haute température qui en résulte. La couverture standard de qualité 1260°C utilise des fibres d'alumine-silice avec une teneur en alumine d'environ 52-56%. À des températures supérieures à 1260°C, ces fibres subissent une dévitrification - un changement de phase du verre amorphe en mullite et cristobalite cristallines - qui provoque un rétrécissement et une fragilisation. Le grade 1400°C utilise des compositions de fibres plus pures et plus alumineuses ou incorpore de la zircone dans la matrice des fibres, ce qui supprime la dévitrification jusqu'à 1400°C et au-delà. La conséquence pratique est que la couverture de qualité 1400°C conserve ses dimensions, sa flexibilité et ses propriétés isolantes pendant un fonctionnement prolongé à des températures qui détruiraient progressivement le matériau de qualité 1260°C.
2 : Les couvertures en fibres céramiques peuvent-elles être utilisées dans un four à atmosphère réductrice ?
Oui, mais avec d'importantes réserves. La couverture en fibres céramiques standard fonctionne de manière acceptable dans des atmosphères légèrement réductrices (mélanges azote-hydrogène jusqu'à environ 5% H₂). Dans les atmosphères fortement réductrices avec des concentrations élevées d'hydrogène ou en présence de monoxyde de carbone à des températures élevées, une réduction de la silice peut se produire, produisant des composés de silicium volatils qui endommagent la structure de la fibre. Pour les fours à atmosphère d'hydrogène fonctionnant à plus de 1000°C, il est recommandé d'utiliser des qualités d'alumine à haute teneur en alumine ou d'alumine polycristalline (qui minimisent la teneur en silice). Il convient de toujours vérifier la composition chimique de l'atmosphère avec le fabricant du blanchet avant de le spécifier pour des applications dans des fours à atmosphère.
3 : Quelle est la durée de vie d'une couverture en fibres céramiques dans un four ?
La durée de vie varie considérablement en fonction de la température de fonctionnement, de la sévérité des cycles thermiques, de la vitesse des gaz sur la face chaude et de l'environnement chimique. Dans des conditions industrielles typiques, dans une application de qualité standard et dans la plage de température nominale, les systèmes de revêtement de couverture en fibres céramiques durent généralement de 5 à 12 ans avant de nécessiter un remplacement majeur. Dans des conditions plus agressives - fréquence élevée des cycles thermiques, vitesses supérieures à 3 m/s, présence de vapeurs alcalines - la durée de vie peut être de 2 à 5 ans. Dans des conditions bénignes (faibles cycles, températures modérées), une durée de vie de 15 ans est possible. Une inspection régulière de l'épaisseur du revêtement et des températures de la face froide permet d'estimer la durée de vie restante.
4 : Quelle densité de couverture en fibres céramiques dois-je utiliser ?
La densité standard (128 kg/m³) convient à la plupart des applications sur les murs et les plafonds des fours avec un débit de gaz modéré. La densité moyenne (192 kg/m³) offre une meilleure résistance à l'érosion due au flux de gaz et est préférable pour les toits, les zones à forte turbulence et la construction de modules. La haute densité (256 kg/m³) est utilisée dans les zones de combustion, les zones où la vitesse des gaz est élevée et les applications où la couverture doit résister au contact mécanique. Une densité plus élevée réduit légèrement la conductivité thermique à haute température par suppression du rayonnement, mais augmente le poids et le coût. À moins que des conditions spécifiques ne justifient une densité plus élevée, les couvertures de 128 ou 192 kg/m³ couvrent la plupart des applications.
5 : La couverture en fibres céramiques est-elle identique à la laine de roche ou à la laine minérale ?
Non. Bien qu'il s'agisse de deux matériaux d'isolation fibreux, ce sont des produits chimiquement et thermiquement distincts. La laine minérale (également appelée laine de roche ou laine de laitier) est fabriquée à partir de roche basaltique ou de laitier industriel et contient une quantité importante d'oxyde de fer, ce qui limite sa température maximale d'utilisation à environ 750°C pour la plupart des qualités commerciales. Les couvertures en fibres céramiques contiennent des fibres d'alumine-silice ou d'alumine-silice-zircone de haute pureté avec une teneur minimale en fer, ce qui permet des températures de service de 760°C à 1600°C en fonction de la qualité. Les couvertures en fibres céramiques présentent également une conductivité thermique plus faible à des températures équivalentes. Pour les applications inférieures à 700°C, la laine minérale peut présenter un avantage en termes de coût ; au-dessus de 750°C, le matelas de fibres céramiques est le matériau approprié.
6 : Comment calculer la quantité de couverture en fibres céramiques nécessaire pour un four ?
Calculez la surface totale de la face chaude de l'intérieur du four (murs + toit + faces des portes). Déterminez l'épaisseur de l'isolation requise en utilisant les calculs de transfert de chaleur ou les tableaux de conception de votre fournisseur. Divisez la surface par la couverture par rouleau (largeur du rouleau × longueur du rouleau) pour obtenir le nombre de rouleaux. Ajoutez une marge de 10-15% pour les déchets de coupe et les chevauchements. Pour les systèmes modulaires, calculez le nombre de modules en fonction de la surface de la face du module et de la surface totale, en ajoutant également une marge pour les déchets. Pour une même installation, il convient de toujours spécifier le même lot de production ou un lot adjacent afin de garantir la cohérence des couleurs et des propriétés.
7 : La couverture en fibres céramiques peut-elle résister à l'impact direct de la flamme ?
La couverture en fibre céramique est incombustible et ne s'enflamme pas dans toutes les conditions, mais elle n'est pas conçue pour résister à l'impact direct et soutenu d'une flamme. Les gaz de combustion à haute vitesse et à haute température dans une zone de flamme provoquent une érosion rapide des fibres en surface et une surchauffe localisée qui dépasse la température nominale de la couverture. Dans les zones de brûleurs et les points chauds de la chambre de combustion, il faut protéger la surface du blanchet avec une couche de surface en fibre céramique, un revêtement réfractaire coulable, ou placer le blanchet derrière la zone d'impact de la flamme. Certaines installations utilisent une couverture en fibres céramiques comme couche de sauvegarde avec une forme rigide (réfractaire préfabriqué) ou un matériau fibreux appliqué par pulvérisation comme face chaude sacrificielle.
8 : Quelle est la cause du rétrécissement de la couverture en fibres céramiques et comment puis-je le minimiser ?
Le rétrécissement des couvertures en fibres céramiques résulte de deux mécanismes. Tout d'abord, les auxiliaires de fabrication organiques présents à l'état de traces brûlent lors du chauffage initial, ce qui entraîne une légère réduction du volume. Deuxièmement, et de manière plus significative, une exposition prolongée à des températures proches ou supérieures à la température de service nominale provoque un frittage - le collage progressif des points de contact des fibres - et éventuellement une dévitrification. Ces deux processus sont progressifs et irréversibles. Pour minimiser le retrait : choisir une nuance dont la température nominale est supérieure de 15% à la température de service réelle, éviter les excursions de service au-delà de la température nominale, utiliser des nuances d'alumine plus élevées pour les applications proches de la limite de température, et concevoir les joints d'installation de manière à permettre un certain changement dimensionnel par compression plutôt que de s'appuyer sur une stabilité dimensionnelle précise.
9 : Quelles certifications les couvertures en fibres céramiques doivent-elles porter ?
Les principales certifications et marques de conformité à vérifier lors de l'achat d'une couverture en fibres céramiques sont les suivantes : Certification ISO 9001 du système de gestion de la qualité pour l'usine de fabrication ; conformité à la norme ASTM C-892 pour les marchés nord-américains ; marquage CE pour les marchés européens ; fiche de données de sécurité (FDS/FDS) conforme aux exigences du SGH/CLP ; rapports d'essais vérifiés par une tierce partie pour la conductivité thermique (ASTM C-177 ou ISO 8302), la résistance à la traction et le retrait linéaire provenant d'un laboratoire d'essais accrédité ; et documentation de conformité REACH confirmant l'absence de substances faisant l'objet de restrictions. Pour les produits bio-solubles, il convient de vérifier les données des tests de vitesse de dissolution démontrant la conformité avec les critères d'exemption de la directive 97/69/CE de l'UE. Les acheteurs des secteurs de l'aérospatiale et des semi-conducteurs exigent en outre une certification AS9100 et une documentation complète sur la traçabilité des matériaux.
10 : Comment la couverture en fibres céramiques doit-elle être stockée pour ne pas être endommagée ?
Les rouleaux de couvertures en fibres céramiques doivent être stockés dans un entrepôt sec et couvert, à l'abri de la lumière directe du soleil et de l'humidité. Les rouleaux doivent être stockés horizontalement sur des étagères ou des palettes plates - ne pas les stocker verticalement sur les extrémités des rouleaux, car cela entraîne une déformation permanente par compression au point de contact. Tenir à l'écart des sources d'eau ; bien que les fibres céramiques elles-mêmes ne soient pas affectées par l'eau, une exposition prolongée à l'humidité peut favoriser la formation de moisissures sur les traces d'auxiliaires de fabrication organiques dans certains produits, et la couverture mouillée se comprime de manière inégale lors de l'installation. Ne pas placer d'objets lourds sur les rouleaux stockés. La plupart des fabricants recommandent une période de stockage maximale de 24 mois. Inspecter le matériel stocké avant l'installation pour vérifier qu'il n'y a pas de dommages dus à la compression, de contamination par l'humidité ou de dégradation de l'emballage extérieur. Effectuer une rotation des stocks en utilisant la méthode "premier entré, premier sorti".
Résumé : Prendre la bonne décision concernant les couvertures en fibres céramiques en 2026
Après avoir travaillé avec ce matériau dans une large gamme d'environnements industriels, nous, chez AdTech, revenons toujours à la même conclusion fondamentale : le matelas de fibres céramiques offre la combinaison la plus favorable de performances thermiques, de flexibilité d'installation et de rentabilité dans la majorité des applications industrielles d'isolation à haute température. Aucun matériau n'est universellement optimal, et les tableaux comparatifs de cet article sont conçus pour vous aider à identifier les situations spécifiques dans lesquelles un produit alternatif pourrait mieux vous servir.
Les faiblesses du matériau sont réelles - il nécessite une protection respiratoire minutieuse lors de l'installation, il est sensible à l'humidité avant le service, il s'érode sous l'impact de gaz à grande vitesse, et il ne peut pas être utilisé lorsqu'une résistance mécanique ou un support de charge est nécessaire. Mais dans son enveloppe de conception, qui couvre une énorme proportion des applications de fours industriels et de processus à haute température, la couverture en fibre céramique offre des performances fiables et à long terme à des coûts d'exploitation nettement inférieurs à ceux des systèmes réfractaires traditionnels en brique et mortier.
Le marché 2026 offre de meilleures options de produits qu'il y a cinq ans - de meilleures alternatives bio-solubles pour les applications à température modérée, des qualités nano-améliorées avec une conductivité thermique plus faible, et des systèmes de modules pré-élaborés qui réduisent le risque d'installation. Pour tirer parti de ces évolutions, il faut travailler avec un fournisseur techniquement compétent qui comprenne à la fois la science des matériaux et les exigences spécifiques de votre application.
L'équipe d'ingénieurs d'AdTech se tient à la disposition des acheteurs industriels et des ingénieurs d'installation qualifiés pour leur fournir une assistance technique spécifique à l'application, des calculs de conception de revêtement ou des conseils sur la sélection des grades.
