Os revestimentos protectores para refractários de alta temperatura prolongam decisivamente a vida útil dos refractários, reduzem as paragens para manutenção, diminuem os problemas de humedecimento do metal e de queima, e melhoram a transferência de energia em equipamentos de alta temperatura; quando escolhidos pela química do revestimento, pelo método de aplicação e pelo perfil de funcionamento, estes revestimentos proporcionam um retorno mensurável do investimento através de menos reparações, maior tempo de funcionamento e menor consumo de combustível.
O que este material faz e porque é importante
Os revestimentos protectores refractários de alta temperatura criam uma barreira funcional fina sobre tijolos, revestimentos moldáveis, fibra cerâmica, grafite ou metal. A barreira resiste à penetração de metal fundido, ao ataque químico, à abrasão e ao choque térmico, alterando frequentemente a emissividade da superfície do revestimento para melhorar a eficiência da transferência de calor. Em ambientes de processos pesados, esta camada fina evita a rutura prematura do revestimento, reduz os resíduos de aderência e diminui a frequência das reparações de emergência.

Principais famílias de revestimentos
Aglutinantes de pó cerâmico
Estas fórmulas misturam pós refractários com ligantes inorgânicos e água ou solvente. Os pós típicos incluem alumina, zircónio, mulita e espinélio. Proporcionam uma forte resistência química, elevada refractariedade e resistência ao ataque de metal fundido. Os revestimentos modernos à base de pó podem ser pulverizados ou escovados e são frequentemente utilizados para reconstruir superfícies de trabalho desgastadas.
Tintas ricas em zircónio
Os revestimentos de silicato de zircónio ou ricos em zircónio oferecem uma excelente resistência à penetração de metais, ao choque térmico e ao ataque de fluxos. Alguns sistemas comerciais de zircónio reivindicam estabilidade até 1750°C. Estes são comuns em fornos, tanques de vidro e revestimento de fundição.
Revestimentos cerâmicos de alta emissividade
As fórmulas concebidas para aumentar a emissividade das superfícies refractárias melhoram a transferência de calor radiante da chama ou dos gases quentes para os tubos do processo ou para a carga. Aplicados no interior de aquecedores e fornos de recozimento, estes revestimentos podem aumentar o rendimento ou reduzir o consumo de combustível, melhorando o acoplamento radiativo. Os relatórios de campo mostram poupanças significativas de combustível e ganhos de produtividade após a aplicação.
Cermets e híbridos metalo-cerâmicos
Estes revestimentos combinam fases cerâmicas refractárias com ligantes metálicos ou fases de níquel/cromo para produzir uma forte adesão, resistência ao desgaste e estabilidade térmica. As películas de cermet são utilizadas quando o desgaste mecânico ou a abrasão coexistem com temperaturas elevadas.
Rigidificadores de fibras e encapsulantes de superfície
No caso dos revestimentos de fibra cerâmica, os revestimentos de rigidificação penetram na superfície da fibra, criando um invólucro duro que reduz a perda de fibra, o desprendimento e a contaminação do fluxo do processo. Estes são frequentemente à base de água e concebidos para temperaturas nas gamas típicas de fornos e forjas.
Revestimentos especializados anti-humidade e de libertação
Formulados para moldes e panelas de fundição, estes revestimentos diminuem a tendência do metal fundido para aderir, reduzindo assim a queima, melhorando a qualidade da fundição e encurtando os ciclos de limpeza.
Quadro 1 Família de revestimentos, ingredientes principais, temperatura máxima de serviço típica
| Família | Ingredientes primários típicos | Temperatura máxima contínua típica (aprox.) |
|---|---|---|
| Cerâmica à base de alumina | Pós de alumina, ligantes de silicato, água | 1300-1600°C |
| Zircónio/rico em zircónio | Silicato de zircónio, zircónia, ligantes com elevado teor de Al | 1400-1750°C |
| Cerâmica de alta emissividade | Pigmentos cerâmicos, óxidos reflectores, aglutinante inorgânico | 1000-1600°C |
| Cermet híbrido | Cargas cerâmicas + ligantes metálicos Ni/Cr | 900-1500°C |
| Endurecedor de fibras | Sílica coloidal, silicatos modificados com polímeros | 900-1300°C |
| Argamassa/revestimento refratário | Pós fundíveis de aluminossilicato + aglutinante hidráulico | 1200-1700°C |
Como os revestimentos protegem: mecanismos e alavancas de desempenho
-
Barreira física: Preenche os poros da superfície, bloqueia a penetração do metal fundido e impede a humidificação do fluxo.
-
Barreira química: Fornece fases resistentes à corrosão que reagem lentamente com os produtos químicos do processo.
-
Controlo térmico: Altera a emissividade para refletir o calor de volta para a zona quente ou irradiar calor para a carga, dependendo do resultado desejado.
-
Resistência mecânica ao desgaste: As fases resistentes evitam a erosão provocada pelo fluxo de escórias ou de partículas abrasivas.
-
Controlo do isolamento: Os revestimentos de baixa densidade reduzem a perda de calor quando é necessário um isolamento térmico.
O desempenho depende da distribuição do tamanho das partículas, da química do ligante, da espessura do revestimento e da qualidade da ligação ao substrato.
Quadro 2 Principais propriedades mensuráveis e a sua importância
| Imóveis | Método de medição típico | Porque é importante para a seleção |
|---|---|---|
| Temperatura máxima de utilização | Teste de ciclo térmico, especificação do fabricante | Garante que o revestimento sobreviva à temperatura máxima do processo |
| Condutividade térmica | Flash laser ou métodos ASTM normalizados | A baixa condutividade reduz a perda de calor; a alta condutividade pode melhorar a propagação do calor |
| Emissividade | Espectrometria de infravermelhos ou comparação calorimétrica | Afecta a transferência de calor radiante para a carga ou para os tubos |
| Resistência da ligação | Ensaio de arrancamento (ASTM) | Prevê a resistência à fragmentação durante o ciclo térmico |
| Resistência química | Ensaios de imersão ou de exposição a escórias | Prevê a vida útil em atmosferas corrosivas |
| Resistência à abrasão | Sondas de abrasão e erosão Taber | Prevê o desgaste do fluxo de partículas |
Seleção de um revestimento para a sua fábrica
Escolher por correspondência três itens:
-
Perfil da temperatura de serviço: temperatura elevada constante ou ciclos frequentes.
-
Exposição química: tipo de metal fundido, presença de fundentes, álcalis ou sulfuretos.
-
Tensões mecânicas: abrasão, impacto ou contacto frequente com as ferramentas.
Para uma calha de retenção de alumínio, escolha formulações de alumina-zircão com componentes anti-humidade. Para uma secção radiante de um aquecedor, os revestimentos cerâmicos de alta emissividade proporcionam melhorias na economia de combustível. Para tampas de fornos revestidas a fibra, escolha rigidificadores que previnam a migração da fibra enquanto devolvem o calor radiante.
Os fornecedores da indústria produzem famílias de produtos para cada necessidade. Revisões publicadas e documentos técnicos recentes resumem os avanços no fabrico e fornecem dados experimentais para revestimentos compósitos.
Métodos de aplicação e preparação da superfície
Preparação da superfície
Uma boa aderência começa com uma limpeza correta do substrato. Remova o refratário solto, as incrustações, o pó e os contaminantes. No caso da alvenaria, isto pode exigir uma escovagem mecânica, aspiração ou lixagem ligeira. No caso de substratos metálicos, remover as camadas de óxido e os resíduos de óleo. Perfilar a superfície para obter uma chave mecânica, quando recomendado.
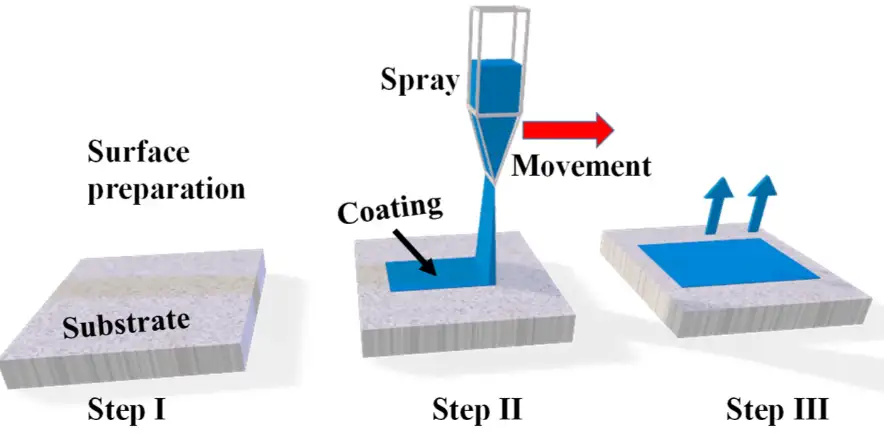
Métodos de aplicação
-
Aplicar com pincel e espátula: manual, útil para reparações pontuais e pequenas áreas.
-
Pasta pulverizável: os sistemas de pulverização pneumáticos ou alimentados por bomba cobrem rapidamente áreas maiores.
-
Pulverização sem ar: pulverização a alta pressão para pastas de cimento viscosas.
-
Revestimento por imersão: para pequenos componentes e ferramentas.
-
Pulverização térmica: para sistemas metálicos ou de cermet que exijam revestimentos densos.
A taxa de cobertura, a espessura típica e o tempo de vida útil variam muito consoante a química.
Quadro 3: Método de aplicação, espessura típica, notas práticas
| Método | Espessura húmida típica por demão | Notas |
|---|---|---|
| Escova/espátula | 0,5-3 mm | Bom para reparações, faces de ferramentas |
| Pulverização pneumática de lamas | 1-6 mm | Rápida, necessita de um bocal adequado e da competência do operador |
| Pulverização sem ar | 0,8-5 mm | Lida com misturas viscosas, bom controlo |
| Pulverização térmica (HVOF/plasma) | 30-500 µm | Películas metálicas/cerâmicas densas, requerem jato de areia à superfície |
| Revestimento por imersão | 20-200 µm | Películas finas consistentes para ferramentas |
Cura, secagem e aquecimento inicial
A cura controla a resistência final. Seguir as instruções do fabricante relativamente aos tempos de secagem entre demãos. Para ligantes hidráulicos, a cura inicial à temperatura ambiente precede normalmente a rampa de aquecimento controlada. O aquecimento rápido pode reter a humidade, provocando fissuras ou fissuras. Utilizar ciclos de aquecimento faseados com rampas iniciais baixas para expulsar a água ligada e, em seguida, aumentar a temperatura suavemente até que o revestimento sinterize e atinja as suas propriedades de projeto.
Normas, ensaios e verificação
Embora não exista uma norma global única que abranja todos os revestimentos refractários, os testes ASTM e ISO avaliam a expansão térmica, a força de ligação e a resistência química. Os ensaios de campo fornecem a melhor prova de desempenho. Testes laboratoriais independentes de formulações candidatas ajudam a quantificar a vida útil esperada em condições representativas. Os documentos da indústria e os boletins técnicos dos fornecedores detalham estudos de caso e melhorias medidas.
Modos de falha comuns e soluções
-
Estilhaçamento: frequentemente devido à humidade retida ou a uma má ligação. Solução: melhorar o protocolo de secagem, reduzir a espessura da camada, preparar novamente o substrato.
-
Erosão: causada por fluxo abrasivo. Solução: selecionar uma dureza mais elevada ou um revestimento mais espesso; considerar a possibilidade de revestimento com cermet.
-
Ataque químico: dissolução progressiva por fluxo ou álcalis. Solução: escolher produtos químicos com maior resistência química; aplicar uma camada de proteção.
-
Queima e aderência: ocorre em equipamentos de fundição ou de transferência. Solução: utilizar produtos químicos anti-humidade e corrigir o acabamento da superfície.
Benefícios quantificados
Os benefícios medidos das plantas dividem-se em três categorias:
-
Redução do tempo de inatividade: menos reparações de revestimento e prazos de reparação mais curtos.
-
Poupança de energia: a transferência radiativa melhorada reduz o combustível necessário para o mesmo rendimento. Histórias de casos documentam uma poupança de combustível de vários por cento, dependendo da geometria do forno e do ponto de funcionamento.
-
Ganhos de qualidade: a menor queima reduz as taxas de refugo, melhorando o rendimento.
Factores de custo e economia do ciclo de vida
O CapEx dos sistemas de revestimento inclui o custo do produto, a preparação da superfície, a mão de obra de aplicação e o tempo de inatividade durante a instalação. As melhorias de OpEx incluem a redução da frequência de reparações, menos combustível e maior vida útil do revestimento. Uma tabela simples de retorno do investimento ajuda a justificar os ensaios.
Exemplo de tabela ROI (números ilustrativos)
| Item | Linha de base | Após o revestimento | Poupança anual |
|---|---|---|---|
| Custo anual de reparação de refractários | $120,000 | $45,000 | $75,000 |
| Custo anual do combustível | $2,400,000 | $2,280,000 | $120,000 |
| Compra de revestimento + instalação (uma só vez) | – | $150,000 | – |
| Poupança líquida no primeiro ano | – | – | $45,000 |
Esta amostra mostra um potencial de retorno no prazo de 2-3 anos, dependendo do âmbito. A engenharia específica do local produzirá estimativas exactas.
Notas técnicas sobre as formulações
-
Classificação das partículas desempenha um papel importante na densidade de empacotamento e na porosidade. Os pós finos melhoram o acabamento da superfície, enquanto as fracções mais grossas melhoram a resistência mecânica.
-
Pastas variam de cimentos hidráulicos a sílica coloidal e adesivos inorgânicos de alta temperatura. A escolha influencia o tempo de cura e a porosidade retida.
-
Aditivos incluem agentes molhantes, pós anti-umectantes para zonas de contacto de metais e modificadores de emissividade que alteram a refletividade IV.
Revisões recentes da ciência dos materiais destacam as tendências para fases nano-estruturadas que melhoram a resistência sem sacrificar a refractariedade. Estudos laboratoriais resumem as rotas de síntese e apresentam dados de testes de corrosão para novos revestimentos à base de refractários.
Segurança, ambiente e manuseamento
Muitos revestimentos são à base de água e têm um baixo teor de substâncias orgânicas voláteis, enquanto outros utilizam solventes. Siga as instruções da MSDS para controlo de poeiras, EPI e ventilação. Para operações de pulverização, controlar a pulverização excessiva e conter a lama residual. A eliminação deve seguir os regulamentos locais.
Lista de controlo de aplicação prática
-
Auditar as temperaturas e ciclos de funcionamento.
-
Amostrar a química do revestimento e documentar falhas anteriores.
-
Solicitar fichas de dados e relatórios de ensaios independentes aos fornecedores.
-
Organizar um ensaio em pequena escala numa zona representativa.
-
Monitorizar o desempenho, medir o consumo de combustível e inspecionar após os primeiros ciclos de aquecimento.
-
Ampliar a aplicação se os indicadores do ensaio cumprirem os objectivos.
Quadro 4 Matriz de seleção rápida para indústrias comuns
| Indústria | Foco típico do revestimento | Propriedade prioritária |
|---|---|---|
| Fornos de reaquecimento de aço | Revestimento refratário de alta emissividade | Emissividade e estabilidade térmica |
| Fusão/retenção de alumínio | Anti-humidade, misturas de zircónio/alumina | Resistência à penetração de metais |
| Coroas para tanques de vidro | Revestimentos ricos em zircónio ou em Al | Choque térmico e estabilidade química |
| Fornos de cimento | Revestimentos de alta aderência resistentes à erosão | Resistência à abrasão e à aderência |
| Aquecedores de combustão petroquímicos | Emissividade e resistência à corrosão | Eficiência radiante e resistência química |
Instantâneos de estudos de caso
-
Adaptação do forno de recozimento: O revestimento de alvenaria radiante com cerâmica de alta emissividade melhorou o acoplamento radiante aos tubos. Foi registado um aumento de rendimento de até 5% com temperaturas de gás de combustão mais baixas.
-
Calha de suporte em alumínio: O revestimento rico em zircónio reduziu a penetração do metal e a queima. A sequência de trabalho incluiu a limpeza da superfície, uma camada de primário e duas camadas de trabalho. A sucata a jusante diminuiu e a vida útil do revestimento aumentou.
Armadilhas de implementação e atenuação
-
Química errada: escolher primeiro uma área de teste para confirmar a compatibilidade química.
-
Secagem deficiente: aplicar protocolos de rampa térmica controlada e medir a humidade.
-
Subestimar o tempo de preparação da superfície: orçamento para a limpeza e aspiração de grãos.
-
Formação insuficiente: aplicar revestimentos sob supervisão nos primeiros trabalhos para garantir a espessura e a cura corretas.
Tendências de investigação e desenvolvimento de materiais
Revisões recentes identificam uma utilização crescente de revestimentos à base de metais refractários para a proteção contra a corrosão de ligas estruturais e uma maior utilização de modificadores de emissividade para ajustar as propriedades radiativas. Relatórios académicos e industriais descrevem novas vias de síntese para revestimentos à base de refractários, bem como considerações sobre o aumento de escala. Estes desenvolvimentos apontam para revestimentos que combinam uma vida mais longa com uma melhor gestão térmica.
Perguntas frequentes
-
O que é um revestimento protetor refratário?
Uma fina camada de engenharia colocada sobre tijolo refratário, material fundido, fibra ou metal. Evita a penetração de metal fundido, reduz o desgaste químico e pode melhorar o desempenho térmico. -
Será que um revestimento irá impedir todas as falhas refractárias?
Não. Os revestimentos prolongam a vida útil do revestimento e reduzem alguns modos de falha, mas os danos catastróficos provocados por grandes impactos mecânicos ou defeitos grosseiros de instalação continuarão a exigir reparação. -
Quanto tempo dura um revestimento típico?
A vida útil varia consoante as condições de funcionamento. Em muitas fábricas, um revestimento eficaz prolonga o intervalo entre reparações de meses para vários anos. -
Qual é o melhor revestimento para o contacto com o alumínio?
Os revestimentos de alumina enriquecida com zircónio com aditivos anti-humidade têm um bom desempenho em contacto com o alumínio fundido. -
Os revestimentos poupam combustível?
Quando os revestimentos aumentam a emissividade da superfície em direção ao processo, podem melhorar a transferência radiante e poupar combustível. As poupanças dependem da geometria e do funcionamento do forno e podem variar entre um dígito baixo e dezenas de pontos percentuais em casos especiais. -
Que preparação da superfície é necessária?
Remover o material solto, o pó e os contaminantes. No caso do metal, remover óxidos e óleos. Uma boa chave mecânica ou rugosidade ajuda a aderir. -
Os revestimentos podem ser aplicados durante as interrupções de serviço?
Os sistemas finos, que podem ser escovados, ou as pastas de secagem rápida podem ser aplicados em períodos mais curtos. A coordenação com o planeamento da manutenção é essencial. -
Existem riscos ambientais?
A maior parte dos sistemas modernos são à base de água e com baixo teor de COV, mas devem seguir os procedimentos MSDS para a eliminação de lamas e controlo de poeiras. -
Como é que o ciclo térmico afecta os revestimentos?
Os ciclos rápidos frequentes aumentam o risco de fragmentação. Escolha produtos químicos com estabilidade energética e utilize sequências de aquecimento controladas. -
Como é que devo avaliar os fornecedores?
Solicite fichas de dados, relatórios de testes laboratoriais, estudos de casos de locais e referências. Efetuar um pequeno teste no local antes da adoção em toda a fábrica.
Recomendações finais para os ensaios-piloto
-
Selecione uma área piloto que tenha o modo de falha típico que pretende resolver.
-
Recolher métricas de base: custo de reparação por ano, consumo de combustível, taxa de sucata, horas de inatividade.
-
Trabalhar com o fornecedor para documentar os passos de aplicação, os objectivos de espessura e os perfis de cura.
-
Instrumentar a zona quanto à temperatura e inspecionar em intervalos programados.
-
Registar os resultados e calcular o retorno real com base nas poupanças medidas.
