Gaz Giderme sıvı metal veya endüstriyel sıvılardan çözünmüş gazların kasıtlı olarak uzaklaştırılmasıdır, en yaygın olarak erimiş alüminyumdan hidrojenin uzaklaştırılmasıdır ve iç gözenekliliği önlemek, mekanik özellikleri iyileştirmek ve döküm verimini ve tutarlılığını artırmak için gereklidir.
1. Açık tanım ve gaz gidermenin arkasındaki fizik
Gaz giderme, bir sıvıdan çözünmüş gazların kontrollü bir şekilde çıkarılması anlamına gelir. Metalurjide, genellikle erimiş metallerden hidrojen, nitrojen ve oksijenin uzaklaştırılması anlamına gelir, böylece katılaşmış dökümler gözeneklilik veya hava kabarcıkları gibi gazla ilgili kusurlar içermez. Bu işlem, eriyik ve eklenen fazlar arasındaki kütle transferine veya indirgenmiş basınç koşullarına dayanır, böylece sıvıdaki gaz konsantrasyonu hedef seviyelere ulaşana kadar azalır.
Basit fizik terimleriyle: erimiş metallerdeki gaz çözünürlüğü, sıcaklık ve bileşime bağlıdır. Kabarcıklar veya vakum oluştuğunda, çözünmüş gaz düşük basınçlı faza geçer ve sıvıdan çıkar. Alüminyum için hidrojen en önemli sorundur, çünkü sıvı fazda kolayca çözünür ve katılaşma sırasında gaz gözenekliliği oluşturur.
2. Gaz giderme işlemi alüminyum döküm ve diğer eritmeler için neden önemlidir?
Erimiş alüminyum, şarj malzemelerindeki nem, eritme akışkanları, hurda ve fırın atmosferi nedeniyle genellikle çözünmüş hidrojen içerir. Hidrojen bakımından zengin bir eriyik katılaştığında, hapsolmuş hidrojen, mekanik mukavemeti azaltan, yüzey kalitesini bozan ve hurda oranlarını artıran gözenekler oluşturur. Dökümden önce çözünmüş gazların giderilmesi, bu kusurları azaltır ve verimi artırır. Çeliklerde ve özel alaşımlarda, vakumlu gaz giderme işlemi, sıkı mekanik ve kimyasal spesifikasyonları karşılamak için azot ve oksijeni de giderir.
Önemli iş etkileri:
-
Daha düşük hurda ve yeniden işleme oranları.
-
Döküm parçaların çekme ve yorulma özelliklerinin iyileştirilmesi.
-
Parça-parça arasında daha iyi tutarlılık, daha sıkı toleranslar sağlar.
-
Yüzey bütünlüğünün iyileştirilmesi sayesinde aşağı akış işleme süresi kısaldı.
3. Hangi gazlar hedef alınmaktadır ve neden?
| Gaz | Neden önemli | Tipik davranış |
|---|---|---|
| Hidrojen (H₂) | Alüminyum dökümde gözenekliliğin birincil kaynağı; erimiş alüminyumda çözünür ve katılaşma sırasında eriyik üzerinde kalarak kabarcıklar oluşturur. | Sıvı içinde çözünür, soğuma sırasında gaz olarak çökelir; temizleme gazı veya vakumla giderilir. |
| Azot (N₂) | Bazı çelik ve alaşımlarda kırılganlık veya nitrür oluşumuna neden olabilir; saf alüminyumda daha az sorun teşkil eder, ancak belirli alaşımlarda önemlidir. | Bazı eriyiklerde çözünürlüğü düşüktür, ancak VD'nin kullanıldığı çelik üretiminde önemlidir. |
| Oksijen (O₂) | Oksit kalıntılarına neden olur ve kimyayı etkiler; reaktif alaşımlar için kontrol edilmesi önemlidir. | Yüzeye çıkabilen veya kalıntı olarak kalabilen oksit filmleri oluşturur. |
(Sağ sütundaki referanslar: farklı metal endüstrilerinde hedef alınan gazları açıklayan uzman kaynaklar.)
4. Alüminyum eriyiklerinde çözünmüş gazların yaygın nedenleri
-
Şarj malzemeleri ve hurda üzerindeki nem
-
Hidratlanmış akı malzemeleri ve kontamine reaktifler
-
Islak refrakter astarlar, eritme sırasında toplanan cüruf veya tuzlar
-
Yüksek sıcaklıkta uçucu türleri serbest bırakan kimyasal reaksiyonlar
-
Transfer, dökme ve türbülans sırasında hapsolmuş hava
Bu kaynakları anlamak çok önemlidir, çünkü üst akış nedeni de azaltıldığında giderme en etkili şekilde gerçekleşir. Gaz giderme, semptomları tedavi eder ve eritme hijyeninin iyileştirilmesiyle birleştirildiğinde gelecekte tekrarlamayı önler.

5. Başlıca gaz giderme teknolojileri ve nasıl çalıştıkları
Aşağıda, dökümhanelerde ve döküm tesislerinde yaygın olarak kullanılan yöntemleri gösteren pratik bir karşılaştırma yer almaktadır.
Tablo 1: Gaz giderme yöntemlerinin özet karşılaştırması
| Yöntem | Gazı nasıl giderir? | Tipik kullanımlar | Avantajlar | Sınırlamalar |
|---|---|---|---|---|
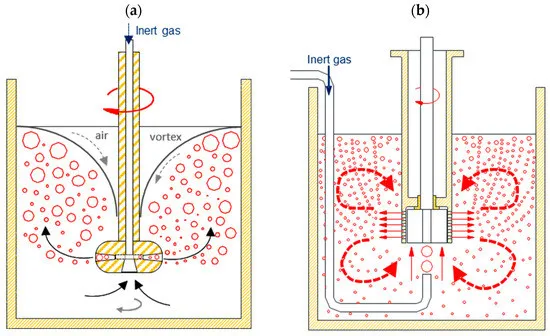
| Rotorlu inert gaz temizleme (döner gaz giderme) | Dönen bir rotor aracılığıyla inert gaz (argon veya nitrojen) enjekte ederek, çözünmüş gazı yukarı doğru taşıyan ince kabarcıklar ve türbülanslı karışım oluşturur. | Genel alüminyum dökümhane ve kalıp döküm | Hızlı, hidrojen için etkili, otomatikleştirilmesi kolay | Rotor aşınması, rotor kaynaklı oksit sürüklenmesi, gaz maliyeti |
| Akı bazlı gaz giderme (akıleme) | Kimyasal akışkanlar çözünmüş hidrojen ve diğer safsızlıklarla reaksiyona girer; akışkan kirletici maddelerle birlikte yüzeye çıkar. | Daha küçük operasyonlar, düzeltici tedavi | Düşük sermaye maliyeti, basit | Akı bertarafı, daha az kontrol edilebilir, potansiyel kirlenme |
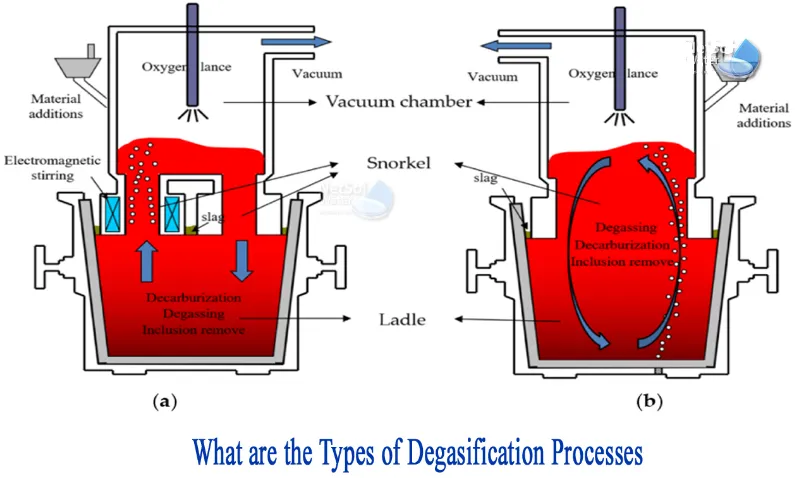
| Vakumlu gaz giderme | Erime noktasının üzerindeki basıncın düşürülmesi, çözünmüş gazın açığa çıkmasına ve kaçmasına neden olur; çelik ve özel alaşımlarda uygulanır. | Çelik üretimi, yüksek kaliteli alaşımlar | Birden fazla gaz için çok etkili, yüksek saflıkta | Yüksek sermaye maliyeti, karmaşık kurulum |
| Ultrasonik gaz giderme | Ultrasonik kavitasyon, çözünmüş gazı yakalayan ve dışarı taşıyan mikro kabarcıklar oluşturur. | Belirli alaşımlar ve küçük eritmeler için niş kullanım | Gaz tüketimi yoktur, yerelleştirilebilir | Sınırlı endüstriyel kullanım, ekipman hassasiyeti |
| Döner + akı hibrit | İnert gaz kabarcıkları ve kimyasal akışını birleştirerek safsızlıkların giderilmesini optimize eder. | Yüksek talep gören dökümhaneler | Hız ve temizlik arasında denge sağlar | Proses kontrolü ve uygun akı kullanımı gerektirir |
Yukarıdaki yöntemlerle ilgili önemli referans tartışmaları, önde gelen döküm ticaret kaynakları ve üreticilerinden temin edilebilir.
6. Her bir gaz giderme yöntemi pratikte hidrojeni nasıl giderir?
-
Rotorlu inert gaz temizleme: Dönen mil, hacim oranına göre yüksek yüzey alanına sahip ince kabarcıklar oluşturur. Hidrojen eriyikten kabarcığa yayılır ve gazın kaçtığı yüzeye yükselir. Etkinlik, kabarcık boyutu, kalma süresi ve karıştırma modellerine bağlıdır. Tipik temizleme gazları argon veya azottur; argon daha inert olduğundan ve daha pahalı olmasına rağmen sıklıkla tercih edilir.
-
Akışkanlaştırma: Özel akışkanlar (genellikle tuz bazlı) kimyasal olarak bağlanır veya metalik olmayan kalıntıları yüzdürmeye yardımcı olur ve gaz salınımını destekler. Operatör, ortaya çıkan cürufu sıyırır. Akışkanlama genellikle gaz temizlemeye yardımcı olarak veya ekipman yatırımı sınırlı olduğunda kullanılır.
-
Vakumlu gaz giderme: Erimiş malzemeyi düşük basınca maruz bırakarak, çözünmüş gazların kısmi basıncı düşer ve çözünmüş maddeler erimiş malzemeden vakuma geçer. Bu, son derece düşük çözünmüş gaz seviyeleri gerektiren çelikler için standarttır.
-
Ultrasonik: Yüksek frekanslı ses dalgaları kavitasyon ve mikro kabarcıklar oluşturur. Bunlar çözünmüş gazı yakalar, ardından gaz birleşir ve yükselir. Hedeflenen uygulamalar için etkilidir, ancak büyük dökümhanelerde henüz yaygın olarak kullanılmamaktadır.

7. Gaz giderme performansını belirleyen işlem parametreleri
Gaz giderme işleminin tekrarlanabilir ve verimli olması için birkaç parametrenin kontrol edilmesi gerekir:
-
Gaz akış hızı ve gaz seçimi
-
Rotor hızı ve döner gaz gidericiler için daldırma derinliği
-
Tedavi süresi erime kütlesi ve hidrojen konsantrasyonuna göre
-
Erime sıcaklığı çünkü çözünürlük sıcaklıkla değişir
-
Akı tipi ve dozajlama akı kullanılıyorsa
-
Vakum seviyesi ve vakum sistemleri için açıkta kalan yüzey alanı
Örneğin, rotor hızının artırılması ve kabarcık boyutunun optimize edilmesi kütle transferini iyileştirir, ancak aşırı hız oksitleri sürükleyebilir ve gazların yeniden emilmesine neden olabilir. Bu parametrelerin dengelenmesi, sağlam proses kontrolünün bir parçasıdır. Pratik kılavuzlar ve deneysel tablolar, endüstri el kitapları ve ekipman üreticileri tarafından yayınlanmaktadır.
8. Ölçüm ve kalite güvencesi
Gaz giderme programı, güvenilir ölçümlerle desteklenmelidir. Tipik araçlar ve kontroller şunlardır:
-
Hidrojen analizörleri erimiş veya katı numunelerdeki hidrojen içeriğinin doğrudan ölçümü için
-
Örnek katılaşma testleri porozite eğilimini tespit etmek için düşük basınç testleri veya piknometreler gibi
-
Spektrokimyasal analiz istenmeyen kimyasal türler için
-
Görsel cüruf ve oksit muayenesi tedavi sonrası
-
İşlem günlükleri (gaz kullanımı, rotor çalışma saati, akı tüketimi, işlem süresi)
Modern dökümhaneler, mümkün olduğunda çevrimiçi sensörlerle otomatik numune alma yöntemini kullanır ve bunu periyodik laboratuvar doğrulamalarıyla birleştirir. Bu, izlenebilirliği sağlar ve sürekli iyileştirmeyi destekler.
9. Ekipman bileşenleri ve pratik tasarım seçenekleri
Tipik döner gaz giderme sistemi bileşenleri:
-
Tahrik motoru ve değişken hız kontrolü
-
Gazı dağıtmak için içi boş döner mil ve rotor elemanı
-
Gaz beslemesi, filtreleme ve akış kontrolü
-
Kızak veya fırın için montaj çerçevesi veya yerleştirme mızrağı
-
Sıyrık alma aletleri ve cüruf işleme alanı
-
Kontrol paneli ve güvenlik kilitleri
Üreticiler ayrıca çelik fabrikaları için anahtar teslimi vakumlu gaz giderme istasyonları ve sürekli eriyik arıtmaya ihtiyaç duyan dökümhaneler için kompakt sıralı gaz gidericiler tedarik etmektedir. Ekipmanı değerlendirirken, bakım erişimi, rotor malzemeleri, yedek parça bulunabilirliği ve ünitenin otomatik dozajlama ve veri kaydı özelliklerini destekleyip desteklemediğini göz önünde bulundurun.
10. Güvenlik, çevre ve kullanımla ilgili notlar
-
Gazlar: İnert gazlar oksijeni yerinden eder. Kapalı alanlarda boğulma riskini önlemek için uygun havalandırma ve oksijen izleme çok önemlidir. Gaz tüpleri ve regülatörler güvenlik kurallarına uygun olarak sabitlenmeli ve kullanılmalıdır.
-
Akılar ve cüruflar: Tuz akışları ve cüruf kalıntıları uygun şekilde bertaraf edilmelidir. Yerel yönetmeliklere göre endüstriyel atık olarak sınıflandırılabilirler. Elleçleme sırasında eldiven ve göz koruyucu gibi koruyucu ekipmanların kullanılması zorunludur.
-
Vakum sistemleri: Yüksek vakum ekipmanı, gaz giderme sırasında hızlı basınç değişikliklerine ve olası sıçramalara karşı koruma önlemleri gerektirir.
Her zaman yerel güvenlik yönetmeliklerine, tedarikçinin MSDS talimatlarına uyun ve kapalı çalışma alanlarında atmosferik izleme uygulayın.
11. Pratik kurulum ve bakım kontrol listesi
| Öğe | Önerilen kadans | Neden önemli |
|---|---|---|
| Rotor muayenesi ve değişimi | Verime bağlı olarak her 1–6 ayda bir | Rotor aşınması kabarcık oluşumunu ve verimliliği etkiler |
| Gaz besleme sızıntı testi | Haftalık | Gaz israfını ve güvenlik tehlikelerini önler |
| Akı depolama kontrolü | Aylık | Hidrojen girişini azaltmak için nemi dışarıda tutun |
| Kontrol paneli ve sensörlerin kalibrasyonu | Üç Aylık | Doğru işlem günlükleri ve tekrarlanabilirlik sağlar |
| Cüruf bertarafı ve sıyırma aletleri | Günlük | Eritme temizliğini ve güvenliğini koruyun |
(Programı üretim oranlarına ve üretici kılavuzuna göre uyarlayın. İzlenebilirlik için tüm bakım işlemlerini belgelendirin.)
12. Bitkiniz için doğru yöntemi seçmek
-
Küçük parti dökümhaneler: Akışkanlaştırıcı veya taşınabilir döner gaz gidericiler maliyet açısından etkilidir.
-
Yüksek hacimli otomotiv veya havacılık dökümhaneleri: Otomatik döner gaz giderme, çevrimiçi hidrojen analizi veya ultra düşük gazlar gerekliyse vakum çözümleri ile.
-
Çelik fabrikaları ve özel alaşımlar: Sıkı kimya ve gaz hedeflerini karşılamak için vakumlu gaz giderme veya pota gaz giderme yöntemleri.
13. Karşılaştırmalı teknik tablo — tipik performans hususları
| Kriter | Döner temizleme | Akışkanlaştırma | Vakumlu gaz giderme |
|---|---|---|---|
| Hidrojen giderme hızı | Yüksek | Orta düzeyde | Birden fazla gaz için yüksek |
| Sermaye maliyeti | Orta düzeyde | Düşük | Yüksek |
| İşletme maliyeti | Gaz maliyeti | Akı maliyeti ve bertarafı | Enerji ve vakum pompaları |
| Otomasyon | Yüksek | Düşük | Yüksek |
| Çoklu gaz giderme | Sınırlı (çoğunlukla H₂) | Hayır | Evet (H₂, N₂, O₂) |
14. Gaz giderme verimliliğini en üst düzeye çıkarmak için pratik ipuçları
-
Fırını doldurmadan önce hurda ve akışkanlardaki nemi en aza indirin.
-
Ekipman üreticisi tarafından önerilen doğru rotor derinliği ve hız ayarlarını kullanın.
-
Uygun olduğunda yöntemleri birleştirin; örneğin, kısa bir akı sıyırma işleminin ardından döner temizleme işlemi, her ikisinin tek başına uygulanmasından daha iyi temizlik sağlar.
-
Tedavi sürelerini tutarlı tutun ve parametreleri kaydedin, böylece eriyik temizliğini proses ayarlarıyla ilişkilendirebilirsiniz.
15. Müşterilere etkinliği nasıl belgelendirmek ve kanıtlamak
-
Tedavi öncesi ve sonrası hidrojen test kayıtlarını saklayın.
-
Gaz kullanımı ve rotor saatlerini döküm kalitesiyle ilişkilendiren tedavi kayıtlarını tutun.
-
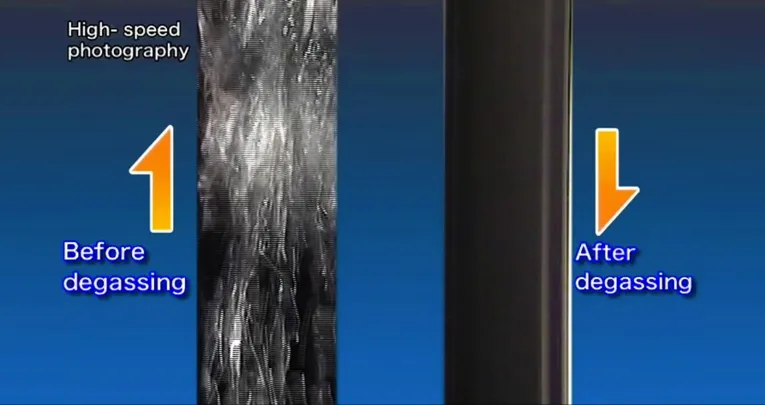
Gözeneklilik azalmasını gösteren örnek döküm kesitleri sağlayın.
-
Havacılık veya otomotiv müşterileri tarafından talep edildiğinde üçüncü taraf laboratuvar sertifikası kullanın.
İyi belgelenmiş süreç kontrolü ve kusurların azaldığının kanıtlanması, genellikle müşterinin kabulünde belirleyici faktörlerdir.
16. Alüminyum Gaz Giderme ve Eriyik Saflaştırma SSS
1. Dökümden önce erimiş alüminyumda hangi seviyede hidrojen kabul edilebilir?
2. Hangi temizleme gazı daha iyidir: Argon mu yoksa Nitrojen mi?
3. Gaz giderme işlemi ne kadar sürmelidir?
4. Gaz giderme metalik olmayan kalıntıları giderebilir mi?
5. Tuz akılarına yeşil alternatifler var mı?
6. Hidrojen içeriğini doğru bir şekilde nasıl ölçersiniz?
7. Gaz giderme alaşım kimyasını değiştirir mi?
8. Gaz giderme rotorları için hangi bakım gereklidir?
- Eriyik yüzeyinin yakınında şaftın incelmesi.
- Gaz enjeksiyon deliklerinin tıkanması.
- Tahrik grubunda aşırı titreşim/çalışma.
Rotorların proaktif olarak değiştirilmesi tutarsız gaz dağılımını önler.
9. Gaz giderme döküm sırasında hat içinde yapılabilir mi?
10. Vakumlu gaz giderme ve döner tahliye arasında nasıl seçim yaparım?
17. Değeri gösteren kısa vaka örneği
Orta büyüklükteki bir alüminyum dökümhanesi, uygun şekilde kontrol edilen bir döner gaz giderme programı ve çevrimiçi hidrojen izleme uyguladı. Birkaç hafta içinde, gözeneklilikle ilgili reddedilen ürünlerin sayısında azalma ve yeniden işleme oranında ölçülebilir bir düşüş olduğunu bildirdiler. Kesin rakamlar değişiklik gösterse de, iyi yönetilen gaz gidermenin ortak sonucu, daha az hurda, daha öngörülebilir işleme toleransları ve daha iyi müşteri kabulüdür.
18. Nihai öneriler ve AdTech'in gaz giderme ihtiyaçlarını nasıl desteklediği
Dökümhane veya döküm tesisi için uygulanabilir sonraki adımlar:
-
Gelen şarj malzemelerini nem ve kirletici maddeler açısından denetleyin.
-
Eritme hacminize uygun boyutlarda ve uygun rotor kontrolüne sahip bir döner gaz giderici kurun veya doğrulayın.
-
Tedavi öncesi ve sonrası hidrojen testi uygulayarak geri bildirim döngüsünü tamamlayabilirsiniz.
-
Ultra düşük gaz seviyeleri gerekiyorsa, mühendislik ortağıyla vakumla gaz giderme işlemini değerlendirin.
AdTech, fırın ve döküm makinesi arasına çevrimiçi kurulum için uygun gaz giderme üniteleri üretmektedir. Fabrika doğrudan fiyatlandırma ve proses kurulumu, yedek parça ve eğitim desteği sunarak, daha düşük toplam maliyetle tekrarlanabilir sonuçlar elde etmenizi sağlıyoruz. Özel teklif ve proses denetimi için AdTech ile iletişime geçin. (Gaz giderme üniteleri, seramik filtreler ve ilgili aksesuarları 100% fabrika fiyatından tedarik ediyoruz.)
