A бесфосфатный фильтр из вспененного глинозема это сетчатая глиноземистая керамическая фильтрующая пластина, изготовленная без использования фосфатсодержащих связующих, средств спекания или обработки поверхности в процессе производства, разработанная специально для фильтрации расплавленного алюминия и алюминиевых сплавов для удаления неметаллических включений перед литьем. В отличие от обычных пенокерамических фильтров, использующих фосфат алюминия (AlPO₄) или аналогичные фосфатные соединения в качестве связующих для скрепления частиц глинозема во время спекания, бесфосфатные версии достигают эквивалентной или превосходной структурной целостности с помощью альтернативных неорганических связующих систем - в основном коллоидного раствора глинозема, композиций глинозема с кремнеземом или других бесфосфатных керамических связующих химикатов.
Если ваш проект требует использования фильтра из керамической пены, вы можете связаться с нами для получения бесплатного предложения.
Компания AdTech разработала и производит бесфосфатные алюмокерамические фильтры специально для решения постоянной и хорошо документированной проблемы, с которой сталкиваются наши клиенты, занимающиеся литьем алюминия: загрязнение расплавленного алюминия фосфором в процессе фильтрации, что ухудшает механические свойства алюминиевых сплавов высокой чистоты и приводит к недопустимому содержанию примесей в тех областях, где содержание фосфора является контролируемым параметром спецификации. Вывод напрашивается сам собой: если на вашем предприятии алюминиевого литья производятся прутки для электропроводов, заготовки для аэрокосмических конструкций, сплавы высокой чистоты или любая другая продукция, где фосфор является заданной максимальной примесью, бесфосфатные керамические пенные фильтры являются технически правильной спецификацией, а не дополнительным дополнением.

Что такое бесфосфатный фильтр из вспененного глинозема?
Чтобы понять, чем отличается бесфосфатный фильтр, нужно сначала разобраться, что такое керамические поролоновые фильтры и как изготавливается их обычная версия.
Принципы работы фильтров из керамической пены
A фильтр из керамической пены (CFF) представляет собой трехмерную сетчатую керамическую структуру - по сути, жесткую керамическую губку - с взаимосвязанной сетью открытых ячеек, через которые протекает расплавленный металл. Ячеистая структура создает извилистый путь потока, который захватывает неметаллические включения благодаря сочетанию поверхностной адгезии, механического перехвата и механизмов фильтрации кека. Фильтрующая пластина находится в фильтровальной коробке, расположенной между выходом печи и формой или станцией разливки, и весь металл, поступающий на разливку, должен проходить через фильтр.
Глинозем (Al₂O₃) является основным керамическим материалом, используемым для фильтрации алюминиевого расплава, благодаря его химической совместимости с алюминием - он не вступает в неблагоприятную реакцию с расплавленным алюминием или его обычными легирующими элементами в обычных условиях литья и обеспечивает достаточную стойкость к тепловому удару, чтобы выдержать резкое изменение температуры при первом контакте холодного фильтра с расплавленным металлом во время заливки.
Читайте также: Процесс производства фильтров из керамической пены
Стандартный путь производства и место попадания фосфата
Обычные керамические фильтры из вспененного материала изготавливаются методом репликации полимерной пены:
Шаг 1: Шаблон из пенополиуретана с открытыми порами вырезается по требуемым размерам фильтровальной пластины.
Шаг 2: Пена пропитывается керамической суспензией - суспензией частиц глинозема в воде с различными добавками, включая связующие, дефлокулянты и модификаторы реологии.
Шаг 3: Пропитанная пена отжимается для удаления излишков раствора, оставляя равномерное покрытие керамического материала на стойках пены.
Шаг 4: Пенополиуретан с покрытием высушивается, а затем обжигается при высокой температуре (обычно 1200-1400°C). Во время обжига пенополиуретан сгорает, оставляя керамическое покрытие в виде самонесущей сети стоек - сетчатой керамической структуры.
Шаг 5 (где традиционно используется фосфат): Во время обжига керамические частицы должны соединиться друг с другом, чтобы образовать прочную, плотную структуру. Традиционные производители используют фосфат алюминия (AlPO₄) в качестве высокотемпературного связующего, поскольку он эффективен, недорог и хорошо изучен. Фосфатные связующие хорошо спекаются в температурном диапазоне, используемом для производства фильтров из керамической пены, и обеспечивают достаточную механическую прочность.
Проблема заключается в том, что фосфат алюминия не полностью переходит в химически инертную керамическую фазу во время обжига. Остаточные фосфатные соединения остаются на границах зерен и на поверхностях стоек готового фильтра. При контакте расплавленного алюминия с этими поверхностями во время фильтрации происходит реакция растворения-выщелачивания, в результате которой фосфор переходит в расплав алюминия.
Нефосфатная альтернатива
В бесфосфатных фильтрах из вспененной алюмооксидной керамики фосфатное связующее заменяется альтернативными связующими системами. Конкретный химический состав связующего зависит от производителя и, как правило, является запатентованным, но наиболее технически надежные подходы включают:
Коллоидные глиноземные связующие: Наночастицы глинозема в коллоидной суспензии обеспечивают превосходное сцепление между более крупными частицами глиноземного фильтра во время спекания без введения фосфора. Частицы раствора заполняют границы зерен и выемки между более крупными частицами, обеспечивая как прочность зеленого материала (до обжига), так и прочность соединения при высоких температурах.
Алюмокремнеземные стеклофазные связующие: В керамическую матрицу вводится контролируемое количество SiO₂, которое при температуре обжига образует стекловидную связующую фазу. Стекловидная фаза связывает частицы глинозема без применения фосфатной химии. Содержание кремния в конечном фильтре должно тщательно контролироваться, чтобы избежать внесения кремниевого загрязнения в чувствительные сплавы.
Системы реактивных глиноземистых связующих: Некоторые виды реактивного (переходной фазы) глинозема спекаются при более низких температурах, чем полностью прокаленный альфа-глинозем, и могут соединять частицы альфа-глинозема, не требуя отдельного связующего компонента. Такой подход позволяет получить практически чистый Al₂O₃ фильтр без преднамеренных добавок примесей.
Муллитообразующее связующее: Сочетание глинозема и кремнезема в правильном соотношении для образования муллита (3Al₂O₃-2SiO₂) во время обжига обеспечивает стабильную, химически стойкую связующую фазу. Химическая инертность муллита к расплавленному алюминию делает его приемлемым для применения в сплавах с более низкой чистотой, где загрязнение кремнием из муллита находится в пределах спецификации сплава.

Почему загрязнение фосфором через стандартные фильтры является реальной проблемой
В этом разделе рассматривается техническая основа требования к бесфосфатным фильтрам - реальный механизм загрязнения и его измеренные последствия.
Механизм выщелачивания фосфора
Когда расплавленный алюминий при температуре около 700-750°C соприкасается с поверхностью фосфатно-связанного керамического фильтра из пенопласта, одновременно происходит несколько химических процессов:
Алюминиевый расплав смачивает поверхность глинозема, поскольку оксид алюминия термодинамически стабилен в контакте с алюминием при температуре литья. Когда расплав проходит через извилистую структуру пор и контактирует со связующей фазой на границах зерен, фосфат алюминия (AlPO₄) и связанные с ним фосфатные соединения на поверхности фильтра вступают в контакт с высокореакционным расплавленным алюминием.
Термодинамический анализ системы Al-P-O при 700-750°C показывает, что фосфорсодержащие фазы термодинамически неустойчивы в контакте с жидким алюминием. Алюминий восстанавливает фосфат, высвобождая фосфор, который растворяется в расплаве алюминия. Скорость растворения зависит от:
- Содержание фосфатного связующего в фильтре.
- Площадь поверхности фильтрующих стоек, подвергающихся воздействию потока металла.
- Скорость потока металла через фильтр.
- Общий объем металла, прошедшего через фильтр.
- Начальное содержание фосфора в связующей фазе фильтра.
Измеренное содержание фосфора в промышленной практике
Попадание фосфора в обычные керамические фильтры из пенопласта было задокументировано в опубликованных металлургических исследованиях и в наших собственных производственных наблюдениях на предприятиях клиентов AdTech. Типичные результаты:
В стандартных операциях литья алюминия с использованием фильтров из вспененной алюмооксидной керамики с фосфатной связью 30 ppi, унос фосфора из фильтра составляет от 0,5 до 3 ppm по весу в отфильтрованном металле, в зависимости от конкретного продукта фильтрации, температуры металла, скорости потока и размера фильтра. В абсолютном выражении это кажется незначительным, но для конкретных применений это имеет большое значение.
Для алюминия электропроводного класса (класс EC, сплав 1350) Международная электротехническая комиссия (IEC) и ASTM B233 устанавливают максимальное содержание фосфора 0,003% (30 ppm) по весу. Хотя отбор 3 ppm только за счет фильтрации не обязательно нарушает это ограничение, он представляет собой значительную долю от общего допустимого бюджета и исключает возможность использования других источников фосфора в процессе.
Для высокочистых алюминиевых сплавов (марки чистоты 3N - 5N, 99,9% - 99,999% Al) фосфор является контролируемой примесью с типичными характеристиками менее 5 ppm. Загрязнение фосфором в результате фильтрации в размере 1-3 ppm представляет собой неприемлемую долю общего бюджета примесей.
Для аэрокосмических сплавов, в которых фосфор особым образом влияет на структуру зерна, поведение осадков и механические свойства, даже некондиционное содержание фосфора создает неопределенность качества, которую не могут выдержать системы качества аэрокосмического класса.
Читайте также: Керамический вспененный фильтр цена 2026
Влияние фосфора на свойства алюминиевых сплавов
Влияние на электропроводность: Фосфор - одна из самых сильных примесей, снижающих электропроводность алюминия. Даже при концентрации 1-2 ppm фосфор ощутимо снижает электропроводность алюминия EC-класса. Для алюминиевых электропроводников, где электропроводность является основной характеристикой, минимизация всех источников фосфора - включая фильтрацию - является обязательным условием качества.
Влияние на механические свойства: В алюминиево-кремниевых сплавах фосфор реагирует с кремнием, образуя ядра фосфида алюминия (AlP), которые изменяют морфологию кремниевой фазы. Это взаимодействие может быть преднамеренным (добавление фосфора используется для рафинирования первичного кремния в гиперэвтектических сплавах Al-Si) или непреднамеренным. В сплавах, где этот эффект нежелателен, фосфор, полученный в результате фильтрации, создает неконтролируемую металлургическую переменную.
Влияние на качество анодирования: В архитектурных и декоративных алюминиевых изделиях, подвергающихся анодированию, фосфор на границах зерен может создавать преимущественные схемы атаки во время анодирования, что приводит к неравномерному внешнему виду поверхности. Это является проблемой качества для архитектурных алюминиевых изделий премиум-класса.
Влияние на сертификаты чистоты алюминия высокой чистоты: Сертифицированная продукция из алюминия высокой чистоты требует отслеживаемого анализа примесей. Загрязнение фосфором в результате фильтрации усложняет сертификацию и создает потенциальное несоответствие максимальным уровням фосфора, указанным заказчиком.
Сравнение фосфорных фильтров: Стандартные и бесфосфатные фильтры
| Тип фильтра | Система скоросшивателей | Типичный показатель P (ppm) | Приемлемо ли это для класса EC? | Приемлемо для чистоты 4N? |
|---|---|---|---|---|
| Стандартное фосфатное покрытие | AlPO₄ | 1.0-3.0 | Маргинал | Нет |
| С низким содержанием фосфатов | Уменьшенный AlPO₄ | 0.5-1.5 | Маргинал | Нет |
| Бесфосфатный коллоидный глинозем | Al₂O₃ sol | <0.1 | Да | Да |
| Бесфосфатный реактивный глинозем | Реактивный аль₂O₃ | <0.1 | Да | Да |
| Не содержит фосфатов, на основе муллита | Al₂O₃-SiO₂ | <0,1 (P), 0,5-2,0 (Si) | Да (беспокойство) | Зависит от спецификации Si |
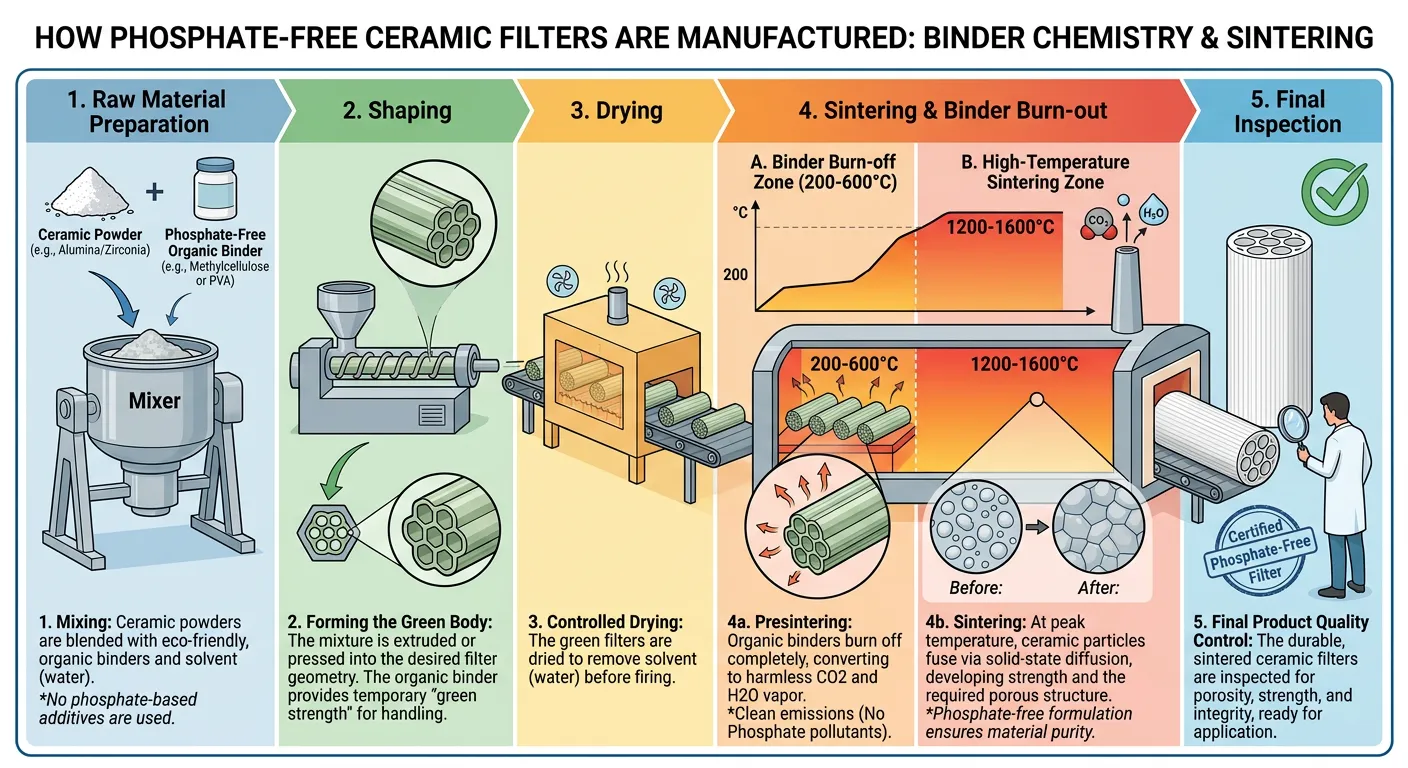
Как производятся бесфосфатные фильтры: Химия связующего и спекание
Производство механически адекватного фильтра из вспененной керамики без фосфатных связующих требует преодоления специфических технических проблем, которые объясняют, почему бесфосфатные фильтры исторически стоят дороже и имеют более низкий уровень проникновения на рынок, чем стандартные продукты.
Техническая проблема бесфосфатного связывания
Фосфат алюминия стал доминирующим связующим в производстве пенокерамических фильтров, поскольку он обеспечивает несколько производственных преимуществ: он создает прочные зеленые тела, устойчивые к повреждениям при обработке до обжига, он эффективно спекается в диапазоне 1200-1400°C, используемом для производства глиноземных фильтров, и он химически совместим с глиноземом при температурах спекания (нет неблагоприятных реакций между связующим и частицами глинозема).
Альтернативные связующие должны соответствовать этим производственным требованиям без добавления фосфора. Ключевыми задачами являются:
Зеленая сила: Связующее должно обеспечивать достаточную механическую прочность в необожженном состоянии, чтобы выдержать сушку, обработку и загрузку в печь без разрушения или деформации. Коллоидные связующие на основе глинозема достигают хорошей прочности в необожженном состоянии благодаря водородным связям и электростатическому взаимодействию между наночастицами глинозема и поверхностью более крупных зерен глинозема.
Совместимость с температурой спекания: Связующее должно спекаться при той же температуре, что и матрица глиноземных частиц, создавая прочные связи на границах зерен и не требуя температур, которые могли бы привести к деформации или разрушению керамических стоек под собственным весом во время обжига.
Стабильность размеров: Стойки фильтра тонкие и не поддерживаются во время обжига. Связующая система должна контролировать усадку керамического покрытия во время спекания, чтобы сохранить точность размеров и однородную ячеистую структуру готового фильтра.
Химическая чистота: Любой элемент, вводимый через систему связующего, который просачивается в алюминий во время фильтрации, представляет собой источник загрязнения. Связующие вещества из коллоидного глинозема вводят только алюминий и кислород, которые уже присутствуют в материале фильтра и расплаве алюминия, что делает их самым чистым вариантом.
Производственный подход AdTech
Компания AdTech производит наши бесфосфатные фильтры из вспененной алюмокерамики с использованием коллоидной связующей системы на основе глинозема, разработанной в рамках нашей собственной программы технологического проектирования. Ключевые элементы нашего производственного подхода:
Выбор сырья: Мы используем высокочистый кальцинированный альфа-глинозем (>99,5% Al₂O₃) в качестве основного фильтрующего материала, с тщательно контролируемым распределением частиц по размерам, чтобы оптимизировать баланс между производительностью покрытия из шлама, прочностью спекания и пористостью готовой структуры распорки.
Состав суспензии: В качестве основного связующего в керамической суспензии используется коллоидный глинозем, а также тщательно подобранные органические технологические добавки (модификаторы реологии, смачивающие агенты), которые полностью сгорают при обжиге, не оставляя углеродистых остатков в готовом фильтре.
Выбор шаблона для пенопласта: Пенополиуретановые шаблоны поставляются в соответствии со спецификациями распределения ячеек по размерам, которые соответствуют целевому показателю пор на дюйм (PPI) готового фильтра. Качество пены напрямую определяет однородность ячеек фильтра, что влияет как на сопротивление потоку, так и на эффективность фильтрации.
Протокол стрельбы: Наш протокол обжига оптимизирован для коллоидно-глиноземной связующей системы с использованием контролируемого профиля скорости нагрева, который позволяет полностью выгорать органическим вспомогательным веществам до начала фазы спекания керамики, предотвращая захват углерода в структуру распорки.
Проверка качества: Перед отправкой каждая партия продукции проходит проверку на прочность на сжатие, насыпную плотность и чистоту, включая содержание фосфора с помощью ICP-OES анализа.
Технические характеристики и физические свойства
Стандартные физические свойства
| Недвижимость | Технические характеристики | Метод испытания |
|---|---|---|
| Состав материала | Al₂O₃ ≥ 99,0% | рентгенофлуоресцентный анализ |
| Содержание фосфора | <0,005% (50 ppm) | ICP-OES |
| Насыпная плотность | 0,30-0,45 г/см³ | ASTM C134 |
| Пористость (открытая) | 80-90% | Метод Архимеда |
| Прочность на сжатие | От ≥0,8 МПа (30 ppi) до ≥1,2 МПа (10 ppi) | ASTM C133 |
| Прочность на изгиб (MOR) | ≥0,6 МПа | ASTM C133 |
| Максимальная температура эксплуатации | 1100°C (2012°F) | — |
| Устойчивость к тепловому удару | Без растрескивания, 700°C → окружающая среда → 700°C (3 цикла) | Тест производителя |
| Линейная усадка в процессе эксплуатации | <1,5% при 850°C | ISO 10635 |
| Цвет | От белого до светло-белого | Визуальный |
| Стандартные показатели пор | 10, 20, 30, 40, 50, 60 ppi | Метод подсчета клеток |
Доступные размеры
| Стандартный размер (мм) | Стандартный размер (дюймы) | Доступные рейтинги PPI | Типовое применение |
|---|---|---|---|
| 100 × 100 × 22 | 4″ × 4″ × 7/8″ | 20, 30, 40, 50 | Малое литье, лаборатория |
| 150 × 150 × 22 | 6″ × 6″ × 7/8″ | 20, 30, 40, 50 | Среднее литье |
| 178 × 178 × 22 | 7″ × 7″ × 7/8″ | 20, 30, 40, 50 | Среднее литье |
| 200 × 200 × 50 | 7.87″ × 7.87″ × 2″ | 10, 20, 30 | Крупное литье, заготовки |
| 229 × 229 × 50 | 9″ × 9″ × 2″ | 10, 20, 30 | Крупное литье |
| 300 × 300 × 50 | 11.8″ × 11.8″ × 2″ | 10, 20, 30 | Большой формат, литье слябов |
| 381 × 381 × 50 | 15″ × 15″ × 2″ | 10, 20 | Очень большой формат |
| 432 × 432 × 50 | 17″ × 17″ × 2″ | 10, 20 | Очень большой формат |
| Нестандартные размеры | За заказ | Согласно спецификации | Специфическое оборудование |
Примечание: Круглые фильтровальные пластины и нестандартные геометрические формы поставляются по запросу. Толщина может варьироваться от 22 мм до 75 мм в зависимости от требований применения.
Данные о тепловых свойствах
| Недвижимость | Значение | Условия |
|---|---|---|
| Теплопроводность | 0,8-1,2 Вт/м-К | При 700°C |
| Удельная теплоемкость | 0,9-1,0 Дж/г-К | При 700°C |
| Линейное тепловое расширение (CTE) | 8.0-8.5 × 10-⁶/°C | 20-1000°C |
| Устойчивость к тепловому удару (ΔT) | ≥400°C без растрескивания | Однократное испытание на удар |
| Скорость предварительного нагрева (рекомендуется) | ≤200°C/час при температуре ниже 400°C | Для предотвращения теплового удара |
Градации размера пор (PPI), эффективность фильтрации и удаление включений
Понимание рейтинга PPI
Показатель пор на дюйм (PPI) фильтра из вспененной керамики характеризует количество открытых ячеек, подсчитанных на расстоянии одного дюйма (25,4 мм) по всей поверхности фильтра. Более высокий показатель PPI означает большее количество ячеек на единицу длины, что означает меньшие отверстия в отдельных ячейках и более тонкую фильтрацию.
Связь между рейтингом PPI и эффективностью фильтрации не просто “выше PPI = лучше фильтрация”. Фактическая эффективность фильтрации зависит от:
- Распределение размеров клеток в номинальном PPI.
- Извилистость пути потока через фильтр.
- Скорость потока металла.
- Специфические типы включений и распределение их по размерам в расплаве.
- Объем фильтрации металла по отношению к производительности фильтра.
На практике фильтры с более высоким PPI улавливают более мелкие включения, но создают большее сопротивление потоку (потери напора), что замедляет течение металла и может привести к преждевременному засорению фильтра при высокой нагрузке включениями. Выбор правильного номинала PPI требует баланса между требуемым уровнем чистоты и практическими требованиями к потоку металла в литейной системе.
Рейтинг PPI в сравнении с эффективностью фильтрации
| Рейтинг PPI | Приблизительный размер ячейки | Эффективный размер захвата включения | Сопротивление течению металла | Типовое применение |
|---|---|---|---|---|
| 10 ppi | 2,5 мм | Эффективно >100 микрон | Очень низкий | Предварительный фильтр, очень крупные включения |
| 20 ppi | 1,3 мм | Эффективно >50 микрон | Низкий | Общее литье, стандартная чистота |
| 30 точек на дюйм | 0,85 мм | >20 микрон эффективно | Умеренный | Хорошая чистота, литье из заготовок |
| 40 ppi | 0,63 мм | >10 микрон эффективно | Умеренно-высокий | Высокочистая аэрокосмическая заготовка |
| 50 ppi | 0,50 мм | >5 микрон эффективно | Высокий | Очень высокие требования к чистоте |
| 60 ppi | 0,42 мм | Эффективно >3 микрон | Очень высокий | Сверхчистые приложения |
Примечание: “Эффективный размер улавливания” означает размер включений, при котором эффективность удаления превышает приблизительно 80% при типичных условиях литьевого потока. Более мелкие включения улавливаются с меньшей эффективностью из-за уменьшения инерционного уплотнения.

Эффективность удаления включений в зависимости от степени фильтрации
Приведенные ниже данные основаны на анализе образцов алюминия, взятых до и после фильтрации с помощью бесфосфатных фильтров из вспененной алюмооксидной керамики, проведенном на предприятиях компании AdTech, на основе метода PoDFA (Porous Disk Filtration Apparatus).
| Тип включения | 20 ppi Удаление | 30 ppi Удаление | 40 ppi Удаление | 50 ppi Удаление |
|---|---|---|---|---|
| Большие алюминиевые пленки (>50 мкм) | 90-95% | 95-99% | >99% | >99% |
| Включения глинозема средней величины (20-50 мкм) | 75-85% | 85-95% | 90-97% | 95-99% |
| Мелкие включения глинозема (5-20 мкм) | 50-70% | 65-80% | 75-90% | 85-95% |
| Частицы шпинели (MgAl₂O₄) | 70-85% | 80-92% | 88-96% | 93-98% |
| Агломераты TiB₂ (>30 мкм) | 80-92% | 90-97% | >95% | >98% |
| Тугоплавкие частицы (>100 мкм) | >99% | >99% | >99% | >99% |
| Хлоридные включения | 60-75% | 70-85% | 78-90% | 85-93% |
Рекомендации по двухступенчатой фильтрации
Для критически важных применений, требующих максимального удаления включений, используется двухступенчатая фильтрация с последовательным использованием двух фильтров из вспененной керамики - обычно более грубого класса, расположенного выше по потоку (20-30 ppi) для улавливания крупных включений и защиты фильтра ниже по потоку, а затем более тонкого класса (40-50 ppi) для удаления мелких включений. Такая схема продлевает срок службы фильтра тонкой очистки (который в противном случае быстро засорится при воздействии высокой нагрузки в виде крупных включений) и обеспечивает более высокую общую эффективность очистки по сравнению с одним из фильтров.
Компания AdTech разрабатывает комплексные двухступенчатые системы фильтрации для литья алюминиевых заготовок и листовых слитков, включающие бесфосфатные фильтры на обеих ступенях.

Области применения, где требуются бесфосфатные фильтры
Алюминий марки Electrical Conductor Grade (EC Grade, сплав 1350)
Алюминий марки EC является основным проводниковым материалом в воздушных линиях электропередачи, обмотках трансформаторов и распределительных электрических кабелях. Спецификация его электропроводности - минимум 61.0% IACS (Международный стандарт отожженной меди) - требует чрезвычайно жесткого контроля всех примесей, снижающих электропроводность. Фосфор является одной из самых вредных для электропроводности примесей в алюминии в расчете на единицу концентрации.
Производство алюминиевой катанки для волочения проволоки (катанка непрерывного литья, или CCR) включает в себя высокопроизводительные операции литья, при которых большие объемы металла фильтруются через фильтры из керамической пены в течение длительных кампаний. Даже при низких уровнях поглощения фосфора отдельными фильтрами, характерных для фильтров на фосфатной связке, суммарное поступление фосфора в расплав в течение длительной разливочной кампании может приближаться к значениям, угрожающим соответствию спецификациям ЕС-класса.
Бесфосфатные фильтры полностью устраняют этот источник фосфора, обеспечивая еще одну переменную, которой нужно управлять в и без того жестко контролируемом процессе.
Алюминиевые сплавы для аэрокосмической промышленности
Алюминиевые заготовки аэрокосмического класса, предназначенные для критических конструкционных применений - обшивки фюзеляжа, лонжеронов крыла, компонентов шасси - производятся в соответствии с самыми строгими требованиями к чистоте в алюминиевой промышленности. Соответствующие спецификации включают технологическую спецификацию Airbus ABS2728, спецификацию материалов Boeing BMS7-240, а также общие требования систем качества, одобренных NADCAP.
При литье аэрокосмических заготовок каждая химическая примесь в указанном металле должна быть прослеживаемой и контролируемой. Загрязнение фосфором в результате фильтрации не входит в перечень примесей в этих спецификациях для стандартных сплавов, что означает, что фосфор, полученный в результате фильтрации, существует вне контролируемой системы качества - неприемлемая ситуация для управления качеством в аэрокосмической отрасли. Бесфосфатные фильтры устраняют этот неконтролируемый источник загрязнения.
Производство алюминия высокой чистоты (марки от 3N до 5N)
Алюминий высокой чистоты (99,9% и выше) используется в компонентах оборудования для производства полупроводников, оптических приборах, мишенях для осаждения тонких пленок и в специальных химических производствах. В спецификациях на чистоту этих материалов обычно указываются максимальные уровни для десятков отдельных элементов, часто в диапазоне низких однозначных частей на миллион. Спецификация фосфора для алюминия марки 4N (99,99%) обычно не превышает 5 ppm общего фосфора.
Фильтрация с помощью стандартных фосфат-связанных фильтров при типичных уровнях поглощения фосфора 1-3 ppm потребует значительной доли этого бюджета примесей. Бесфосфатные фильтры с уровнем поглощения фосфора ниже предела обнаружения стандартных аналитических методов (<0,1 ppm в большинстве случаев) являются обязательными для фильтрации при производстве алюминия высокой чистоты.
Автомобильное литье алюминиевых сплавов
Хотя стандартные сплавы для автомобильного литья не так чувствительны к фосфору, как аэрокосмические марки, в автомобильной промышленности премиум-класса - корпусах аккумуляторов для электромобилей, конструкционных отливках для кузовов автомобилей, компонентах тормозной системы - предъявляются все более жесткие требования к контролю содержания примесей. По мере увеличения содержания алюминия в автомобилях и ужесточения требований к качеству конструкционного алюминия бесфосфатная фильтрация становится частью квалификационных требований поставщиков алюминия для автомобильной промышленности премиум-класса.
Области применения, в которых требуются нефосфатные фильтры Резюме
| Приложение | Сплав / марка | Типовая спецификация P | Причина отказа от фосфатов |
|---|---|---|---|
| Стержень класса ЕС | 1350, 1370 | <30 ppm общего количества P | Защита проводимости |
| Аэрокосмическая заготовка | Серии 2xxx, 6xxx, 7xxx | Контролируемые, отслеживаемые | Прослеживаемость системы качества |
| Высокочистый Al (4N) | 99.99% Al | <5 ppm общего количества P | Бюджет чистоты |
| Сверхвысокая чистота (5N) | 99.999% Al | <1 ppm общего количества P | Бюджет чистоты |
| Медицинское оборудование Эл | Разное | Аудит биосовместимости | Соблюдение нормативных требований |
| Упаковочная фольга для контакта с пищевыми продуктами | 1xxx, 8xxx | Нормативные ограничения | Безопасность пищевых продуктов |
| Корпуса для батарей EV премиум-класса | Серия 6xxx | Спецификация затяжки | Структурная целостность |
| Конденсаторная фольга | Высокая чистота 1xxx | <5 ppm P | Электрические характеристики |
Бесфосфатные фильтры по сравнению со стандартными фильтрами из керамической пены с фосфатной связкой
Это сравнение является основной точкой принятия решения для покупателей, оценивающих, насколько оправдана цена бесфосфатных продуктов для их конкретного применения.
Сравнение производительности
| Недвижимость | Стандартное фосфатное покрытие | Без фосфатов (AdTech) | Преимущество |
|---|---|---|---|
| Содержание Al₂O₃ | 95-99% | ≥99.0% | Без фосфатов |
| Содержание фосфора в фильтре | 0,5-2,0% | <0,005% | Без фосфатов |
| Пикап в расплаве алюминия | 1,0-3,0 промилле | <0,1 ppm | Без фосфатов |
| Прочность на сжатие | 0,6-1,0 МПа | 0,8-1,2 МПа | Аналогичные или бесфосфатные |
| Устойчивость к тепловому удару | Хорошо | Хорошо | Похожие |
| Точность размеров | Хорошо | Хорошо | Похожие |
| Наличие (стандартные размеры) | Широкий | Широкий (диапазон AdTech) | Стандарт имеет небольшой край |
| Стоимость одного фильтра | Базовая ссылка | 15-35% премиум | Стандарт |
| Срок службы (за кампанию) | Одноразовое использование | Одноразовое использование | Похожие |
| Эффективность фильтрации | Хорошо | От хорошего до отличного | Аналогично бесфосфатным |
| Подходит для ЕС-класса Al | Маргинал | Да | Без фосфатов |
| Подходит для алюминия чистотой 4N | Нет | Да | Без фосфатов |
| Подходит для аэрокосмической промышленности | Маргинал | Да | Без фосфатов |
Когда приемлемы стандартные фильтры с фосфатной связью
Стандартные фильтры из вспененной керамики на фосфатной связке по-прежнему подходят для:
- Применение в товарном литье, где фосфор не является обязательной примесью.
- Переплавка вторичного алюминия с широкими требованиями к содержанию примесей.
- Применение при производстве литейных сплавов для некритичного литья под давлением.
- Мелкосерийное литье прототипов, где не требуется отслеживания металла.
- Применение в тех случаях, когда объем металла слишком мал, чтобы можно было измерить содержание фосфора.
Единая рекомендация бесфосфатных фильтров без оговорок вводит в заблуждение. Разница в производительности оправдана только в тех случаях, когда загрязнение фосфором вызывает реальную озабоченность качеством.
Когда цена на бесфосфатный продукт окончательно оправдана
Стоимость бесфосфатных фильтров является безусловно оправданной, если:
- Спецификация сплава включает максимальный уровень фосфора в пределах 5× ожидаемой фильтрующей загрузки.
- В качестве критерия соответствия для последующего применения используется измерение электропроводности.
- Система качества требует отслеживаемого контроля примесей для всех производственных материалов.
- Спецификация заказчика требует декларирования всех преднамеренных и случайных химических добавок к металлу.
В таких ситуациях стоимость одного отказа от продукции или жалобы клиента намного превышает накопленную стоимость бесфосфатных фильтров за любой реалистичный период производства. Клиенты AdTech проводили явные расчеты этого компромисса и неизменно приходили к одному и тому же выводу.
Конструкция, установка и процедуры эксплуатации фильтровальной коробки
Требования к фильтровальной коробке для фильтров из керамической пены
Фильтровальная коробка - это огнеупорный корпус, в котором находится фильтр из вспененной керамики в металлическом потоке. Правильная конструкция фильтровальной коробки так же важна, как и выбор фильтра, для достижения стабильной эффективности фильтрации.
Основные требования к конструкции фильтровальной коробки:
Уплотнение: Фильтр должен быть герметичным по периметру, чтобы предотвратить обход металла - поток нефильтрованного металла вокруг фильтра, а не через него. Обход металла является распространенной причиной низкой эффективности фильтрации и не всегда очевиден при обычном производственном контроле. Уплотнение достигается за счет сочетания плотного прилегания фильтрующей пластины к углублению фильтровальной коробки и сжимаемого прокладочного материала из керамического волокна (обычно это канат или бумага из керамического волокна), который заполняет любой зазор между краем фильтра и углублением коробки.
Поддержка: Фильтр должен иметь опору на нижней стороне, чтобы предотвратить разрушение под действием гидростатического давления металла, стоящего выше по течению. Большинство фильтровальных коробок оснащены углубленным выступом или опорной решеткой со стороны нижнего течения. Опора должна обеспечивать прохождение металла, предотвращая разрушение фильтра под статическим и динамическим напором металла.
Предварительный нагрев: Коробка фильтра должна быть предварительно нагрета перед контактом с металлом для предотвращения теплового удара по фильтру и преждевременного затвердевания металла, соприкасающегося с холодным огнеупором. Минимальная температура предварительного нагрева обычно составляет 700°C (1292°F) для самого фильтра, что достигается путем предварительного нагрева собранной коробки фильтра (с установленным фильтром) с помощью газовых горелок в течение 30-60 минут перед началом литья.
Совместимость материалов: Все огнеупорные материалы в фильтровальной коробке, контактирующие с расплавленным алюминием, должны быть совместимы - никаких огнеупоров с высоким содержанием кремнезема, которые могут вступить в реакцию с магнием, никаких железосодержащих материалов, которые могут раствориться в расплаве алюминия.
Стандартная процедура установки
Шаг 1: Проверка фильтрующей коробки: Осмотрите углубление коробки фильтра на предмет повреждений, старого материала прокладки и накипи от предыдущих кампаний. Тщательно очистите. Убедитесь, что опорный выступ или решетка не повреждены.
Шаг 2: Установка прокладки: Поместите прокладочный материал из керамического волокна (веревку или бумагу) в углубление коробки фильтра по периметру. Прокладка должна быть сжата примерно на 20-30%, когда фильтр установлен на место, чтобы обеспечить непрерывное герметичное уплотнение.
Шаг 3: Размещение фильтра: Опустите фильтр из вспененной керамики в углубление коробки, соблюдая правильную ориентацию. Для бесфосфатных фильтров с идентичными верхней и нижней поверхностями ориентация не имеет значения. Для фильтров с обозначенным направлением потока (некоторые конструкции имеют более плотную поверхность со стороны восходящего потока) проверьте правильность ориентации перед установкой.
Шаг 4: предварительный нагрев: Предварительно нагрейте собранную коробку фильтра и фильтр вместе. Подавайте тепло постепенно - не подвергайте холодный фильтр прямому воздействию пламени или быстрому высокотемпературному нагреву, так как тепловой удар может расколоть фильтр еще до первого контакта с металлом. Добейтесь равномерной температуры 700-750°C по всему фильтру.
Шаг 5: Грунтовка и начало литья: Дайте первому металлу заполнить фильтровальную коробку и пройти через фильтр естественным путем. Не используйте механическую силу или повышенное давление напора для проталкивания металла через неочищенный фильтр - это может привести к разрушению фильтра. Поддерживайте постоянный напор металла над фильтром в течение всей кампании разливки.
Шаг 6: Мониторинг кампании: Контролируйте температуру металла, скорость потока и напор металла над фильтром в течение всей кампании. Снижение скорости потока при постоянном напоре указывает на увеличение сопротивления фильтра из-за загрузки включениями - это нормально и ожидаемо. Замените фильтр, если скорость потока падает ниже минимальной, необходимой для системы литья.
Шаг 7: Конец кампании и удаление фильтра: В конце кампании литья дайте металлу стечь из коробки фильтра, если это возможно. Извлеките отработанный фильтр (он будет содержать затвердевший алюминий в своей структуре и будет значительно тяжелее нового фильтра). Утилизируйте отработанные фильтры в соответствии с местными правилами.
Критические рабочие параметры
| Параметр | Рекомендуемый диапазон | Последствия отклонения |
|---|---|---|
| Температура металла на фильтре | 700-760°C | Ниже диапазона: риск замерзания; выше диапазона: повышенное образование газа и оксидов |
| Металлическая головка над фильтром | 50-200 мм | Слишком низкий уровень: неполная заливка; слишком высокий уровень: риск разрушения фильтра |
| Температура предварительного нагрева | 650-750°C | Ниже диапазона: тепловой удар и растрескивание |
| Скорость предварительного нагрева | ≤200°C/час ниже 400°C | Более быстрые темпы риска термоударного растрескивания |
| Максимальный объем металла на один фильтр | Спецификация поставщика (по размерам/PPI) | Превышено: риск прорыва |
| Скорость потока через фильтр | 0,01-0,05 м/с | Слишком высокий уровень: повторное вовлечение; слишком низкий уровень: риск сближения |
Критерии проверки качества и квалификации поставщиков
Что нужно проверить при покупке бесфосфатных фильтров
На рынке бесфосфатных фильтров из вспененной керамики представлены продукты самого разного качества и с самым разным содержанием фосфора. Утверждение “не содержит фосфатов” на этикетке продукта или в техническом паспорте требует химической проверки - оно должно быть подкреплено количественными аналитическими данными, а не просто описанием рецептуры.
Обязательные этапы проверки:
Анализ содержания фосфора: Запросите протоколы испытаний ICP-OES (оптико-эмиссионная спектрометрия с индуктивно связанной плазмой) с указанием измеренного содержания фосфора в материале фильтра. Подтвержденные бесфосфатные фильтры должны показывать содержание фосфора менее 0,005% (50 ppm) в самом материале фильтра. Фильтры с содержанием фосфора более 0,01% (100 ppm) сохраняют значимое содержание фосфатного связующего, независимо от того, как они представлены на рынке.
Общий химический состав: Запросите рентгенофлуоресцентный анализ (XRF), показывающий чистоту Al₂O₃ и всех значительных примесных элементов. Содержание Al₂O₃ должно быть ≥99,0% для продукта, продаваемого как глиноземный керамический пенопластовый фильтр. Значительное содержание SiO₂ свыше 0,5% указывает на связующие системы на основе кремнезема, которые могут привносить кремний в сплавы, чувствительные к кремнию.
Сертификация механической прочности: Запросите данные испытаний на прочность при сжатии по ASTM C133 или эквивалентные. Достаточная прочность на сжатие (≥0,8 МПа для 30 ppi) подтверждает, что бесфосфатная связующая система достигла достаточного спекания. Низкая прочность может указывать на недостаточный обжиг или неадекватную систему связующего.
Проверка размеров: Измерьте размеры фильтра при получении. Допуски на толщину, ширину и длину должны быть в пределах ±1 мм от спецификации. Неоднородная толщина указывает на проблемы с прессованием или спеканием, которые нарушают герметичность в коробке фильтра.
Испытание на тепловой удар: Испытание в полевых условиях - предварительный нагрев образца фильтра до 700°C и закалка в воде при комнатной температуре, затем осмотр на предмет растрескивания - позволяет быстро оценить устойчивость к тепловому удару. Бесфосфатные фильтры с достаточной прочностью на сжатие должны выдерживать это испытание без видимых трещин.
Контрольный список квалификации поставщиков
| Пункт квалификации | Стандартное требование | Важнейшее требование к приложению |
|---|---|---|
| Сертификация ISO 9001 | Требуется | Требуется |
| Анализ фосфора методом ICP-OES (на партию) | Требуется | Требуется |
| Сертификат состава XRF (на партию) | Требуется | Требуется |
| Сертификат прочности на сжатие (на партию) | Требуется | Требуется |
| Протокол контроля размеров | Требуется | Требуется |
| Сторонняя лабораторная проверка | Рекомендуем | Требуется |
| Прослеживаемость до партии сырья | Рекомендуем | Требуется |
| Декларация соответствия REACH | Рынки ЕС | Рынки ЕС |
| Квалификационные испытания по требованиям заказчика | Рекомендуем | Требуется |
| Исторические данные о производительности доставки | Рекомендуем | Требуется |
| Возможность технической поддержки | Рекомендуем | Требуется |
Контекст рынка и использование в промышленности в 2026 году
Текущая позиция на рынке
Сайт мировой рынок пенокерамических фильтров для литья алюминия США в год, при этом фильтры из вспененной глиноземистой керамики представляют собой доминирующий сегмент продукции. На долю бесфосфатных фильтров в настоящее время приходится примерно 15-25% от общего объема потребления вспененных алюмокерамических фильтров в стоимостном выражении, причем их применение сосредоточено в сегментах с высокой стоимостью (электропроводники, аэрокосмическая промышленность и алюминий высокой чистоты).
Проникновение на рынок бесфосфатных фильтров растет примерно на 8-12% в год, что значительно быстрее, чем рост общего рынка пенокерамических фильтров на 4-6%, что обусловлено:
- Повышение требований к техническим характеристикам поставщиков алюминиевого литья со стороны производителей комплектующих для автомобилей.
- Рост производства стержней класса EC для инфраструктуры зарядки электромобилей.
- Рост спроса на алюминий для аэрокосмической промышленности, обусловленный количеством заказов на самолеты.
- Ужесточение правил контакта с пищевыми продуктами на рынках ЕС и Азии оказывает влияние на алюминиевую упаковку.
- Общая тенденция управления качеством в сторону контролируемых, документированных исходных материалов.
Регулирующие факторы и стандарты
Ряд нормативных актов и стандартов ускоряет внедрение бесфосфатных фильтров:
План действий ЕС по циркулярной экономике: Все более пристальное внимание регулирующих органов к соединениям фосфора в промышленных процессах, особенно к тем, которые попадают в отходы или на поверхность продукции, повышает осведомленность об использовании фосфатных связующих в переработке алюминия.
Требования к качеству продукции автомобильной промышленности: Системы менеджмента качества IATF 16949 и специальные требования заказчика (CSR) крупных производителей комплектующих для автомобилей заставляют поставщиков алюминиевого литья осуществлять документированный контроль всех химических веществ, входящих в процесс литья, включая фильтрующие материалы.
Требования к цепочке поставок электромобилей: Поставщики корпусов и конструкционных компонентов для батарей EV сталкиваются с требованиями к качеству, предъявляемыми производителями батарей, которые отслеживают все входящие материалы. Бесфосфатная фильтрация органично вписывается в эту систему документации цепочки поставок.
Направление развития продуктов AdTech
В компании AdTech программа разработки бесфосфатных фильтров ориентирована на три направления в 2026 году:
Продление срока службы кампании: Разработка марок фильтров с более высокой способностью задерживать включения, что позволяет увеличить количество отливок или объем металла, который можно обработать до замены фильтра, снижая стоимость фильтрации в расчете на одну отливку.
Более тонкие степени фильтрации: Расширение ассортимента бесфосфатных материалов до 60 ppi и выше, удовлетворяя растущий спрос производителей алюминия высокой чистоты, которым требуется более тонкая фильтрация, чем обеспечивают существующие стандартные марки.
Оптимизация под конкретное приложение: Разработка рецептур фильтров, оптимизированных для конкретных семейств сплавов - особенно для магнийсодержащих сплавов, где фильтрующий материал должен противостоять прилипанию включений MgO и шпинели к поверхности стоек фильтра для сохранения эффективности фильтрации в течение длительных кампаний.
Часто задаваемые вопросы о бесфосфатных фильтрах из вспененного глинозема
1: Зачем керамическому пенному фильтру связующее вещество, и что плохого в использовании фосфата?
Пенокерамические фильтры изготавливаются путем покрытия пенополиуретанового шаблона керамической суспензией и последующего обжига пенокерамики при высокой температуре для выгорания полимера и спекания керамического покрытия в самонесущую структуру. Без связующего отдельные частицы глинозема в керамическом покрытии не будут достаточно хорошо скреплены во время спекания, и обожженный фильтр будет слишком слабым, чтобы выдержать обращение и работу в расплавленном металле. Фосфат алюминия (AlPO₄) стал доминирующим связующим, поскольку он эффективно спекается в производственном диапазоне температур и обеспечивает хорошую механическую прочность. Проблема заключается в том, что остаточные фосфатные соединения остаются в готовом фильтре и вступают в реакцию с расплавленным алюминием во время фильтрации, перенося фосфор в расплав. Для стандартных алюминиевых сплавов такой уровень загрязнения вполне допустим. Для высокочистых сплавов, сплавов EC и аэрокосмических сплавов даже небольшое содержание фосфора в результате фильтрации превышает допустимые нормы качества.
2: Как проверить, что фильтр действительно не содержит фосфатов, а не просто обозначен как таковой?
Единственным надежным методом проверки является химический анализ фильтрующего материала. Запросите отчет об анализе ICP-OES (оптико-эмиссионная спектрометрия с индуктивно связанной плазмой) на содержание фосфора из каждой производственной партии. Подлинно бесфосфатный фильтр покажет содержание фосфора в керамическом материале менее 0,005% (50 ppm). Фильтры с остаточным содержанием фосфатного связующего обычно показывают содержание фосфора 0,3-1,5% в зависимости от загрузки связующего. Измерение фосфора на уровне 50 ppm находится в пределах обычных возможностей ICP-OES и не требует проведения специальных испытаний. Компания AdTech предоставляет сертификаты ICP-анализа с каждой партией фильтров в качестве стандартной документации, а не по специальному запросу.
3: Можно ли использовать бесфосфатные фильтры в качестве прямой замены стандартных фильтров на фосфатной связке?
В большинстве случаев да - бесфосфатные фильтры из вспененной алюмокерамики изготавливаются по тем же стандартам размеров и PPI, что и стандартные фильтры на фосфатной связке, и устанавливаются и работают в тех же фильтровальных коробках с использованием тех же процедур. Характеристики металлического потока (зависимость потери напора от расхода) бесфосфатных фильтров сопоставимы со стандартными фильтрами с эквивалентными показателями PPI и размерами. Основное отличие в эксплуатации заключается в том, что бесфосфатные фильтры могут потребовать несколько иных протоколов предварительного нагрева, если альтернативная система связующего влияет на характеристики теплового расширения фильтра. Обратитесь к техническим данным конкретного поставщика, чтобы узнать о любых изменениях в протоколе предварительного нагрева. По опыту компании AdTech, клиенты, переходящие с фосфатных фильтров на наши бесфосфатные фильтры, в большинстве случаев могут использовать существующие фильтровальные коробки, оборудование для предварительного нагрева и рабочие процедуры без изменений.
4: Какова ожидаемая концентрация фосфора в бесфосфатном фильтре при использовании в производстве?
По результатам наших собственных производственных измерений на предприятиях клиентов AdTech и опубликованных металлургических исследований, улавливание фосфора из бесфосфатных пенокерамических фильтров ниже предела обнаружения при стандартном анализе расплава алюминия методом ICP-OES - обычно менее 0,05 ppm в отфильтрованном металле. Это сравнимо с 1,0-3,0 ppm фосфора в стандартных фильтрах на фосфатной связке при эквивалентных условиях. В практических целях бесфосфатные фильтры не вносят измеримого фосфора в алюминиевый расплав, поэтому они используются в областях с жесткими требованиями к контролю фосфора.
5: Имеют ли бесфосфатные фильтры меньшую механическую прочность, чем фильтры с фосфатными связями?
Это распространенная проблема, которую не подтверждают наши технические данные. При правильной формулировке альтернативной связующей системы и надлежащей оптимизации процесса спекания бесфосфатные фильтры достигают значений прочности на сжатие, которые соответствуют или превосходят аналогичные показатели продуктов на фосфатной связке. Наши бесфосфатные фильтры AdTech имеют характеристики прочности на сжатие ≥0,8 МПа для марок 30 ppi и ≥1,0 МПа для марок 20 ppi, что соответствует отраслевым стандартам для продуктов на фосфатной связке. Более низкокачественные бесфосфатные продукты, особенно те, которые не были оптимизированы для конкретной системы связующего, могут демонстрировать более низкую прочность, что является одной из причин, по которой мы уделяем особое внимание проверке прочности третьей стороной при отборе новых поставщиков.
6: Являются ли бесфосфатные фильтры более дорогими, и как обосновать разницу в стоимости?
Пенокерамические фильтры без фосфатов обычно стоят на 15-35% дороже, чем эквивалентные продукты с фосфатным связующим, в зависимости от размера фильтра, рейтинга PPI и объема заказа. Разница в стоимости отражает более высокую стоимость коллоидного раствора глинозема или других альтернативных связующих систем по сравнению с фосфатом алюминия, а также более жесткий контроль производственного процесса, необходимый для достижения достаточной прочности без фосфатного связующего. Оправданность надбавки очевидна в тех случаях, когда имеются четкие спецификации по фосфору: одна партия отливок, забракованная из-за несоответствия фосфору, обычно стоит больше, чем вся стоимость фильтра для данной партии продукции. Для производства стержней EC-класса улучшение проводимости за счет устранения фильтрации, вызванной отбором фосфора, имеет ощутимую экономическую ценность на рынках с премиальной проводимостью. Для поставщиков аэрокосмической промышленности стоимость отчета о несоответствии или аудита качества поставщика, вызванного случаем загрязнения, намного превышает любую разницу в стоимости фильтра.
7: Какие сплавы наиболее чувствительны к загрязнению фосфором из пенокерамических фильтров?
Сплавы, наиболее чувствительные к загрязнению фосфором в результате фильтрации, делятся на три категории. Во-первых, электропроводящие сплавы (1350, 1370), где фосфор снижает электропроводность, а допустимый общий бюджет примесей очень ограничен. Во-вторых, алюминий высокой чистоты (марки 4N, 5N), где общий бюджет фосфора по всем источникам может составлять всего 1-5 ppm. В-третьих, алюминиево-кремниевые сплавы, в которых фосфор изменяет морфологию кремния - либо намеренно в гиперэвтектических сплавах (где контролируемое добавление фосфора используется для рафинирования кремния), либо непреднамеренно в гипоэвтектических и эвтектических сплавах, где фосфор создает неконтролируемый и нежелательный металлургический эффект. Для стандартных сплавов 3xxx, 6xxx и большинства сплавов 7xxx, применяемых в товарной промышленности, обычно подходят стандартные фильтры на фосфатной связке.
8: Можно ли использовать бесфосфатные керамические пенные фильтры со всеми распространенными алюминиевыми сплавами, включая сплавы с высоким содержанием магния?
Да, бесфосфатные алюмокерамические фильтры химически совместимы со всеми стандартными алюминиевыми сплавами, включая высокомагниевые сплавы (серия 5xxx с Mg до 5%). Материал фильтра (Al₂O₃ с чистотой ≥99%) не вступает в неблагоприятную реакцию с магнием при типичных температурах литья алюминия. Однако высокомагниевые сплавы образуют включения MgO и шпинели (MgAl₂O₄) быстрее, чем низкомагниевые сплавы, что может увеличить нагрузку включений на фильтр и сократить эффективный срок службы кампании. Для сплавов с высоким содержанием магния мы рекомендуем использовать более грубую степень PPI, чем для сопоставимого сплава с низким содержанием магния - например, 30 ppi вместо 40 ppi - для предотвращения преждевременного блокирования фильтра из-за более высокой нагрузки включений. Обратитесь в компанию AdTech для получения рекомендаций по выбору фильтра для конкретного сплава.
9: Как следует хранить бесфосфатные керамические поролоновые фильтры перед использованием?
Бесфосфатные фильтры из вспененного глинозема должны храниться в сухих условиях, защищенных от влаги и физического воздействия. Храните в оригинальной упаковке на плоских стеллажах или поддонах. Не складывайте коробки с фильтрами более чем в четыре штабеля без промежуточной жесткой опоры, так как вес верхних коробок может привести к растрескиванию нижних фильтров. Хранить вдали от источников воды - хотя сама керамика не подвержена воздействию воды, влага, впитавшаяся в структуру фильтра, должна быть полностью высушена во время предварительного нагрева перед контактом с металлом, чтобы предотвратить образование пара в порах фильтра, который может разрушить фильтр. Храните при температуре окружающей среды (5-40°C); сильный холод не повреждает фильтры, но может сделать защитную упаковку хрупкой и увеличить риск повреждения при обращении. Срок годности при надлежащих условиях хранения неограничен - керамический материал не разрушается со временем.
10: Какие документы, подтверждающие качество, я должен получить вместе с партией бесфосфатных керамических поролоновых фильтров?
Полный пакет документов о качестве бесфосфатных фильтров из вспененной алюмооксидной керамики должен включать: сертификат соответствия, подтверждающий соответствие продукта спецификации заказа; отчет об анализе ICP-OES, показывающий содержание фосфора (а в идеале - полный набор микроэлементов) для производственной партии; анализ состава XRF, показывающий чистоту Al₂O₃; отчет об испытании на прочность при сжатии согласно ASTM C133 или эквивалентному стандарту; записи о проверке размеров, подтверждающие соответствие размеров фильтра допустимым; декларация соответствия REACH (для закупок в ЕС); текущий паспорт безопасности (SDS); номер партии и записи об отслеживании, связывающие поставку с производственными записями. Для аэрокосмической промышленности или других высокорегулируемых областей применения дополнительно запросите сертификаты на сырье для глинозема и связующих компонентов, отчеты об обжиге, подтверждающие температурный профиль спекания, и любые отчеты о проверке сторонних лабораторий. AdTech автоматически предоставляет всю стандартную документацию при каждой коммерческой поставке и по запросу может предоставить расширенный пакет документации для регулируемых областей применения.
Реферат: Принятие правильного решения о спецификации фильтра
Решение о выборе бесфосфатных фильтров из вспененной глиноземистой керамики - это не вопрос предпочтений или лояльности поставщика, а технически обоснованное решение о качестве, которое должно приниматься с учетом чувствительности к фосфору литейного сплава и требований последующего применения.
Для алюминия марки EC, алюминия высокой чистоты, аэрокосмических заготовок и любых других областей применения с определенным максимальным содержанием фосфора бесфосфатные фильтры являются правильной спецификацией. Выгода в стоимости реальна и скромна, а выгода в качестве - полное устранение контролируемого источника фосфорного загрязнения из процесса литья - существенна, измерима и постоянна.
Для товарного алюминиевого литья с широкими спецификациями примесей и без последующих требований к электрическим или сверхчистым характеристикам следует использовать стандартные фильтры на фосфатной связке, обеспечивающие адекватную производительность при более низкой стоимости.
Компания AdTech производит бесфосфатные фильтры из вспененной алюмооксидной керамики специально для того, чтобы наши клиенты, занимающиеся литьем алюминия, в частности, производством прутков EC-класса, алюминиевых заготовок для аэрокосмической промышленности и алюминия высокой чистоты, нуждались в таком уровне химического контроля в технологии фильтрации. Наши фильтры поддерживаются полной документацией по химическому составу партии, инженерной поддержкой по применению и прямой технической командой, готовой помочь в выборе PPI, пересмотре конструкции фильтровальной коробки и оптимизации работы.
Чтобы получить образцы бесфосфатных фильтров, технические характеристики или рекомендации по применению, свяжитесь с отделом технических продаж AdTech, сообщив спецификацию сплава, производительность литья и текущие данные системы фильтрации.



