Etkili gaz giderme isteğe bağlı değildir; yüksek bütünlüklü, yapısal alüminyum bileşenleri hurdadan doğrudan ayıran en kritik ön işlem adımıdır. Hidrojen içeriğinin kritik bir eşiğin (tipik olarak 100 g Al başına 0,15 mL H₂) altına düşürülmemesi, yıkıcı gözeneklilik, mekanik özelliklerde (özellikle süneklik ve yorulma mukavemeti) büyük ölçüde azalma ve önemli mali kayıplarla sonuçlanır. Endüstri standardı ve en etkili yöntem, hassas proses kontrolü için Telegas veya AlScan tipi sistemler kullanılarak gerçek zamanlı Hidrojen Ölçümü ile birlikte genellikle bir argon (Ar) ve/veya nitrojen (N₂) gaz karışımı kullanan Döner Pervaneli Gaz Giderme (RID) yöntemini içerir. ADtech için en yüksek performansa ulaşmak, bu entegre yaklaşımı benimsemek, otomotiv ve havacılık gibi zorlu uygulamalarda minimum çözünmüş gaz ve maksimum verim sağlamak anlamına gelir.
Alüminyum Neden Gaz Giderme Gerektirir?
Alüminyumun benzersiz bir metalürjik özelliği vardır: erimiş (sıvı) halden katı hale geçerken hidrojen gazı için çözünürlüğü önemli ölçüde azalır.
| Eyalet | Hidrojen Çözünürlüğü (yaklaşık atmosferik basınçta) |
| Sıvı (~700°C) | ~0,69 mL / 100g Al |
| Katı (~660°C) | ~0,04 mL / 100g Al |
Metal kalıpta soğuyup katılaşırken, çözelti içinde kalamayan fazla hidrojen çökelerek mikroskobik kabarcıklar oluşturur. Gaz gözenekliliği olarak bilinen bu fenomen, nihai bileşenin mukavemetini ve yüzey kalitesini ciddi şekilde bozar. Bu çözünmüş hidrojenin kaynakları arasında fırın atmosferindeki nem, nemli akı malzemeleri, nemli aletler ve yük malzemelerinin yüzey oksidasyonu bulunur.

Alüminyum Gaz Giderme Yöntemleri Spektrumu
Herhangi bir gazdan arındırma işleminin birincil amacı, eriyiğin içine çözünmüş hidrojeni emebileceği ve yüzeye taşıyabileceği bir inert gaz (temizleyici gaz) sokmaktır.
Hidrojen Giderimi: Üç Ana Strateji
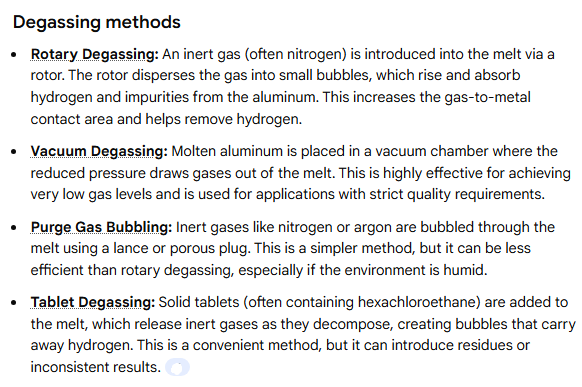
Akı Gaz Giderme (Tarihsel ve Tamamlayıcı)
Tarihsel olarak bu, klor veya flor içeren bileşikler (örn. hekzakloroetan, C₂Cl₆) içeren katı tabletlerin veya tozların (flakslar) eriyiğe daldırılmasını içeriyordu. Kimyasal reaksiyon, son derece etkili bir tutucu olan ancak önemli ölçüde zararlı duman (hava kirliliği) oluşturan yeni Cl₂ gazını açığa çıkarır. Günümüzde birincil yöntem olarak daha az yaygın olmakla birlikte, özel toksik olmayan flakslar mekanik yöntemleri tamamlamak için hala kullanılmakta ve aynı anda oksitleri ve küçük gaz izlerini gidermektedir.
Sabit İnert Gaz Lansmanı (Temel Yöntem)
Bu en basit yöntemdir ve inert bir gazın (genellikle N₂ veya Ar) eriyiğin içine daldırılmış bir lans (tüp) aracılığıyla kabarcıklandırılmasını içerir.
-
Artıları: Düşük sermaye maliyeti, basit kullanım.
-
Eksiler: Büyük, homojen olmayan kabarcık boyutu nedeniyle düşük verimlilik. Büyük kabarcıkların yüzey alanı/hacim oranı düşüktür, bu da zayıf gaz-metal temasına ve uzun işleme sürelerine yol açar. Ayrıca yüksek metal türbülansına ve cüruf oluşumuna neden olur.
Döner Pervaneli Gaz Giderme (RID) (Endüstri Standardı)
Bu, dünya çapında en etkili ve yaygın olarak benimsenen yöntemdir. Korozyon direnci için tipik olarak grafit veya silikon karbürden yapılmış bir pervane yüksek hızda döndürülürken, inert bir gaz (N₂, Ar veya bir karışım) içi boş bir şafttan eriyiğin içine pompalanır.
-
Etki Mekanizması: Dönüş, giriş gaz akışını binlerce mikroskobik kabarcığa (~50-200 mikron) ayırır. Yüzey alanındaki bu büyük artış, çözünmüş hidrojenin sıvı alüminyumdan kabarcık yüzeyine hızlı bir şekilde difüzyonunu kolaylaştırır. Küçük, geniş dağılımlı kabarcıklar H₂ ve metalik olmayan kalıntıları (oksitler) verimli bir şekilde yüzeye çıkarır ve burada cüruf olarak sıyrılırlar.
| Özellik | Sabit Lancing | Döner Pervaneli Gaz Giderme (RID) |
| Kabarcık Boyutu | Büyük, tekdüze olmayan (mm ila cm) | Mikroskobik, tek tip (μm) |
| Verimlilik | Düşük (uzun tedavi süresi) | Yüksek (hızlı H₂ giderimi) |
| Cüruf Oluşumu | Yüksek (şiddetli türbülans nedeniyle) | Düşük (yumuşak karıştırma eylemi) |
| İşlem Süresi | 20 dakika veya daha fazla | Tipik olarak 5 ila 10 dakika |
Gelişmiş Gaz Giderme Kontrolü ve Optimizasyonu
Modern alaşımların katı kalite gerekliliklerine ulaşmak için proses parametrelerinin hassas bir şekilde kontrol edilmesi gerekir. RID için anahtar parametreler şunlardır:
-
Rotor Hızı: Daha yüksek hızlar (örneğin 400 ila 600 RPM) kabarcık kesmeyi ve verimliliği artırır, ancak aşırı yüksek hızlar türbülansı ve cürufu yeniden ortaya çıkarabilir. Optimum hız, gaz giderme verimliliği ile cüruf oluşumu kontrolünü dengeler.
-
Gaz Akış Hızı: Dakika başına litre (LPM) olarak ölçülür. Akış, aşırı eriyik çalkalanması olmadan gerekli kabarcık yoğunluğunu oluşturmak için yeterli olmalıdır. 1000 kg'lık bir pota için tipik aralık 10-20 LPM'dir.
-
Tedavi Süresi: Doğrudan başlangıç hidrojen içeriğine ve alaşımın temizliğine bağlıdır. Hedef hidrojen konsantrasyonu ölçümle doğrulandığında işlem durur.
Süreç Optimizasyon Notu: Gaz giderme için en uygun sıcaklık aralığı tipik olarak 710°C ila 730°C'dir. Daha düşük sıcaklıklarda işlem yapmak reaksiyon hızını azaltır, ancak bazen belirli alaşımlar veya ince duvarlı dökümler için gereklidir.
Ölçüm Teknikleri: Çözünmüş Hidrojen Miktarının Belirlenmesi
Çözünmüş hidrojen konsantrasyonunun hem arıtmadan önce hem de sonra güvenilir, nicel ölçümü olmadan gaz giderme işlemi işe yaramaz. Bu ölçümler proses ayarlaması ve kalite güvencesi için gerekli verileri sağlar.
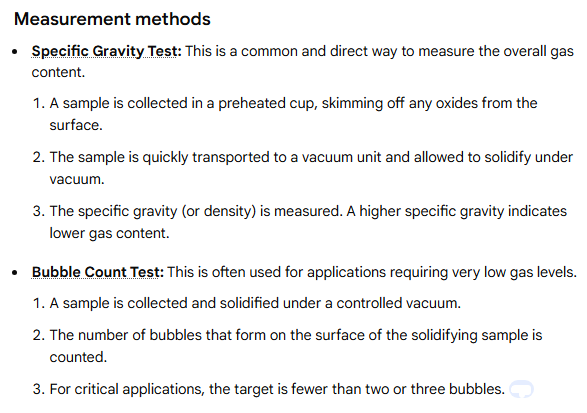
İndirgenmiş Basınç Testi (RPT) (Kalitatif/Yarı Kantitatif)
RPT, gaz giderme işleminin etkinliğini değerlendirmek için dökümhane zemininde kullanılan basit, uygun maliyetli bir testtir.
-
Yöntem: Küçük bir erimiş alüminyum numunesi çelik bir potaya dökülür ve hemen ardından bir vakum odasına yerleştirilir. Basınç düşürülür (tipik olarak 80 milibar) ve numunenin vakum altında katılaşmasına izin verilir.
-
Sonuç Yorumlama: Azalan dış basınç, çözünmüş hidrojenin çözeltiden daha agresif bir şekilde çıkmasına neden olarak katılaşan numune içinde daha büyük, görünür gözenekler oluşturur.
-
Yüksek Gözeneklilik: Zayıf gaz giderme (yüksek H₂ içeriği) olduğunu gösterir.
-
Düşük Gözeneklilik/Pürüzsüz Yüzey: İyi gaz giderme olduğunu gösterir.
-
-
Sınırlama: Niteliksel bir testtir; kesin bir sayısal değer (örneğin, mL / 100g) değil, yalnızca gaz içeriğine ilişkin bir indeks sağlar.
Doğrudan Hidrojen Ölçümü (Kantitatif: Telegas/AlScan)
Bu cihazlar, çözünmüş hidrojenin hassas, nicel ve gerçek zamanlı okumalarını sağlayarak kritik proses kontrolüne olanak tanır.
-
Mekanizma (Prensip): Bunlar, yüksek seçiciliğe sahip, erimiş Al'ye dayanıklı katı elektrolit sensörünün (örneğin, CaO ile stabilize edilmiş ZrO₂) üzerinden geçirilen inert taşıyıcı gaz (genellikle Ar) kullanır. Alüminyumda çözünmüş hidrojen gazı, taşıyıcı gaz akışına yayılır ve sensör, taşıyıcı gazdaki H₂'nin kısmi basıncını ölçer; bu basınç, eriyikte çözünmüş H₂ konsantrasyonuyla doğru orantılıdır (Henry Yasası).
-
Avantajlar:
-
Hassas: mL / 100g Al cinsinden bir değer sağlar (örneğin, 0,12 mL / 100g).
-
Hız: Ölçümler dakikalar içinde alınarak anında geri bildirim ve süreç ayarlamaları yapılmasına olanak tanır.
-
Kalibrasyon: Uygun şekilde kalibre edildiğinde son derece hassas olup zorlu spesifikasyonların ihtiyaçlarını karşılar.
-
Kapanım Giderme ve Metalurjik Temizlik
İnert gaz kabarcıkları alüminyum oksit (Al₂O₃), magnezyum oksit (MgO) ve spineller gibi metalik olmayan partiküller için yakalama bölgeleri olarak hareket ettiğinden gaz giderme, inklüzyon giderme ile içsel olarak bağlantılıdır. Burada odak noktası, üstün metalurjik temizlik elde etmektir.
Filtrelerin Nihai Kalitedeki Rolü
Gaz giderme yüzen kalıntıları giderirken, filtreler nihai üründe zararlı kusurlara dönüşebilecek mikroskobik, asılı partikülleri gidermek için gereklidir.
-
Seramik Köpük Filtreler (CFF): Partikülleri yakalamak için derin yatak filtreleri olarak görev yapan en yaygın tiptir. Gözenek boyutuna göre kategorize edilirler (örn. 30 PPI, 50 PPI).
-
Bağlanmış Parçacık Filtreleri (BPF): Üstün filtrasyon verimliliği sağlayan son derece yüksek saflıktaki uygulamalar için kullanılır.
| Bileşen Gereksinimi | İlk Gaz Giderme/Akıtma | Filtrasyon (CFF/BPF) |
| Hidrojen Giderimi | Birincil İşlev | İkincil/Yok |
| Büyük Kapanımlar (Cüruf) | Birincil Kaldırma | Kalanının Yakalanması |
| Mikro Kapanımlar | İkincil Uzaklaştırma (Atma) | Birincil İşlev |
Vaka Çalışması: ABD'nin Orta Batısında Otomotiv Yapısal Bileşen Üretimi
| Parametre | Detay |
| Konum | ABD Orta Batı, büyük otomotiv bileşen tedarikçisi (ADtech ortağı) |
| Zaman Dilimi | Q3-Q4 2024 |
| Bileşen | Yüksek Basınçlı Döküm (HPDC) süspansiyon kulesi (Alüminyum Alaşım A356) |
| İlk Mücadele | 12% yüzey altı gözeneklilik (Pinholes) nedeniyle reddedilme oranı. |
| Ön İşlem | Sabit Lansman (20 dakika boyunca 15 LPM'de N₂). |
| Hidrojen Okuması (Değişim Öncesi) | Ortalama 0,28 mL / 100g |
| Uygulanan Çözüm | Şuna geçildi ADtech Döner Çarklı Gaz Giderme sistemi. Parametreler: 12 LPM'de N₂, Rotor Hızı 450 RPM, İşlem Süresi 8 dk. |
| Hidrojen Okuması (Değişim Sonrası) | Ortalama 0,11 mL / 100g |
| Sonuç | Gözeneklilik nedeniyle reddedilme oranı <1,5%'ye düştü. Mekanik özelliklerde önemli iyileşme (örneğin, nihai gerilme mukavemetinde 20% artış). |
Bu vaka, hassas ve kontrollü Döner Pervaneli Gaz Giderme işlemine yapılan yatırımın, atıkların anında ve önemli ölçüde azaltılması ve ürün kalitesinin iyileştirilmesi ile haklı çıkarıldığını göstermektedir. Sürekli olarak düşük hidrojen içeriği elde etme becerisi döküm kalitesi için çok önemlidir.
Alüminyum Gaz Giderme Hakkında Sıkça Sorulan Sorular (SSS)
S1: Erimiş alüminyumdan çıkarılması gereken ana gaz nedir?
A: Erimiş alüminyumdan uzaklaştırılması gereken birincil gaz hidrojen (H₂). Alüminyumun sıvı halde H₂ için yüksek çözünürlüğü, katılaşma sırasında çözünürlüğün önemli ölçüde düşmesi ile birleşerek, dökümlerde gaz gözenekliliğinin temel nedenidir.
S2: Yüksek kaliteli alüminyum dökümler için hedef hidrojen seviyesi nedir?
A: Yüksek kaliteli, basınç geçirmez ve yapısal alüminyum dökümler için kabul edilebilir hedef seviye genellikle 100 g Al başına 0,15 mL H₂'nin altındadır. Son derece kritik havacılık veya birinci sınıf otomotiv parçaları için 0,08 mL / 100g kadar düşük seviyeler belirtilebilir.
S3: Eriyiğin sıcaklığı gaz giderme işlemini etkiler mi?
A: Daha yüksek sıcaklıklar hidrojenin çözünürlüğünü artırır (uzaklaştırılmasını zorlaştırır) ancak aynı zamanda eriyik viskozitesini düşürür, bu da hidrojen difüzyon hızını ve kabarcık hareketliliğini artırır. Optimum gaz giderme genellikle döküm sıcaklığının hemen üzerinde, tipik olarak 710°C ila 730°C arasında gerçekleştirilir.
S4: Cüruf nedir ve gaz giderme neden cürufun giderilmesiyle bağlantılıdır?
A: Cüruf erimiş alüminyumun yüzeyinde oluşan metal oksitler ve hapsolmuş madde (inklüzyonlar) tabakasıdır. Gaz giderme sırasında, özellikle Döner Pervane yöntemiyle üretilen inert gaz kabarcıkları, bu metalik olmayan inklüzyonları toplar ve cüruf tabakasının bir parçası haline geldikleri yüzeye çıkarır, böylece metalurjik temizliği artırır.
S5: Gaz giderme için hangi inert gaz daha iyidir, Argon (Ar) mu yoksa Azot (N₂) mu?
A: İkisi de etkilidir. Azot genellikle daha uygun maliyetlidir. Argon bazen Al-Mg alaşımları için tercih edilir, çünkü nitrojen potansiyel olarak nitrürler (Mg₃N₂) oluşturmak için magnezyum ile reaksiyona girebilir, ancak bu standart gaz giderme sıcaklıklarında nadirdir. Birçok dökümhane maliyet ve alaşım türüne göre bir kombinasyon veya geçiş kullanır.
S6: Döner Gaz Giderici üzerindeki LPM ayarı nedir?
A: LPM, Litre/Dakika anlamına gelir ve erimiş alüminyuma inert gaz akış hızının ölçüsüdür. Bu akış hızı, eriyiğin hacmine ve başlangıçtaki hidrojen içeriğine göre ayarlanması gereken kritik bir proses değişkenidir.
S7: Alüminyumun gazını fazla alabilir miyim?
A: Aşırı gaz giderme teknik olarak mümkün olsa da, asıl risk gaz giderme değil, gereksiz işlem süresi, artan enerji tüketimi ve uzun süreli çalkalamadan kaynaklanan aşırı cüruf oluşumudur, bu da oksitleri eriyiğe geri hapsedebilir. Hedef hidrojen içeriği kantitatif bir ölçümle doğrulandığında proses derhal durdurulmalıdır.
S8: Döner Pervaneli Gaz Giderme işleminin flakslamaya göre en büyük avantajı nedir?
A: En büyük avantajı çevre ve güvenlik uyumluluğudur. RID temiz, inert gazlar (N₂ veya Ar) kullanır ve tehlikeli ve aşındırıcı dumanlar üreten klor bazlı fluksların aksine minimum hava kirliliği oluşturur. RID ayrıca hidrojenin giderilmesinde önemli ölçüde daha etkilidir.
S9: Gaz giderme makinemizin performansını nasıl test edebilirim?
A: Makinenin performansı, çözünmüş hidrojen içeriği ölçülerek test edilir. önce ve sonra kantitatif bir alet (Telegas veya AlScan probu gibi) kullanarak ve hidrojen giderme verimliliği. Rotor ve şaftın düzenli bakımı ve kalibrasyonu da sürdürülebilir performansın anahtarıdır.
S10: Alüminyum dökümde “iğne delikleri” nedir?
A: İğne Delikleri dökme metal içinde, genellikle yüzeye yakın, küçük, tipik olarak küresel boşluklar veya gözeneklerdir. Bunlar katılaşma sırasında sıkışan, çözünmüş hidrojen gazının çökelmesinin doğrudan sonucudur ve varlıkları yetersiz gaz gidermenin en yaygın görsel göstergesidir.
ADtech Döküm Dürüstlüğüne Bağlılık
Özellikle e-mobilite ve havacılık sektörlerinde yüksek özellikli bileşenlere odaklanan şirketler için, sınıfının en iyisi erimiş metal işlemenin benimsenmesi rekabetçi bir gerekliliktir. Yüksek verimli, kontrollü Döner Pervaneli Gaz Giderme ve doğru doğrudan hidrojen ölçümünün birlikte kullanılması, en yüksek düzeyde kalite kontrol ve operasyonel verimlilik sunar. ADtech, hidrojen içeriğini sürekli olarak sektördeki kritik eşiklerin altına çekmek için gereken gelişmiş ekipmanı ve teknik danışmanlığı sağlayarak üstün mekanik özellikleri ve sıfıra yakın gözeneklilikle ilgili kusurları garanti eder. Metalürjik hassasiyete olan bu bağlılık, alüminyum döküm bütünlüğü için yeni standardı tanımlamaktadır.
