ガス抜き 溶解ガス除去とは、液体金属または工業用液体から溶解ガスを意図的に除去する工程であり、最も一般的な例は溶融アルミニウムからの水素除去である。これは内部気孔の防止、機械的特性の向上、鋳造歩留まりの向上および均一性の確保に不可欠である。.
1. 脱ガスの明確な定義と物理的背景
脱ガスとは、液体から溶解したガスを制御的に除去する工程を指す。冶金学においては、通常、溶融金属から水素、窒素、酸素を除去し、固化した鋳物に気泡やブローホールなどのガス関連欠陥が生じないようにすることを意味する。このプロセスは、溶融金属と導入された相との間の物質移動、あるいは減圧条件に依存し、液体のガス濃度が目標レベルに達するまで低下する。.
平易な言葉で説明する基礎物理学:溶融金属へのガスの溶解度は温度と組成に依存する。気泡や真空が生じると、溶解したガスは低圧相へ移動し液体から排出される。アルミニウムの場合、水素が主要な懸念事項となる。これは液体相に容易に溶解し、凝固時にガス孔を形成するためである。.
2. アルミニウム鋳造およびその他の溶解物において脱ガスが重要な理由
溶融アルミニウムには、原料中の水分、溶解フラックス、スクラップ、炉内雰囲気により溶解水素が含有されることが多い。水素を多く含む溶湯が凝固すると、閉じ込められた水素が気孔を形成し、機械的強度を低下させ、表面仕上げを損ない、スクラップ率を増加させる。鋳造前に溶解ガスを除去することで、これらの欠陥を低減し歩留まりを向上させる。鋼や特殊合金では、真空脱ガスにより窒素や酸素も除去され、厳しい機械的・化学的仕様を満たす。.
主なビジネスへの影響:
-
スクラップ率と手直し率を低減する。.
-
鋳造部品の引張特性および疲労特性の改善。.
-
部品間の一貫性が向上し、より厳しい公差が可能となる。.
-
表面品質の向上により、後工程の加工時間が短縮されました。.
3. 対象となるガスとその理由
| ガス | なぜそれが重要なのか | 典型的な行動 |
|---|---|---|
| 水素(H₂) | アルミニウム鋳造における気孔の主な原因;溶融アルミニウムに溶解し、凝固時に溶湯から離脱して気泡を形成する | 液体に溶解し、冷却時に気体として析出する;パージガスまたは真空により除去される。. |
| 窒素(N₂) | 一部の鋼材や合金では脆化や窒化物の形成を引き起こす可能性がある。純アルミニウムでは問題になりにくいものの、特定の合金では関連性がある。 | 一部の溶融物では溶解度が低いものの、VD法が用いられる製鋼工程では顕著である。. |
| 酸素(O₂) | 酸化物介在物を生じ、化学的性質に影響を与える;反応性合金では制御が重要である | 酸化皮膜を形成し、それが表面に浮上したり、介在物として残留したりする可能性がある。. |
(右欄の参考文献:各種金属産業における対象ガスを説明する専門情報源)
4. アルミニウム溶湯中の溶解ガスの一般的な原因
-
原料およびスクラップの水分
-
水和フラックス材料および汚染された試薬
-
溶解中に付着した湿式耐火物ライニング、スラグまたは塩類
-
高温下で揮発性物質を放出する化学反応
-
移送・注ぎ込み時の混入空気及び乱流
これらの発生源を理解することは極めて重要です。なぜなら、上流の要因も同時に低減することで除去効果が最大化されるからです。脱ガス処理は症状を改善するだけでなく、溶解工程の衛生管理を改善することで将来の再発を防止します。.

5. 主な脱ガス技術とその仕組み
以下は、鋳造所や鋳物工場で一般的に使用される方法を示す実用的な比較である。.
表1:脱気方法の比較概要
| 方法 | ガスを除去する方法 | 代表的な用途 | メリット | 制限事項 |
|---|---|---|---|---|
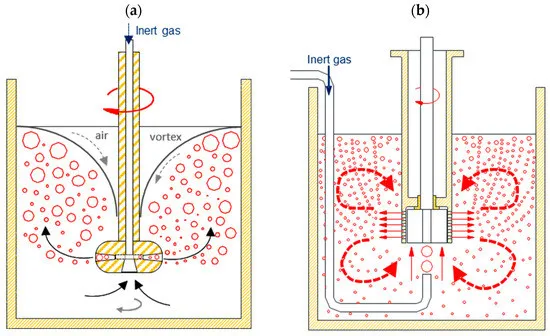
| ローターを用いた不活性ガスパージ(回転脱気) | 回転ローターを通して不活性ガス(アルゴンまたは窒素)を注入し、微細な気泡と乱流混合を生成して溶解ガスを上方へ運ぶ | 一般アルミ鋳造工場およびダイカスト | 高速、水素に効果的、自動化が容易 | ローター摩耗、ローター起因の酸化物混入、ガスコスト |
| フラックスによる脱ガス処理(フラクシング) | 化学フラックスは溶解水素やその他の不純物と反応する;フラックスは汚染物質と共に水面に浮上する | 小規模な処置、矯正治療 | 低資本コスト、シンプル | フラックス廃棄、制御が困難、汚染の可能性 |
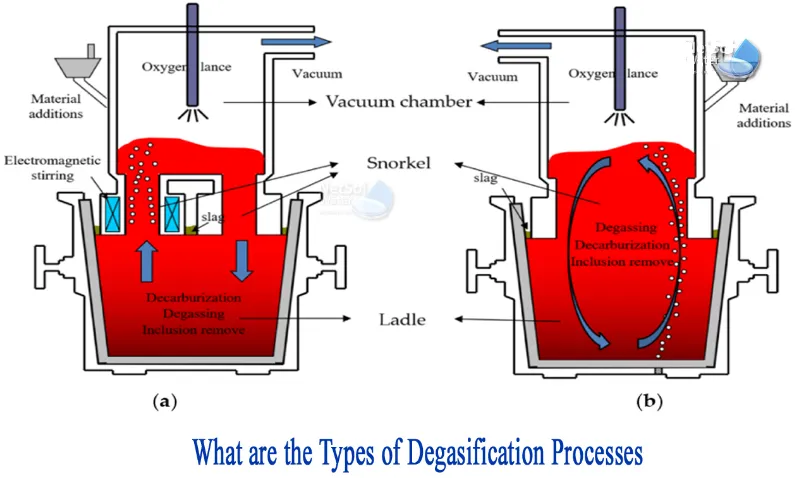
| 真空脱気 | 溶融物上部の圧力を低下させると、溶解ガスが析出して逃げる;鋼及び特殊合金に適用される | 製鋼、高品位合金 | 複数のガスに対して非常に効果的、高純度 | 高い資本コスト、複雑な設置 |
| 超音波脱気 | 超音波キャビテーションは微細気泡を生成し、溶解したガスを捕捉して排出する | 特定の合金および小規模溶解におけるニッチ用途 | ガス消費なし、局所化可能 | 産業導入の限定性、装置の感度 |
| ロータリー+フラックスハイブリッド | 不活性ガスバブリングと化学的フラックスを組み合わせ、不純物除去を最適化する | 需要の高い鋳造工場 | 速度と清潔さを両立させる | プロセス制御と適切なフラックス処理が必要 |
上記の方法に関する主要な参考文献は、鋳造業界の主要な情報源やメーカーから入手可能です。.
6. 各脱ガス手法が実際に水素を除去する仕組み
-
不活性ガスによるローターパージ回転軸が微細な気泡の雲を生成し、これらは体積に対する表面積の比率が高い。水素が溶融物から気泡へ拡散し、表面まで上昇してガスが放出される。効果は気泡サイズ、滞留時間、混合パターンに依存する。代表的なパージガスはアルゴンまたは窒素であり、アルゴンはより不活性で好まれることが多いが、より高価である。.
-
フラックス特殊なフラックス(塩系が多い)は、非金属介在物を化学的に結合または浮上させ、ガス放出を促進する。作業者は生成したドロスをすくい取る。フラックス処理は、ガスパージングの補助として、あるいは設備投資が限られる場合に一般的に用いられる。.
-
真空脱気溶融物を減圧状態に曝すことで、溶解ガスの分圧が低下し、溶解成分が溶融物から真空中へ放出される。これは極めて低い溶解ガスレベルを要求する鋼材における標準的な手法である。.
-
超音波高周波音波はキャビテーションと微小気泡を生成する。これらは溶解ガスを捕捉し、その後凝集して上昇する。特定用途には有効だが、大規模鋳造工場ではまだ普及していない。.

7. 脱ガス性能を決定するプロセスパラメータ
脱ガスを再現性があり効率的に行うためには、いくつかのパラメータを制御する必要がある:
-
ガス流量 およびガス選択
-
ローター回転数 回転式脱気装置の浸漬深度
-
治療時間 溶融質量および水素濃度に対する
-
溶融温度 溶解度は温度によって変化するため
-
フラックスの種類と添加量 フラックスが使用される場合
-
真空レベル 真空システムにおける露出表面積
例えば、回転子の速度を上げることで気泡サイズが最適化され、物質移動が向上する。しかし速度が過剰になると酸化物が巻き込まれ、ガスの再吸収が生じる。これらのパラメータのバランス調整は、適切なプロセス制御の一部である。実用的な指針や経験則に基づくデータは、業界ハンドブックや装置メーカーによって公表されている。.
8. 測定と品質保証
脱ガスプログラムは信頼性の高い測定によって支えられなければならない。代表的なツールとチェック項目には以下が含まれる:
-
水素分析装置 溶融物または固体試料中の水素含有量を直接測定するため
-
固化試験のサンプル 減圧試験や比重計などによる気孔率傾向の検出
-
分光化学分析 不要な化学種に対して
-
視覚的スラグおよび酸化物検査 治療後
-
プロセスログ (ガス使用量、ローター稼働時間、フラックス消費量、処理時間)
現代の鋳造工場では、可能な限りオンラインセンサーを用いた自動サンプリングを採用し、定期的な実験室検証と組み合わせています。これによりトレーサビリティが確立され、継続的改善が促進されます。.
9. 機器の構成要素と実用的な設計上の選択
典型的な回転式脱気システムの構成要素:
-
駆動モーターと可変速制御
-
中空回転軸とガス分散用ローター要素
-
ガス供給、ろ過および流量制御
-
取鍋または炉用取付フレームもしくは挿入ランス
-
スキミング装置及びスラグ処理エリア
-
制御盤と安全インターロック
メーカーは製鉄所向けにターンキー方式の真空脱ガスステーションを供給するほか、連続的な溶湯精製を必要とする鋳造工場向けにコンパクトなインライン脱ガス装置も提供している。設備評価時には、保守アクセス性、ローター材質、予備部品の入手可能性、自動投与機能とデータ記録機能の有無を考慮すべきである。.
10. 安全、環境及び取り扱いに関する注意事項
-
ガス不活性ガスは酸素を置換する。密閉空間における窒息リスクを防止するには、適切な換気と酸素濃度監視が不可欠である。ガスボンベ及びレギュレーターは安全基準に従い固定・取り扱いを行うこと。.
-
フラックスとドロス塩分フラックスおよびドロス残渣は適切な処分が必要です。これらは地域規制により産業廃棄物に分類される場合があります。取り扱い時には手袋や保護メガネなどの保護具の着用が必須です。.
-
真空システム高真空装置は、脱ガス時の急激な圧力変化や飛散の可能性に対する安全対策が必要である。.
常に現地の安全規制、供給元のMSDS指示に従い、閉鎖された作業場では大気モニタリングを実施してください。.
11. 実用的な設置および保守点検チェックリスト
| 項目 | 推奨ケイデンス | なぜそれが重要なのか |
|---|---|---|
| ローターの点検と交換 | 処理量に応じて1~6か月ごと | ローターの摩耗は気泡の形成と効率に影響を与える |
| ガス供給漏れ試験 | ウィークリー | ガスの無駄遣いと安全上の危険を防止します |
| フラックス貯蔵点検 | 毎月 | 湿気を遮断し、水素の混入を低減する |
| 制御盤とセンサーの校正 | 四半期 | 正確なプロセス記録と再現性を保証します |
| スラグ除去およびスキミング用工具 | 毎日 | 溶融状態の清浄性と安全性を維持する |
(生産率とメーカーの指示に基づきスケジュールを調整すること。トレーサビリティ確保のため、すべてのメンテナンスを記録すること。)
12. 植物に適した方法の選択
-
小規模鋳造所フラックス式またはポータブル回転式脱ガス装置は費用対効果が高い。.
-
大量生産型自動車・航空宇宙鋳造工場自動回転式脱ガス装置(オンライン水素分析機能付き)または真空ソリューション(超低ガス要求時)。.
-
製鉄所と特殊合金厳格な化学組成およびガス含有量の目標を達成するための真空脱ガスまたは取鍋脱ガス法。.
13. 比較技術表 — 代表的な性能上の考慮事項
| 基準 | ロータリーパージ | フラックス | 真空脱気 |
|---|---|---|---|
| 水素除去速度 | 高い | 中程度 | 複数ガス用高濃度検知器 |
| 資本コスト | 中程度 | 低い | 高い |
| 運営コスト | ガソリン代 | フラックスのコストと廃棄 | エネルギーおよび真空ポンプ |
| オートメーション | 高い | 低い | 高い |
| 多ガス除去 | 限定(主にH₂) | いいえ | はい(H₂、N₂、O₂) |
14. 脱ガス効率を最大化するための実践的なヒント
-
炉に投入する前に、スクラップとフラックス中の水分を最小限に抑える。.
-
機器メーカーが推奨する正しいローター深度と速度設定を使用してください。.
-
適切な場合には方法を組み合わせること。例えば、短いフラックススキミングに続いてロータリーパージを行うと、単独で行うよりも優れた清浄度が得られることが多い。.
-
処理時間を一定に保ち、パラメータを記録することで、溶融状態の清浄度とプロセス設定の相関関係を把握できるようにする。.
15. 顧客に対して効果を文書化し証明する方法
-
水素試験記録を処理前と処理後に維持する
-
ガス使用量とローター稼働時間を鋳造品質と関連付けた治療記録を保持する
-
気孔率低減を示す鋳造断面のサンプルを提供
-
航空宇宙または自動車業界の顧客から要求された場合、第三者機関による試験所認証を使用する
プロセス管理の十分な文書化と欠陥低減の証明は、顧客の受諾において決定的な要素となることが多い。.
16.アルミニウムの脱ガスおよび溶解精製に関するFAQ
1.鋳造前の溶融アルミニウム中の水素はどの程度まで許容できますか?
2.どちらのパージガスが良いですか?アルゴンか窒素か?
3.脱気処理にはどれくらいの時間が必要ですか?
4.脱ガスは非金属介在物を除去できますか?
5.塩類フラックスに代わるグリーンな代替品はありますか?
6.水素含有量を正確に測定するには?
7.脱ガスは合金の化学的性質を変えますか?
8.脱気ローターにはどのようなメンテナンスが必要ですか?
- メルト表面付近のシャフトの薄肉化。.
- ガス注入オリフィスの閉塞。.
- ドライブアセンブリに過度の振動 / 振れがある。.
ローターを積極的に交換することで、ガス分散のばらつきを防ぐ。.
9.鋳造中にインラインでガス抜きができますか?
10.真空脱気とロータリーパージのどちらを選べばよいですか?
17. 価値を示す短い事例
中規模アルミニウム鋳造工場では、適切に管理された回転式脱ガス工程とオンライン水素モニタリングを導入した。数週間後には、気孔欠陥による不良品が減少したほか、手直し作業が測定可能なレベルで削減されたと報告されている。正確な数値は異なるものの、脱ガス工程を適切に運用した場合の一般的な成果は、スクラップの減少、より予測可能な機械加工余裕量の確保、顧客受入率の向上である。.
18. 最終的な推奨事項と、AdTechが脱ガスニーズをどのように支援するか
鋳造所または鋳造工場向けの具体的な次なるステップ:
-
入荷した原料の水分および不純物を検査する。.
-
溶解量に応じたサイズのロータリー脱ガス装置を設置または検証し、適切なローター制御を確保する。.
-
処理前後の水素試験を実施し、フィードバックループを閉じるようにしてください。.
-
超低ガスレベルが必要な場合は、エンジニアリングパートナーと協力して真空脱ガスを検討してください。.
アドテックは、炉と鋳造機の間にオンライン設置可能な脱ガス装置を製造しています。工場直販価格とプロセス設定・スペアパーツ・トレーニングのサポートを提供し、総コストを抑えながら再現性の高い結果を実現します。カスタマイズ見積もりとプロセス監査についてはアドテックまでお問い合わせください。(脱ガス装置、セラミックフィルター及び関連アクセサリーを100%工場直販価格で供給します。)
