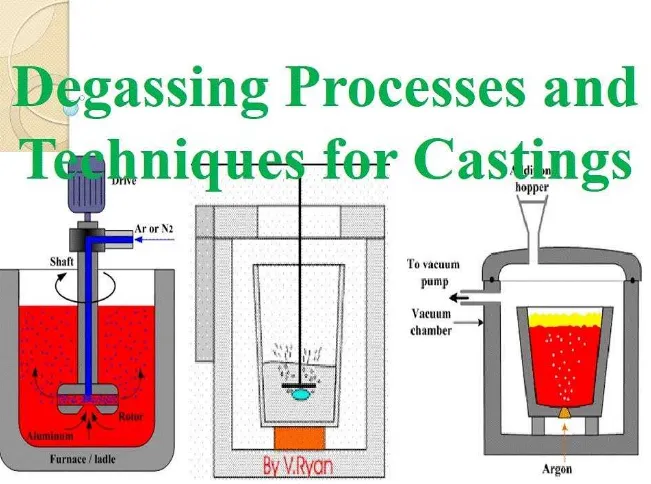
A 回転式脱気装置, 正しく設計され操作された場合、溶融アルミニウム合金から溶存水素と小さな非金属介在物を除去するための最も信頼性が高く再現性のある方法を提供します。これは、均一化のための強力な溶融攪拌を提供しながら、ガスを捕捉して溶融物から浮遊させる非常に微細な不活性ガスバブルを生成し、多くの場合、塩素系塩を使用せずにフラックス注入を行うことができます。.
1.回転式脱気装置とは?
回転式脱ガス装置は、不活性ガスを水中回転インペラーを通して溶融アルミニウムまたはアルミニウム合金に注入する工業用溶融処理システムです。回転するローターは、流入するガスを非常に小さな気泡の雲に分解し、溶存水素を濃縮し、酸化物や非金属介在物を表面に浮上させます。この方法は、注湯や鋳造の前の溶解、保持、移送作業で一般的に使用される。.

オンライン回転式脱ガス装置によるアルミニウムの脱ガス
2.アルミニウム鋳物にとって脱ガスが重要な理由
液体アルミニウム中の溶存水素は、凝固中に気孔を形成する。気孔は引張強さや伸びなどの機械的特性を低下させ、圧力ダイカスト部品のリークパスを引き起こし、スクラップ率を増加させる。溶融物中の非金属介在物や不均一性は、表面欠陥、疲労寿命の低下、一貫性のない製品外観につながります。効果的な溶融処理は不合格率を低下させ、下流工程の歩留まりを改善し、より価値の高い鋳造公差を可能にする。業界筋やケーススタディは、制御された不活性ガス回転脱ガスが、一般的な鋳造合金に対して多くの単純なフラックス法やランス法よりも効果的に気孔率を減少させ、製品品質を改善することを一貫して示しています。.
3.基本動作原理
ロータリーの脱ガスは、3つの関連した現象に依存している:
-
ガス分散:窒素、アルゴン、混合ガスなどの不活性ガスを中空シャフトから水中ローターに送り、ローターがガスを表面積の大きいマイクロバブルにせん断する;;
-
物質移動:濃度勾配のため、溶存水素がマイクロバブルに拡散する;;
-
浮遊と合体:気泡は水素を吸収して成長し、浮力によって水素と小さな介在物を融液表面に運び、そこで壊れて除去される。.
ローターはまた、温度と合金元素の均質化を助けるバルクメルトの攪拌を促進し、静的ランシングと比較して物質移動速度を加速する。ローターの形状と速度は、脱ガス効率の重要なコントロールノブである気泡サイズ分布を決定します。.
4.主要コンポーネントとオプションのサブシステム
以下は、簡潔な構成部品のチェックリストと簡単な説明である。.
| コンポーネント | 役割 |
|---|---|
| 駆動部(モーター/ギアボックス) | シャフトとローターを回転させ、プロセス制御のために可変速にすることができる。 |
| 水没シャフトとローター(インペラ) | 泡を発生させ、攪拌する |
| ガス供給と調整器 | 制御された流量と圧力でアルゴン、窒素、または混合ガスを供給 |
| 中空シャフトまたはガス通路 | ローター先端にガスを供給 |
| マウントとホイスト/チルトフレーム | 安全な挿入と取り外しが可能で、炉内または取鍋操作をサポート |
| PLC付きコントロールパネル | 速度、ガス流量、処理時間、アラームの管理 |
| フラックス注入モジュール(オプション) | 必要に応じてキャリアガスによるフラックス注入が可能 |
| センサー:溶融温度、ガス流量、トルク | プロセス・バリデーションとセーフティ・インターロック用 |
| バッフル/スプラッシュガード&フード | フラックスカムを集め、酸化を抑える |
| 排気 / ヒュームの捕捉(必要な場合) | 環境コンプライアンスに対応したヒュームの捕集 |
(移動式および固定式の設置を含むシステム全体のバリエーションについては、メーカーのパンフレットを参照)。
5.代表的なプロセスパラメータと、それぞれが性能に与える影響
オペレーターは、目標とする水素濃度と含有量に達するように、これらの変数を調整する:
| パラメータ | 一般的な範囲(業界) | 脱気性能への影響 |
|---|---|---|
| ガス種 | 窒素またはアルゴン、純度≥99.99% | アルゴンはやや効果的だがコストが高い。 |
| ガス流量 | 小型ユニットで5~80NL/min、大型ステーションで最大数百NL/min | 流量が高いほどバブルのスループットが向上するが、流量が高すぎるとバブルが粗くなり、スプラッシュが発生する。 |
| ローター回転数 | ローターの設計により200~2,000 rpm | 回転数が高いほど、気泡が小さくなり、せん断が大きくなり、最適回転数まで物質移動が速くなる傾向があります。 |
| 治療時間 | 典型的なバッチ当たり1~10分、インラインシステムでは数秒~数分 | 長い時間は水素を減少させるが、スループットを減少させる。 |
| 浸漬深さ | 容器により、ローター先端から自由表面まで50~300 mm | 深い浸漬は気泡の滞留時間を向上させるが、トルクとパワーの必要性を増加させる |
| 傾斜角/振動角 | ローターによっては0~45度 | 特定の取鍋形状において、より優れた掃引パターンと表面クリーニングを提供します。 |
これらの範囲は例示である。各鋳物工場は、試行と溶融分析により、特定の合金と容器形状に対応するプロセスウィンドウを開発すべきである。溶融重量と初期ガスレベルに基づいて最適なパラメーターを計算するプロセス制御ソリューションは、サプライヤーから入手可能である。.
6.ローターとシャフト設計の選択
ローターの形状とシャフトの材質は、溶融物の寿命、効率、反応性にとって極めて重要である。.
一般的なロータータイプ
-
グラファイト製ローター: グラファイトは、多くのアルミニウム溶融物において、機械成形、耐熱衝撃性、許容可能な耐用年数を提供するため、広く使用されている。Pyrotekや他のベンダーは、酸化を抑えるための処理済み黒鉛を提供しています。.
-
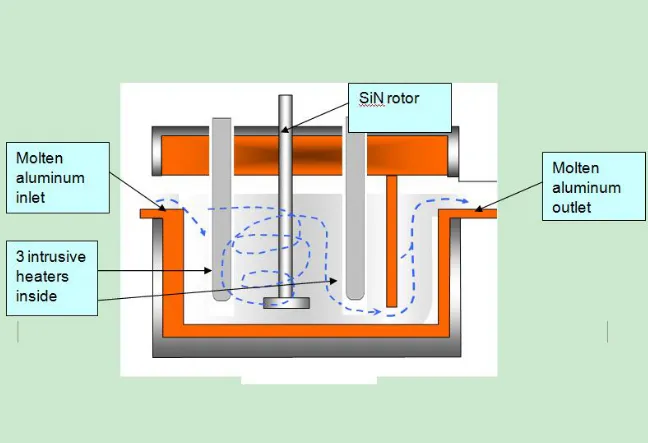
セラミックと窒化ケイ素のローター: より高い強度と耐摩耗性。長寿命や高温安定性が要求される場合によく使用される。メーカーは、過酷な生産環境用にセラミックシリーズローターを提供しています。.
-
保護コーティングを施した金属製ローター: 機械的堅牢性が要求される特定の用途に使用されるが、合金汚染を避けるために慎重な選択が必要である。.
シャフトオプション
-
中空グラファイトまたはセラミックシャフト ステンレスや特殊合金を使用し、内部ガスラインとシーリングを備えたシステムもある。シャフトシールと熱膨張設計が耐用年数を決定する。.
ローターの選択は、コスト、耐用年数、溶融化学への影響、気泡形成性能のバランスをとる。最近のメーカーは、目標とする気泡サイズと特定の合金グループに調整されたローターファミリーを供給している。.

7.プロセス制御、センサー、オートメーション
最新の回転式脱ガスステーションは、一般的に、以下のような制御システムを備えている:
-
合金とメルトウェイトのプログラム可能な処理レシピ;;
-
クローズドループ制御では、測定された溶融水素(インラインプローブまたは定期サンプリングを使用)またはその他の指標により、処理時間、ガス流量、ローター速度が調整される;;
-
ローターの摩耗やシャフトのバインディングを検出するトルク監視;;
-
温度、ガス圧、ドライブの健全性に関する安全インターロック。.
ベンダーは、メルト重量、初期および目標水素レベル、容器形状に基づいて必要な処理を計算する、高度なプロセス最適化モジュールを提供している。これらのツールは再現性を改善し、オペレーターの依存度を低減する。SMARTTおよび類似のプロセスコントローラーは、変数を分析し、最適なセットポイントを提案するベンダー製品の一例である。.
8.代替脱気方法との比較
このセクションでは、回転脱気と他の一般的なアプローチとの直接的な比較を行う。.
| 方法 | 仕組み | 代表的な強み | 典型的な制限 |
|---|---|---|---|
| ロータリー不活性ガス脱気 | ローターによって分散された不活性ガスがマイクロバブルを発生させ、水素を除去する。 | 高い水素除去率、良好な均質化、迅速な処理 | ローターのメンテナンスが必要、ランスやフラックスのみより資本コストが高い |
| フラックス脱ガス(表面上のパイルフラックス) | 粒状のフラックスを表面に添加し、介在物と反応させて浮上を促進する。 | 資本コストが低く、シンプル | フラックス消耗品を使用するため、塩化物やフッ化物を使用する可能性がある。 |
| フラックス注入(回転式フラックス注入) | 不活性ガスで運ばれ、ローターで分散されるフラックス粒子 | 脱気とフラックス作用を組み合わせ、効率的な介在物除去を実現 | フラックス処理とスカム管理が必要 |
| ランスのガス抜き | 回転しないランスまたはチューブを通して導入されるガス | 低コスト、シンプル | 気泡径が大きい、物質移動が遅い、水素除去効率が低い |
| 真空脱気 | 減圧は水素の脱離を促進する | プロセスによっては水素に非常に効果的 | 資本コストが高い、複雑、すべての鋳物工場にとって必ずしも実用的ではない |
一般的な業界コンセンサスによれば、回転式不活性ガス脱ガスは、多くのアルミニウム鋳造操業において、水素除去速度と操業柔軟性の最良のトレードオフを提供し、フラックス注入は介在物制御をさらに強化する。回転式脱ガスとフラックス注入を組み合わせたシステムは、水素と介在物制御の両方が重要な場合に使用される。.
9.設置、メンテナンス、安全に関する注意事項
インストール
-
取り付けシステムとホイストが、ローターの挿入、引き抜き、運転中の動荷重に確実に対応できることを確認する。.
-
制御盤とガスボンベ・バンクの位置は、地域の法令に従ってください。.
-
フラックスと酸化物ヒュームを制御するために、融液表面付近でのヒューム抽出または捕獲を検討する。.
メンテナンス
-
ローターの形状とシャフトシールを定期的に点検することで、突然の故障を防ぐことができる。グラファイト部品は徐々に酸化するので、定期的な交換が必要。.
-
ガス供給ラインとパージシーケンスを監視し、空気の侵入を防ぐ。.
-
ダウンタイムを最小限に抑えるため、スペアローターや一般的な消耗部品を在庫しておく。.
安全性
-
作業者用のPPEを含む、溶銑取り扱い手順に常に従うこと。.
-
ガスが供給されないとドライブが作動しないように、ガス供給をインターロックする。.
-
安全で管理された手順のもとで、挿入と抜去のトレーニングを行う。.
-
フラックスとヒュームの捕獲のための環境制御は、規制によって要求される場合がある。.
サプライヤーの文書および現地の安全規定には厳密に従わなければならない。最新のターンキーシステムには、オペレーターとメルトの完全性を保護する多くの推奨セーフガードとアラーム機能が含まれている。.
10.トラブルシューティングとパフォーマンス指標
代表的な監視指標
-
処理前後の溶融水素レベル(ppm)
-
バッチあたりの処理時間と1分あたりのppm削減量
-
ロータートルクと振動シグネチャー
-
処理後のスクラップ率と欠陥の種類
よくある問題と修正
-
水素の還元が不十分: 考えられる原因:粗すぎる気泡、不十分な処理時間、不適切なガス種、過度の溶融乱流。対策:設計上可能であればローター回転数を上げる、浸漬深さを最適化する、ガス純度と流量をチェックする、または別のローター形状を試す。.
-
過度の水しぶきや渦: ガスフローが高すぎるか、ローターが 表面近くにあることが原因であることが多い。ガス流量を減らす、浸漬深さを増やす、ローターのアライメントを確認する。.
-
ローターの寿命が短い: 砥粒の混入やローター材質の選択ミスによるもの。セラミックローターまたは処理済みグラファイトを検討する。.
-
シフト間で一貫性のない結果: 一般的な手順:レシピの導入、オペレーターのトレーニング、再現性のための自動化。.
溶融水素を定期的に測定し、その測定値を鋳造品質と相関させることは、プロセス調整を検証するための実証済みの方法である。.
11.正しいロータリー脱気ソリューションの選び方
あなたの運用プロファイルに合った機器を検討する:
-
バッチサイズとスループット: るつぼ工場には小型のポータブル・ユニットが適している。固定ステーションまたはインライン・ローターは、連続または高処理工場に適している。.
-
合金範囲: 合金によっては、水素や酸化物の混入に敏感なものもある。.
-
望ましい自動化の程度 レシピコントロールと水素プローブにより、オペレーターのばらつきを低減。.
-
消耗品の好み: フラックスの使用を最小限に抑えることを優先するのであれば、高効率の不活性ガス処理に対応した脱気装置が望ましい。.
-
サービスとスペアパーツのネットワーク 現地サポートとローター交換オプションのあるサプライヤーを選ぶ。.
サプライヤーは構成計算機を提供し、最適な構成を推奨するためにしばしばプロセストライアルを実施する。.
12.環境および規制への配慮
-
フラックス物質および表面のスカムは、地域の有害廃棄物規則に従って捕獲し、適切に処分する必要がある場合がある。.
-
ガスの使用およびボンベの保管は、圧縮ガス安全規定に従わなければならない。.
-
ヒュームエクストラクションは、呼吸可能な微粒子やフラックスヒュームへの暴露を低減します。多くのベンダーが、地域の職場安全および環境基準を満たすためのエンクロージャおよび抽出オプションを提供しています。.
13.コスト要因と投資利益率
考慮すべき資本コスト、消耗品コスト、運用コスト:
-
本体と設置の資本コスト;;
-
ローターとシャフトの交換寿命;;
-
不活性ガスの消費;;
-
フラックス注入を使用する場合のフラックス消費量;;
-
スクラップや再加工の削減、より高い製品グレードの受け入れによる節約。.
典型的なROIモデルには、欠陥削減率、歩留まり向上、より価値の高い部品からの増分収益の測定が含まれる。多くのファウンドリーは、欠陥ベースラインと生産額に応じて、数ヶ月から数年で設備コストを回収しています。ベンダーのケーススタディは、パラメータ化されたROI計算の実例を提供しています。.
14.脱気プログラムを実行するための実践的なヒント
-
溶融水素値を記録し、鋳造結果と関連付ける。.
-
ベンダーの推奨レシピから始め、設計された実験を行い、容器と合金の設定を改良する。.
-
ローターの点検と交換の間隔は、カレンダーだけでなく、トルクの傾向に基づいてスケジュールする。.
-
複数のオペレーターをトレーニングし、一貫性を保つためにPLCにレシピをロックします。.
-
フラックスが必要な場合は、より良い分散と表面フラックスロスの低減のために、キャリアガスをベースとしたフラックス注入が望ましい。.
15.クイックリファレンス用表
表 A. アルミニウム鋳物工場における回転式脱ガスの代表的なパラメータウィンドウ
| パラメータ | 小規模店舗(40~1500ポンド) | 中型/大型(1~5トン) |
|---|---|---|
| ガス | 窒素またはアルゴン | 窒素、アルゴンまたはブレンド |
| フロー | 5~50NL/分 | 50-500 NL/分 |
| ローター回転数 | 300-1,200 rpm | 200-1,800rpm |
| 浸漬深さ | 50-150 mm | 100-300 mm |
| 治療時間 | 1~5分 | 2~10分 |
表B.簡単な長所と短所のまとめ
| オプション | 長所 | 短所 |
|---|---|---|
| ロータリー不活性脱気装置 | 高速水素除去、ホモジナイゼーション、オプションのフラックス注入 | 単純なランスに比べて資本とメンテナンスが高い |
| ランスのガス抜き | 低コスト、シンプル | 効率低下、気泡が大きくなる |
| 表面フラックス | 非常に低い設備投資 | 水素には効果的でない;消耗品とスカムの取り扱い |
ロータリー脱気とメルト品質に関するFAQ
1.回転式脱気には窒素とアルゴンのどちらのガスが最適ですか?
2.回転脱ガスは水素だけでなく、介在物も除去できますか?
3.グラファイト・ローターの交換頻度は?
4.回転式脱気装置を使う場合でもフラックスは必要ですか?
5.回転脱ガスは反応性元素を含む合金に使用できますか?
6.ガス抜きが完了したことを知るにはどうすればよいですか?
7.ヒュームや表面のカスはどうすればよいですか?
8.小さな鋳物工場では、ポータブル・ロータリー・ユニットで十分ですか?
9.脱気性能が安定しない典型的な原因は何ですか?
一般的な変数は以下の通り:
- ガス純度のばらつき(ガスライン中の水分)。.
- ローターの磨耗または異常 没入深度.
- メルト温度または容器の形状の変化。.
- プロセスレシピの定義が不十分、または手動で上書きされた。.
10.サプライヤーはプロセスバリデーションのサポートを提供しているか。
アドテックのような信頼できるサプライヤーは、次のようなサービスを提供している。 アプリケーション・エンジニアリング・サポート. .これには、鋳物工場が特定の合金と鋳造仕様に合わせた処理レシピを確立し、検証するのに役立つ、現場での試験と高度な制御システムが含まれる。.
実施に向けた提言の締めくくり
-
パイロット・プログラムから始める:ロータリー・ユニットを1台設置し、水素の測定プロトコルを定義し、前後の不良率を追跡する。.
-
貴社の合金ファミリーや生産規模に精通したベンダーと協力し、プロセス検証トライアルを依頼する。.
-
制御システムと測定機能に投資する。再現性はROIを実現する上で最も重要な要素である。.
-
ローターや一般的な摩耗部品のスペアプログラムを維持し、メンテナンスのダウンタイムを生産スケジュールに組み込む。.
