Refrakter harç fırınlar, fırınlar, kazanlar, şömineler, bacalar ve endüstriyel proses ekipmanlarındaki refrakter tuğlaları, blokları ve diğer yüksek sıcaklıktaki duvar bileşenlerini birleştirmek, sızdırmaz hale getirmek ve onarmak için kullanılan ısıya dayanıklı bir yapıştırma malzemesidir. Aynı anda üç işlevi yerine getirir: refrakter üniteleri yapısal olarak uyumlu bir montaj halinde birbirine bağlar, derzleri sıcak gaz girişine ve termal sızıntıya karşı kapatır ve ısıtma ve soğutma döngüleri sırasında bitişik refrakter üniteler arasındaki diferansiyel termal genleşmeyi barındırır. Ticari refrakter harçlar için sıcaklık değerleri standart ürünler için yaklaşık 900°C (1652°F) ile süper hizmet ve özel kaliteler için 1700°C (3092°F) arasında değişmektedir.
Projeniz Refrakter Harç kullanımını gerektiriyorsa, şunları yapabilirsiniz Bize ulaşın ücretsiz fiyat teklifi için.
AdTech olarak alüminyum eritme tesislerine, çelik fabrikalarına, cam tesislerine ve endüstriyel fırın işletmecilerine refrakter harç ürünleri tedarik ediyoruz ve sahadaki tutarlı gözlemimiz şudur: Harç derzinin kalitesi, refrakter tuğlanın kalitesi kadar kritiktir. Yanlış harçla veya yanlış uygulanan doğru harçla monte edilen birinci sınıf bir refrakter tuğla, tuğla gövdesi hizmet ömrünün sonuna ulaşmadan çok önce derzlerde erken bozulacaktır. Refrakter harcın ne işe yaradığını, farklı türlerin nasıl performans gösterdiğini ve hangi spesifikasyonun belirli bir uygulamaya uyduğunu anlamak, refrakter sistem tasarımı, yapımı veya bakımıyla ilgilenen herhangi bir mühendis veya alıcı için çok önemlidir.

Refrakter Harç Nedir? Bileşimi ve Temel İşlevi
Refrakter harç, genel duvar yapımında kullanılan standart Portland çimentosu bazlı harçlardan temelde farklıdır. Sıradan harç yaklaşık 300°C'nin (572°F) üzerinde yumuşamaya ve yapısal bütünlüğünü kaybetmeye başlarken, refrakter harç geleneksel inşaat malzemelerini tamamen yok edecek sıcaklıklarda bile yapışma gücünü ve boyutsal kararlılığını korur.
Temel Kompozisyon Unsurları
Refrakter harcın bileşimi ürün türüne, sıcaklık derecesine ve amaçlanan uygulamaya göre önemli ölçüde değişir, ancak çoğu ticari formülasyon ortak bir yapısal çerçeveyi paylaşır:
Refrakter agrega: Harcın termal ve fiziksel özelliklerinin büyük kısmını sağlayan birincil katı bileşen. Yaygın agrega malzemeleri şunları içerir:
- Kalsine ateş kili (alümina-silika, 35-45% Al₂O₃).
- Yüksek alümina malzemeler (50-85% Al₂O₃).
- Silika (silika harcı için >93% SiO₂).
- Magnezya (bazik refrakterler için MgO).
- Belirli kimyasal ortamlar için krom-magnezya bileşikleri.
- Birinci sınıf kaliteler için andalusit, mullit veya korindon.
Bağlayıcı madde: Mukavemeti ve yapışmayı geliştiren bileşen. Harç tipine bağlı olarak bu bileşen şunlar olabilir:
- Hava ile sertleşen harçlar için sodyum silikat (waterglass).
- Hidrolik priz alan çeşitler için kalsiyum alüminat çimentosu (CAC).
- Yüksek saflıktaki uygulamalar için kolloidal silika.
- Kimyasal olarak bağlanmış kaliteler için fosforik asit veya monoalüminyum fosfat.
- Isı ile sertleşen harçlar için kil bazlı malzemelerdir ve sadece fırınlandıktan sonra mukavemet kazanırlar.
Akışkanlaştırıcılar ve reoloji değiştiriciler: İşlenebilirliği, su tutmayı ve uygulama tutarlılığını kontrol eden organik ve inorganik katkı maddeleri. Bunlar tipik olarak 400°C'nin altında yanarak pişmiş harç derzinde kalıntı bırakmaz.
Su: Önceden karıştırılmış harçlar kontrollü su içeriği içerir. Kuru harçlar sahada su ile karıştırılarak belirli bir kıvama getirilir.
Ayrıca okuyun: Refrakter Harç Nedir? Çeşitleri, Özellikleri ve Endüstriyel Kullanım Alanları
Bir Astar Sisteminde Refrakter Harcın Üç İşlevi
Yapısal bağ: Harç, refrakter tuğlalar arasındaki boşluğu doldurur ve bitişik birimler arasında yapışma oluşturarak yükleri astar yapısı boyunca daha eşit bir şekilde dağıtır ve tek tek tuğlaların mekanik yükler, termal genleşme kuvvetleri ve titreşim altında kaymasını önler.
Gaz sızdırmazlığı: Fırınlarda ve ocaklarda, yüksek basınçtaki sıcak yanma gazları sızdırmazlığı sağlanmamış herhangi bir derzi bulup nüfuz ederek yapısal kabuğun bölgesel olarak aşırı ısınmasına, derz yüzeylerinin aşınmasına ve termal verimsizliğe neden olur. Uygun şekilde doldurulmuş harç derzleri, kaplama kesiti boyunca sürekli, yoğun bir bariyer oluşturarak bu gaz penetrasyonunu önler.
Termal genleşme konaklama yeri: Refrakter tuğlalar ısıtıldıklarında genleşir ve soğutulduklarında büzülürler. Harç derzi, kendi termal genleşme özellikleri ve sıkıştırma altında hafifçe deforme olma kabiliyetiyle, tuğla gövdelerini çatlatacak yıkıcı çekme gerilmelerini iletmeden bitişik tuğlalar arasındaki küçük diferansiyel hareketleri barındırır.
Refrakter Harç Neden Sıradan Harçla Değiştirilemez?
Bu ayrım, ilk kez harç alacakların fark ettiğinden çok daha önemlidir. Standart Portland çimento harcı 300°C'nin üzerinde susuz kalmaya ve zayıflamaya başlar, 500°C'ye kadar önemli ölçüde mukavemet kaybeder ve 700°C'nin üzerinde genleşme ve dökülmeye neden olan yıkıcı kalsiyum silikat faz dönüşümlerine uğrar. Standart harcın bir şömine, fırın veya ocakta kullanılması - sözde “serin” alanlarda bile - birçok durumda ilk çalışma döngüsü içinde derz arızasına neden olur.
AdTech'te düzenli olarak, tesislerin düşük sıcaklıktaki derz onarımlarında yüksek sıcaklık boyası, standart duvar harcı ve hatta hidrolik çimento kullanmaya çalıştığı, ancak derzin çalışmaya devam ettikten sonraki birkaç gün içinde bozulduğu durumlarla karşılaşıyoruz. Refrakter harç ürünlerinin üzerindeki sıcaklık değerleri pazarlama spesifikasyonları değildir - gerçek kimyasal ve fiziksel performans eşiklerini yansıtırlar.
Refrakter Harç Çeşitleri: Kimyasal Sistemler ve Priz Mekanizmaları
Ticari refrakter harç pazarı, her biri farklı performans özelliklerine, kullanım gereksinimlerine ve uygulamalara sahip birkaç farklı kimyasal bağlama sistemine dayalı ürünler sunmaktadır.
Hava ile Yerleşen Refrakter Harç
Hava ile sertleşen harçlar, ilk bağ mukavemetlerini atmosferik karbondioksit ile kimyasal reaksiyona girerek veya ortam sıcaklığında kuruyarak, mukavemet gelişimi için yüksek sıcaklık gerektirmeden geliştirir. Çoğu hava ile sertleşen formülasyondaki birincil bağlayıcı sodyum silikattır (Na₂SiO₃, genellikle su camı olarak adlandırılır).
Nasıl kuruluyor: Sodyum silikat, ortam havasında CO₂ ile reaksiyona girerek amorf sodyum karbonat ve silika jel oluşturur. Silika jel kurudukça agrega parçacıkları arasında ve tuğla yüzeylerinde seramik benzeri güçlü bir bağ oluşturur.
Önemli avantajlar:
- Oda sıcaklığında saatler içinde kullanım mukavemeti geliştirir.
- Ateşlemeyi beklemeden kuruluma ve anında hafif yüklemeye izin verir.
- Çoğu refrakter tuğla tipine iyi yapışır.
- Geniş bulunabilirlik ve makul maliyet.
Temel sınırlamalar:
- Sodyum içeriği, yüksek sıcaklıklarda bazı yüksek alüminalı refrakterlerde alkali saldırısına neden olabilir.
- Tam kürlenmeden önce suda çözünür, ıslak ortamlarda kullanımı sınırlandırır.
- Sodyum silikat bağı çok yüksek sıcaklıklarda (bazı formülasyonlarda 1200°C'nin üzerinde) hafifçe yumuşayabilir.
Tipik uygulamalar: Genel fırın inşaatı, kazan tuğla kaplaması, fırın inşaatı, şömine ve baca inşaatı, orta sıcaklıktaki endüstriyel tesisler.
Isıyla Yerleşen Refrakter Harç
Isıyla sertleşen harçlar, birincil yapışma mukavemetini yalnızca monte edilen kaplamanın ilk pişirimi sırasında yüksek sıcaklığa ısıtıldığında geliştirir. Ortam sıcaklığında, ısıyla sertleşen harç esasen bir kayma işlevi görür - inşaat sırasında tuğlaları yerinde tutmak için yalnızca minimum mekanik yapışma sağlar. Tam bağ, kaplama ısındıkça gelişir.
Nasıl kuruluyor: Yapıştırma mekanizması, harç içindeki ince parçacık fraksiyonunun yüksek sıcaklıkta sinterlenmesine dayanır. Harç matrisindeki kil mineralleri kısmen vitrifiye olur ve ince parçacıklar birlikte ve tuğla yüzeylerine sinterlenerek, genellikle sodyum silikat harçlarının hava ile sertleşen bağından daha güçlü bir seramik bağ oluşturur.
Önemli avantajlar:
- Fırın atmosferini kirletebilecek hiçbir kimyasal katkı maddesi içermez.
- Pişirme sonrasında gerçek bir seramik bağı oluşturur.
- Çoğu refrakter tuğla türü ile mükemmel kimyasal uyumluluk.
- Sodyum silikattan kaynaklanan alkalinin sorun yaratabileceği aside duyarlı refrakterlerle kullanım için uygundur.
Temel sınırlamalar:
- Ortam sıcaklığında mukavemet yok - astar inşaat ve nakliye sırasında kırılgandır.
- İlk ateşlemeden önce dikkatli kullanım gerektirir.
- Astar ilk kez fırınlanmadan önce bağlantı kalitesi açısından denetlenemez.
Tipik uygulamalar: Özel fırınlar, seramik endüstrisi fırınları, bağ malzemesinde yüksek kimyasal saflık gerektiren uygulamalar, astarın yapımdan hemen sonra ateşleneceği yüksek sıcaklıklı endüstriyel fırınlar.
Hidrolik Priz Alan Refrakter Harç
Hidrolik priz alan harçlarda bağlayıcı olarak Portland çimentosuna benzer hidratasyon reaksiyonları yoluyla mukavemet geliştiren ancak çok daha üstün sıcaklık direncine sahip olan kalsiyum alüminat çimentosu (CAC) kullanılır.
Nasıl kuruluyor: CAC su ile reaksiyona girerek ortam sıcaklığında hızlı mukavemet gelişimi sağlayan kalsiyum alüminat hidrat fazları (C₃AH₆, CAH₁₀, C₂AH₈) oluşturur. Isıtma üzerine, bu hidrat fazları dehidre olur ve yüksek sıcaklıklarda sinterlenen ve yeterli mukavemeti koruyan susuz kalsiyum alüminat fazlarına (CA, CA₂, C₃A₅) dönüşür.
Önemli avantajlar:
- Çok hızlı mukavemet gelişimi (4-8 saat içinde kullanım mukavemeti).
- Termal şoka karşı iyi direnç.
- CAC kalitesine bağlı olarak geniş sıcaklık aralığı (standarttan yüksek alüminaya).
Temel sınırlamalar:
- İlk ısıtmada hidrat fazlarının dönüşümü, ilk ısıtma sırasında yönetilmesi gereken geçici bir mukavemet azalmasına (“dönüşüm” fenomeni olarak bilinir) neden olur.
- Sodyum silikat esaslı harçlara göre daha yüksek maliyetlidir.
- Sıcak havalarda priz süresi kontrol edilmelidir.
Tipik uygulamalar: Hızlı hizmete dönüş gerektiren acil onarımlar, prekast refrakter bileşen yapıştırma, orta ila yüksek sıcaklıktaki endüstriyel uygulamalar.
Kimyasal Bağlayıcılı (Fosfatlı) Refrakter Harç
Fosfat bağlı harçlar reaktif bağlayıcı olarak fosforik asit (H₃PO₄) veya monoalüminyum fosfat (Al(H₂PO₄)₃, MAP) kullanır. Bunlar agregadaki alüminyum oksit ile reaksiyona girerek alüminyum fosfat bağlayıcı fazları oluşturur.
Nasıl kuruluyor: Fosforik asit veya MAP, alüminyum metafosfat ve nihayetinde güçlü, kimyasal olarak dirençli bir seramik bağlayıcı bileşik olan alüminyum ortofosfat (berlinit, AlPO₄) oluşturmak için agrega partikül yüzeylerinde ve tuğla yüzeylerinde alümina ile reaksiyona girer.
Önemli avantajlar:
- Orta sıcaklıklarda (400-1200°C) mükemmel mukavemet.
- Asit ortamlara karşı çok iyi kimyasal direnç.
- Yüksek alümina tuğlalara iyi yapışma.
- Özel sıcaklık direnci profilleri için formüle edilebilir.
Temel sınırlamalar:
- Fosfat içeriği dökümhane uygulamalarında metal eriyiklerini kirletebilir (seramik köpük filtre makalelerimizde tartışıldığı gibi).
- Bazı formülasyonlar ısınma sırasında fosforik asit dumanı çıkarır.
- Alkali veya bazik refrakter uygulamaları için uygun değildir (fosfat bir asittir).
- Maksimum sıcaklık AlPO₄ stabilitesi ile sınırlıdır (çoğu kalite için yaklaşık 1300-1400°C).
Tipik uygulamalar: Yüksek alüminalı tuğla tesisatları, aside dayanıklı fırın astarları, bazı dökümhane uygulamaları (fosfor kontaminasyonu konusunda dikkatli olunmalıdır), petrol rafinerisi ekipmanları.
Refrakter Harç Tipleri Özet Tablosu
| Harç Tipi | Ayar Mekanizması | Soğuk Bağ Dayanımı | Sıcak Bağ Sıcaklığı | Anahtar Bağlayıcı | Birincil Kullanım |
|---|---|---|---|---|---|
| Hava ayarı | CO₂/kurutma reaksiyonu | İyi | 1600°C+'ye kadar | Sodyum silikat | Genel endüstriyel |
| Isı ile sertleşme | Sıcaklıkta sinterleme | Çok Düşük | 1700°C+'ye kadar | Kil/ince seramikler | Yüksek saflıkta fırınlar |
| Hidrolik ayarlama | CAC hidrasyonu | Mükemmel | 1600°C'ye kadar | Kalsiyum alüminat çimento | Hızlı onarımlar |
| Fosfat bağlı | Asit-baz reaksiyonu | İyi | 1400°C'ye kadar | H₃PO₄ veya MAP | Yüksek alüminalı tuğla |
| Kolloidal silika | Sol-jel konsolidasyonu | Orta düzeyde | 1700°C'ye kadar | Kolloidal SiO₂ | Yüksek saflıkta uygulamalar |
Sıcaklık Değerleri ve Görev Sınıflandırmaları Açıklandı
Sıcaklık derecesi, bir refrakter harç veri sayfasındaki en kritik spesifikasyon parametresidir, ancak aynı zamanda sıklıkla yanlış anlaşılmaktadır. Nominal sıcaklık sadece harcın eridiği sıcaklık değildir - harcın sürekli hizmet için yeterli yapışma mukavemetini, hacim stabilitesini ve kimyasal bütünlüğünü koruduğu sıcaklığı temsil eder.
Standart Görev Sınıflandırmaları
Refrakter endüstrisi, harçları maksimum servis sıcaklığına göre görev sınıflarına ayırır. Bu sınıflandırmalar ASTM C105 ve benzeri uluslararası standartları takip eder:
Düşük Görev (LD): Maksimum servis sıcaklığı 1260°C'ye (2300°F) kadar. Şömineler, konut bacaları, düşük sıcaklık fırınları ve yedek yalıtım uygulamaları için uygundur. Tipik olarak 35-40% Al₂O₃ ile ateş kili bazlıdır.
Orta Hizmet (MD): Maksimum servis sıcaklığı 1480°C'ye (2700°F) kadar. Genel endüstriyel fırın yapımı için en yaygın kullanılan sınıflandırma. 40-50% Al₂O₃ içeren ateş kili-alümina bileşimleri.
Yüksek Görev (HD): Maksimum servis sıcaklığı 1600°C'ye (2912°F) kadar. Çelik endüstrisi uygulamaları, cam tank yapımı ve zorlu fırın uygulamaları için gereklidir. Daha yüksek alümina içeriği, 50-70% Al₂O₃.
Süper Görev (SD): Maksimum servis sıcaklığı 1600°C'nin (2912°F) üzerindedir. Elektrik ark ocağı yapımı, özel seramik üretimi ve yüksek sıcaklık araştırma tesisleri gibi en zorlu uygulamalarda kullanılır. Çok yüksek alümina (70-90% Al₂O₃) veya mullit bazlı bileşimler.
Özel Kimya: Silika harçlar, magnezya harçlar, krom-magnezya harçlar ve belirli kimyasal ortamlar için her biri özel kimya tarafından belirlenen kendi sıcaklık değerlerine sahip diğer özel bileşimler.
Sıcaklık Derecesi Referans Tablosu
| Görev Sınıfı | Maksimum Servis Sıcaklığı (°C) | Maksimum Servis Sıcaklığı (°F) | Al₂O₃ Aralığı | Tipik Uygulama |
|---|---|---|---|---|
| Düşük Görev | 1260°C'ye kadar | 2300°F'ye kadar | 35-40% | Şömineler, konut bacaları |
| Orta Hizmet | 1480°C'ye kadar | 2700°F'ye kadar | 40-50% | Genel endüstriyel fırınlar |
| Yüksek Görev | 1600°C'ye kadar | 2912°F'ye kadar | 50-70% | Çelik, cam, zorlu fırınlar |
| Süper Görev | 1760°C'ye kadar | 3200°F'ye kadar | 70-90% | EAF, özel seramikler |
| Silika Harcı | 1650°C'ye kadar | 3002°F'ye kadar | 93% SiO₂) | Kok fırınları, cam tanklar |
| Magnezyum Harcı | 1800°C'ye kadar | 3272°F'ye kadar | - (>85% MgO) | Temel çelik üretimi, çimento fırınları |
| Yüksek Alümina | 1800°C'ye kadar | 3272°F'ye kadar | 85-99% | Aşırı sıcaklık uygulamaları |
PCE'yi (Pirometrik Koni Eşdeğeri) Anlamak
Pirometrik Koni Eşdeğeri (PCE), özellikle refrakter malzemeler için kullanılan ve malzemenin bir test konisinin kendi ağırlığı altında yumuşadığı ve büküldüğü sıcaklığı ölçen alternatif bir sıcaklık derecelendirme sistemidir - Edward Orton tarafından geliştirilen orijinal pirometrik koni yöntemine eşdeğerdir. PCE değerleri belirli koni sayılarına ve sıcaklıklara karşılık gelir:
| PCE Koni Numarası | Eşdeğer Sıcaklık (°C) | Yaklaşık Görev Sınıfı |
|---|---|---|
| PCE 14 | 1395°C | Düşük Görev |
| PCE 20 | 1530°C | Orta Hizmet |
| PCE 26 | 1605°C | Yüksek Görev |
| PCE 30 | 1670°C | Süper Görev |
| PCE 33 | 1745°C | Süper Görev / Uzmanlık |
| PCE 36-38 | 1796-1820°C | Özel (yüksek alümina veya magnezya) |
PCE derecesi, harcın tüm mukavemetini kaybettiği sıcaklığı değil, yumuşamaya başladığı sıcaklığı temsil eder. Uygulamada, yeterli yapısal marjı sağlamak için refrakter harçlar PCE derecelerinin 50-100°C altındaki sıcaklıklarda kullanılmalıdır.
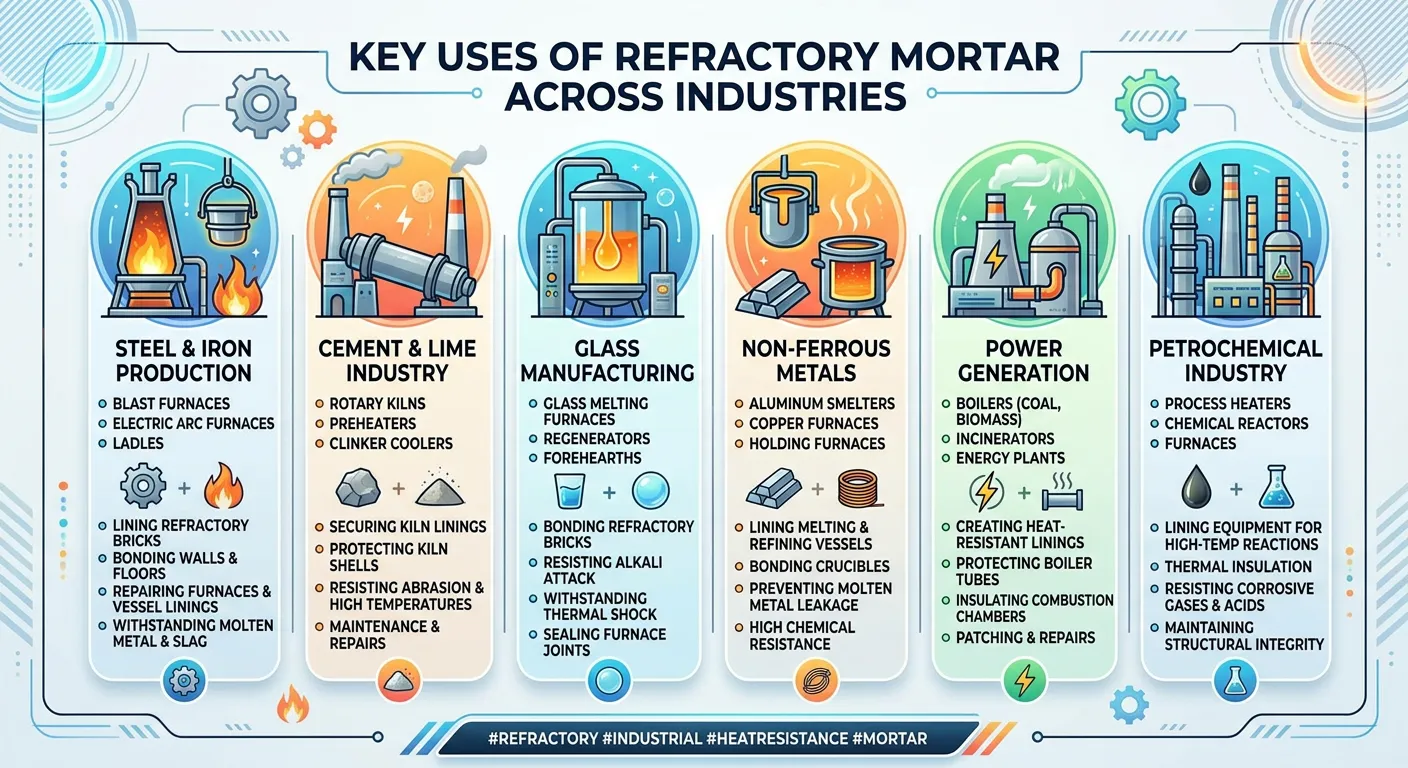
Refrakter Harcın Sektörler Arasındaki Temel Kullanım Alanları
Fırın Konstrüksiyonu ve Astar Sistemleri
Endüstriyel fırın inşaatı, refrakter harç için en büyük tek uygulama segmentidir. İster çelik yeniden ısıtma fırını, ister alüminyum eritme fırını, cam eritme tankı veya endüstriyel fırın olsun, tuğla kaplı her fırın, her tuğla bağlantısında harç gerektirir.
Duvar yapısı: Fırın duvarları, yatay (yatak) derzlere ve dikey (başlık) derzlere uygulanan harçla, sıra sıra inşa edilir. Derz kalınlığı tipik olarak 2-6 mm'dir ve tuğla ile harç arasındaki termal genleşme davranışı farkını en aza indirdikleri için yüksek sıcaklık uygulamalarında daha ince derzler tercih edilir.
Kemer ve taç yapısı: Fırın kemerleri ve asma çatılarda sıkıştırılmış tuğla kullanılır, harç derzleri gaz geçişine karşı sızdırmaz hale getirir ve basınç yüklerini dağıtır. Kemer harçları, derzden taşmadan basınç deformasyonunu karşılamada özellikle iyi olmalıdır.
Ocak yapımı: Fırın ocakları, fırın yükünün birleşik mekanik yükünü, termal döngü streslerini ve genellikle cüruf ve metalden kaynaklanan kimyasal saldırıları taşır. Ocak harçları aşınmaya, termal şoka ve kimyasal saldırıya aynı anda karşı koymalıdır.
Sıcak yüz ve yedek bağlantı hususları: Çok katmanlı kaplama sistemlerinde, sıcak yüz tuğla derzlerinde sıcak yüz sıcaklığına uygun harç kullanılırken, yedek katmanlarda daha düşük sıcaklığa uygun harç kullanılır. Tüm kaplama boyunca sıcak yüz harcı kullanmak gereksiz maliyete neden olur; sıcak yüzde yedek harç kullanmak ise erken derz arızası riski taşır.
Baca ve Baca İnşaatı
Konut ve ticari baca inşaatı, refrakter harç için en yaygın DIY ve hafif ticari uygulamadır. Baca astarı - tipik olarak kil kiremit bölümleri - belirli ısıtma cihazının çalışma sıcaklığı için derecelendirilmiş harçla yapıştırılmalıdır.
Şömine ve odun sobası bacaları: Baca astarında 260-650°C (500-1200°F) çalışma sıcaklıkları. 1100-1260°C'ye kadar derecelendirilmiş standart düşük hizmet refrakter harcı yeterli marj sağlar.
Yağ ve gaz ısıtma sistemi bacaları: Daha düşük çalışma sıcaklıkları (150-400°C), ancak yanma ürünlerinden kaynaklanan kondensat ve sülfürik aside maruz kalma, kimyasal olarak dayanıklı harç formülasyonları gerektirir.
Endüstriyel egzoz bacaları: Rafineriler, kimya tesisleri ve enerji üretim tesislerindeki proses egzoz bacaları, yüksek sıcaklıklarda aşındırıcı gaz akışlarını taşıyabilir. Egzoz kimyasına bağlı olarak asit direnci veya alkali direnci olan özel harçlar belirlenir.
Şömine Yapımı ve Onarımı
Şömine ateş kutusu yapımında, yanma bölgesinde refrakter harçla yapıştırılmış refrakter tuğla kullanılır ve baca göğsünün daha soğuk dış katmanlarında standart duvar harcına geçiş yapılır. Ateş kutusu harcı aşağıdakilere dayanıklı olmalıdır:
- Yoğun yangınlar sırasında sıcak yüzeyde yaklaşık 900°C'ye (1652°F) varan sıcaklıklar.
- Şöminenin hizmet ömrü boyunca binlerce kez soğuktan çalışma sıcaklığına termal döngü.
- Tomruklardan ve yakıt yüklemesinden kaynaklanan mekanik etki.
- Odun külü (alkali) ve yanma gazlarından kaynaklanan kimyasal saldırı.
Çoğu ev tipi şömine uygulaması, en az 1260°C (2300°F) değerine sahip orta hizmet tipi refrakter harçla yeterli şekilde sağlanır.
Şömine tamiri: Mevcut şöminelerdeki bozulmuş harç derzlerinin yeniden derzlenmesi, bakım uygulamalarında refrakter harcın en yaygın kullanım alanlarından biridir. Onarımlar için standart duvar harcı veya Portland çimentosu yerine doğru refrakter harcın kullanılması, dayanıklı bir onarım için çok önemlidir.
Seramik Üretiminde Fırın Yapımı
Seramik pişirme fırınları, refrakter harç için teknik açıdan en zorlu uygulamalardan birini temsil eder, çünkü çok yüksek çalışma sıcaklıklarını tekrarlanan termal döngü, sır buharları ve flaks saldırılarının kimyasal zorluğu ve tutarlı iç sıcaklık dağılımının hassas gereksinimlerini bir araya getirir.
Çömlek fırınları ve stüdyo fırınları: Tipik olarak 1100-1300°C'ye kadar pişirilen bu fırınlarda, ilgili sınıf harçlarla bağlanmış orta ila yüksek hizmet tipi ateş tuğlası kullanılır. Harç, sır uçucularının (eski tesislerde alkali, bor içeren ve kurşun bazlı sırlar) eritici saldırısına karşı dayanıklı olmalıdır.
Endüstriyel seramik fırınları: Teknik seramikler, yer ve duvar karoları, sıhhi tesisat ve gelişmiş seramikler üreten fırınlar, yüksek hizmet veya süper hizmet harçları gerektiren sıcaklıklarda çalışabilir. Bazı özel seramik sinterleme fırınları 1600°C'nin üzerinde çalışarak mullit veya yüksek alüminalı harçlar gerektirir.
Tünel fırınlar: Tuğla ve kiremit üretiminde kullanılan sürekli tünel fırınlar, büyük bakım duruşları arasında yıllarca kesintisiz çalışır. Bu fırınlardaki harç, sürekli termal yükleme altında yıllarca güvenilir hizmet sağlamalıdır.
Çelik Endüstrisi Uygulamaları
Çelik endüstrisi, refrakter harcın en büyük endüstriyel tüketicilerinden biridir ve çelik üretimi, döküm ve haddeleme işlemlerinde geniş bir uygulama yelpazesinde kullanmaktadır.
Elektrik ark ocağı (EAF) kabuk astarı: EAF kabukları sıcak yüzeyde (cüruf bölgesinde) magnezya-karbon tuğla ve daha soğuk bölgelerde diğer özel tuğlaları kullanır. Her bölge, tuğla kimyasına ve çalışma sıcaklığına uygun harç gerektirir. Magnezya harcı, kimyasal uyumsuzluğu önlemek için magnezya-karbon tuğla ile kullanılmalıdır.
Kepçe astar yapısı: Çelik pota duvarları, uyumlu harçlarla yapıştırılmış magnezya veya alümina-magnezya tuğla ile kaplanır. Pota kaplaması hem erimiş çeliğin statik yüküne hem de tekrarlanan doldurma ve boşaltma döngülerinin termal şokuna dayanmalıdır.
Tandiş ve sürekli döküm ekipmanları: Tandiş astarları ve sürekli döküm bileşenleri, refrakter tuğla türlerine ve sıvı çelik temasının kimyasal ortamına uygun özel harçlar kullanır.
Islatma çukuru ve yeniden ısıtma fırını yapımı: Çelik kütükler ve levhalar için yeniden ısıtma fırınları, sıcak bölgelerde yüksek hizmet ve süper hizmet harçları, geri kazanım ve ön ısıtma bölümlerinde ise orta hizmet ürünleri kullanır.
Alüminyum Endüstrisi Uygulamaları
AdTech'te, refrakter sistem tasarımı ve harç spesifikasyonu konusunda alüminyum endüstrisi müşterileriyle yakın bir şekilde çalışıyoruz. Alüminyum endüstrisi uygulamaları, öncelikle kimyasal uyumluluk açısından çelik uygulamalarından farklı olan özel gereksinimlere sahiptir.
Eritme ve bekletme fırını yapımı: Yüksek alüminalı tuğla ile kaplı alüminyum ergitme fırınlarında uyumlu yüksek alüminalı harçlar kullanılır. Kritik olarak, harç fırın sıcaklıklarında alüminyum içinde çözünen bileşenlerden arındırılmış olmalıdır. Sıcak yüzey yerlerindeki silika bakımından zengin harçlar, özellikle magnezyum içeren alaşımlarda erimiş alüminyum ile reaksiyona girebilir.
Casthouse zemini ve hendek kaplaması: Alüminyum dökümhanelerindeki metal işleme alanlarında, erimiş alüminyum dökülmeleri, temizlik kimyasalları ve ekipman ve forkliftlerden kaynaklanan mekanik darbelerin birleşik etkilerine karşı dirençli refrakter tuğla ve harç sistemleri kullanılır.
Gaz giderme ünitesi yapısı: Döner gaz giderme üniteleri ve hat içi gaz giderme kutuları, alüminyum eriyiği, rotor erozyonu ve argon-klor gaz giderme gazlarının kimyasal ortamından kaynaklanan saldırılara karşı direnç gösteren özel refrakter tuğla ve harç kullanır.
Enerji Üretimi ve Kazan Uygulamaları
Kazan fırın astarı: Büyük hizmet kazanları, alt fırın bölgesinde ve sıcaklıkların çıplak metal duvarların kapasitesini aştığı geçiş alanlarında refrakter tuğla kullanır. Bu uygulamalardaki harç, yüksek sıcaklık, uçucu külden kaynaklanan erozyon ve baca gazındaki sülfür bileşiklerinden kaynaklanan kimyasal saldırının birleşik etkilerine dayanmalıdır.
Atıktan enerji üretim tesisi kaplamaları: Kentsel katı atık yakma tesisleri 850-1100°C sıcaklıklarda ve yanmış atıklardan kaynaklanan klor, sülfür, alkali bileşikler ve ağır metal buharları gibi özellikle agresif kimyasal ortamlarda çalışır. Bu uygulamalar, yüksek kimyasal dirence sahip özel harçlar gerektirir.
Yanma türbini geçiş kanalları: Gaz türbinleri ve uçak motorlarındaki sıcak bölüm bileşenleri, yalıtım ve boşluk sızdırmazlık uygulamaları için özel yüksek sıcaklık seramik harçları ve çimentoları kullanır.
Kapsamlı Uygulama Referans Tablosu
| Endüstri | Özel Uygulama | Tipik Çalışma Sıcaklığı | Önerilen Görev Sınıfı | Özel Hususlar |
|---|---|---|---|---|
| Çelik | EAF sıcak bölge | 1600-1750°C | Süper Görev / Magnesia | Magnezyum tuğla ile kimyasal uyumluluk |
| Çelik | Kepçe astarı | 1550-1650°C | Yüksek Görev / Süper Görev | Termal şok direnci |
| Alüminyum | Eritme fırını sıcak yüzü | 700-900°C | Orta ila Yüksek Görev | Mg alaşımları için düşük silika |
| Cam | Tank rejeneratörü | 1200-1500°C | Yüksek Görev | Alkali direnci kritik |
| Cam | Liman boynu ve taç | 1450-1600°C | Süper Görev | Silika veya yüksek alümina |
| Seramikler | Tünel fırın arabası | 1000-1300°C | Yüksek Görev | Sır buharı direnci |
| Güç | Yardımcı kazan alt fırın | 700-1100°C | Orta ila Yüksek Görev | Erozyon ve SO₂ direnci |
| Petrokimya | Reformer fırını | 900-1100°C | Yüksek Görev | Atmosfer stabilitesinin azaltılması |
| Çimento | Döner fırın yanma bölgesi | 1350-1450°C | Süper Görev / Magnesia | Yüksek termal döngü |
| Konut | Şömine ateş kutusu | 600-900°C | Düşük ila Orta Hizmet | Uygulama kolaylığı |
| Ticari | Pizza fırını yapımı | 400-600°C | Düşük Görev | Gıda güvenliği uyumluluğu |
Refrakter Harç vs. Dökülebilir Refrakter vs. Refrakter Çimento
Bu üç terim hem tedarik hem de saha uygulaması bağlamlarında önemli bir karışıklığa neden olmaktadır. Bunlar birbiriyle ilişkili ancak farklı uygulama yöntemleri ve performans özelliklerine sahip belirgin şekilde farklı ürünlerdir.
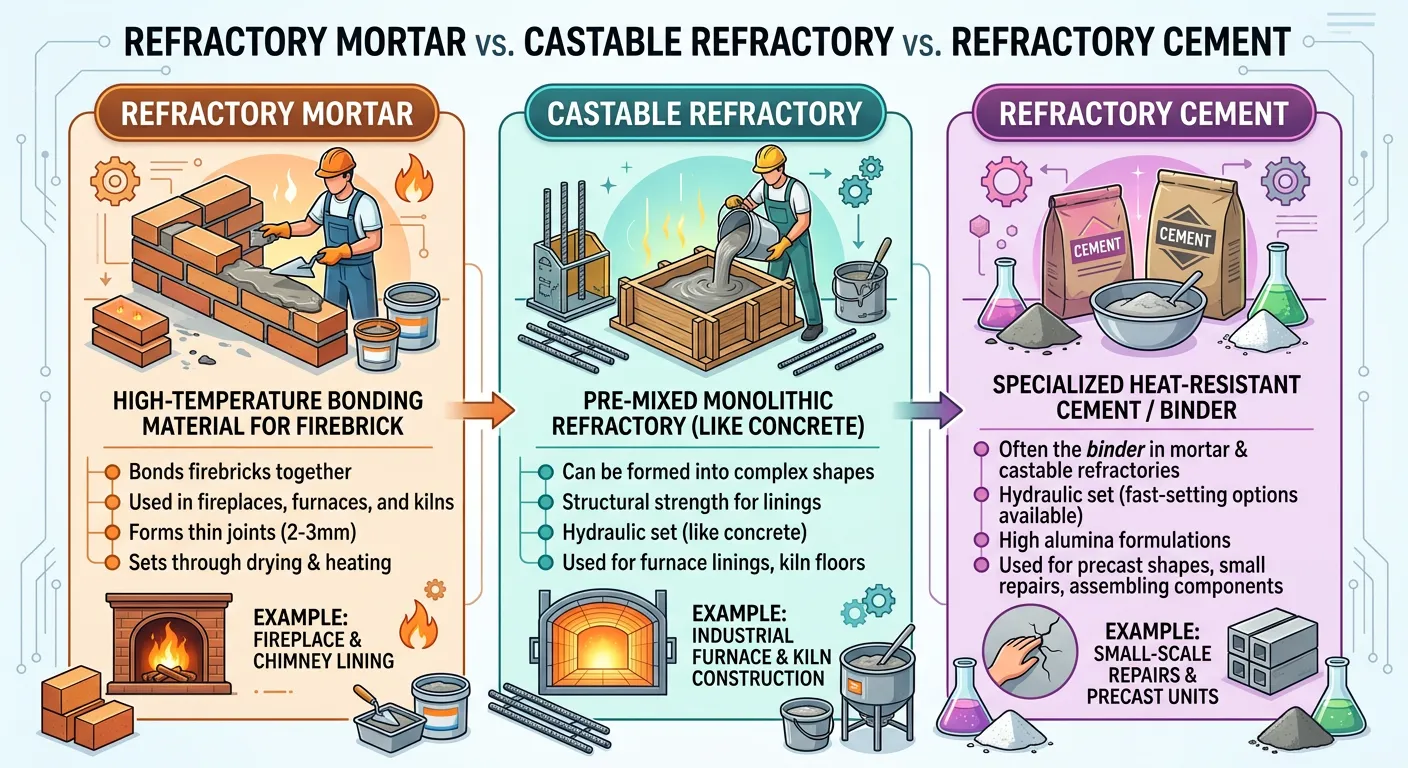
Refrakter Harç
Refrakter harcı, ince derz uygulamalarında önceden oluşturulmuş refrakter üniteleri (tuğla, kiremit, şekiller) birbirine yapıştırmak için özel olarak formüle edilmiştir. “İnce” kelimesi anahtar kelimedir - refrakter harcı 2-6 mm kalınlığındaki derzlerde uygulanmak üzere tasarlanmıştır. Agrega parçacık boyutu, bu derz kalınlığında boşluk veya parçacık köprüsü olmadan tutarlı bir uygulama sağlamak için özel olarak kontrol edilir. Harç üniteleri birbirine bağlar ancak monolitik bir yapı oluşturmaz.
Dökülebilir Refrakter (Refrakter Beton)
Dökülebilir refrakter, önceden oluşturulmuş tuğla üniteleri gerektirmeden monolitik refrakter şekiller (astarlar, kanallar, bloklar ve karmaşık şekiller) oluşturmak için su ile karıştırılan ve yerine dökülen veya sıkıştırılan beton benzeri bir malzemedir. Dökülebilir agrega, harç agregasından daha iridir ve formülasyon ince derz dolgusu yerine toplu döküm için tasarlanmıştır. Ortaya çıkan yapı monolitiktir ve derz içermez (münferit döküm bölümlerinin sınırları dışında). Dökülebilir refrakter asla harç olarak kullanılmaz - akış özellikleri, agrega boyutu ve su içeriği tuğla yapıştırmak için uygun değildir.
Refrakter Çimento
“Refrakter çimento” farklı pazarlarda ve kullanıcı topluluklarında tutarsız olarak kullanılan bir terimdir. Bazı bağlamlarda, özellikle hem hidrolik sertleşen harçlarda hem de dökülebilir refrakterlerde kullanılan hidrolik bağlayıcı olan kalsiyum alüminat çimentosunu ifade eder. Diğer bağlamlarda ise bu terim, teknik olarak daha kesin bir kullanımla refrakter harcı olarak adlandırılan ürün de dahil olmak üzere herhangi bir refrakter yapıştırma ürününü ifade etmek için gevşek bir şekilde kullanılmaktadır. Bu belirsizlik, özellikle “refrakter çimento” etiketli ürünlerin önceden karıştırılmış harçlar, ham kalsiyum alüminat çimento tozu veya yüksek sıcaklıkta yama bileşikleri olabildiği tüketici ve inşaat pazarlarında tedarik karmaşası yaratmaktadır.
AdTech'teki tavsiyemiz: Endüstriyel uygulamalar için malzeme belirlerken, her zaman teknik olarak kesin terminoloji kullanın - refrakter harç (derz yapıştırma için), refrakter dökülebilir (monolitik dökülmüş uygulamalar için) veya kalsiyum alüminat çimentosu (spesifik hidrolik bağlayıcı için). Şömine onarımı gibi tüketici uygulamaları için, nalburlarda satılan “refrakter çimento” ürünlerinin tipik olarak doğrudan uygulamaya hazır önceden karıştırılmış refrakter harçlar olduğunu bilin.
Karşılaştırma Tablosu
| Karakteristik | Refrakter Harç | Dökülebilir Refrakter | Refrakter Çimento (CAC) |
|---|---|---|---|
| Birincil işlev | Önceden oluşturulmuş tuğlaları yapıştırın | Monolitik şekiller oluşturun | Hidrolik bağlayıcı bileşen |
| Uygulama yöntemi | Mala, fırça, daldırma | Dök, koçbaşı, tabanca | Harç veya dökülebilir malzemeye karıştırılır |
| Uygulama kalınlığı | 2-6 mm derzler | 50-300+ mm kalınlığında | N/A (bir içeriktir) |
| Toplam boyut | İnce (<0,5 mm) | Kaba (25 mm'ye kadar) | Çok ince (çimento) |
| Son yapı | Eklemli tuğla montajı | Monolitik | N/A |
| Su ilavesi | Düşük | Orta düzeyde | Tasarım başına |
| Tipik basınç dayanımı | 3-15 MPa (ateşlenmiş) | 20-80 MPa (ateşlenmiş) | N/A |
Uygulamanız için Doğru Refrakter Harcı Nasıl Seçersiniz?
Seçim süreci beş temel kriterin aynı anda eşleştirilmesini içerir. Bunlardan herhangi birinin eksik olması erken başarısızlığa yol açar.
Kriter 1: Sıcaklık Derecesi
Uygulamanızın çalışma sıcaklığını en az 100-150°C güvenlik marjı ile aşan sürekli hizmet sıcaklığı derecesine sahip bir harç seçin. Tam olarak çalışma sıcaklığında derecelendirilmiş bir harç seçmeyin - bu, sıcak noktalar, sıcaklık ölçüm belirsizliği veya anormal çalışma koşulları için hiçbir marj sağlamaz.
Ayrıca, termal döngü profilini de göz önünde bulundurun. Sık ve hızlı termal döngü içeren uygulamalar, harç bağlantılarında sabit durumdaki yüksek sıcaklık hizmetine göre daha fazla yorulma stresi yaratır. Daha iyi termal şok direncine sahip harçlar (tipik olarak daha düşük silika içeriğine sahip daha yüksek alümina formülasyonları), tepe sıcaklığı nominal maksimum sıcaklığa yaklaşmasa bile döngü hizmeti için tercih edilir.
Kriter 2: Kimyasal Uyumluluk
Harç kimyasını tuğla kimyasına ve servis ortamına uygun hale getirin:
- Ateş tuğlası: Ateş kili bazlı veya silika-alümina harçlar kullanın.
- Yüksek alüminalı tuğla: Uyumlu Al₂O₃ içeriğine sahip yüksek alüminalı harçlar kullanın.
- Silika tuğla: Silika harç kullanın (>93% SiO₂) - diferansiyel termal genleşme derzi tahrip edeceğinden, silika tuğla ile asla alümina harç kullanmayın.
- Magnezya ve magnezya-krom tuğla: Magnezya bazlı harçlar kullanın - asidik alümina-silika harçlar kimyasal olarak uyumsuzdur.
- Aside dayanıklı astar: Fosfat bağlı veya diğer aside dayanıklı formülasyonları kullanın.
- Alkali ortam (cam endüstrisi): Alkali direnci kanıtlanmış harçlar kullanın.
Kriter 3: Ayar Mekanizması
Yapı ve operasyonel gereksinimlere göre ayar mekanizmasını seçin:
- Acil yapısal güç ihtiyacı (acil onarımlar): Hidrolik ayar.
- Astar, inşaattan hemen sonra ateşlenecektir: Isıyla sertleştirme veya havayla sertleştirme.
- İlk ateşlemeden önce uzun inşaat süresi: Hava ile sertleşme (işlenebilirliği ve bir miktar yeşil mukavemeti korur).
- Yüksek kimyasal saflık gereklidir (yarı iletken, gıda ile temas): Sodyum silikat içermeyen kolloidal silika bağlı veya ısıyla sertleşen.
Kriter 4: Derz Kalınlığı ve Uygulama Yöntemi
Harcın agrega boyutunun amaçlanan derz kalınlığına uygun olduğunu teyit edin:
- 1-3 mm derzler: Çok ince harç gerektirir (tüm parçacıklar <0,5 mm).
- 3-6 mm derzler: Standart ince harç.
- 6-12 mm derzler: Orta tanecikli harçlar veya ince dökülebilir malzemeler.
Kriter 5: Hizmet Ortamına Özel Gereklilikler
| Hizmet Durumu | Ek Gereksinim | Önerilen Harç Özelliği |
|---|---|---|
| Azaltıcı atmosfer | Oksidasyon olmadan kararlı | Organik maddelerden kaçının, karbon-stabil bağlayıcılar kullanın |
| Alkali buharına maruz kalma | Alkali direnci | Düşük silika, yüksek alümina veya mullit |
| Asit gazına maruz kalma | Asit direnci | Fosfat bağlı veya silika bazlı |
| Erimiş metal temas bölgesi | Metal reaktif bileşikler içermez | Belirli bir metal ile doğrulanmış uyumluluk |
| Vakum veya kontrollü atmosfer | Uçucu bağlayıcı içermez | Yalnızca inorganik bağlayıcı sistemleri |
| Gıda ile temas (pizza fırınları) | Gıdaya uygun bileşenler | FDA/AB gıda ile temas uyumlu formülasyonlar |
| Dış mekan maruziyeti | Nem direnci | Hidrolik ayarlı veya kürlendikten sonra sızdırmaz |
Karıştırma, Uygulama ve Derz Tasarımı En İyi Uygulamaları
Önceden Karıştırılmış ve Kuru Harç: Hangisini Kullanmalı
Önceden karıştırılmış refrakter harçlar doğrudan uygulama için doğru kıvamda tedarik edilir - su ilavesi gerekmez. Küçük işler, onarım çalışmaları ve karıştırma ekipmanının bulunmadığı uygulamalar için idealdir. Açıldıktan sonra sınırlı raf ömrü (kapalı kaplarda tipik olarak 6-12 ay), depolama sırasında donmaya karşı hassasiyet ve biraz daha yüksek birim maliyet söz konusudur.
Kuru toz harçlar, üreticinin talimatlarına göre belirli bir kıvamda karıştırılarak sahada su ilavesi gerektirir. Kuru depolamada süresiz raf ömrü, farklı uygulama yöntemleri için su içeriğini ayarlama esnekliği ve birim ağırlık başına daha düşük maliyet sunarlar. Temiz bir karıştırma kabı ve karıştırma ekipmanı gerektirirler.
Kuru Harcın Doğru Karıştırılması
Nihai kıvamı daha iyi kontrol etmek için kuru toza su ekleyin - toza su değil -. Karıştırırken suyu yavaş yavaş ekleyin ve kıvamı değerlendirmeden önce tüm su eklendikten sonra 5 dakika karıştırma süresi bırakın. Mala uygulaması için doğru kıvam fıstık ezmesine benzer - mala üzerinde sarkmadan şeklini koruyacak kadar sert, ancak düzgün bir şekilde yayılacak kadar plastik. Daldırma (tuğla yüzeylerinin döşenmeden önce harca batırılması) için daha ince, daha akışkan bir kıvam kullanılır.
Yaygın karıştırma hatası: Daha kolay yayılma elde etmek için çok fazla su eklenmesi. Fazla sulanan harcın yoğunluğu azalır, kuruduktan sonra büzülmesi artar, mukavemeti azalır ve çatlama riski artar. Harç kolayca yayılamayacak kadar sertse, sorun harç kıvamından ziyade derz tasarımı veya uygulama sıcaklığı olabilir.
Uygulama Yöntemleri
Yağlama (mala uygulaması): Harç, tuğlayı yerine yerleştirmeden önce bir mala kullanılarak tuğla yüzüne uygulanır. Bu, duvar yapımı için en yaygın yöntemdir. En iyi kaplama için harcı derzin her iki yüzeyine (döşenmiş tuğla ve yerleştirilmekte olan tuğla) uygulayın.
Dip uygulaması: Tuğla, döşenmeden önce yapıştırma yüzeyini kaplamak için bir kap sıvı harç bulamacına daldırılır. Bu en hızlı uygulama yöntemidir ve yüzeyin tamamen kaplanmasını sağlar, ancak daha ince harç kıvamı gerektirir ve daha fazla atık oluşturur.
Derz dolgu (pour-in): Döşemeden önce tereyağlanamayan derzler için - özellikle tuğlaların yerine kilitlendiği kemer yapımında - harç, döşemeden sonra derzin içine dökülebilir. Bu, yeterince akışkan harç ve boşluksuz derzler sağlamak için dikkatli bir sıkıştırma gerektirir.
Pompa uygulaması: Büyük ölçekli fırın yapımında harcı pnömatik olarak uygulamak için harç pompaları kullanılır ve bu da verimliliği önemli ölçüde artırır. Pompa uygulaması için harç, ayrışma olmadan pompalamaya izin veren belirli akış özelliklerine sahip olmalıdır.
Derz Kalınlığı Önerileri
Daha ince bağlantılar genellikle yüksek sıcaklık uygulamalarında daha üstündür:
- Optimum eklem kalınlığı: Çoğu yüksek sıcaklık uygulaması için 2-3 mm.
- Maksimum tavsiye edilir: Standart hizmet uygulamaları için 6 mm; yüksek hizmet ve süper hizmet uygulamaları için 3 mm.
- Minimum pratik: 1,5 mm (bundan daha ince olması düzensiz kaplama ve boşluk oluşumu riski taşır).
Daha kalın derzler tuğla ve harç arasında termal süreksizlikler yaratır, diferansiyel genleşme gerilimlerini yoğunlaştırır ve potansiyel olarak tuğladan farklı genleşme davranışına sahip daha fazla malzeme sağlar. Uygulamada, 3 mm'lik derzler düz tuğla yüzeyleri ve doğru karıştırılmış harç ile yetenekli ustalar tarafından elde edilebilir.
Tuğla Hazırlama
İyi bir harç yapışması için temiz tuğla yüzeyleri gereklidir. Harcı uygulamadan önce tuğla yüzeylerindeki toz, kireç ve her türlü kirliliği temizleyin. Kuru tuğlalar harcı almadan önce hafifçe nemlendirilmelidir - tamamen kuru bir tuğla harçtaki suyu hızla emerek işlenebilirliği azaltacak ve potansiyel olarak yapışmayı tehlikeye atacaktır. Tersine, ıslatılmış ıslak tuğlalar harcı sulandırır ve yapışma gücünü azaltır.
Kürleme, Kurutma ve İlk Isınma Prosedürleri
Refrakter montaj sürecinin bu aşaması, erken arızaların çoğunun ortaya çıktığı yerdir. Birinci sınıf refrakter tuğla ve doğru şekilde belirlenmiş harcın, yetersiz kurutma ve kürleme programı kullanıldığı için ilk ısınma sırasında tahrip olduğu kurulumlar gözlemledik.
Kontrollü Isınma Neden Kritiktir?
Refrakter harç tipik olarak yeni uygulanmış durumda ağırlıkça 10-25% su içerir. Bu su üç şekilde bulunur:
- Bedava su: Mekanik olarak gözeneklerde tutulur, 100°C'nin altında buharlaşır.
- Emilen su: Partikül yüzeylerinde adsorbe olur, 100-200°C'de serbest kalır.
- Kimyasal olarak birleştirilmiş su (hidrolik priz alan harçlar için): 200-400°C'de açığa çıkan hidratlı bağlayıcı fazlarının bir kısmı.
Yeni harçlanmış bir kaplama çok hızlı ısıtılırsa, su derzden dışarı çıkamadan buhara dönüşür. Derz içinde buhar basıncı oluşur, kısmen priz almış harcın gerilme mukavemetini aşar ve patlayıcı çatlamalara neden olur - bu olaya buhar dökülmesi denir. Buhar püskürmesine neden olan tek bir ısınma, yapımı haftalar süren yeni bir kaplamanın tamamını yok edebilir.
Standart Kurutma ve İlk Isınma Programı
Aşama 1: Ortam kurutması: İnşaat tamamlandıktan sonra, herhangi bir ısı uygulamadan önce astarın en az 24-48 saat kurumasını bekleyin. Bu süre zarfında fırın yapısı boyunca havalandırmayı en üst düzeye çıkarın.
Aşama 2: Düşük sıcaklıkta kurutma (ortam sıcaklığından 150°C'ye kadar): Fırını saatte maksimum 25-50°C hızla yavaşça yaklaşık 150°C'ye ısıtın. Serbest suyun tamamen buharlaşmasını sağlamak için her 25 mm astar kalınlığı için en az 2 saat 150°C'de tutun. Kalın astarlar (>300 mm) için bekletme süresini orantılı olarak uzatın.
Aşama 3: Ara kurutma (150°C ila 300°C): Kimyasal olarak birleştirilmiş su salma aralığı boyunca saatte 25-50°C'de ısıtmaya devam edin. Hidrolik bağlayıcı fazlarının (varsa) tamamen dehidrasyonunu sağlamak için 300°C'de 1-2 saat tutun.
Aşama 4: Çalışma sıcaklığına rampa: 300°C'nin üzerinde, büyük buhar salınımı riski geçmiştir. Isıtma hızı, refrakter üreticisi tarafından belirtildiği takdirde ana faz geçiş sıcaklıklarında bekletilerek saatte 50-100°C'ye çıkarılabilir.
İlk Isınma Programı Referans Tablosu
| Astar Kalınlığı | Aşama 1 (Ortam kuru) | Faz 2 150°C'de tutun | Faz 3 300°C'de bekletme | Maksimum Rampa Hızı |
|---|---|---|---|---|
| <100 mm | 24 saat | 2 saat | 1 saat | 50°C/saat |
| 100-250 mm | 48 saat | 4 saat | 2 saat | 25-50°C/saat |
| 250-500 mm | 72 saat | 8 saat | 4 saat | 25°C/saat |
| >500 mm | 96+ saat | 12+ saat | 6+ saat | 15-25°C/saat |
Yaygın Arıza Modları ve Bunların Nasıl Önleneceği
Arıza Modu 1: İlk Isınma Sırasında Eklem Çatlaması
Sebep: Serbest su uzaklaştırılmadan önce çok hızlı ısıtma. Buhar basıncı derz mukavemetini aşıyor.
Önleme: Yukarıdaki kontrollü ısınma programını takip edin. Yeni harçlanmış bir fırını yeterli ön kurutma yapmadan asla ısıtmaya çalışmayın.
Arıza Modu 2: Gaz Akışı ile Eklem Aşınması
Sebep: Sıcak fırın gazları yumuşak veya tam sinterlenmemiş harcı açıkta kalan derz yüzeylerinden aşındırır. Tipik olarak yüksek hızlı yanma bölgelerine bakan derzlerde meydana gelir.
Önleme: Yüksek hızlı bölgelerde daha yoğun, daha yüksek mukavemetli harç formülasyonları kullanın. Derzlerin boşluksuz ve tamamen doldurulduğundan emin olun. Yeni derzleri ilk ısınma sırasında doğrudan gaz çarpmasından koruyun.
Arıza Modu 3: Kimyasal Saldırı
Sebep: Fırın atmosferi veya proses malzemeleri ile uyumsuz harç kimyası. Örnekler: yüksek alkali atmosferde silika bazlı harç (cam endüstrisi), bazik tuğla ile asidik harç, alüminyum metal temas bölgesinde fosfat harcı.
Önleme: Spesifikasyondan önce harç, tuğla ve servis ortamı arasındaki kimyasal uyumluluğu doğrulayın. Harç üreticisinin kimyasal direnç verilerine başvurun.
Arıza Modu 4: Diferansiyel Termal Genleşme Çatlaması
Sebep: Harç ve tuğla arasındaki termal genleşme katsayısı uyumsuzluğu, soğuma sırasında derzleri çatlatan çekme gerilmelerine neden olur. Özellikle uyumsuz harç ve tuğla türleri bir araya geldiğinde yaygındır.
Önleme: Harç kimyasını tuğla kimyasına yakın bir şekilde eşleştirin. Yüksek döngülü uygulamalarda yüksek alüminalı tuğla ile havai fişek harcı veya havai fişek tuğla ile silika harcı kullanmaktan kaçının.
Arıza Modu 5: Boşluk Oluşumu ve Eksik Derz Dolgusu
Sebep: Harç çok kuru uygulanmış, derz agrega parçacık boyutu için çok ince veya yüzeylere yetersiz harç uygulanmış. Boşluklar sıcak gaz geçişine ve lokal aşırı ısınmaya izin verir.
Önleme: Uygulamadan önce doğru harç kıvamını doğrulayın. Bitmiş derzlere vurarak derz dolgusunu kontrol edin - boşluklar çukur bir ses çıkarır. Her bir derzin her iki eşleşen yüzüne uygulayın.
2026'da Pazara Genel Bakış ve Ürün Gelişmeleri
Pazar Büyüklüğü ve Büyüme Etkenleri
Küresel refrakter harç pazarı, 2023 yılında küresel olarak yaklaşık 25-28 milyar ABD doları değerinde olan daha geniş refrakter ürünler endüstrisi içinde önemli bir segmenttir. Refrakter harçlar, çelik, cam, alüminyum ve enerji üretimi endüstrilerindeki genel refrakter tuğla tüketimini yakından takip eden taleple birlikte, değer olarak bu toplamın tahmini 3-5%'sini temsil etmektedir.
2026'daki temel talep faktörleri arasında Asya'da, özellikle Hindistan ve Güneydoğu Asya'da devam eden çelik kapasite artışı; güneş paneli talebinden kaynaklanan cam üretim kapasitesi artışı (büyük hacimlerde refrakter yoğun eritme fırınları gerektirir); ve mevcut fırın altyapısında enerji verimliliği yükseltmeleri gerektiren endüstriyel karbonsuzlaştırma programları yer almaktadır.
Önemli Ürün Trendleri
Isıyla sertleşen harçlar için geliştirilmiş düşük sıcaklık bağlanma dayanımı: Geleneksel ısıyla sertleşen harçlar fırınlanmadan önce çok az mukavemete sahiptir, bu da inşaat sırasında ve sonrasında kullanım kırılganlığı yaratır. Küçük hidrolik bağlayıcı ilaveleri kullanan yeni formülasyonlar, ısıyla sertleşen yapıştırma mekanizmasının kimyasal saflık avantajlarını korurken pratik inşaat için yeterli yeşil mukavemet sağlar.
Fosfat içermeyen yüksek alüminalı harçlar: Fosfat içermeyen seramik köpük filtrelerle (AdTech kütüphanemizde ayrıca ele alınmıştır) aynı trendi takip ederek, kolloidal alümina veya diğer fosfat içermeyen bağlayıcı sistemleri kullanan yüksek alüminalı harçlar, geleneksel fosfat bağlı harçların metal ürünler için fosfor kontaminasyonu riski oluşturduğu alüminyum endüstrisi fırın yapımında spesifikasyon kazanmaktadır.
MRO pazarları için kullanıma hazır önceden karıştırılmış ürünler: Şömine onarımı, küçük fırın yamaları ve acil onarımlar dahil olmak üzere bakım, onarım ve revizyon (MRO) pazarı, uzman refrakter bilgisi olmayan vasıflı ticaret çalışanları ve tesis bakım ekipleri için uygun olan önceden karıştırılmış, küçük paketli refrakter harçlara olan talebi artırmaktadır.
Uzatılmış açık kalma süresi formülasyonları: Geleneksel refrakter harçlar karıştırıldıktan sonra sınırlı çalışma süresine sahiptir, bu da büyük ölçekli inşaatlarda verimlilik zorlukları yaratır. Geciktirici paketlerin kullanıldığı yeni formülasyonlar, açık kalma süresini 2-4 saatten 6-8 saate uzatarak daha büyük karışım partilerine ve büyük inşaat projelerinde daha az atığa olanak sağlamaktadır.
Refrakter Harç Hakkında Sıkça Sorulan Sorular
1: Şöminede refrakter harç yerine normal harç kullanabilir miyim?
Standart Portland çimento harcı yaklaşık 300°C'nin (572°F) üzerinde bozulmaya başlar ve 600°C'nin üzerinde geri dönüşü olmayan yıkıcı faz değişikliklerine uğrar. Tipik bir odun ateşi sırasında bir şömine ateş kutusunun sıcak yüzü düzenli olarak 700-900°C'ye ulaşır. Bir ocakta kullanılan standart harç hızla bozulur - tipik olarak ilk birkaç yangın içinde - derzlerin parçalanmasına, tuğlaların gevşemesine ve başarısız derzlerden kaçan sıcak gaz nedeniyle potansiyel bir yangın tehlikesi yaratmasına neden olur. Şöminelerde ve diğer yüksek sıcaklıktaki yapılarda yalnızca uygulamanın çalışma sıcaklığına göre özel olarak derecelendirilmiş harç kullanılmalıdır. Bu durum onarımlar için de geçerlidir - şömine harcı derzlerini yamamak için asla standart harç kullanmayın.
2: Refrakter harcın dayanabileceği maksimum sıcaklık nedir?
Maksimum sıcaklık tamamen belirli ürün sınıfına bağlıdır. Düşük hizmet tipi ateş kili harçları yaklaşık 1260°C'ye (2300°F) kadar derecelendirilmiştir. Orta hizmet ürünleri 1480°C'ye (2700°F) kadar çıkabilir. Yüksek hizmet tipi alümina harçları 1600°C'ye (2912°F) ulaşır. Mullit, yüksek alümina ve magnezya harçları dahil olmak üzere süper hizmet ve özel kaliteler 1700°C'nin (3092°F) üzerinde çalışabilir ve bazı özel formülasyonlar 1800°C (3272°F) veya daha yüksek derecelere kadar çıkabilir. Ürün veri sayfasındaki derecelendirme, harcın sürekli hizmet için yeterli bağlanma mukavemetini ve hacim stabilitesini koruduğu sıcaklığı yansıtır - sadece eridiği sıcaklığı değil.
3: Hava ile priz alan ve ısı ile priz alan refrakter harç arasındaki fark nedir?
Hava ile sertleşen refrakter harç, birincil bağ mukavemetini ortam sıcaklığında meydana gelen kimyasal reaksiyonlar yoluyla geliştirir - en yaygın olarak sodyum silikat bağlayıcının atmosferik CO₂ ile reaksiyonu ve kurutma yoluyla. Harç, herhangi bir ısıtma olmaksızın uygulamadan sonraki saatler içinde taşıma gücüne ulaşır. Buna karşın, ısıyla sertleşen harç, yapısal mukavemetini yalnızca astarın ilk pişirimi sırasında ısıtıldığında geliştirir. Oda sıcaklığında, ısıyla sertleşen harç öncelikle inşaat sırasında tuğlaları yerinde tutan bir kayma işlevi görür ve çok az yapısal bağ sağlar. Fırınlamadan sonra, ısıyla sertleşen harç, genellikle havayla sertleşen sodyum silikat bağından daha güçlü ve kimyasal olarak daha saf olan gerçek bir seramik bağ elde eder. Bunlar arasındaki seçim, kaplamanın inşaatın tamamlanmasına göre ne zaman fırınlanacağına ve fırınlamanın inşaattan hemen sonra yapılıp yapılamayacağına bağlıdır.
4: Refrakter harç derzleri ne kadar kalın olmalıdır?
Çoğu yüksek sıcaklık uygulaması için hedef derz kalınlığı 2-3 mm'dir. Daha ince derzler tuğla ve harç arasındaki sıcaklık ve termal genleşme farkını en aza indirerek derz arayüzündeki gerilimi azaltır. Derz kalınlığı standart hizmet uygulamaları için 6 mm'yi veya yüksek hizmet ve süper hizmet uygulamaları için 3 mm'yi geçmemelidir. Bu sınırlardan daha kalın derzler, termal döngü sırasında çatlama stresi oluşturan termal süreksizlikler yaratır. Tutarlı 2-3 mm derzler elde etmek için doğru karıştırılmış harç (çok sert veya çok akışkan olmayan), tolerans dahilinde düz tuğla yüzeyler ve yetenekli duvarcı tekniği gerekir. Uygulamada, 6 mm'den daha kalın derzler ya inşaat kalitesi sorunlarına ya da farklı bir inşaat yaklaşımına (harç yerine yama bileşiği veya dökülebilir malzeme) ihtiyaç duyulduğuna işaret eder.
5: Bir fırın ateşlenmeden önce refrakter harcın kürlenmesi ne kadar sürer?
Minimum kürlenme ve kuruma süresi harç tipine ve astar kalınlığına bağlıdır. Hava ile sertleşen harçlar için, herhangi bir ısı uygulamadan önce en az 24 saat ortam havasında kurutma önerilir ve kalın kaplamalar için 48 saat tercih edilir. Hidrolik priz alan harçlar için, ısıtma başlamadan önce işin tamamlanmasından sonra en az 8 saat gereklidir, ancak 24 saat kalsiyum alüminat çimento bağlayıcısının daha iyi hidrasyonunu sağlar. Isıyla sertleşen harçların anlamlı bir ortam kürü yoktur ve inşaat tamamlanır tamamlanmaz kontrollü ısıtma programına geçilebilir, ancak ısıtmadan önce fazla yüzey nemini gidermek için 24 saat boyunca ortam kurutması önerilir. Harç tipi ne olursa olsun, buhar dökülmesini önlemek için kontrollü ısınma programı (150°C ve 300°C'de bekletme ile) zorunludur.
6: Mevcut bir fırın kaplamasındaki çatlakları onarmak için refrakter harç kullanılabilir mi?
Evet, refrakter harç fırın çatlağı ve derz onarımı için birincil malzemelerden biridir. Başarılı bir onarım için, mevcut harç çatlaktan veya derzden minimum 20 mm derinliğe kadar tamamen çıkarılmalıdır (yapısal bütünlük için 50 mm tercih edilir). Derz yüzeyleri gevşek malzeme, toz ve kirlenmeyi gidermek için temizlenmelidir. Değiştirilen harç orijinal harçla aynı özellikte olmalıdır - farklı bir görev derecesi veya kimya kullanılması, çevreleyen kaplamadan daha hızlı arızalanan uyumsuz bir onarım oluşturabilir. Onarım harcını temizlenmiş derzin içine sıkıca yerleştirdikten sonra fırını tam çalışma sıcaklığına getirmeden önce kontrollü ısınma programını takip edin. Yaklaşık 10 mm'den daha geniş çatlaklar için, standart harç yerine bir yama dökümü veya plastik refrakter daha uygun olabilir.
7: Refrakter harç nalburlarda satılan fırın çimentosu ile aynı mıdır?
Bunlar birbiriyle ilişkili ancak her zaman aynı ürünler değildir. “Fırın çimentosu”, nalburlar ve ev geliştirme perakendecileri aracılığıyla satılan yüksek sıcaklıkta yapıştırma ve yama bileşikleri için tüketici ürün markaları tarafından kullanılan bir pazarlama terimidir. Bu ürünler tipik olarak DIY uygulamaları için formüle edilmiş önceden karıştırılmış refrakter harçlardır - genellikle uzman olmayan kullanıcılar tarafından mala uygulaması için optimize edilmiş bir kıvama sahip uygun küçük ambalajlarda düşük ila orta hizmet ürünleridir (yaklaşık 1260-1480 ° C'ye kadar derecelendirilmiştir). Endüstriyel refrakter harçlar, tipik olarak tüketici “fırın çimentosu” ürünlerinde bulunmayan doğrulanmış test verileri ve sertifikaları ile çok daha geniş bir yelpazede görev dereceleri, kimyasal formülasyonlar ve ambalaj boyutlarında tedarik edilir. Ev tipi şömine ve odun sobası uygulamaları için, tüketici fırın çimentosu ürünleri genellikle yeterlidir. Endüstriyel fırın yapımı ve onarımı için, belgelenmiş özelliklere sahip mühendislik ürünü endüstriyel refrakter harç kullanılmalıdır.
8: Refrakter harç tüm refrakter tuğla türlerine iyi yapışır mı?
Refrakter harcın yapışması, harç ile tuğla yüzey kimyası arasındaki kimyasal uyumluluğa bağlıdır. Ateş kili harçları, ateş kili ve standart alümina-silika tuğlalara iyi yapışır. Yüksek alüminalı harçlar yüksek alüminalı tuğlalara etkili bir şekilde yapışır. Kaçınılması gereken kritik uyumsuzluklar şunlardır: yüksek alümina tuğla ile silika harcı (ciddi diferansiyel genleşme uyumsuzluğu), magnezya tuğla ile alümina-silika harcı (arayüzde asit-baz kimyasal reaksiyonu) ve magnezya veya krom-magnezya tuğla ile fosfat harçları (fosfat sıcaklıkta magnezya ile olumsuz reaksiyona girer). Ayrıca, bazı özel tuğla türleri (silisyum karbür, grafit içeren veya karbon tuğlalar), bu malzemeler için özel olarak formüle edilmiş özel harçlar gerektirir. Standart eşleşmeler olmayan kombinasyonları belirlemeden önce her zaman harç-tuğla uyumluluğunu doğrulayın.
9: Refrakter harç pizza fırınında veya barbeküde kullanılabilir mi?
Evet ve düşük hizmet tipi refrakter harç, pizza fırını ve açık hava pişirme ateşi yapımı için tamamen uygundur. Odun ateşiyle çalışan pizza fırınları tipik olarak ocakta 400-500°C'ye ve kubbede 600°C'ye kadar ulaşır. Bu sıcaklık aralığı, 1100-1260°C'ye kadar derecelendirilmiş standart düşük hizmet refrakter harcının kapasitesi dahilindedir ve önemli bir güvenlik marjı sağlar. Pizza fırınları için, harç ürününün gıda açısından güvenli olduğunu doğrulayın - bazı endüstriyel refrakter harçlar, endüstriyel ortamlarda kabul edilebilir ancak gıda yakınında uygun olmayan kimyasal katkı maddeleri içerir. Birçok tedarikçi, özellikle pizza fırını, ekmek fırını ve barbekü içicisi yapımı için gıdaya uygun veya gıda sınıfı refrakter harçlar sunmaktadır. Bu ürünler, ağır metaller ve pişirme sıcaklıklarında buharlaşabilecek diğer potansiyel zararlı bileşikler içermediği konusunda sertifikalıdır.
10: Endüstriyel uygulamalar için refrakter harç satın alırken hangi sertifikalara bakmalıyım?
Endüstriyel refrakter harç tedariki aşağıdaki belgeleri gerektirmelidir: Üretim tesisi için ISO 9001 kalite yönetim sistemi sertifikası; doğrulanmış sıcaklık derecesi (PCE veya °C/°F), kimyasal bileşim (SiO₂, Al₂O₃ ve ana oksitler) ve fiziksel özellikleri (soğuk kırılma mukavemeti, kopma modülü, sıcaklıkta doğrusal değişim) içeren ürün veri sayfası; belirtilen spesifikasyonlara uygunluğu teyit eden akredite bir laboratuvardan alınan test raporları; GHS gereklilikleriyle uyumlu Güvenlik Veri Sayfası (SDS/MSDS); ve AB tedariki için REACH uyum beyanı. Özel uygulamalar için ek gereksinimler şunları içerebilir: gıda işleme ekipmanı için doğrulanmış gıda güvenliği uyumluluğu (FDA 21 CFR veya AB gıda ile temas eden malzemeler düzenlemeleri), alüminyum endüstrisi uygulamaları için doğrulanmış fosfor içermeyen sertifika ve belirli hizmet ortamları için kimyasal direnç testi verileri (kükürt, alkali, asit atmosferleri). AdTech, refrakter sistem ürünlerimizin tüm ticari siparişleriyle birlikte eksiksiz dokümantasyon paketleri sağlar.
Özet: Refrakter Harç Spesifikasyonunu İlk Seferde Doğru Yapmak
Refrakter harç, spesifikasyon hatalarının sonuçlarının ürünün genel inşaat bütçesindeki maliyetine göre orantısız derecede büyük olduğu malzemelerden biridir. Büyük bir endüstriyel fırın kaplamasındaki harç, toplam refrakter maliyetinin belki de 2-5%'sini temsil eder, ancak bir harç spesifikasyon hatası, tuğla ve montaj işçiliğine yapılan tüm yatırımı yok eden derz arızasına neden olabilir.
Bu hataları önleyen temel ilkeler tutarlıdır: harç görev derecesini yeterli marjla gerçek çalışma sıcaklığıyla eşleştirmek; harç kimyasını tuğla türü ve hizmet ortamıyla eşleştirmek; inşaat ve operasyonel zamanlama gereksinimlerine göre ayar mekanizmasını seçmek; harcı doğru kıvamda ve derz kalınlığında doğru şekilde uygulamak ve kontrollü ısınma programını kestirme yollara başvurmadan takip etmek.
Bu ilkeler, ister bir kutu nalbur fırın çimentosu ile bir konut şöminesini yeniden derzliyor olun, ister 1600°C'lik bir alüminyum sanayi fırını için süper hizmet tipi fosfat içermeyen yüksek alümina harcı belirliyor olun geçerlidir. Termal genleşme, buhar dökülmesi ve kimyasal uyumluluk fiziği her ölçekte aynıdır.
AdTech'te refrakter ürün mühendisliği ekibimiz, harç spesifikasyonlarını kendi tuğla tipleri, çalışma sıcaklıkları ve proses kimyasal ortamlarıyla eşleştirme konusunda müşterilere destek olmaktadır. Bir projenin başlangıcında alınan teknik olarak doğru spesifikasyon kararlarının, tüm tasarım ömrü boyunca güvenilir bir şekilde çalışan astar sistemleri ürettiğine ve sonuçta tedarik zincirindeki herkes için daha iyi olduğuna inanıyoruz.
Refrakter harç ürünlerine ilişkin spesifikasyon yardımı, teknik veri sayfaları veya numune talepleri için, uygulama ayrıntılarınızla birlikte AdTech teknik destek ekibiyle iletişime geçin.
