Entgasung ist die gezielte Entfernung gelöster Gase aus einem flüssigen Metall oder einer industriellen Flüssigkeit, am häufigsten die Entfernung von Wasserstoff aus geschmolzenem Aluminium, und ist unerlässlich, um innere Porosität zu verhindern, die mechanischen Eigenschaften zu verbessern und die Gussausbeute und -konsistenz zu erhöhen.
1. Klare Definition und die physikalischen Grundlagen der Entgasung
Entgasung bezeichnet die kontrollierte Entfernung gelöster Gase aus einer Flüssigkeit. In der Metallurgie bedeutet dies in der Regel die Entfernung von Wasserstoff, Stickstoff und Sauerstoff aus geschmolzenen Metallen, damit die erstarrten Gussteile keine gasbedingten Fehler wie Porosität oder Lunker aufweisen. Der Prozess basiert auf dem Stoffaustausch zwischen der Schmelze und den zugeführten Phasen oder auf reduzierten Druckbedingungen, sodass die Gaskonzentration in der Flüssigkeit sinkt, bis die Zielwerte erreicht sind.
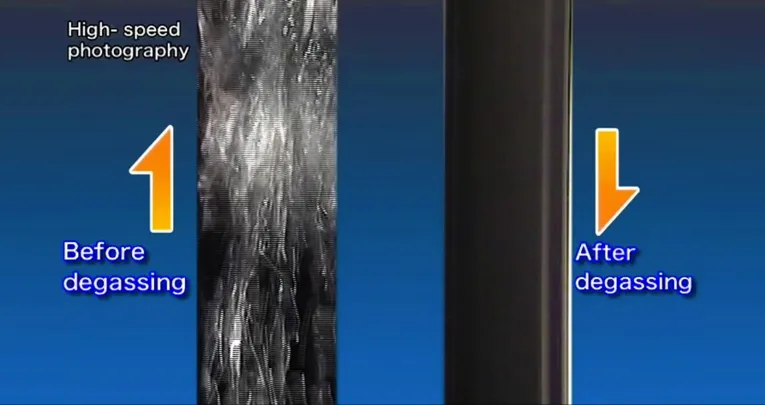
Grundlegende Physik in einfachen Worten: Die Löslichkeit von Gasen in geschmolzenen Metallen hängt von der Temperatur und der Zusammensetzung ab. Wenn Blasen oder Vakuum entstehen, wandert das gelöste Gas in die Niederdruckphase und tritt aus der Flüssigkeit aus. Bei Aluminium ist Wasserstoff das Hauptproblem, da er sich leicht in der flüssigen Phase löst und während der Erstarrung Gasporosität bildet.
2. Warum die Entgasung für Aluminiumguss und andere Schmelzen wichtig ist
Geschmolzenes Aluminium enthält aufgrund von Feuchtigkeit in den Einsatzstoffen, Schmelzflussmitteln, Schrott und der Ofenatmosphäre häufig gelösten Wasserstoff. Wenn eine wasserstoffreiche Schmelze erstarrt, bildet der eingeschlossene Wasserstoff Poren, die die mechanische Festigkeit verringern, die Oberflächengüte beeinträchtigen und die Ausschussquote erhöhen. Durch die Entfernung gelöster Gase vor dem Gießen werden diese Fehler reduziert und die Ausbeute verbessert. Bei Stählen und Speziallegierungen entfernt die Vakuumentgasung auch Stickstoff und Sauerstoff, um strenge mechanische und chemische Spezifikationen zu erfüllen.
Wichtige Auswirkungen auf das Geschäft:
-
Geringere Ausschuss- und Nacharbeitsquoten.
-
Verbesserte Zug- und Ermüdungseigenschaften von Gussteilen.
-
Bessere Konsistenz zwischen den Teilen, wodurch engere Toleranzen möglich sind.
-
Reduzierte Nachbearbeitungszeit aufgrund verbesserter Oberflächenintegrität.
3. Welche Gase werden gezielt eingesetzt und warum?
| Gas | Warum das wichtig ist | Typisches Verhalten |
|---|---|---|
| Wasserstoff (H₂) | Hauptursache für Porosität in Aluminiumgussteilen; löslich in geschmolzenem Aluminium und verlässt die Schmelze beim Erstarren, wodurch Blasen entstehen. | Löst sich in Flüssigkeit auf, fällt beim Abkühlen als Gas aus; wird durch Spülgas oder Vakuum entfernt. |
| Stickstoff (N₂) | Kann in einigen Stählen und Legierungen zu Versprödung oder Nitridbildung führen; bei reinem Aluminium weniger problematisch, bei bestimmten Legierungen jedoch relevant. | Geringe Löslichkeit in einigen Schmelzen, aber bedeutend in der Stahlherstellung, wo VD verwendet wird. |
| Sauerstoff (O₂) | Verursacht Oxideinschlüsse und beeinflusst die Chemie; wichtig für die Kontrolle reaktiver Legierungen | Bildet Oxidschichten, die an die Oberfläche schwimmen oder als Einschlüsse zurückbleiben können. |
(Referenzen in der rechten Spalte: Fachquellen, die die Zielgase in verschiedenen Metallindustrien beschreiben.)
4. Häufige Ursachen für gelöste Gase in Aluminiumschmelzen
-
Feuchtigkeit auf Ladungsmaterialien und Schrott
-
Hydratisierte Flussmittel und kontaminierte Reagenzien
-
Nasse feuerfeste Auskleidungen, Schlacke oder Salze, die während des Schmelzvorgangs aufgenommen wurden
-
Chemische Reaktionen bei hohen Temperaturen, bei denen flüchtige Stoffe freigesetzt werden
-
Eingeschlossene Luft während des Transfers, Gießens und Turbulenzen
Das Verständnis dieser Ursachen ist unerlässlich, da die Beseitigung am effektivsten ist, wenn auch die vorgelagerte Ursache reduziert wird. Die Entgasung behandelt die Symptome und verhindert ein erneutes Auftreten in der Zukunft, wenn sie mit einer verbesserten Schmelzhygiene kombiniert wird.

5. Die wichtigsten Entgasungstechnologien und ihre Funktionsweise
Nachstehend finden Sie einen praktischen Vergleich der in Gießereien und Schmelzwerken üblicherweise verwendeten Methoden.
Tabelle 1: Zusammenfassender Vergleich der Entgasungsmethoden
| Methode | Wie es Gas entfernt | Typische Anwendungen | Vorteile | Beschränkungen |
|---|---|---|---|---|
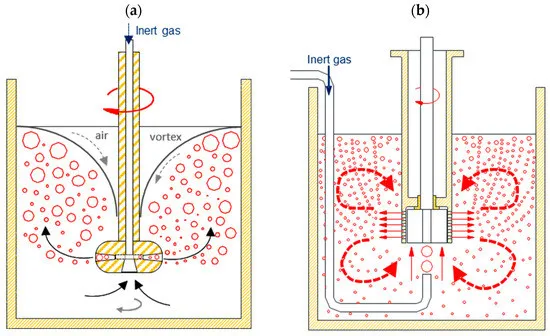
| Inertgas-Spülung mit Rotor (Rotationsentgasung) | Injiziert Inertgas (Argon oder Stickstoff) durch einen rotierenden Rotor, um feine Blasen und turbulente Vermischung zu erzeugen, die das gelöste Gas nach oben transportieren. | Allgemeine Aluminiumgießerei und Druckguss | Schnell, effektiv für Wasserstoff, leicht zu automatisieren | Rotorschleif, durch Rotor verursachte Oxidmitführung, Gaskosten |
| Flux-basierte Entgasung (Fluxing) | Chemische Flussmittel reagieren mit gelöstem Wasserstoff und anderen Verunreinigungen; das Flussmittel schwimmt mit den Verunreinigungen an die Oberfläche. | Kleinere Eingriffe, korrigierende Behandlungen | Geringe Kapitalkosten, einfach | Entsorgung von Flussmitteln, weniger kontrollierbar, potenzielle Kontamination |
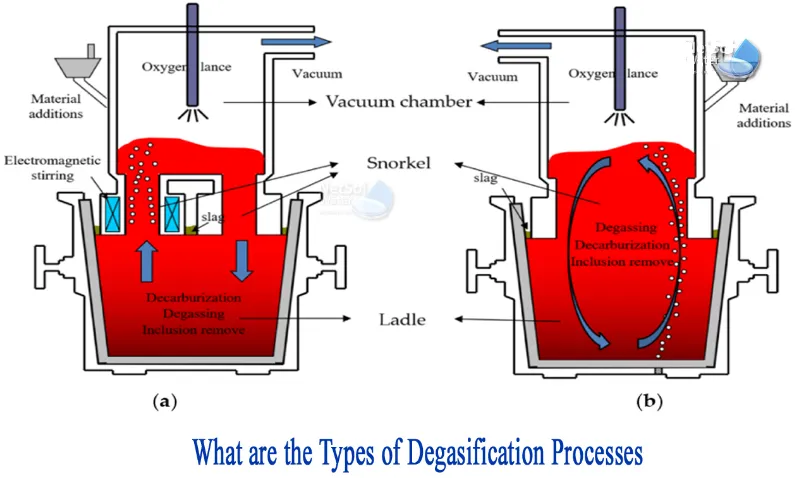
| Vakuum-Entgasung | Durch Verringern des Drucks über der Schmelze wird gelöstes Gas freigesetzt und entweicht; wird bei Stahl und Speziallegierungen angewendet. | Stahlherstellung, hochwertige Legierungen | Sehr effektiv für mehrere Gase, hohe Reinheit | Hohe Kapitalkosten, komplexe Installation |
| Ultraschall-Entgasung | Ultraschallkavitation erzeugt Mikrobläschen, die gelöstes Gas einfangen und abtransportieren. | Nischenanwendung für bestimmte Legierungen und kleine Schmelzen | Kein Gasverbrauch, kann lokalisiert werden | Begrenzte industrielle Akzeptanz, Empfindlichkeit der Geräte |
| Rotations-Fluss-Hybrid | Kombiniert Inertgasblasen und chemischen Fluss, um die Entfernung von Verunreinigungen zu optimieren. | Hochfrequentierte Gießereien | Gleichgewicht zwischen Geschwindigkeit und Sauberkeit | Erfordert Prozesskontrolle und ordnungsgemäße Handhabung des Flussmittels |
Wichtige Referenzdiskussionen zu den oben genannten Methoden sind bei den wichtigsten Fachquellen und Herstellern der Gießereiindustrie erhältlich.
6. Wie jede Entgasungsmethode in der Praxis Wasserstoff entfernt
-
Inertgas-Spülung mit RotorDie rotierende Welle erzeugt eine Wolke aus feinen Blasen, die ein hohes Verhältnis von Oberfläche zu Volumen aufweisen. Wasserstoff diffundiert aus der Schmelze in die Blasen und steigt an die Oberfläche, wo das Gas entweicht. Die Wirksamkeit hängt von der Blasengröße, der Verweildauer und den Mischmustern ab. Typische Spülgase sind Argon oder Stickstoff; Argon ist inerter und wird oft bevorzugt, obwohl es teurer ist.
-
Fluxen: Spezielle Flussmittel (oft auf Salzbasis) binden nichtmetallische Einschlüsse chemisch oder helfen, diese aufschwimmen zu lassen, und fördern die Gasfreisetzung. Der Bediener schöpft die entstandene Krätze ab. Das Flussmittelverfahren wird häufig als Ergänzung zur Gasreinigung oder bei begrenzten Investitionen in Ausrüstung eingesetzt.
-
Vakuum-EntgasungDurch die Einwirkung von Unterdruck auf die Schmelze sinkt der Partialdruck der gelösten Gase, und die gelösten Stoffe verlassen die Schmelze in das Vakuum. Dies ist der Standard für Stähle, die extrem niedrige Gehalte an gelösten Gasen erfordern.
-
UltraschallHochfrequente Schallwellen erzeugen Kavitation und Mikrobläschen. Diese fangen gelöstes Gas ein, das sich dann verbindet und aufsteigt. Wirksam für gezielte Anwendungen, aber in großen Gießereien noch nicht allgegenwärtig.

7. Prozessparameter, die die Entgasungsleistung bestimmen
Um die Entgasung reproduzierbar und effizient zu gestalten, müssen mehrere Parameter kontrolliert werden:
-
Durchflussmenge des Gases und Gasauswahl
-
Rotordrehzahl und Eintauchtiefe für Rotationsentgaser
-
Behandlungszeit bezogen auf die Schmelzemasse und die Wasserstoffkonzentration
-
Schmelztemperatur weil sich die Löslichkeit mit der Temperatur ändert
-
Flux-Typ und Dosierung wenn Flussmittel verwendet wird
-
Vakuumniveau und freiliegende Oberfläche für Vakuumsysteme
Beispielsweise verbessern eine Erhöhung der Rotordrehzahl und eine Optimierung der Blasengröße den Stoffaustausch, aber eine zu hohe Drehzahl kann Oxide mitreißen und zu einer erneuten Absorption von Gasen führen. Das Ausbalancieren dieser Parameter ist Teil einer soliden Prozesssteuerung. Praktische Anleitungen und empirische Tabellen werden in Branchenhandbüchern und von Geräteherstellern veröffentlicht.
8. Messung und Qualitätssicherung
Ein Entgasungsprogramm muss durch zuverlässige Messungen unterstützt werden. Zu den typischen Werkzeugen und Kontrollen gehören:
-
Wasserstoffanalysatoren zur direkten Messung des Wasserstoffgehalts in der Schmelze oder in festen Proben
-
Beispielhafte Erstarrungstests wie z. B. Druckreduzierungstests oder Pyknometer zur Ermittlung der Porositätsneigung
-
Spektrochemische Analyse für unerwünschte chemische Spezies
-
Visuelle Schlacke- und Oxidprüfung nach der Behandlung
-
Prozess-Protokolle (Gasverbrauch, Rotorstunden, Flussmittelverbrauch, Behandlungszeit)
Moderne Gießereien verwenden nach Möglichkeit automatisierte Probenahme mit Online-Sensoren, kombiniert mit regelmäßigen Laborüberprüfungen. Dies gewährleistet die Rückverfolgbarkeit und unterstützt die kontinuierliche Verbesserung.
9. Ausrüstungskomponenten und praktische Designentscheidungen
Typische Komponenten eines Rotationsentgasungssystems:
-
Antriebsmotor und variable Drehzahlregelung
-
Hohlrotationswelle und Rotorelement zum Verteilen von Gas
-
Gasversorgung, Filtration und Durchflussregelung
-
Einbaurahmen oder Einführlanze für Pfanne oder Ofen
-
Abschäumwerkzeuge und Schlackeaufbereitungsbereich
-
Bedienfeld und Sicherheitsverriegelungen
Die Hersteller liefern auch schlüsselfertige Vakuumentgasungsanlagen für Stahlwerke und kompakte Inline-Entgasungsanlagen für Gießereien, die eine kontinuierliche Schmelzereinhaltung benötigen. Bei der Bewertung der Anlagen sollten Sie den Wartungszugang, die Rotormaterialien, die Verfügbarkeit von Ersatzteilen und die Frage berücksichtigen, ob das Gerät eine automatische Dosierung und Datenerfassung unterstützt.
10. Sicherheits-, Umwelt- und Handhabungshinweise
-
Gase: Inertgase verdrängen Sauerstoff. Eine ausreichende Belüftung und Sauerstoffüberwachung sind unerlässlich, um Erstickungsgefahr in geschlossenen Räumen zu vermeiden. Gasflaschen und Regler müssen gemäß den Sicherheitsvorschriften gesichert und gehandhabt werden.
-
Fluxmittel und SchlackeSalzflüsse und Schlackerückstände müssen ordnungsgemäß entsorgt werden. Sie können gemäß den örtlichen Vorschriften als Industrieabfälle eingestuft werden. Bei der Handhabung ist das Tragen von Schutzausrüstung wie Handschuhen und Augenschutz vorgeschrieben.
-
VakuumsystemeHochvakuumgeräte erfordern Schutzvorrichtungen gegen schnelle Druckänderungen und mögliche Spritzer während der Entgasung.
Befolgen Sie stets die örtlichen Sicherheitsvorschriften und die Anweisungen im Sicherheitsdatenblatt des Lieferanten und führen Sie in geschlossenen Arbeitsräumen eine Überwachung der Luftqualität durch.
11. Praktische Checkliste für Installation und Wartung
| Artikel | Empfohlene Trittfrequenz | Warum das wichtig ist |
|---|---|---|
| Rotorprüfung und -austausch | Je nach Durchsatz alle 1–6 Monate | Der Verschleiß des Rotors beeinflusst die Blasenbildung und die Effizienz. |
| Gasversorgungsleckprüfung | Wöchentlich | Verhindert Gasverschwendung und Sicherheitsrisiken |
| Flux-Speicherprüfung | Monatlich | Halten Sie Feuchtigkeit fern, um die Wasserstoffzufuhr zu reduzieren. |
| Kalibrierung von Bedienfeld und Sensoren | Vierteljährlich | Gewährleistet genaue Prozessprotokolle und Wiederholbarkeit |
| Entschlackungs- und Abschäumwerkzeuge | Täglich | Sauberkeit und Sicherheit der Schmelze gewährleisten |
(Passen Sie den Zeitplan an die Produktionsraten und die Herstellerangaben an. Dokumentieren Sie alle Wartungsarbeiten zur Rückverfolgbarkeit.)
12. Die richtige Methode für Ihre Anlage auswählen
-
Kleine Gießereien: Fluxing- oder tragbare Rotationsentgaser sind kostengünstig.
-
Großserienfertigung in der Automobil- oder Luftfahrtindustrie: Automatisierte Rotationsentgasung mit Online-Wasserstoffanalyse oder Vakuumlösungen, wenn extrem geringe Gaskonzentrationen erforderlich sind.
-
Stahlwerke und Speziallegierungen: Vakuumentgasung oder Entgasung in der Gießpfanne, um strenge chemische und gasbezogene Vorgaben zu erfüllen.
13. Vergleichende technische Tabelle – typische Leistungsaspekte
| Kriterium | Rotationsspülung | Fluxen | Vakuum-Entgasung |
|---|---|---|---|
| Geschwindigkeit der Wasserstoffentfernung | Hoch | Mäßig | Hoch für mehrere Gase |
| Kapitalkosten | Mäßig | Niedrig | Hoch |
| Betriebskosten | Gaskosten | Flusskosten und Entsorgung | Energie- und Vakuumpumpen |
| Automatisierung | Hoch | Niedrig | Hoch |
| Entfernung mehrerer Gase | Begrenzt (hauptsächlich H₂) | Nein | Ja (H₂, N₂, O₂) |
14. Praktische Tipps zur Maximierung der Entgasungseffizienz
-
Minimieren Sie die Feuchtigkeit in Schrott und Flussmitteln, bevor Sie den Ofen beschicken.
-
Verwenden Sie die vom Gerätehersteller empfohlenen korrekten Einstellungen für Rotortiefe und Drehzahl.
-
Kombinieren Sie Methoden, wo dies sinnvoll ist. Beispielsweise führt eine kurze Flussmittelabsaugung gefolgt von einer Rotationsspülung oft zu einer besseren Sauberkeit als jede der beiden Methoden allein.
-
Halten Sie die Behandlungszeiten konstant und protokollieren Sie die Parameter, damit Sie die Sauberkeit der Schmelze mit den Prozesseinstellungen in Zusammenhang bringen können.
15. Wie man die Wirksamkeit gegenüber Kunden dokumentiert und nachweist
-
Wasserstoff-Prüfprotokolle vor und nach der Behandlung führen
-
Führen Sie Behandlungsprotokolle, in denen Sie den Gasverbrauch und die Rotorbetriebsstunden mit der Gussqualität in Zusammenhang bringen.
-
Stellen Sie Mustergussquerschnitte bereit, die eine Porositätsreduzierung zeigen.
-
Verwenden Sie bei Bedarf von Kunden aus der Luft- und Raumfahrt oder der Automobilindustrie Zertifizierungen von Drittlabors.
Eine gut dokumentierte Prozesskontrolle und der Nachweis reduzierter Fehler sind oft entscheidend für die Akzeptanz beim Kunden.
16. Aluminium-Entgasung & Schmelzereinigung FAQ
1. Wie hoch darf der Wasserstoffgehalt in geschmolzenem Aluminium vor dem Gießen sein?
2. Welches Spülgas ist besser? Argon oder Stickstoff?
3. Wie lange sollte die Entgasungsbehandlung dauern?
4. Kann das Entgasen nichtmetallische Einschlüsse entfernen?
5. Gibt es grüne Alternativen zu Salzflussmitteln?
6. Wie kann man den Wasserstoffgehalt genau messen?
7. Verändert das Entgasen die Chemie der Legierung?
8. Welche Wartung ist bei Entgasungsrotoren erforderlich?
- Ausdünnung des Schaftes in der Nähe der Schmelzoberfläche.
- Verstopfung der Gaseinspritzdüsen.
- Übermäßige Vibrationen/Rundlauffehler in der Antriebseinheit.
Ein proaktiver Austausch der Rotoren verhindert eine ungleichmäßige Gasverteilung.
9. Kann die Entgasung während des Gießens inline erfolgen?
10. Wie wähle ich zwischen Vakuumentgasung und Rotationsspülung?
17. Kurzes Fallbeispiel, das den Wert verdeutlicht
Ein mittelgroßer Aluminiumgießereibetrieb führte ein ordnungsgemäß kontrolliertes Rotationsentgasungsprogramm sowie eine Online-Wasserstoffüberwachung ein. Innerhalb weniger Wochen meldete das Unternehmen weniger Ausschuss aufgrund von Porosität und einen messbaren Rückgang der Nacharbeit. Die genauen Zahlen variieren zwar, doch das allgemeine Ergebnis einer gut durchgeführten Entgasung sind weniger Ausschuss, besser vorhersehbare Bearbeitungszugaben und eine verbesserte Kundenakzeptanz.
18. Abschließende Empfehlungen und wie AdTech den Entgasungsbedarf unterstützt
Umsetzbare nächste Schritte für eine Gießerei oder ein Gießereibetrieb:
-
Überprüfen Sie eingehende Ladungsmaterialien auf Feuchtigkeit und Verunreinigungen.
-
Installieren oder validieren Sie einen Rotationsentgaser, der auf Ihre Schmelzvolumina ausgelegt ist und über eine geeignete Rotorsteuerung verfügt.
-
Führen Sie vor und nach der Behandlung Wasserstofftests durch, damit Sie den Regelkreis schließen können.
-
Wenn extrem niedrige Gaswerte erforderlich sind, sollten Sie die Vakuumentgasung mit einem technischen Partner evaluieren.
AdTech stellt Entgasungsanlagen her, die für die Online-Installation zwischen Ofen und Gießmaschine geeignet sind. Wir bieten Fabrikpreise und Unterstützung bei der Prozesskonfiguration, Ersatzteilen und Schulungen, damit Sie wiederholbare Ergebnisse zu geringeren Gesamtkosten erzielen. Kontaktieren Sie AdTech für ein maßgeschneidertes Angebot und eine Prozessprüfung. (Wir liefern Entgasungsanlagen, Keramikfilter und zugehöriges Zubehör zum Fabrikpreis von 100%.)
