Desgaseificação é a remoção deliberada de gases dissolvidos de um metal líquido ou líquido industrial, mais comumente a remoção de hidrogénio do alumínio fundido, e é essencial para evitar porosidade interna, melhorar as propriedades mecânicas e aumentar o rendimento e a consistência da fundição.
1. Definição clara e os princípios físicos por trás da desgaseificação
A desgaseificação refere-se à extração controlada de gases dissolvidos de um líquido. Na metalurgia, normalmente significa remover hidrogénio, azoto e oxigénio de metais fundidos para que as peças fundidas solidificadas não contenham defeitos relacionados com gases, tais como porosidade ou bolhas. O processo depende da transferência de massa entre a fase fundida e as fases introduzidas ou condições de pressão reduzida, para que a concentração de gás no líquido diminua até atingir os níveis desejados.
Física básica em termos simples: a solubilidade do gás em metais fundidos depende da temperatura e da composição. Quando bolhas ou vácuo são introduzidos, o gás dissolvido migra para a fase de baixa pressão e sai do líquido. Para o alumínio, o hidrogénio é a principal preocupação, pois se dissolve facilmente na fase líquida e forma porosidade de gás durante a solidificação.
2. Por que a desgaseificação é importante para a fundição de alumínio e outras fusões
O alumínio fundido frequentemente contém hidrogénio dissolvido devido à humidade nos materiais de carga, fundentes de fusão, sucata e atmosfera do forno. Quando um material fundido rico em hidrogénio solidifica, o hidrogénio retido forma poros que reduzem a resistência mecânica, comprometem o acabamento da superfície e aumentam as taxas de sucata. A remoção de gases dissolvidos antes da fundição reduz esses defeitos e melhora o rendimento. Em aços e ligas especiais, a desgaseificação a vácuo também remove nitrogénio e oxigénio para atender a especificações mecânicas e químicas rigorosas.
Principais impactos nos negócios:
-
Menores taxas de refugo e retrabalho.
-
Melhoria das propriedades de tração e fadiga das peças fundidas.
-
Melhor consistência entre as peças, permitindo tolerâncias mais rigorosas.
-
Tempo de usinagem reduzido devido à melhoria da integridade da superfície.
3. Quais gases são visados e porquê
| Gás | Porque é importante | Comportamento típico |
|---|---|---|
| Hidrogénio (H₂) | Principal fonte de porosidade na fundição de alumínio; solúvel em alumínio fundido e deixa o material fundido na solidificação, formando bolhas. | Dissolve-se em líquido, precipita-se como gás durante o arrefecimento; removido por gás de purga ou vácuo. |
| Azoto (N₂) | Pode tornar frágeis ou formar nitretos em alguns aços e ligas; menos problemático no alumínio puro, mas relevante em certas ligas. | Baixa solubilidade em alguns fundidos, mas significativa na siderurgia, onde se utiliza VD. |
| Oxigénio (O₂) | Causa inclusões de óxido e afeta a química; importante controlar para ligas reativas | Forma películas de óxido que podem flutuar até à superfície ou permanecer como inclusões. |
(Referências na coluna à direita: fontes especializadas que descrevem gases específicos em diferentes indústrias metalúrgicas.)
4. Causas comuns de gases dissolvidos em fusões de alumínio
-
Humidade nos materiais de carga e sucata
-
Materiais de fluxo hidratados e reagentes contaminados
-
Revestimentos refratários molhados, escória ou sais recolhidos durante a fusão
-
Reações químicas a alta temperatura que liberam espécies voláteis
-
Ar incorporado durante a transferência, vazamento e turbulência
É essencial compreender estas fontes, pois a remoção é mais eficaz quando a causa a montante também é reduzida. A desgaseificação trata os sintomas e previne a recorrência futura quando combinada com uma melhor higiene de fusão.

5. Principais tecnologias de desgaseificação e como funcionam
Abaixo está uma comparação prática que mostra os métodos comumente usados em fundições e fundições.
Tabela 1: Comparação resumida dos métodos de desgaseificação
| Método | Como remove o gás | Utilizações típicas | Vantagens | Limitações |
|---|---|---|---|---|
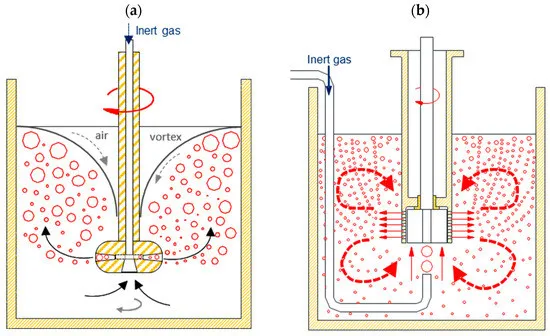
| Purga de gás inerte com rotor (desgaseificação rotativa) | Injeta gás inerte (árgon ou nitrogénio) através de um rotor giratório para criar bolhas finas e mistura turbulenta que transportam o gás dissolvido para cima. | Fundição geral de alumínio e fundição sob pressão | Rápido, eficaz para hidrogénio, fácil de automatizar | Desgaste do rotor, arrastamento de óxido induzido pelo rotor, custo do gás |
| Desgaseificação baseada em fluxo (fluxagem) | Os fluxos químicos reagem com o hidrogénio dissolvido e outras impurezas; o fluxo flutua até à superfície com os contaminantes. | Operações menores, tratamento corretivo | Baixo custo de capital, simples | Eliminação do fluxo, menos controlável, potencial contaminação |
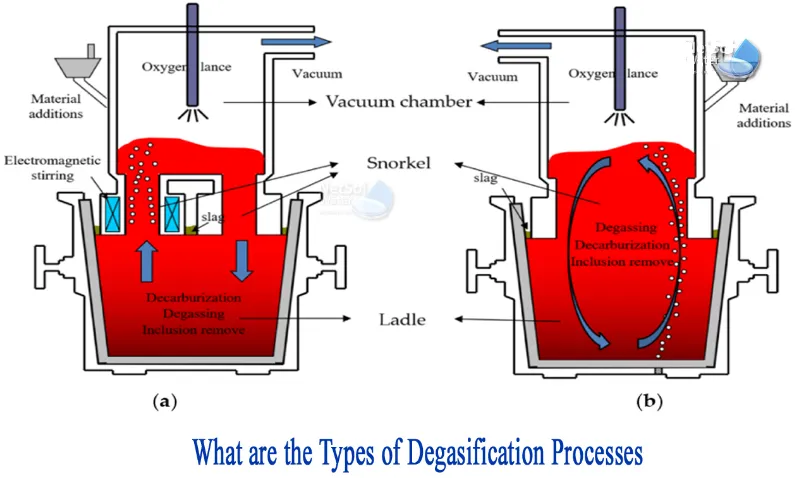
| Desgaseificação por vácuo | A redução da pressão acima do ponto de fusão faz com que o gás dissolvido se desenvolva e escape; aplicado em aço e ligas especiais. | Siderurgia, ligas de alta qualidade | Muito eficaz para vários gases, alta pureza | Custo de capital elevado, instalação complexa |
| Desgaseificação por ultra-sons | A cavitação ultrassónica gera microbolhas que capturam o gás dissolvido e o transportam para fora. | Utilização específica para determinadas ligas e pequenas fusões | Sem consumo de gás, pode ser localizado | Adoção industrial limitada, sensibilidade do equipamento |
| Híbrido rotativo + fluxo | Combina borbulhamento de gás inerte e fluxo químico para otimizar a remoção de impurezas | Fundições de alta demanda | Equilibra velocidade e limpeza | Requer controlo do processo e manuseamento adequado do fluxo |
Discussões importantes sobre os métodos acima estão disponíveis nas principais fontes comerciais e fabricantes de fundição.
6. Como cada abordagem de desgaseificação remove o hidrogénio na prática
-
Purga de gás inerte com rotor: O eixo rotativo cria uma nuvem de bolhas finas que têm uma elevada relação área superficial/volume. O hidrogénio difunde-se a partir do material fundido para dentro da bolha e sobe até à superfície, onde o gás escapa. A eficácia depende do tamanho das bolhas, do tempo de permanência e dos padrões de mistura. Os gases de purga típicos são o árgon ou o azoto; o árgon é mais inerte e frequentemente preferido, embora seja mais caro.
-
Fluxação: Fluxos especializados (frequentemente à base de sal) ligam quimicamente ou ajudam a flutuar inclusões não metálicas e promovem a libertação de gás. O operador retira a escória resultante. O fluxo é comumente usado como um complemento à purga de gás ou quando o investimento em equipamentos é limitado.
-
Desgaseificação por vácuo: Ao expor o material fundido a uma pressão reduzida, a pressão parcial dos gases dissolvidos diminui e as espécies dissolvidas saem do material fundido para o vácuo. Este é o padrão para aços que exigem níveis extremamente baixos de gases dissolvidos.
-
Ultrassónico: Ondas sonoras de alta frequência criam cavitação e microbolhas. Estas capturam o gás dissolvido, que depois se aglomera e sobe. Eficaz para aplicações específicas, mas ainda não é comum em grandes fundições.

7. Parâmetros do processo que determinam o desempenho da desgaseificação
Vários parâmetros devem ser controlados para tornar a desgaseificação reproduzível e eficiente:
-
Caudal de gás e seleção de gás
-
Velocidade do rotor e profundidade de submersão para desgaseificadores rotativos
-
Tempo de tratamento em relação à massa fundida e à concentração de hidrogénio
-
Temperatura de fusão porque a solubilidade muda com a temperatura
-
Tipo de fluxo e dosagem se for utilizado fluxo
-
Nível de vácuo e área de superfície exposta para sistemas de vácuo
Por exemplo, aumentar a velocidade do rotor e otimizar o tamanho das bolhas melhora a transferência de massa, mas a velocidade excessiva pode arrastar óxidos e criar reabsorção de gases. Equilibrar esses parâmetros faz parte de um controle de processo adequado. Orientações práticas e tabelas empíricas são publicadas em manuais do setor e por fabricantes de equipamentos.
8. Medição e garantia de qualidade
Um programa de desgaseificação deve ser apoiado por medições fiáveis. As ferramentas e verificações típicas incluem:
-
Analisadores de hidrogénio para medição direta do teor de hidrogénio em amostras fundidas ou sólidas
-
Testes de solidificação de amostras tais como testes de pressão reduzida ou picnómetros para detetar tendência à porosidade
-
Análise espectroquímica para espécies químicas indesejadas
-
Inspeção visual de impurezas e óxidos após o tratamento
-
Registos de processos (consumo de gás, horas de funcionamento do rotor, consumo de fluxo, tempo de tratamento)
As fundições modernas utilizam amostragem automatizada com sensores online, sempre que possível, combinada com verificações laboratoriais periódicas. Isso estabelece a rastreabilidade e apoia a melhoria contínua.
9. Componentes do equipamento e escolhas práticas de design
Componentes típicos do sistema de desgaseificação rotativo:
-
Motor de acionamento e controlo de velocidade variável
-
Eixo rotativo oco e elemento rotor para dispersar gás
-
Fornecimento de gás, filtragem e controlo de fluxo
-
Estrutura de montagem ou lança de inserção para concha ou forno
-
Ferramentas de skimming e área de manuseamento de escória
-
Painel de controlo e intertravamentos de segurança
Os fabricantes também fornecem estações de desgaseificação a vácuo prontas a usar para siderurgias e desgaseificadores compactos em linha para fundições que necessitam de purificação contínua da fusão. Ao avaliar o equipamento, considere o acesso para manutenção, os materiais do rotor, a disponibilidade de peças sobressalentes e se a unidade suporta dosagem automatizada e registo de dados.
10. Notas sobre segurança, ambiente e manuseamento
-
Gases: Os gases inertes substituem o oxigénio. A ventilação adequada e a monitorização do oxigénio são essenciais para evitar o risco de asfixia em áreas fechadas. Os cilindros de gás e os reguladores devem ser fixados e manuseados de acordo com os códigos de segurança.
-
Fluxos e escória: Os fluxos de sal e os resíduos de escória requerem um descarte adequado. Eles podem ser classificados como resíduos industriais de acordo com as regulamentações locais. É obrigatório o uso de equipamentos de proteção, como luvas e proteção ocular, durante o manuseio.
-
Sistemas de vácuo: Os equipamentos de alto vácuo requerem proteções contra mudanças rápidas de pressão e possíveis respingos durante a desgaseificação.
Siga sempre as normas de segurança locais, as instruções da MSDS do fornecedor e implemente monitorização atmosférica em locais de trabalho fechados.
11. Lista de verificação prática para instalação e manutenção
| Item | Cadência recomendada | Porque é importante |
|---|---|---|
| Inspeção e substituição do rotor | A cada 1–6 meses, dependendo do rendimento | O desgaste do rotor afeta a formação de bolhas e a eficiência |
| Teste de fuga no abastecimento de gás | Semanal | Evita o desperdício de gás e riscos à segurança |
| Verificação do armazenamento de fluxo | Mensal | Mantenha a humidade afastada para reduzir a introdução de hidrogénio |
| Calibração do painel de controlo e dos sensores | Trimestral | Garante registos precisos do processo e repetibilidade |
| Ferramentas para remoção de escória e espuma | Diário | Manter a limpeza e a segurança da fusão |
(Adapte o cronograma às taxas de produção e às orientações do fabricante. Documente toda a manutenção para garantir a rastreabilidade.)
12. Escolhendo o método certo para a sua planta
-
Fundições de pequenos lotes: Os desgaseificadores rotativos portáteis ou com fluxo são económicos.
-
Fundições automotivas ou aeroespaciais de alto volume: Desgaseificação rotativa automatizada com análise de hidrogénio online ou soluções de vácuo, se forem necessários gases ultrabaixos.
-
Aciarias e ligas especiais: Métodos de desgaseificação a vácuo ou desgaseificação em concha para atender a rigorosos objetivos químicos e de gás.
13. Tabela técnica comparativa — considerações típicas de desempenho
| Critério | Purga rotativa | Fluxação | Desgaseificação por vácuo |
|---|---|---|---|
| Velocidade de remoção do hidrogénio | Elevado | Moderado | Alto para múltiplos gases |
| Custo do capital | Moderado | Baixa | Elevado |
| Custo operacional | Custo do gás | Custo e eliminação do fluxo | Energia e bombas de vácuo |
| Automatização | Elevado | Baixa | Elevado |
| Remoção de múltiplos gases | Limitado (principalmente H₂) | Não | Sim (H₂, N₂, O₂) |
14. Dicas práticas para maximizar a eficiência da desgaseificação
-
Minimize a humidade nos resíduos e fluxos antes de carregar o forno.
-
Use as configurações corretas de profundidade e velocidade do rotor recomendadas pelo fabricante do equipamento.
-
Combine métodos quando apropriado; por exemplo, uma rápida remoção de fluxo seguida de purga rotativa geralmente produz melhores resultados de limpeza do que qualquer um deles isoladamente.
-
Mantenha os tempos de tratamento consistentes e registre os parâmetros para que você possa correlacionar a limpeza da fusão com as configurações do processo.
15. Como documentar e comprovar a eficácia para os clientes
-
Manter registos dos testes de hidrogénio antes e depois do tratamento
-
Mantenha registos de tratamento correlacionando o uso de gás e as horas do rotor com a qualidade da fundição.
-
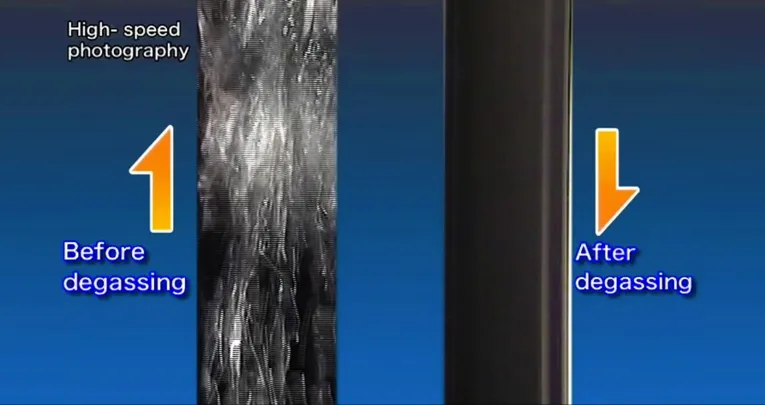
Forneça amostras de secções transversais de fundição que mostrem a redução da porosidade.
-
Use certificação de laboratório terceirizado quando exigido por clientes aeroespaciais ou automotivos
O controlo de processos bem documentado e a comprovação da redução de defeitos são frequentemente decisivos para a aceitação do cliente.
16. FAQ sobre desgaseificação do alumínio e purificação da fusão
1. Que nível de hidrogénio é aceitável no alumínio fundido antes da fundição?
2. Qual é o melhor gás de purga: Árgon ou Azoto?
3. Quanto tempo deve durar o tratamento de desgaseificação?
4. A desgaseificação pode remover inclusões não metálicas?
5. Existem alternativas ecológicas aos fluxos salinos?
6. Como se mede com precisão o teor de hidrogénio?
7. A desgaseificação altera a química da liga?
8. Que manutenção é necessária para os rotores de desgaseificação?
- Adelgaçamento do veio junto à superfície de fusão.
- Bloqueio dos orifícios de injeção de gás.
- Vibração excessiva/desgaste no conjunto de acionamento.
A substituição proactiva dos rotores evita uma dispersão inconsistente do gás.
9. A desgaseificação pode ser efectuada em linha durante a fundição?
10. Como é que escolho entre desgaseificação por vácuo e purga rotativa?
17. Breve exemplo de caso que demonstra valor
Uma fundição de alumínio de médio porte implementou um programa de desgaseificação rotativa devidamente controlado, além de monitoramento online de hidrogénio. Em poucas semanas, eles relataram menos rejeições relacionadas à porosidade e uma redução mensurável no retrabalho. Embora os números exatos variem, o resultado comum de uma desgaseificação bem executada é menos sucata, tolerâncias de usinagem mais previsíveis e maior aceitação do cliente.
18. Recomendações finais e como a AdTech atende às necessidades de desgaseificação
Próximos passos acionáveis para uma fundição ou casa de fundição:
-
Audite os materiais recebidos quanto à humidade e contaminantes.
-
Instale ou valide um desgaseificador rotativo dimensionado para os seus volumes de fusão com controlo adequado do rotor.
-
Implemente testes de hidrogénio antes e depois do tratamento para que possa fechar o ciclo de feedback.
-
Se forem necessários níveis de gás ultrabaixos, avalie a desgaseificação a vácuo com um parceiro de engenharia.
A AdTech fabrica unidades de desgaseificação adequadas para instalação online entre o forno e a máquina de fundição. Oferecemos preços diretos de fábrica e suporte para configuração de processos, peças sobressalentes e formação, para que você obtenha resultados repetíveis a um custo total mais baixo. Entre em contacto com a AdTech para obter um orçamento personalizado e uma auditoria de processos. (Fornecemos unidades de desgaseificação, filtros cerâmicos e acessórios relacionados ao preço de fábrica 100%.)
