A döner gaz alma üni̇tesi̇, doğru tasarlandığında ve çalıştırıldığında, erimiş alüminyum alaşımlarından çözünmüş hidrojeni ve metalik olmayan küçük kalıntıları gidermek için en güvenilir ve tekrarlanabilir yöntemi sunar; homojenizasyon için güçlü eriyik karıştırma sağlarken gazları yakalayan ve eriyikten dışarı atan çok ince inert gaz kabarcıkları üretir ve genellikle klor bazlı tuzlar kullanmadan flaks enjeksiyonu gerçekleştirebilir.
1. Döner gaz giderme ünitesi nedir?
Döner gaz giderme ünitesi, erimiş alüminyum veya alüminyum alaşımlarına daldırılmış döner bir pervane aracılığıyla inert bir gaz enjekte eden endüstriyel bir eriyik işleme sistemidir. Dönen rotor, gelen gazı, çözünmüş hidrojeni zenginleştiren ve oksit veya metalik olmayan kalıntıları yüzeye çıkaran çok küçük kabarcıklardan oluşan bir buluta ayırır. Bu yöntem genellikle dökme veya döküm öncesinde eritme, bekletme ve aktarma işlemlerinde kullanılır.

Online Döner Gaz Giderme Ünitesi ile Alüminyum Gaz Giderme
2. Alüminyum dökümler için gaz giderme neden önemlidir?
Sıvı alüminyumdaki çözünmüş hidrojen, katılaşma sırasında gaz gözenekliliği oluşturur. Gözeneklilik, gerilme mukavemeti ve uzama gibi mekanik özellikleri azaltır, basınçlı döküm parçalarda sızıntı yollarına neden olur ve hurda oranlarını artırır. Eriyikteki metalik olmayan kalıntılar ve heterojenlik yüzey kusurlarına, yorulma ömrünün azalmasına ve tutarsız ürün görünümüne yol açar. Etkili eriyik işleme ret oranlarını düşürür, sonraki işlem verimini artırır ve daha yüksek değerli döküm toleranslarına izin verebilir; bunlar birlikte işleme ekipmanına yapılan yatırımı haklı çıkarır. Endüstri kaynakları ve vaka çalışmaları, kontrollü inert-gaz döner gaz gidermenin gözenekliliği azalttığını ve ürün kalitesini yaygın döküm alaşımları için birçok basit flaks veya mızrak yönteminden daha etkili bir şekilde iyileştirdiğini tutarlı bir şekilde göstermektedir.
3. Temel çalışma prensibi
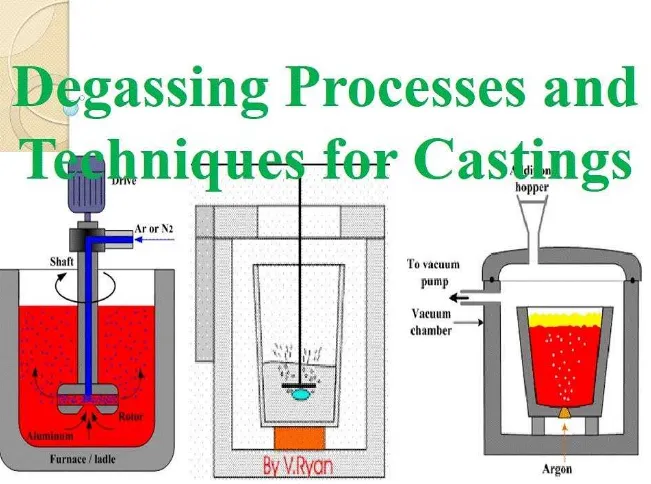
Döner gaz giderme birbiriyle bağlantılı üç olguya dayanır:
-
gaz dispersiyonu: nitrojen, argon veya bir gaz karışımı gibi inert bir gaz, içi boş bir şafttan daldırılmış bir rotora beslenir; rotor, gazı yüksek yüzey alanına sahip mikro kabarcıklara ayırır;
-
kütle transferi: çözünmüş hidrojen, konsantrasyon gradyanı nedeniyle mikro kabarcıklara difüze olur;
-
yüzdürme ve birleştirme: kabarcıklar hidrojeni emerek büyür ve hidrojeni ve küçük kalıntıları eriyik yüzeyine yüzdürerek taşır, burada kırılır ve çıkarılır.
Rotor ayrıca sıcaklık ve alaşım elementlerinin homojenizasyonuna yardımcı olan ve statik lansmana kıyasla kütle transfer oranlarını hızlandıran yığın eriyik karıştırmasını da teşvik eder. Rotor geometrisi ve hızı, gaz giderme verimliliği için anahtar kontrol düğmesi olan kabarcık boyutu dağılımını belirler.
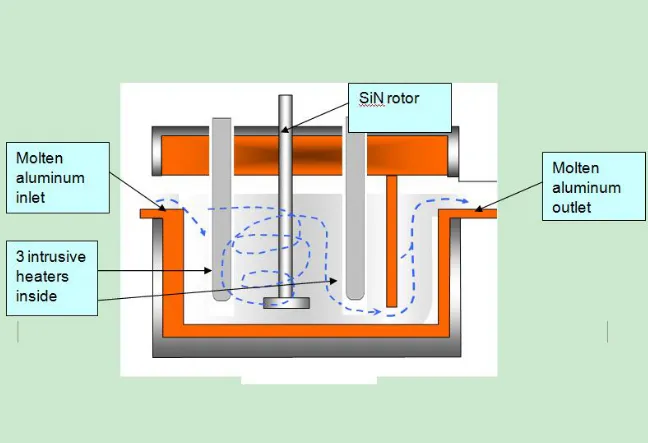
4. Ana bileşenler ve isteğe bağlı alt sistemler
Aşağıda kısa bir bileşen kontrol listesi ve kısa bir açıklama bulunmaktadır.
| Bileşen | Rol |
|---|---|
| Tahrik ünitesi (motor / dişli kutusu) | Şaftı ve rotoru döndürür, proses kontrolü için değişken hızda olabilir |
| Daldırılmış şaft ve rotor (pervane) | Kabarcıklar oluşturur ve karıştırma sağlar |
| Gaz kaynağı ve regülatör | Kontrollü akış ve basınçta argon, nitrojen veya karışımları sağlar |
| İçi boş şaft veya gaz geçişi | Rotor ucuna gaz iletir |
| Montaj ve kaldırma / eğme çerçevesi | Güvenli yerleştirme ve çıkarma sağlar; fırın içi veya pota operasyonunu destekler |
| PLC'li kontrol paneli | Hızı, gaz akışını, tedavi süresini, alarmları yönetir |
| Akı enjeksiyon modülü (isteğe bağlı) | Gerektiğinde taşıyıcı gaz destekli akı dozajlamasına olanak sağlar |
| Sensörler: eriyik sıcaklığı, gaz akışı, tork | Proses doğrulama ve güvenlik kilitleri için |
| Bölme / sıçrama korumaları ve başlık | Akı pisliğini toplar ve oksidasyonu sınırlar |
| Egzoz / duman yakalama (gerekli olduğu yerlerde) | Çevresel uyumluluk için dumanı yakalar |
(Mobil ve sabit kurulumlar dahil olmak üzere tüm sistem varyantları için üretici broşürlerine bakın).
5. Tipik proses parametreleri ve her birinin performansı nasıl etkilediği
Operatörler bu değişkenleri hedef hidrojen konsantrasyonuna ve dahil etme seviyesine ulaşmak için ayarlar:
| Parametre | Tipik aralık (endüstri) | Gaz giderme performansı üzerindeki etkisi |
|---|---|---|
| Gaz tipi | Azot veya argon, saflık ≥ 99,99% | Argon biraz daha etkilidir ancak daha maliyetlidir; nitrojen fiyata duyarlı operasyonlar için yaygındır |
| Gaz akış hızı | Küçük üniteler için 5 ila 80 NL/dak, büyük istasyonlarda birkaç yüz NL/dak'ya kadar | Daha yüksek akış kabarcık verimini artırır, ancak çok yüksek akış daha kaba kabarcıklara ve sıçramaya neden olur |
| Rotor hızı | Rotor tasarımına bağlı olarak 200 ila 2.000 rpm | Daha yüksek devir, daha küçük kabarcıklar, daha fazla kesme ve optimum bir değere kadar daha hızlı kütle transferi oluşturma eğilimindedir |
| Tedavi süresi | Tipik olarak parti başına 1 ila 10 dakika; hat sistemlerinde saniyeler ila dakikalar | Daha uzun süre hidrojeni azaltır ancak verimi düşürür; hedefe ulaşıldıktan sonra azalan getiri |
| Daldırma derinliği | Gemiye bağlı olarak rotor ucundan serbest yüzeye 50 ila 300 mm | Daha derine daldırma kabarcığın kalma süresini iyileştirir ancak tork ve güç ihtiyacını artırır |
| Eğim/salınım açısı | Bazı rotorlar için 0 ila 45 derece | Belirli pota geometrilerinde daha iyi süpürme modelleri ve yüzey temizliği sağlar |
Bu aralıklar açıklayıcıdır. Her dökümhane, deneme ve eriyik analizi yoluyla belirli alaşımlar ve kazan geometrisi için bir proses penceresi geliştirmelidir. Eriyik ağırlığı ve başlangıç gaz seviyelerine göre optimum parametreleri hesaplayan proses kontrol çözümleri tedarikçilerden temin edilebilir.
6. Rotor ve şaft tasarım seçenekleri
Rotor geometrisi ve şaft malzemeleri, eriyikteki ömür, verimlilik ve reaktivite açısından kritik öneme sahiptir.
Yaygın rotor tipleri
-
Grafit rotorlar: Grafit makinelerin şekillendirilmesi, termal şok direnci ve birçok alüminyum eriyiğinde kabul edilebilir hizmet ömrü sağlaması nedeniyle yaygın olarak kullanılır. Pyrotek ve diğer satıcılar oksidasyonu azaltmak için işlenmiş grafit sunmaktadır.
-
Seramik ve silikon nitrür rotorlar: daha yüksek mukavemet ve aşınma direnci; genellikle daha uzun ömür veya daha yüksek sıcaklık kararlılığının gerekli olduğu yerlerde kullanılır. Üreticiler agresif üretim ortamları için seramik serisi rotorlar sağlamaktadır.
-
Koruyucu kaplamalı metalik rotorlar: mekanik sağlamlığın gerekli olduğu belirli uygulamalarda kullanılır, ancak alaşım kontaminasyonunu önlemek için dikkatli seçim gerektirir.
Şaft seçenekleri
-
İçi boş grafit veya seramik şaftlar gaz geçişi için yaygındır; bazı sistemler dahili gaz hatları ve sızdırmazlık ile paslanmaz veya özel alaşımlar kullanır. Mil sızdırmazlığı ve termal genleşme tasarımı servis ömrünü belirler.
Rotor seçiminde maliyet, hizmet ömrü, eriyik kimyası üzerindeki etki ve kabarcık oluşum performansı dengelenir. Modern üreticiler, hedef kabarcık boyutu ve belirli alaşım gruplarına göre ayarlanmış rotor aileleri tedarik etmektedir.

7. Süreç kontrolü, sensörler ve otomasyon
Modern bir döner gaz giderme istasyonu tipik olarak aşağıdakileri sağlayabilen bir kontrol sistemi içerir:
-
alaşım ve eriyik ağırlığı için programlanabilir işlem reçeteleri;
-
Ölçülen eriyik hidrojenin (hat içi bir prob veya periyodik örnekleme kullanılarak) veya diğer göstergelerin işlem süresini, gaz akışını ve rotor hızını ayarladığı kapalı döngü kontrolü;
-
Rotor aşınmasını veya mil sıkışmasını tespit etmek için tork izleme;
-
Sıcaklık, gaz basıncı ve tahrik sağlığı ile ilgili güvenlik kilitleri.
Satıcılar, eriyik ağırlığı, başlangıç ve hedef hidrojen seviyeleri ve kap geometrisine göre gerekli işlemi hesaplayan gelişmiş proses optimizasyon modülleri sunmaktadır. Bu araçlar tekrarlanabilirliği artırır ve operatöre bağımlılığı azaltır. SMARTT ve benzeri proses kontrolörleri, değişkenleri analiz eden ve optimum ayar noktaları öneren satıcı tekliflerine örnektir.
8. Alternatif gaz giderme yöntemleri ile karşılaştırma
Bu bölüm, döner gaz gidermenin diğer yaygın yaklaşımlarla doğrudan bir karşılaştırmasını sunmaktadır.
| Yöntem | Nasıl çalışır | Tipik güçlü yönler | Tipik sınırlamalar |
|---|---|---|---|
| Döner inert gaz gaz giderme | Bir rotor tarafından dağıtılan inert gaz, hidrojeni soyan mikro kabarcıklar oluşturur | Yüksek hidrojen giderimi; iyi homojenizasyon; hızlı arıtma | Rotor bakımı gerektirir; sermaye maliyeti lans veya sadece akıdan daha yüksektir |
| Akı gaz giderme (yüzeydeki yığın akıları) | Kapsüllerle reaksiyona girmek ve yüzdürmeyi teşvik etmek için yüzeye granül akı eklenir | Düşük sermaye maliyeti; basit | Derin hidrojen giderimi için daha az etkili; flaks sarf malzemeleri kullanır; klorür/florür kullanım potansiyeli |
| Akı enjeksiyonu (döner akı enjeksiyonu) | İnert gaz tarafından taşınan ve rotor tarafından dağıtılan akışkan partiküller | Gaz giderme ile akı etkisini birleştirir; etkin inklüzyon giderimi | Akı işleme ve pislik yönetimi gereklidir |
| Lance gaz giderme | Dönmeyen bir lans veya tüp aracılığıyla verilen gaz | Düşük maliyetli, basit | Daha büyük kabarcık boyutu, daha yavaş kütle transferi, daha az verimli hidrojen giderimi |
| Vakumlu gaz giderme | Azaltılmış basınç hidrojen desorpsiyonunu artırır | Bazı proseslerde hidrojen için çok etkili | Daha yüksek sermaye maliyeti; karmaşıklık; tüm dökümhaneler için her zaman pratik değildir |
Genel endüstri konsensüsü, döner inert gaz gaz gidermenin birçok alüminyum dökümhane operasyonu için hidrojen giderme hızı ve operasyonel esneklik arasında en iyi dengeyi sağladığını, flaks enjeksiyonunun ise daha fazla inklüzyon kontrolü sağladığını belirtmektedir. Döner gaz giderme ile flaks enjeksiyonunu birleştiren sistemler, hem hidrojen hem de inklüzyon kontrolünün kritik olduğu yerlerde kullanılır.
9. Kurulum, bakım ve güvenlikle ilgili hususlar
Kurulum
-
Montaj sisteminin ve vincin rotorun yerleştirilmesi, çıkarılması ve çalışma sırasındaki dinamik yükleri güvenli bir şekilde kaldırabildiğinden emin olun.
-
Kontrol kabinini ve gaz tüpü yuvalarını yerel yönetmeliklere uygun olarak yerleştirin.
-
Akı ve oksit dumanlarını kontrol etmek için duman ekstraksiyonunu veya eriyik yüzeyinin yakınında yakalamayı düşünün.
Bakım
-
Rotor geometrisinin ve mil contalarının düzenli olarak incelenmesi ani arızaları önler. Grafit parçalar yavaşça oksitlenir ve planlı olarak değiştirilmeleri gerekir.
-
Hava girişini önlemek için gaz besleme hatlarını ve tahliye dizilerini izleyin.
-
Arıza süresini en aza indirmek için yedek rotorları ve yaygın aşınma parçalarını stokta bulundurun.
Güvenlik
-
Operatörler için KKD dahil olmak üzere her zaman sıcak metal işleme protokollerine uyun.
-
Gerekli yerlerde gaz akışı olmadan sürücünün çalışmaması için gaz beslemesini kilitleyin.
-
Güvenli, kontrollü prosedürler altında yerleştirme ve çıkarma için eğitim sağlayın.
-
Akı ve duman yakalama için çevresel kontroller yönetmelik gereği gerekli olabilir.
Tedarikçi belgeleri ve yerel güvenlik kodları yakından takip edilmelidir. Modern anahtar teslim sistemler, operatörleri ve eriyik bütünlüğünü koruyan birçok önerilen koruma önlemi ve alarm işlevi içerir.
10. Sorun giderme ve performans ölçümleri
İzlenecek tipik metrikler
-
İşlem öncesi ve sonrası eriyik hidrojen seviyesi (ppm)
-
Parti başına arıtma süresi ve dakika başına ppm azaltma
-
Rotor torku ve titreşim imzaları
-
İşlem sonrası hurda oranı ve kusur türleri
Yaygın sorunlar ve düzeltmeler
-
Yetersiz hidrojen indirgemesi: olası nedenler: çok kaba kabarcıklar, yetersiz işlem süresi, yanlış gaz tipi veya aşırı eriyik türbülansı. Eylemler: tasarım izin veriyorsa rotor devrini artırın, daldırma derinliğini optimize edin, gaz saflığını ve akışını kontrol edin veya alternatif rotor geometrisini deneyin.
-
Aşırı sıçrama veya girdaplanma: Genellikle çok yüksek gaz akışının veya yüzeye yakın rotorun sonucudur. Gaz akışını azaltın; daldırma derinliğini artırın; rotor hizalamasını doğrulayın.
-
Kısa rotor ömrü: Aşındırıcı kalıntılar veya kötü rotor malzemesi seçimi nedeniyle. Seramik rotorları veya işlenmiş grafiti düşünün; eriyik kimyasını inceleyin ve kirleticileri azaltın.
-
Vardiyalar arasında tutarsız sonuçlar: Genellikle prosedürel: tekrarlanabilirlik için reçeteler, operatör eğitimi ve otomasyon uygulayın.
Eriyik hidrojeninin rutin ölçümü ve ölçümlerin döküm kalitesiyle ilişkilendirilmesi, proses ayarlamalarını doğrulamanın kanıtlanmış yoludur.
11. Doğru rotary gaz giderme çözümü nasıl seçilir
Ekipmanı operasyonel profilinize uygun hale getirin:
-
Parti boyutu ve iş hacmi: Küçük taşınabilir üniteler pota atölyelerine uygundur; sabit istasyonlar veya hat içi rotorlar sürekli veya yüksek verimli tesisler için daha iyidir.
-
Alaşım aralığı: Bazı alaşımlar hidrojen veya oksit inklüzyonlarına karşı daha hassastır; satıcının alaşım ailenizle ilgili deneyiminden emin olun.
-
İstenilen otomasyon derecesi: reçete kontrolü ve hidrojen probları operatör değişkenliğini azaltır.
-
Tüketim tercihleri: akı kullanımını en aza indirmek bir öncelikse, yüksek verimli inert gaz işlemeyi destekleyen bir gaz giderici tavsiye edilir.
-
Servis ve yedek parça ağı: yerel destek ve rotor değiştirme seçeneklerine sahip bir tedarikçi seçin.
Tedarikçiler yapılandırma hesaplayıcıları sağlar ve optimum yapılandırmayı önermek için genellikle süreç denemeleri yapar.
12. Çevresel ve düzenleyici hususlar
-
Akışkan malzemeler ve yüzey pisliği, yerel tehlikeli atık kuralları kapsamında yakalanmayı ve uygun şekilde bertaraf edilmeyi gerektirebilir.
-
Gaz kullanımı ve tüp depolaması sıkıştırılmış gaz güvenlik kurallarına uygun olmalıdır.
-
Duman emişi, solunabilir partiküllere ve akı dumanlarına maruz kalmayı azaltır. Birçok satıcı, yerel işyeri güvenliği ve çevre standartlarını karşılamak için muhafazalar ve ekstraksiyon seçenekleri sunar.
13. Maliyet faktörleri ve yatırımın geri dönüşü
Dikkate alınması gereken sermaye, sarf malzemeleri ve işletme maliyetleri:
-
ünite ve kurulumun sermaye maliyeti;
-
rotor ve şaft değiştirme ömrü;
-
inert gaz tüketimi;
-
Akı enjeksiyonu kullanılıyorsa akı tüketimi;
-
Daha az hurda, yeniden işleme ve daha yüksek ürün kalitesi kabulünden tasarruf.
Tipik bir yatırım getirisi modeli, hata azaltma yüzdesini, verim artışını ve daha yüksek değerli parçalardan elde edilen artan geliri ölçmeyi içerir. Birçok dökümhane, ekipman maliyetini, hatanın temeline ve üretim değerine bağlı olarak aylar ila birkaç yıl içinde geri kazanmaktadır. Satıcı vaka çalışmaları, parametrelendirilmiş ROI hesaplamaları için gerçek örnekler sağlar.
14. Gaz giderme programı yürütmek için pratik ipuçları
-
Eriyik hidrojen değerlerini loglayın ve trend haline getirin ve döküm sonuçlarıyla ilişkilendirin.
-
Tedarikçinin önerdiği tariflerle başlayın, ardından kabınız ve alaşımınız için ayarları iyileştirmek üzere tasarlanmış deneyler yapın.
-
Rotor muayenelerini ve değiştirme aralıklarını sadece takvim yerine tork trendlerine göre planlayın.
-
Birden fazla operatörü eğitin ve tutarlılık için tarifleri PLC'de kilitleyin.
-
Akının gerekli olduğu durumlarda, daha iyi dağılım ve daha az yüzey akısı kaybı için taşıyıcı gaz bazlı akı enjeksiyonunu tercih edin.
15. Hızlı referans için tablolar
Tablo A. Alüminyum dökümhanesinde döner gaz giderme için tipik parametre penceresi
| Parametre | Küçük mağaza (40-1500 lb) | Orta/büyük (1-5 ton) |
|---|---|---|
| Gaz | Azot veya argon | Azot, argon veya karışımları |
| Akış | 5-50 NL/dak | 50-500 NL/dak |
| Rotor hızı | 300-1.200 rpm | 200-1.800 rpm |
| Daldırma derinliği | 50-150 mm | 100-300 mm |
| Tedavi süresi | 1-5 dakika | 2-10 dakika |
Tablo B. Hızlı artılar ve eksiler özeti
| Opsiyon | Artıları | Eksiler |
|---|---|---|
| Döner inert gaz giderici | Hızlı hidrojen giderimi; homojenizasyon; opsiyonel akı enjeksiyonu | Basit mızraklara göre daha yüksek sermaye ve bakım maliyeti |
| Lance gaz giderme | Düşük maliyetli; basit | Daha düşük verimlilik; daha büyük kabarcıklar |
| Yüzey akısı | Çok düşük yatırım harcaması | Hidrojen için daha az etkili; sarf malzemeleri ve pislik işleme |
Döner Gaz Giderme ve Eriyik Kalitesi SSS
1. Döner gaz giderme için en iyi gaz hangisidir: nitrojen mi argon mu?
2. Döner gaz giderme hidrojenin yanı sıra inklüzyonları da giderebilir mi?
3. Grafit rotorları ne sıklıkla değiştirmeliyim?
4. Döner gaz giderici kullanırsam akı yine de gerekli midir?
5. Döner gaz giderme reaktif elementler içeren alaşımlarda kullanılabilir mi?
6. Gaz giderme işleminin tamamlandığını nasıl anlarım?
7. Duman ve yüzey pisliği konusunda ne yapılmalıdır?
8. Küçük bir dökümhane için taşınabilir bir döner ünite yeterli midir?
9. Tutarsız gaz giderme performansının tipik nedenleri nelerdir?
Yaygın değişkenler şunlardır:
- Gaz saflığındaki değişimler (gaz hattındaki nem).
- Rotor aşınması veya yanlış daldırma derinliği.
- Eriyik sıcaklığındaki veya kap geometrisindeki değişiklikler.
- Kötü tanımlanmış veya manuel olarak geçersiz kılınmış süreç reçeteleri.
10. Tedarikçiler süreç doğrulama desteği sunuyor mu?
AdTech gibi saygın tedarikçiler şunları sağlar uygulama mühendi̇sli̇ği̇ desteği̇. Bu, dökümhanelerin kendi özel alaşımlarına ve döküm özelliklerine göre uyarlanmış işlem reçetelerini oluşturmalarına ve doğrulamalarına yardımcı olan yerinde denemeleri ve gelişmiş kontrol sistemlerini içerir.
Uygulama için kapanış önerileri
-
Bir pilot programla başlayın: tek bir döner ünite kurun, hidrojen için ölçüm protokolleri tanımlayın ve öncesinde ve sonrasında kusur oranlarını izleyin.
-
Alaşım aileniz ve üretim ölçeğiniz konusunda deneyimli tedarikçilerle çalışın; bir proses doğrulama denemesi talep edin.
-
Bir kontrol sistemine ve ölçüm kabiliyetine yatırım yapın; tekrarlanabilirlik, yatırım getirisini gerçekleştirmede en önemli faktördür.
-
Rotorlar ve yaygın aşınma parçaları için bir yedek parça programı sürdürün; üretim planlamasında bakım duruşlarını planlayın.
