A desgaseificação eficaz não é opcional; é o passo de pré-tratamento mais crítico que separa diretamente os componentes estruturais de alumínio de alta integridade da sucata. A incapacidade de reduzir o teor de hidrogénio abaixo de um limiar crítico (tipicamente 0,15 mL de H₂ por 100g de Al) resulta em porosidade catastrófica, propriedades mecânicas drasticamente reduzidas (especialmente ductilidade e resistência à fadiga) e perdas financeiras substanciais. O padrão da indústria e o método mais eficiente envolve a Desgaseificação por Impulsor Rotativo (RID), utilizando frequentemente uma mistura de gás árgon (Ar) e/ou azoto (N₂), juntamente com a Medição de Hidrogénio em tempo real utilizando os sistemas do tipo Telegas ou AlScan para um controlo preciso do processo. Para a ADtech, alcançar o desempenho máximo significa adotar esta abordagem integrada, garantindo o mínimo de gás dissolvido e o máximo rendimento em aplicações exigentes como a indústria automóvel e aeroespacial.
Porque é que o alumínio precisa de ser desgaseificado
O alumínio tem uma propriedade metalúrgica única: a sua solubilidade para o gás hidrogénio diminui drasticamente à medida que passa do estado fundido (líquido) para o estado sólido.
| Estado | Solubilidade do hidrogénio (aprox. à pressão atmosférica) |
| Líquido (~700°C) | ~0,69 mL / 100g Al |
| Sólido (~660°C) | ~0,04 mL / 100g Al |
À medida que o metal arrefece e solidifica no molde, o excesso de hidrogénio, incapaz de permanecer em solução, precipita-se para formar bolhas microscópicas. Este fenómeno, conhecido como porosidade de gás, compromete gravemente a resistência e o acabamento superficial do componente final. As fontes deste hidrogénio dissolvido incluem humidade na atmosfera do forno, materiais de fluxo húmidos, ferramentas húmidas e oxidação superficial dos materiais de carga.

O espetro dos métodos de desgaseificação do alumínio
O principal objetivo de qualquer processo de desgaseificação é introduzir um gás inerte (o gás de limpeza) na massa fundida, onde pode absorver o hidrogénio dissolvido e transportá-lo para a superfície.
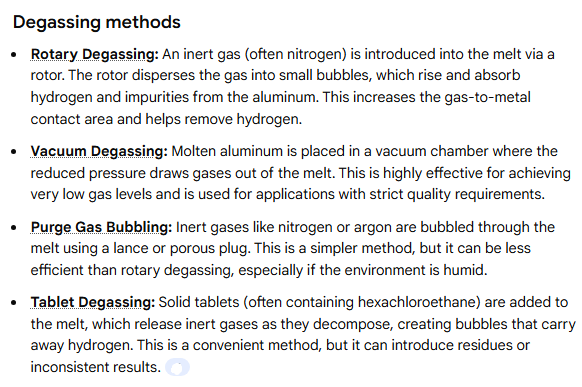
Eliminação de hidrogénio: Três estratégias principais
Desgaseificação por fluxo (histórico e complementar)
Historicamente, isto envolveu a imersão de pastilhas ou pós sólidos (fluxos) contendo compostos com cloro ou flúor (por exemplo, hexacloroetano, C₂Cl₆) na fusão. A reação química liberta gás Cl₂ nascente, que é um eliminador extremamente eficaz, mas gera uma fumaça significativa e prejudicial (poluição do ar). Embora menos comum como método primário atualmente, os fluxos especializados não tóxicos ainda são utilizados para complementar os métodos mecânicos, removendo simultaneamente óxidos e vestígios de gás menores.
Lança de gás inerte estacionária (método básico)
Este é o método mais simples, envolvendo a borbulhagem de um gás inerte (normalmente N₂ ou Ar) através de uma lança (tubo) submersa na massa fundida.
-
Prós: Baixo custo de capital, operação simples.
-
Contras: Baixa eficiência devido ao tamanho grande e não uniforme das bolhas. As bolhas grandes têm uma fraca relação área de superfície/volume, levando a um mau contacto gás-metal e a longos tempos de processamento. Também resulta numa elevada turbulência do metal e na formação de escórias.
Desgaseificação por impulsor rotativo (RID) (padrão da indústria)
Este é o método mais eficaz e amplamente adotado a nível mundial. Um impulsor, normalmente feito de grafite ou carboneto de silício para resistência à corrosão, é rodado a alta velocidade enquanto um gás inerte (N₂, Ar, ou uma mistura) é bombeado através de um eixo oco para a fusão.
-
Mecanismo de ação: A rotação corta o fluxo de gás de entrada em milhares de bolhas microscópicas (~50-200 microns). Este aumento maciço da área de superfície facilita a rápida difusão do hidrogénio dissolvido do alumínio líquido para a superfície da bolha. As pequenas bolhas, amplamente dispersas, fazem flutuar eficazmente o H₂ e as inclusões não metálicas (óxidos) para a superfície, onde são desnatadas como escórias.
| Caraterística | Estacionário Lancing | Desgaseificação por impulsor rotativo (RID) |
| Tamanho da bolha | Grandes, não uniformes (mm a cm) | Microscópico, uniforme (μm) |
| Eficiência | Baixo (tempo de tratamento longo) | Elevada (remoção rápida de H₂) |
| Formação de escórias | Elevada (devido a fortes turbulências) | Baixa (ação de mistura suave) |
| Tempo do processo | 20 minutos ou mais | 5 a 10 minutos, normalmente |
Controlo e otimização avançados da desgaseificação
Para atingir os rigorosos requisitos de qualidade das ligas modernas, os parâmetros do processo devem ser controlados com precisão. Os parâmetros-chave para o RID são:
-
Velocidade do rotor: Velocidades mais altas (por exemplo, 400 a 600 RPM) aumentam o cisalhamento das bolhas e a eficiência, mas velocidades excessivamente altas podem reintroduzir turbulência e escória. A velocidade ideal equilibra a eficiência da desgaseificação com o controlo da formação de impurezas.
-
Caudal de gás: Medido em litros por minuto (LPM). O caudal deve ser suficiente para estabelecer a densidade de bolhas necessária sem agitação excessiva da fusão. Um intervalo típico para um cadinho de 1000 kg é de 10-20 LPM.
-
Tempo de tratamento: Depende diretamente do teor inicial de hidrogénio e da pureza da liga. O processo é interrompido quando a concentração de hidrogénio desejada é confirmada pela medição.
Nota de otimização do processo: A gama de temperaturas óptima para a desgaseificação é tipicamente de 710°C a 730°C. O tratamento a temperaturas mais baixas reduz a taxa de reação, mas é por vezes necessário para ligas específicas ou peças fundidas de paredes finas.
Técnicas de medição: Quantificação do hidrogénio dissolvido
A desgaseificação é inútil sem uma medição fiável e quantitativa da concentração de hidrogénio dissolvido, tanto antes como depois do tratamento. Estas medições fornecem os dados necessários para o ajuste do processo e a garantia de qualidade.
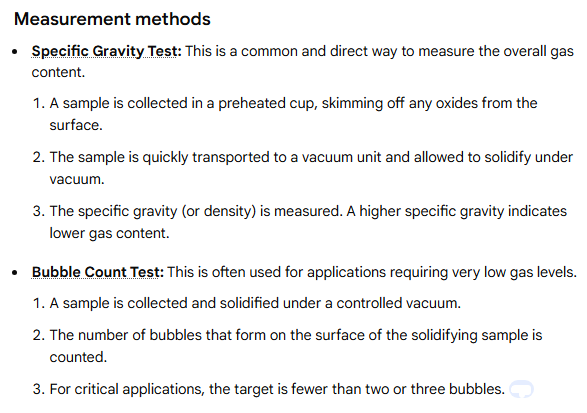
Ensaio de pressão reduzida (RPT) (Qualitativo/Semi-quantitativo)
O RPT é um teste simples e económico utilizado no chão da fundição para avaliar a eficácia do tratamento de desgaseificação.
-
Método: Uma pequena amostra de alumínio fundido é vertida para um cadinho de aço, que é imediatamente colocado dentro de uma câmara de vácuo. A pressão é reduzida (normalmente para 80 milibares) e a amostra é deixada a solidificar sob vácuo.
-
Interpretação dos resultados: A pressão externa reduzida faz com que o hidrogénio dissolvido saia da solução de forma mais agressiva, formando poros maiores e visíveis na amostra em solidificação.
-
Porosidade elevada: Indica uma desgaseificação deficiente (elevado teor de H₂).
-
Porosidade reduzida/Superfície lisa: Indica uma boa desgaseificação.
-
-
Limitação: É um teste qualitativo; apenas fornece um índice do teor de gás, não um valor numérico exato (por exemplo, mL / 100g).
Medição direta do hidrogénio (Quantitativa: Telegas/AlScan)
Estes instrumentos fornecem leituras precisas, quantitativas e em tempo real do hidrogénio dissolvido, permitindo um controlo crítico do processo.
-
Mecanismo (princípio): Eles utilizam um gás transportador inerte (geralmente Ar) que é passado por um sensor eletrolítico sólido altamente seletivo e resistente ao Al fundido (por exemplo, ZrO₂ estabilizado com CaO). O gás hidrogénio dissolvido no alumínio difunde-se na corrente do gás transportador, e o sensor mede a pressão parcial de H₂ no gás transportador, que é diretamente proporcional à concentração de H₂ dissolvido no material fundido (Lei de Henry).
-
Vantagens:
-
Precisão: Fornece um valor em mL / 100g Al (por exemplo, 0,12 mL / 100g).
-
Velocidade: As medições são efectuadas em minutos, permitindo um feedback imediato e ajustes no processo.
-
Calibração: Altamente preciso quando corretamente calibrado, satisfazendo as necessidades de especificações exigentes.
-
Remoção de inclusões e limpeza metalúrgica
A desgaseificação está intrinsecamente ligada à remoção de inclusões, uma vez que as bolhas de gás inerte actuam como locais de captura de partículas não metálicas, tais como óxido de alumínio (Al₂O₃), óxido de magnésio (MgO) e espinélios. O foco aqui é conseguir uma limpeza metalúrgica superior.
O papel dos filtros na qualidade final
Enquanto a desgaseificação remove as inclusões flutuantes, os filtros são essenciais para remover partículas microscópicas e suspensas que podem tornar-se defeitos prejudiciais no produto final.
-
Filtros de espuma cerâmica (CFF): O tipo mais comum, actuando como filtros de leito profundo para reter partículas. São classificados por tamanho de poro (por exemplo, 30 PPI, 50 PPI).
-
Filtros de partículas ligados (BPF): Utilizado para aplicações de pureza extremamente elevada, proporcionando uma eficiência de filtragem superior.
| Requisito de componente | Desgaseificação/Fluxificação inicial | Filtração (CFF/BPF) |
| Remoção de hidrogénio | Função principal | Secundário/Nenhum |
| Grandes inclusões (escórias) | Remoção primária | Captura de remanescentes |
| Micro-inclusões | Remoção secundária (eliminação) | Função principal |
Estudo de caso: Fabrico de componentes estruturais para automóveis no centro-oeste dos EUA
| Parâmetro | Detalhes |
| Localização | Grande fornecedor de componentes automóveis do Midwest dos EUA (parceiro ADtech) |
| Período de tempo | T3-Q4 2024 |
| Componente | Torre de suspensão em fundição injectada a alta pressão (HPDC) (liga de alumínio A356) |
| Desafio inicial | Taxa de rejeição do 12% devido a porosidade subsuperficial (Pinholes). |
| Pré-tratamento | Lancetagem estacionária (N₂ a 15 LPM durante 20 min). |
| Leitura de hidrogénio (pré-alteração) | Média 0,28 mL / 100g |
| Solução implementada | Comutado para ADtech Sistema de desgaseificação por impulsor rotativo. Parâmetros: N₂ a 12 LPM, Velocidade do rotor 450 RPM, Tempo de tratamento 8 min. |
| Leitura de hidrogénio (pós-alteração) | Média 0,11 mL / 100g |
| Resultado | A taxa de rejeição devido à porosidade caiu para < 1,5%. Melhoria significativa das propriedades mecânicas (por exemplo, aumento de 20% na resistência à tração final). |
Este caso demonstra que o investimento numa desgaseificação precisa e controlada com impulsor rotativo é justificado pela redução imediata e substancial dos resíduos e pela melhoria da qualidade do produto. A capacidade de atingir um teor de hidrogénio consistentemente baixo é fundamental para a qualidade da fundição.
Perguntas frequentes (FAQs) sobre desgaseificação de alumínio
Q1: Qual é o principal gás a remover do alumínio fundido?
A: O principal gás que deve ser removido do alumínio fundido é hidrogénio (H₂). A elevada solubilidade do alumínio para H₂ no estado líquido, combinada com uma queda drástica na solubilidade após a solidificação, é a causa principal da porosidade do gás nas peças fundidas.
Q2: Qual é o nível de hidrogénio pretendido para peças fundidas de alumínio de alta qualidade?
A: O nível alvo aceitável para peças fundidas de alumínio de alta qualidade, estanques à pressão e estruturais é geralmente inferior a 0,15 mL de H₂ por 100g de Al. Para peças aeroespaciais altamente críticas ou peças automotivas premium, níveis tão baixos quanto 0,08 mL / 100g podem ser especificados.
Q3: A temperatura da massa fundida afecta o processo de desgaseificação?
A: Sim. As temperaturas mais elevadas aumentam a solubilidade do hidrogénio (tornando-o mais difícil de remover), mas também diminuem a viscosidade da fusão, o que aumenta a taxa de difusão do hidrogénio e a mobilidade das bolhas. A desgaseificação óptima é normalmente realizada logo acima da temperatura de fundição, normalmente entre 710°C e 730°C.
Q4: O que é a escória e porque é que a desgaseificação está ligada à sua remoção?
A: Escória é a camada de óxidos metálicos e matéria aprisionada (inclusões) que se forma na superfície do alumínio fundido. As bolhas de gás inerte geradas durante a desgaseificação, particularmente pelo método do rotor rotativo, recolhem estas inclusões não metálicas e fazem-nas flutuar até à superfície, onde se tornam parte da camada de escória, melhorando assim a limpeza metalúrgica.
Q5: Que gás inerte é melhor para a desgaseificação, Árgon (Ar) ou Azoto (N₂)?
A: Ambos são eficazes. Nitrogénio é normalmente mais económico. Árgon é por vezes preferido para ligas Al-Mg, uma vez que o azoto pode potencialmente reagir com o magnésio para formar nitretos (Mg₃N₂), embora isto seja raro a temperaturas de desgaseificação padrão. Muitas fundições usam uma combinação ou troca com base no custo e no tipo de liga.
Q6: Qual é a definição de LPM num desgaseificador rotativo?
A: LPM significa Litros por Minuto, e é a medida da taxa de fluxo de gás inerte no alumínio fundido. Esta taxa de fluxo é uma variável crítica do processo que deve ser ajustada com base no volume da fusão e no teor inicial de hidrogénio.
Q7: Posso desgaseificar demasiado o alumínio?
A: Embora a sobredegaseificação seja tecnicamente possível, o principal risco não é a remoção de gás, mas sim o tempo de processamento desnecessário, o aumento do consumo de energia e a formação excessiva de impurezas causada pela agitação prolongada, que pode reter os óxidos na massa fundida. O processo deve parar imediatamente quando o teor de hidrogénio pretendido é confirmado por uma medição quantitativa.
Q8: Qual é a maior vantagem da desgaseificação por impulsor rotativo em relação ao fluxo?
A: A maior vantagem é a conformidade ambiental e de segurança. O RID utiliza gases limpos e inertes (N₂ ou Ar) e gera uma poluição atmosférica mínima, ao contrário dos fluxos à base de cloro que produzem fumos perigosos e corrosivos. O RID é também significativamente mais eficiente na remoção de hidrogénio.
P9: Como posso testar o desempenho da minha máquina de desgaseificação?
A: O desempenho da máquina é testado através da medição do teor de hidrogénio dissolvido. antes de e após o tratamento utilizando um instrumento quantitativo (como uma sonda Telegas ou AlScan) e calculando o eficiência da remoção de hidrogénio. A manutenção e calibração regulares do rotor e do veio são também fundamentais para um desempenho sustentado.
P10: O que são “orifícios” na fundição de alumínio?
A: Furos são pequenos vazios ou poros, tipicamente esféricos, dentro do metal fundido, geralmente perto da superfície. São o resultado direto da precipitação de hidrogénio gasoso dissolvido durante a solidificação, e a sua presença é o indicador visual mais comum de uma desgaseificação inadequada.
O compromisso da ADtech com a integridade da fundição
Para as empresas centradas em componentes de elevada especificação, particularmente nos sectores da mobilidade eléctrica e aeroespacial, a adoção do melhor tratamento de metal fundido da sua classe é uma necessidade competitiva. A utilização combinada de desgaseificação controlada de alta eficiência por impulsor rotativo e medição direta precisa de hidrogénio oferece o mais elevado grau de controlo de qualidade e eficiência operacional. A ADtech fornece o equipamento avançado e a consultoria técnica necessária para reduzir consistentemente o teor de hidrogénio abaixo dos limites críticos da indústria, garantindo propriedades mecânicas superiores e defeitos relacionados com a porosidade quase nulos. Esta dedicação à precisão metalúrgica define o novo padrão para a integridade da fundição de alumínio.
