A unité de dégazage rotative, Lorsqu'elle est conçue et exploitée correctement, elle offre la méthode la plus fiable et la plus reproductible pour éliminer l'hydrogène dissous et les petites inclusions non métalliques des alliages d'aluminium en fusion ; elle produit de très fines bulles de gaz inerte qui capturent les gaz et les font flotter hors de la masse fondue tout en assurant une forte agitation de la masse fondue pour l'homogénéisation, et elle peut souvent réaliser l'injection de flux sans utiliser de sels à base de chlore.
1. Qu'est-ce qu'une unité de dégazage rotative ?
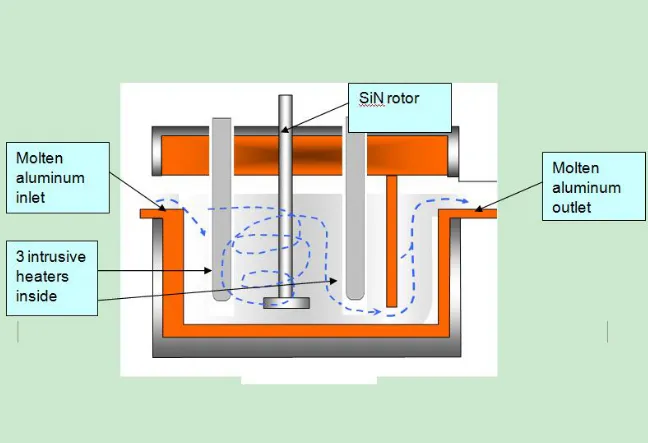
Une unité de dégazage rotative est un système industriel de traitement des matières fondues qui injecte un gaz inerte dans l'aluminium ou les alliages d'aluminium en fusion par l'intermédiaire d'une roue rotative immergée. Le rotor rotatif brise le gaz entrant en un nuage de très petites bulles qui enrichissent l'hydrogène dissous et font flotter les inclusions d'oxyde ou non métalliques à la surface. Cette méthode est couramment utilisée dans les opérations de fusion, de maintien et de transfert avant la coulée ou le moulage.

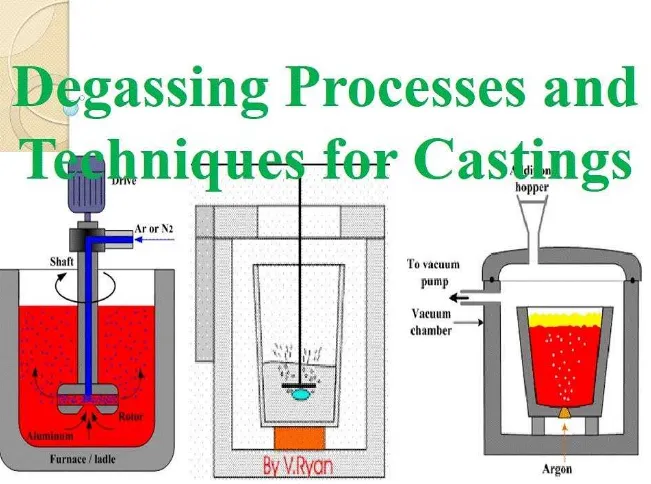
Dégazage de l'aluminium par unité de dégazage rotative en ligne
2. Pourquoi le dégazage est-il important pour les pièces moulées en aluminium ?
L'hydrogène dissous dans l'aluminium liquide forme une porosité gazeuse pendant la solidification. La porosité réduit les propriétés mécaniques telles que la résistance à la traction et l'allongement, provoque des fuites dans les pièces moulées sous pression et augmente les taux de rebut. Les inclusions non métalliques et l'hétérogénéité de la matière fondue entraînent des défauts de surface, une réduction de la résistance à la fatigue et un manque d'uniformité dans l'aspect du produit. Un traitement efficace de la matière fondue réduit les taux de rejet, améliore le rendement du traitement en aval et peut permettre des tolérances de moulage plus élevées, ce qui justifie l'investissement dans l'équipement de traitement. Les sources industrielles et les études de cas montrent systématiquement que le dégazage rotatif contrôlé au gaz inerte réduit la porosité et améliore la qualité du produit plus efficacement que de nombreuses méthodes simples à base de flux ou de lance pour les alliages coulés courants.
3. Principe de fonctionnement fondamental
Le dégazage rotatif repose sur trois phénomènes liés :
-
dispersion gazeuse : un gaz inerte tel que l'azote, l'argon ou un mélange de gaz est acheminé par un arbre creux jusqu'à un rotor immergé ; le rotor sépare le gaz en microbulles qui ont une surface élevée ;
-
transfert de masse : l'hydrogène dissous diffuse dans les microbulles en raison du gradient de concentration ;
-
flottation et coalescence : les bulles se développent en absorbant de l'hydrogène et transportent par flottaison de l'hydrogène et de petites inclusions jusqu'à la surface de la matière fondue, où elles se brisent et sont éliminées.
Le rotor favorise également l'agitation de la masse fondue, ce qui facilite l'homogénéisation de la température et des éléments d'alliage, et accélère les taux de transfert de masse par rapport à un lançage statique. La géométrie et la vitesse du rotor déterminent la distribution de la taille des bulles, qui est le bouton de contrôle clé de l'efficacité du dégazage.
4. Principaux composants et sous-systèmes optionnels
Vous trouverez ci-dessous une liste de contrôle concise des composants et une brève description.
| Composant | Rôle |
|---|---|
| Unité d'entraînement (moteur / boîte de vitesses) | Fait tourner l'arbre et le rotor, peut être à vitesse variable pour le contrôle du processus. |
| Arbre et rotor (roue) immergés | Génère des bulles et assure le brassage |
| Alimentation en gaz et régulateur | Fournit de l'argon, de l'azote ou des mélanges à un débit et une pression contrôlés |
| Arbre creux ou passage de gaz | Alimentation en gaz de l'extrémité du rotor |
| Cadre de montage et de levage / d'inclinaison | Permet une insertion et un retrait en toute sécurité ; permet un fonctionnement dans le four ou dans la poche de coulée |
| Panneau de contrôle avec PLC | Gestion de la vitesse, du débit de gaz, de la durée du traitement, des alarmes |
| Module d'injection de flux (en option) | Permet le dosage de flux assisté par gaz porteur en cas de besoin |
| Capteurs : température de la matière fondue, débit de gaz, couple | Pour la validation des processus et les verrouillages de sécurité |
| Baffle / pare-éclaboussures et capot | Collecte l'écume du flux et limite l'oxydation |
| Aspiration / captage des fumées (si nécessaire) | Capture des fumées pour le respect de l'environnement |
(Voir les brochures des fabricants pour les variantes de systèmes complets, y compris les installations mobiles et fixes).
5. Paramètres typiques des procédés et influence de chacun d'eux sur les performances
Les opérateurs règlent ces variables pour atteindre la concentration d'hydrogène cible et le niveau d'inclusion :
| Paramètres | Gamme typique (industrie) | Effet sur la performance du dégazage |
|---|---|---|
| Type de gaz | Azote ou argon, pureté ≥ 99,99% | L'argon est légèrement plus efficace mais plus coûteux ; l'azote est courant pour les opérations sensibles au prix. |
| Débit de gaz | 5 à 80 NL/min pour les petites unités, jusqu'à plusieurs centaines de NL/min pour les grandes stations | Un débit plus élevé augmente le débit de bulles, mais un débit trop élevé produit des bulles plus grossières et des éclaboussures. |
| Vitesse du rotor | 200 à 2 000 tr/min en fonction de la conception du rotor | Une vitesse de rotation plus élevée tend à générer des bulles plus petites, un cisaillement plus important et un transfert de masse plus rapide jusqu'à un niveau optimal. |
| Durée du traitement | 1 à 10 minutes par lot en général ; dans les systèmes en ligne, quelques secondes à quelques minutes | Une durée plus longue réduit l'hydrogène mais réduit le débit ; rendement décroissant une fois l'objectif atteint |
| Profondeur d'immersion | 50 à 300 mm de l'extrémité du rotor à la surface libre, en fonction du récipient | Une immersion plus profonde améliore le temps de résidence des bulles, mais augmente le couple et les besoins en énergie. |
| Angle d'inclinaison/oscillation | 0 à 45 degrés pour certains rotors | Permet un meilleur balayage et un meilleur nettoyage des surfaces dans certaines géométries de poches de coulée |
Ces fourchettes sont données à titre d'exemple. Chaque fonderie devrait développer une fenêtre de procédé pour des alliages et une géométrie de cuve spécifiques par des essais et une analyse de la fonte. Les fournisseurs proposent des solutions de contrôle des procédés qui calculent les paramètres optimaux en fonction du poids de la matière fondue et des niveaux de gaz initiaux.
6. Choix de la conception du rotor et de l'arbre
La géométrie du rotor et les matériaux de l'arbre sont essentiels pour la durée de vie, l'efficacité et la réactivité dans la matière fondue.
Types de rotors courants
-
Rotors en graphite : Le graphite est largement utilisé parce qu'il s'adapte à la forme, qu'il offre une résistance aux chocs thermiques et une durée de vie acceptable dans de nombreux produits de fusion de l'aluminium. Pyrotek et d'autres fournisseurs proposent du graphite traité pour réduire l'oxydation.
-
Rotors en céramique et en nitrure de silicium : plus grande solidité et résistance à l'usure ; souvent utilisé lorsqu'une durée de vie plus longue ou une stabilité à des températures plus élevées est requise. Les fabricants proposent des rotors en céramique pour les environnements de production agressifs.
-
Rotors métalliques avec revêtement de protection : utilisés dans des applications spécifiques où la robustesse mécanique est requise, mais qui nécessitent une sélection rigoureuse pour éviter la contamination de l'alliage.
Options de l'arbre
-
Arbres creux en graphite ou en céramique Certains systèmes utilisent des alliages inoxydables ou spéciaux avec des conduites de gaz internes et des joints d'étanchéité. L'étanchéité de l'arbre et la conception de la dilatation thermique déterminent la durée de vie.
Le choix du rotor doit tenir compte du coût, de la durée de vie, de l'impact sur la chimie de la matière fondue et de la performance de la formation de bulles. Les fabricants modernes proposent des familles de rotors adaptées à la taille des bulles et à des groupes d'alliages spécifiques.

7. Contrôle des processus, capteurs et automatisation
Une station de dégazage rotative moderne comprend généralement un système de contrôle qui peut fournir :
-
des recettes de traitement programmables en fonction de l'alliage et du poids de la matière fondue ;
-
contrôle en boucle fermée où l'hydrogène fondu mesuré (à l'aide d'une sonde en ligne ou d'un échantillonnage périodique) ou d'autres indicateurs ajustent le temps de traitement, le débit de gaz et la vitesse du rotor ;
-
surveillance du couple pour détecter l'usure du rotor ou le grippage de l'arbre ;
-
des verrouillages de sécurité en fonction de la température, de la pression du gaz et de l'état de l'entraînement.
Les fournisseurs proposent des modules avancés d'optimisation des procédés qui calculent le traitement nécessaire en fonction du poids de la matière fondue, des niveaux d'hydrogène initiaux et cibles et de la géométrie de la cuve. Ces outils améliorent la répétabilité et réduisent la dépendance de l'opérateur. SMARTT et d'autres contrôleurs de processus similaires sont des exemples d'offres de fournisseurs qui analysent les variables et proposent des points de consigne optimaux.
8. Comparaison avec d'autres méthodes de dégazage
Cette section fournit une comparaison directe du dégazage rotatif avec d'autres approches courantes.
| Méthode | Comment cela fonctionne-t-il ? | Points forts typiques | Limites typiques |
|---|---|---|---|
| Dégazage rotatif sous gaz inerte | Un gaz inerte dispersé par un rotor crée des microbulles qui retirent l'hydrogène. | Élimination élevée de l'hydrogène ; bonne homogénéisation ; traitement rapide | Nécessite l'entretien du rotor ; coût d'investissement plus élevé que la lance ou le flux seul |
| Dégazage des flux (piles de flux à la surface) | Un flux granulaire est ajouté à la surface pour réagir avec les inclusions et favoriser la flottaison. | Faible coût d'investissement ; simple | Moins efficace pour l'élimination de l'hydrogène en profondeur ; utilise des consommables de flux ; risque d'utilisation de chlorure/fluorure |
| Injection de flux (injection de flux rotatif) | Particules de flux transportées par un gaz inerte et dispersées par le rotor | Combine le dégazage et l'action du flux ; élimination efficace des inclusions | Manipulation des flux et gestion de l'écume nécessaires |
| Dégazage de la lance | Gaz introduit par une lance ou un tube qui ne tourne pas | Peu coûteux, simple | Bulles plus grosses, transfert de masse plus lent, élimination moins efficace de l'hydrogène |
| Dégazage sous vide | La réduction de la pression augmente la désorption de l'hydrogène | Très efficace pour l'hydrogène dans certains processus | Coût d'investissement plus élevé ; complexité ; pas toujours pratique pour toutes les fonderies |
L'industrie s'accorde généralement à dire que le dégazage rotatif à l'inertage offre le meilleur compromis entre la vitesse d'élimination de l'hydrogène et la flexibilité opérationnelle pour de nombreuses opérations de fonderie d'aluminium, tandis que l'injection de flux permet de mieux contrôler les inclusions. Les systèmes qui combinent le dégazage rotatif et l'injection de flux sont utilisés lorsque le contrôle de l'hydrogène et des inclusions est essentiel.
9. Installation, entretien et considérations de sécurité
Installation
-
S'assurer que le système de montage et le palan peuvent supporter en toute sécurité l'insertion et l'extraction du rotor ainsi que les charges dynamiques pendant le fonctionnement.
-
Positionner l'armoire de commande et les batteries de bouteilles de gaz conformément aux réglementations locales.
-
Envisager l'extraction ou le captage des fumées près de la surface de fusion pour contrôler les flux et les fumées d'oxyde.
Maintenance
-
L'inspection régulière de la géométrie du rotor et des joints d'arbre permet d'éviter les défaillances soudaines. Les pièces en graphite s'oxydent lentement et doivent être remplacées régulièrement.
-
Surveiller les conduites d'alimentation en gaz et les séquences de purge afin d'éviter toute pénétration d'air.
-
Gardez en stock des rotors de rechange et des pièces d'usure courantes pour minimiser les temps d'arrêt.
Sécurité
-
Toujours suivre les protocoles de manipulation des métaux chauds, y compris l'EPI pour les opérateurs.
-
Verrouiller l'alimentation en gaz de manière à ce que l'entraînement ne puisse pas fonctionner sans flux de gaz, le cas échéant.
-
Fournir une formation à l'insertion et à l'extraction selon des procédures sûres et contrôlées.
-
Des contrôles environnementaux pour la capture des flux et des fumées peuvent être exigés par la réglementation.
La documentation du fournisseur et les codes de sécurité locaux doivent être suivis de près. Les systèmes clés en main modernes comprennent de nombreuses mesures de protection recommandées et des fonctions d'alarme qui protègent les opérateurs et l'intégrité de la matière fondue.
10. Dépannage et mesures des performances
Mesures typiques à surveiller
-
Taux d'hydrogène à l'état fondu avant et après le traitement (ppm)
-
Durée de traitement par lot et réduction en ppm par minute
-
Signatures du couple et des vibrations du rotor
-
Taux de rebut et types de défauts après traitement
Problèmes courants et solutions
-
Réduction insuffisante de l'hydrogène : Causes possibles : bulles trop grosses, temps de traitement insuffisant, mauvais type de gaz ou turbulence excessive de la matière fondue. Actions : augmenter la vitesse de rotation du rotor si la conception le permet, optimiser la profondeur d'immersion, vérifier la pureté et le débit du gaz ou essayer une autre géométrie de rotor.
-
Éclaboussures ou tourbillons excessifs : souvent le résultat d'un débit de gaz trop élevé ou d'un rotor proche de la surface. Réduire le débit de gaz ; augmenter la profondeur d'immersion ; vérifier l'alignement du rotor.
-
Durée de vie réduite du rotor : en raison d'inclusions abrasives ou d'un mauvais choix de matériau pour le rotor. Envisager des rotors en céramique ou en graphite traité ; vérifier la composition chimique de la matière fondue et réduire les contaminants.
-
Résultats incohérents d'une équipe à l'autre : généralement procédural : mettre en œuvre des recettes, la formation des opérateurs et l'automatisation pour assurer la reproductibilité.
La mesure de routine de l'hydrogène fondu et la corrélation des mesures avec la qualité de la coulée sont des moyens éprouvés de valider les ajustements du processus.
11. Comment choisir la bonne solution de dégazage rotatif ?
Adaptez l'équipement à votre profil opérationnel en tenant compte des éléments suivants
-
Taille des lots et débit : les petites unités portables conviennent aux ateliers de fabrication de creusets ; les stations fixes ou les rotors en ligne conviennent mieux aux usines en continu ou à haut débit.
-
Gamme d'alliages : certains alliages sont plus sensibles aux inclusions d'hydrogène ou d'oxyde ; assurez-vous de l'expérience du vendeur avec votre famille d'alliages.
-
Degré d'automatisation souhaité : Le contrôle de la recette et les sondes à hydrogène réduisent la variabilité de l'opérateur.
-
Préférences en matière de consommation : si la réduction de l'utilisation de flux est une priorité, il est conseillé d'utiliser un dégazeur qui permet un traitement au gaz inerte à haut rendement.
-
Réseau de services et de pièces détachées : choisir un fournisseur disposant d'une assistance locale et d'options de remplacement du rotor.
Les fournisseurs proposent des calculateurs de configuration et effectuent souvent des essais de processus pour recommander une configuration optimale.
12. Considérations environnementales et réglementaires
-
Les matériaux de flux et l'écume de surface peuvent nécessiter d'être capturés et éliminés conformément aux règles locales en matière de déchets dangereux.
-
L'utilisation du gaz et le stockage des bouteilles doivent être conformes aux codes de sécurité des gaz comprimés.
-
L'extraction des fumées réduit l'exposition aux particules respirables et aux fumées de flux. De nombreux fournisseurs proposent des enceintes et des options d'extraction pour répondre aux normes locales en matière de sécurité au travail et d'environnement.
13. Facteurs de coût et retour sur investissement
Les coûts d'investissement, de consommables et d'exploitation à prendre en compte :
-
le coût d'investissement de l'unité et de l'installation ;
-
la durée de remplacement du rotor et de l'arbre ;
-
la consommation de gaz inerte ;
-
la consommation de flux si l'injection de flux est utilisée ;
-
les économies réalisées grâce à la réduction des rebuts et des retouches, ainsi qu'à une meilleure acceptation de la qualité des produits.
Un modèle typique de retour sur investissement comprend la mesure du pourcentage de réduction des défauts, l'amélioration du rendement et l'augmentation des recettes provenant des pièces de plus grande valeur. De nombreuses fonderies récupèrent le coût de l'équipement en quelques mois ou quelques années, en fonction du niveau de base des défauts et de la valeur de la production. Les études de cas des fournisseurs fournissent des exemples réels de calculs paramétrés du retour sur investissement.
14. Conseils pratiques pour l'exécution d'un programme de dégazage
-
Enregistrer les valeurs de l'hydrogène fondu et les mettre en corrélation avec les résultats de la coulée.
-
Commencez par les recettes recommandées par le vendeur, puis effectuez des expériences pour affiner les réglages en fonction de votre récipient et de votre alliage.
-
Planifier les inspections et les intervalles de remplacement des rotors en se basant sur les tendances de couple plutôt que sur le calendrier uniquement.
-
Former plusieurs opérateurs et verrouiller les recettes dans l'automate pour plus de cohérence.
-
Lorsque le flux est nécessaire, préférer l'injection de flux à base de gaz porteur pour une meilleure dispersion et une réduction des pertes de flux en surface.
15. Tableaux de référence rapide
Tableau A. Fenêtre de paramètres typique pour le dégazage rotatif d'une fonderie d'aluminium
| Paramètres | Petit atelier (40-1500 lb) | Moyen/grand (1-5 tonnes) |
|---|---|---|
| Gaz | Azote ou argon | Azote, argon ou mélanges |
| Débit | 5-50 NL/min | 50-500 NL/min |
| Vitesse du rotor | 300-1 200 tr/min | 200-1 800 tr/min |
| Profondeur d'immersion | 50-150 mm | 100-300 mm |
| Durée du traitement | 1-5 min | 2-10 min |
Tableau B. Résumé rapide des avantages et des inconvénients
| Option | Pour | Cons |
|---|---|---|
| Dégazeur inerte rotatif | Élimination rapide de l'hydrogène ; homogénéisation ; injection de flux en option | Investissement et entretien plus élevés que pour les lances simples |
| Dégazage de la lance | Faible coût ; simple | Efficacité moindre ; bulles plus grosses |
| Flux de surface | Très faibles dépenses d'investissement | Moins efficace pour l'hydrogène, les consommables et la manipulation de l'écume |
Dégazage rotatif et qualité de la matière fondue FAQ
1. Quel est le meilleur gaz pour le dégazage rotatif : azote ou argon ?
2. Le dégazage rotatif peut-il éliminer les inclusions aussi bien que l'hydrogène ?
3. À quelle fréquence dois-je remplacer les rotors en graphite ?
4. Le flux est-il toujours nécessaire si j'utilise un dégazeur rotatif ?
5. Le dégazage rotatif peut-il être utilisé sur des alliages contenant des éléments réactifs ?
6. Comment savoir si le processus de dégazage est terminé ?
7. Que faire des fumées et de l'écume de surface ?
8. Une unité rotative portable est-elle suffisante pour une petite fonderie ?
9. Quelles sont les causes typiques d'une performance de dégazage irrégulière ?
Les variables les plus courantes sont les suivantes
- Variations de la pureté du gaz (humidité dans la conduite de gaz).
- Usure du rotor ou incorrecte profondeur d'immersion.
- Modifications de la température de la matière fondue ou de la géométrie du récipient.
- Recettes de processus mal définies ou modifiées manuellement.
10. Les fournisseurs proposent-ils une aide à la validation des processus ?
Des fournisseurs réputés comme AdTech fournissent soutien à l'ingénierie d'application. Cela comprend des essais sur site et des systèmes de contrôle avancés qui aident les fonderies à établir et à valider des recettes de traitement adaptées à leurs alliages spécifiques et aux spécifications des pièces coulées.
Recommandations finales pour la mise en œuvre
-
Commencez par un programme pilote : installez une seule unité rotative, définissez des protocoles de mesure pour l'hydrogène et suivez les taux de défauts avant et après.
-
Travaillez avec des fournisseurs expérimentés dans votre famille d'alliages et à votre échelle de production ; demandez un essai de validation du procédé.
-
Investissez dans un système de contrôle et une capacité de mesure ; la répétabilité est le facteur le plus important pour réaliser le retour sur investissement.
-
Maintenir un programme de pièces de rechange pour les rotors et les pièces d'usure courantes ; planifier les temps d'arrêt de la maintenance dans le calendrier de production.
