Un dégazage efficace n'est pas facultatif ; il s'agit de l'étape de prétraitement la plus critique qui sépare directement les composants structurels en aluminium de haute intégrité des déchets. Si l'on ne parvient pas à réduire la teneur en hydrogène en dessous d'un seuil critique (généralement 0,15 ml de H₂ par 100 g d'aluminium), on obtient une porosité catastrophique, une réduction drastique des propriétés mécaniques (en particulier de la ductilité et de la résistance à la fatigue) et des pertes financières considérables. La norme industrielle, et la méthode la plus efficace, implique un dégazage par turbine rotative (RID), utilisant souvent un mélange de gaz d'argon (Ar) et/ou d'azote (N₂), couplé à une mesure de l'hydrogène en temps réel à l'aide des systèmes de type Telegas ou AlScan pour un contrôle précis du processus. Pour ADtech, l'obtention de performances optimales passe par l'adoption de cette approche intégrée, garantissant un minimum de gaz dissous et un rendement maximal dans des applications exigeantes telles que l'automobile et l'aérospatiale.
Pourquoi l'aluminium doit-il être dégazé ?
L'aluminium possède une propriété métallurgique unique : sa solubilité dans l'hydrogène gazeux diminue considérablement lorsqu'il passe de l'état fondu (liquide) à l'état solide.
| État | Solubilité de l'hydrogène (environ à la pression atmosphérique) |
| Liquide (~700°C) | ~0,69 ml / 100g Al |
| Solide (~660°C) | ~0,04 ml / 100g Al |
Lorsque le métal refroidit et se solidifie dans le moule, l'excès d'hydrogène, incapable de rester en solution, précipite pour former des bulles microscopiques. Ce phénomène, connu sous le nom de porosité gazeuse, compromet gravement la résistance et la finition de surface du composant final. Les sources de cet hydrogène dissous comprennent l'humidité dans l'atmosphère du four, les matériaux de flux humides, les outils humides et l'oxydation de surface des matériaux de charge.

L'éventail des méthodes de dégazage de l'aluminium
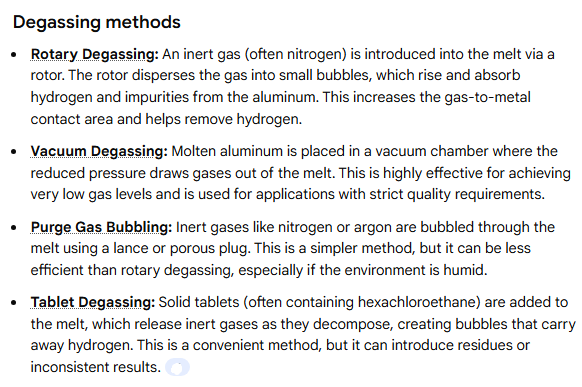
L'objectif premier de tout processus de dégazage est d'introduire un gaz inerte (le gaz de balayage) dans la matière fondue, où il peut absorber l'hydrogène dissous et le transporter à la surface.
Élimination de l'hydrogène : Trois stratégies principales
Dégazage par flux (historique et complémentaire)
Historiquement, il s'agissait de plonger des pastilles ou des poudres solides (flux) contenant des composés chlorés ou fluorés (par exemple, l'hexachloroéthane, C₂Cl₆) dans la masse fondue. La réaction chimique libère du gaz Cl₂ naissant, qui est un piégeur extrêmement efficace mais génère des fumées importantes et nocives (pollution de l'air). Bien qu'ils soient moins courants aujourd'hui en tant que méthode principale, des flux spécialisés non toxiques sont encore utilisés pour compléter les méthodes mécaniques, en éliminant simultanément les oxydes et les traces de gaz mineures.
Lancing stationnaire sous gaz inerte (méthode de base)
Il s'agit de la méthode la plus simple, qui consiste à faire barboter un gaz inerte (généralement N₂ ou Ar) à travers une lance (tube) immergée dans la matière fondue.
-
Pour : Faible coût d'investissement, fonctionnement simple.
-
Cons : Faible efficacité due à la taille importante et non uniforme des bulles. Les grosses bulles ont un mauvais rapport surface/volume, ce qui entraîne un mauvais contact entre le gaz et le métal et de longs temps de traitement. Elles entraînent également une forte turbulence du métal et la formation d'écume.
Dégazage par turbine rotative (RID) (norme industrielle)
Il s'agit de la méthode la plus efficace et la plus largement adoptée dans le monde. Une roue, généralement en graphite ou en carbure de silicium pour résister à la corrosion, tourne à grande vitesse tandis qu'un gaz inerte (N₂, Ar, ou un mélange) est pompé à travers un arbre creux et dans la matière fondue.
-
Mécanisme d'action : La rotation divise le flux de gaz d'entrée en milliers de bulles microscopiques (~50-200 microns). Cette augmentation massive de la surface facilite la diffusion rapide de l'hydrogène dissous de l'aluminium liquide dans la surface des bulles. Les petites bulles largement dispersées font flotter efficacement le H₂ et les inclusions non métalliques (oxydes) à la surface où ils sont éliminés sous forme d'écume.
| Fonctionnalité | Stationnaire Lancing | Dégazage par turbine rotative (RID) |
| Taille de la bulle | Grandes, non uniformes (mm à cm) | Microscopique, uniforme (μm) |
| Efficacité | Faible (temps de traitement long) | Élevée (élimination rapide de H₂) |
| Formation de crasse | Élevée (en raison de fortes turbulences) | Faible (action de mélange douce) |
| Durée du processus | 20 min ou plus | 5 à 10 minutes en général |
Contrôle et optimisation avancés du dégazage
Pour répondre aux exigences de qualité rigoureuses des alliages modernes, les paramètres du processus doivent être contrôlés avec précision. Les paramètres clés du RID sont les suivants
-
Vitesse du rotor : Des vitesses plus élevées (par exemple, 400 à 600 tr/min) augmentent le cisaillement des bulles et l'efficacité, mais des vitesses trop élevées peuvent réintroduire des turbulences et de l'écume. La vitesse optimale permet d'équilibrer l'efficacité du dégazage et le contrôle de la formation de crasses.
-
Débit de gaz : Mesuré en litres par minute (LPM). Le débit doit être suffisant pour établir la densité de bulles requise sans agitation excessive de la matière fondue. Une gamme typique pour un creuset de 1000 kg est de 10 à 20 LPM.
-
Durée du traitement : Dépend directement de la teneur initiale en hydrogène et de la pureté de l'alliage. Le processus s'arrête lorsque la concentration cible en hydrogène est confirmée par mesure.
Note sur l'optimisation des processus : La plage de température optimale pour le dégazage est généralement comprise entre 710°C et 730°C. Le traitement à des températures plus basses réduit la vitesse de réaction, mais il est parfois nécessaire pour des alliages spécifiques ou des pièces coulées à parois minces.
Techniques de mesure : Quantification de l'hydrogène dissous
Le dégazage est inutile sans une mesure quantitative fiable de la concentration d'hydrogène dissous avant et après le traitement. Ces mesures fournissent les données nécessaires à l'ajustement du processus et à l'assurance qualité.
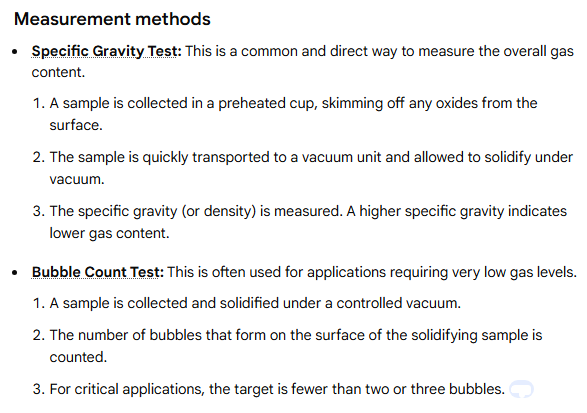
L'épreuve de pression réduite (EPR) (qualitative/semi-quantitative)
Le RPT est un test simple et rentable utilisé dans la fonderie pour évaluer l'efficacité du traitement de dégazage.
-
Méthode : Un petit échantillon d'aluminium en fusion est versé dans un creuset en acier, qui est ensuite immédiatement placé dans une chambre à vide. La pression est réduite (généralement à 80 millibars) et l'échantillon peut se solidifier sous vide.
-
Interprétation des résultats : La réduction de la pression externe fait que l'hydrogène dissous sort plus agressivement de la solution, formant des pores plus grands et visibles dans l'échantillon qui se solidifie.
-
Haute porosité : Indique un mauvais dégazage (teneur élevée en H₂).
-
Faible porosité/Surface lisse : Indique un bon dégazage.
-
-
Limitation : Il s'agit d'un test qualitatif ; il ne fournit qu'un indice de la teneur en gaz, et non une valeur numérique exacte (par exemple, ml / 100 g).
Mesure directe de l'hydrogène (quantitative : Telegas/AlScan)
Ces instruments fournissent des lectures précises, quantitatives et en temps réel de l'hydrogène dissous, ce qui permet un contrôle critique du processus.
-
Mécanisme (principe) : Ils utilisent un gaz vecteur inerte (souvent de l'argon) qui passe sur un capteur électrolytique solide hautement sélectif et résistant à l'aluminium fondu (par exemple, du ZrO₂ stabilisé au CaO). L'hydrogène dissous dans l'aluminium se diffuse dans le flux de gaz vecteur, et le capteur mesure la pression partielle de H₂ dans le gaz vecteur, qui est directement proportionnelle à la concentration de H₂ dissous dans le bain fondu (loi de Henry).
-
Avantages :
-
Précision : Fournit une valeur en ml / 100g Al (par exemple, 0,12 ml / 100g).
-
Vitesse : Les mesures sont prises en quelques minutes, ce qui permet un retour d'information immédiat et des ajustements de processus.
-
Étalonnage : Très précis lorsqu'il est correctement étalonné, il répond aux besoins des spécifications exigeantes.
-
Élimination des inclusions et propreté métallurgique
Le dégazage est intrinsèquement lié à l'élimination des inclusions, car les bulles de gaz inerte agissent comme des sites de capture pour les particules non métalliques, telles que l'oxyde d'aluminium (Al₂O₃), l'oxyde de magnésium (MgO) et les spinelles. L'objectif est ici d'obtenir une propreté métallurgique supérieure.
Le rôle des filtres dans la qualité finale
Alors que le dégazage élimine les inclusions flottantes, les filtres sont essentiels pour éliminer les particules microscopiques en suspension qui pourraient devenir des défauts préjudiciables dans le produit final.
-
Filtres à mousse céramique (CFF) : Le type le plus courant, agissant comme des filtres à lit profond pour piéger les particules. Ils sont classés en fonction de la taille des pores (par exemple, 30 PPI, 50 PPI).
-
Filtres à particules liés (BPF) : Utilisés pour des applications de très haute pureté, ils offrent une efficacité de filtration supérieure.
| Exigences en matière de composants | Dégazage initial/fluxage | Filtration (CFF/BPF) |
| Élimination de l'hydrogène | Fonction principale | Secondaire/Aucun |
| Grosses inclusions (crasse) | Retrait primaire | Capture du reliquat |
| Micro-inclusions | Élimination secondaire (piégeage) | Fonction principale |
Étude de cas : Fabrication de composants structurels automobiles dans le Midwest américain
| Paramètres | Détail |
| Localisation | Midwest américain, grand fournisseur de composants automobiles (partenaire ADtech) |
| Période de temps | Q3-Q4 2024 |
| Composant | Tour de suspension moulée sous haute pression (HPDC) (alliage d'aluminium A356) |
| Défi initial | Taux de rejet de 12% dû à la porosité du sous-sol (Pinholes). |
| Prétraitement | Lancing stationnaire (N₂ à 15 LPM pendant 20 min). |
| Lecture de l'hydrogène (avant changement) | Moyenne 0,28 ml / 100g |
| Solution mise en œuvre | Commuté sur ADtech Système de dégazage à turbine rotative. Paramètres : N₂ à 12 LPM, vitesse du rotor 450 RPM, durée de traitement 8 min. |
| Lecture de l'hydrogène (après changement) | Moyenne 0,11 ml / 100g |
| Résultat | Le taux de rejet dû à la porosité est tombé à < 1,5%. Amélioration significative des propriétés mécaniques (par exemple, augmentation de 20% de la résistance ultime à la traction). |
Ce cas démontre que l'investissement dans un dégazage précis et contrôlé par turbine rotative est justifié par la réduction immédiate et substantielle des déchets et l'amélioration de la qualité du produit. La capacité à obtenir une faible teneur en hydrogène est primordiale pour la qualité de la coulée.
Foire aux questions (FAQ) sur le dégazage de l'aluminium
Q1 : Quel est le principal gaz à extraire de l'aluminium en fusion ?
A : Le principal gaz qui doit être éliminé de l'aluminium en fusion est le suivant hydrogène (H₂). La forte solubilité de l'aluminium pour l'H₂ à l'état liquide, combinée à une chute drastique de la solubilité lors de la solidification, est la cause principale de la porosité gazeuse dans les pièces moulées.
Q2 : Quelle est la teneur en hydrogène cible pour les pièces moulées en aluminium de haute qualité ?
A : Le niveau cible acceptable pour les pièces moulées en aluminium de haute qualité, étanches à la pression et structurelles est généralement inférieur à 0,15 ml de H₂ par 100 g d'Al. Pour les pièces hautement critiques de l'aérospatiale ou de l'automobile, des niveaux aussi bas que 0,08 ml / 100 g peuvent être spécifiés.
Q3 : La température de la matière fondue influe-t-elle sur le processus de dégazage ?
A : Oui. Des températures plus élevées augmentent la solubilité de l'hydrogène (ce qui le rend plus difficile à éliminer) mais réduisent également la viscosité de la matière fondue, ce qui augmente le taux de diffusion de l'hydrogène et la mobilité des bulles. Le dégazage optimal est généralement effectué juste au-dessus de la température de coulée, généralement entre 710°C et 730°C.
Q4 : Qu'est-ce que l'écume et pourquoi le dégazage est-il lié à son élimination ?
A : Crasse est la couche d'oxydes métalliques et de matières piégées (inclusions) qui se forme à la surface de l'aluminium en fusion. Les bulles de gaz inerte générées pendant le dégazage, en particulier par la méthode de la roue rotative, recueillent ces inclusions non métalliques et les font flotter à la surface, où elles deviennent partie intégrante de la couche d'écume, améliorant ainsi la propreté métallurgique.
Q5 : Quel est le meilleur gaz inerte pour le dégazage, l'argon (Ar) ou l'azote (N₂) ?
A : Les deux sont efficaces. Azote est généralement plus rentable. Argon est parfois préféré pour les alliages Al-Mg, car l'azote peut potentiellement réagir avec le magnésium pour former des nitrures (Mg₃N₂), bien que ce phénomène soit rare aux températures de dégazage standard. De nombreuses fonderies utilisent une combinaison ou un mélange en fonction du coût et du type d'alliage.
Q6 : Quel est le réglage LPM d'un dégazeur rotatif ?
A : LPM signifie Litres par minute, et c'est la mesure du débit de gaz inerte dans l'aluminium en fusion. Ce débit est une variable critique du procédé qui doit être ajustée en fonction du volume de la matière fondue et de la teneur initiale en hydrogène.
Q7 : Est-il possible de surdégazer l'aluminium ?
A : Bien qu'un dégazage excessif soit techniquement possible, le principal risque n'est pas l'élimination du gaz, mais le temps de traitement inutile, l'augmentation de la consommation d'énergie et la formation excessive de crasses causée par une agitation prolongée, qui peut renvoyer les oxydes dans la matière fondue. Le processus doit être arrêté immédiatement lorsque la teneur en hydrogène cible est confirmée par une mesure quantitative.
Q8 : Quel est le principal avantage du dégazage par turbine rotative par rapport au fluxage ?
A : L'avantage le plus important est le respect de l'environnement et de la sécurité. Le RID utilise des gaz propres et inertes (N₂ ou Ar) et génère une pollution atmosphérique minimale, contrairement aux flux à base de chlore qui produisent des fumées dangereuses et corrosives. Le RID est également beaucoup plus efficace pour éliminer l'hydrogène.
Q9 : Comment puis-je tester les performances de ma machine de dégazage ?
A : Les performances de la machine sont testées en mesurant la teneur en hydrogène dissous. avant et après le traitement à l'aide d'un instrument quantitatif (comme une sonde Telegas ou AlScan) et le calcul de l'indice d'efficacité. efficacité de l'élimination de l'hydrogène. L'entretien régulier et l'étalonnage du rotor et de l'arbre sont également essentiels pour garantir des performances durables.
Q10 : Que sont les “ piqûres ” dans les pièces moulées en aluminium ?
A : Trous d'épingle sont des vides ou des pores minuscules, généralement sphériques, dans le métal coulé, généralement près de la surface. Ils sont le résultat direct de la précipitation d'hydrogène dissous piégé pendant la solidification, et leur présence est l'indicateur visuel le plus courant d'un dégazage inadéquat.
L'engagement d'ADtech en faveur de l'intégrité du moulage
Pour les entreprises qui se concentrent sur les composants de haute spécification, en particulier dans les secteurs de l'e-mobilité et de l'aérospatiale, l'adoption du meilleur traitement des métaux fondus est une nécessité concurrentielle. L'utilisation combinée d'un dégazage à turbine rotative contrôlé et à haut rendement et d'une mesure directe et précise de l'hydrogène offre le plus haut degré de contrôle de la qualité et d'efficacité opérationnelle. ADtech fournit l'équipement de pointe et les conseils techniques nécessaires pour maintenir la teneur en hydrogène en dessous des seuils critiques de l'industrie, garantissant ainsi des propriétés mécaniques supérieures et des défauts liés à la porosité proches de zéro. Ce dévouement à la précision métallurgique définit la nouvelle norme en matière d'intégrité des moulages d'aluminium.
