Argamassa refractária é um material de ligação resistente ao calor utilizado para unir, vedar e reparar tijolos refractários, blocos e outros componentes de alvenaria de alta temperatura em fornos, caldeiras, lareiras, chaminés e equipamento de processos industriais. Serve três funções simultâneas: une unidades refractárias num conjunto estruturalmente coeso, veda as juntas contra a penetração de gás quente e fugas térmicas e acomoda a expansão térmica diferencial entre unidades refractárias adjacentes durante os ciclos de aquecimento e arrefecimento. As classificações de temperatura para as argamassas refractárias comerciais variam entre aproximadamente 900°C (1652°F) para produtos de serviço normal e mais de 1700°C (3092°F) para tipos de serviço super e especiais.
Se o seu projeto requer a utilização de Argamassa Refractária, pode contactar-nos para um orçamento gratuito.
Na AdTech, fornecemos produtos de argamassa refractária a fundições de alumínio, siderurgias, fábricas de vidro e operadores de fornos industriais, e a nossa observação de campo consistente é a seguinte: a qualidade da junta de argamassa é tão crítica como a qualidade do próprio tijolo refratário. Um tijolo refratário de qualidade superior instalado com a argamassa errada - ou com a argamassa correta aplicada incorretamente - irá falhar prematuramente nas juntas muito antes de o corpo do tijolo atingir o fim da sua vida útil. Compreender o que faz a argamassa refractária, o desempenho dos diferentes tipos e qual a especificação adequada a uma determinada aplicação é essencial para qualquer engenheiro ou comprador envolvido na conceção, construção ou manutenção de sistemas refractários.

O que é a argamassa refractária? Composição e função básica
A argamassa refractária é fundamentalmente diferente das argamassas padrão à base de cimento Portland utilizadas na construção geral de alvenaria. Enquanto a argamassa normal começa a amolecer e a perder a integridade estrutural acima de aproximadamente 300°C (572°F), a argamassa refractária mantém a sua força de ligação e estabilidade dimensional a temperaturas que destruiriam completamente os materiais de construção convencionais.
Elementos essenciais de composição
A composição da argamassa refractária varia substancialmente de acordo com o tipo de produto, a classificação de temperatura e a aplicação pretendida, mas a maioria das formulações comerciais partilha um quadro estrutural comum:
Agregado refratário: O componente sólido primário, que fornece a maior parte das propriedades térmicas e físicas da argamassa. Os materiais agregados mais comuns incluem:
- Argila calcária (alumina-sílica, 35-45% Al₂O₃).
- Materiais de alta alumina (50-85% Al₂O₃).
- Sílica (>93% SiO₂ para argamassa de sílica).
- Magnésia (MgO para refractários de base).
- Compostos de crómio-magnésio para ambientes químicos específicos.
- Andaluzite, mulite ou coríndon para as qualidades superiores.
Agente de ligação: O componente que desenvolve a resistência e a aderência. Consoante o tipo de argamassa, pode ser:
- Silicato de sódio (vidro de água) para argamassas de endurecimento ao ar.
- Cimento de aluminato de cálcio (CAC) para variedades de endurecimento hidráulico.
- Sílica coloidal para aplicações de alta pureza.
- Ácido fosfórico ou fosfato monoaluminoso para os tipos ligados quimicamente.
- Materiais à base de argila para argamassas de endurecimento a quente que só desenvolvem resistência após a cozedura.
Plastificantes e modificadores de reologia: Aditivos orgânicos e inorgânicos que controlam a trabalhabilidade, a retenção de água e a consistência da aplicação. Normalmente, estes queimam-se abaixo dos 400°C, não deixando resíduos na junta de argamassa cozida.
Água: As argamassas pré-misturadas contêm um teor de água controlado. As argamassas secas são misturadas com água no local para obter uma consistência especificada.
Leia também: O que é a argamassa refractária? Tipos, propriedades e utilizações industriais
As três funções da argamassa refractária num sistema de revestimento
Ligação estrutural: A argamassa preenche o espaço entre os tijolos refractários e cria aderência entre as unidades adjacentes, distribuindo as cargas de forma mais uniforme pela estrutura do revestimento e evitando que os tijolos individuais se desloquem sob cargas mecânicas, forças de expansão térmica e vibração.
Vedação de gás: Em fornos e estufas, os gases de combustão quentes a alta pressão encontrarão e penetrarão em qualquer junta não selada, causando o sobreaquecimento localizado do revestimento estrutural, a erosão das faces da junta e a ineficiência térmica. As juntas de argamassa corretamente preenchidas impedem esta penetração de gás, criando uma barreira contínua e densa ao longo da secção transversal do revestimento.
Alojamento de expansão térmica: Os tijolos refractários expandem-se quando aquecidos e contraem-se quando arrefecidos. A junta de argamassa, com as suas próprias caraterísticas de expansão térmica e a sua capacidade de se deformar ligeiramente sob compressão, acomoda pequenos movimentos diferenciais entre tijolos adjacentes sem transmitir tensões de tração destrutivas que fissurariam os corpos dos tijolos.
Porque é que a argamassa refractária não é permutável com a argamassa normal
Esta distinção é mais importante do que muitos compradores de primeira viagem imaginam. A argamassa de cimento Portland normal começa a desidratar e a enfraquecer acima dos 300°C, perde uma resistência significativa até aos 500°C e sofre transformações destrutivas da fase de silicato de cálcio acima dos 700°C que causam expansão e fragmentação. A utilização de argamassa padrão numa lareira, forno ou estufa - mesmo em áreas supostamente “frias” - resulta, em muitos casos, na falha da junta no primeiro ciclo de funcionamento.
Na AdTech, deparamo-nos regularmente com situações em que as instalações tentaram utilizar tinta de alta temperatura, argamassa de alvenaria normal ou até mesmo cimento hidráulico em reparações de juntas a baixa temperatura, apenas para que a junta falhasse poucos dias depois de retomar o funcionamento. As classificações de temperatura nos produtos de argamassa refractária não são especificações de marketing - reflectem limiares de desempenho químico e físico genuínos.
Tipos de argamassas refractárias: Sistemas químicos e mecanismos de presa
O mercado comercial de argamassas refractárias oferece produtos baseados em vários sistemas de ligação química diferentes, cada um com caraterísticas de desempenho, requisitos de manuseamento e aplicações distintas.
Argamassa refractária de endurecimento ao ar
As argamassas de secagem ao ar desenvolvem a sua força de ligação inicial através de uma reação química com o dióxido de carbono atmosférico ou através da secagem à temperatura ambiente, sem necessitar de uma temperatura elevada para o desenvolvimento da força. O aglutinante primário na maioria das formulações de argamassa de presa ao ar é o silicato de sódio (Na₂SiO₃, vulgarmente designado por vidro de água).
Como se define: O silicato de sódio reage com o CO₂ no ar ambiente para formar carbonato de sódio amorfo e sílica gel. À medida que o gel de sílica seca, proporciona uma forte ligação semelhante à cerâmica entre as partículas agregadas e as superfícies do tijolo.
Principais vantagens:
- Desenvolve a resistência ao manuseamento em poucas horas à temperatura ambiente.
- Permite a instalação e o carregamento imediato da luz sem esperar pelo disparo.
- Boa aderência à maioria dos tipos de tijolos refractários.
- Grande disponibilidade e custo moderado.
Principais limitações:
- O teor de sódio pode causar ataque alcalino em alguns refractários de alta alumina a temperaturas elevadas.
- Solúvel em água antes da cura completa, o que limita a utilização em ambientes húmidos.
- A ligação de silicato de sódio pode amolecer ligeiramente a temperaturas muito elevadas (acima de 1200°C em algumas formulações).
Aplicações típicas: Construção de fornos em geral, revestimento de tijolos de caldeiras, construção de fornos, construção de lareiras e chaminés, instalações industriais de temperatura moderada.
Argamassa refractária de endurecimento a quente
As argamassas de endurecimento térmico desenvolvem a sua força de ligação primária apenas quando aquecidas a uma temperatura elevada durante a primeira cozedura do revestimento instalado. À temperatura ambiente, a argamassa de endurecimento por calor funciona essencialmente como um deslizamento - fornecendo apenas uma adesão mecânica mínima para manter os tijolos em posição durante a construção. A ligação completa desenvolve-se à medida que o revestimento aquece.
Como se define: O mecanismo de ligação baseia-se na sinterização da fração de partículas finas da argamassa a temperaturas elevadas. Os minerais de argila na matriz da argamassa vitrificam parcialmente e as partículas finas sinterizam-se em conjunto e nas faces dos tijolos, criando uma ligação cerâmica que é frequentemente mais forte do que a ligação ao ar das argamassas de silicato de sódio.
Principais vantagens:
- Sem aditivos químicos que possam contaminar a atmosfera do forno.
- Obtém-se uma verdadeira ligação cerâmica após a cozedura.
- Excelente compatibilidade química com a maioria dos tipos de tijolos refractários.
- Adequado para utilização com refractários sensíveis aos ácidos, onde os álcalis do silicato de sódio seriam problemáticos.
Principais limitações:
- Sem resistência à temperatura ambiente - o revestimento é frágil durante a construção e o transporte.
- Requer um manuseamento cuidadoso antes do primeiro disparo.
- Não é possível inspecionar a qualidade das juntas antes da primeira cozedura do revestimento.
Aplicações típicas: Fornos especiais, fornos da indústria cerâmica, aplicações que exigem uma elevada pureza química do material de ligação, fornos industriais de alta temperatura onde o revestimento será queimado imediatamente após a construção.
Argamassa refractária de presa hidráulica
As argamassas de presa hidráulica utilizam o cimento de aluminato de cálcio (CAC) como ligante, que desenvolve a resistência através de reacções de hidratação semelhantes às do cimento Portland, mas com uma resistência à temperatura muito superior.
Como se define: O CAC reage com a água para formar fases de hidrato de aluminato de cálcio (C₃AH₆, CAH₁₀, C₂AH₈) que proporcionam um rápido desenvolvimento de resistência à temperatura ambiente. Após o aquecimento, estas fases de hidrato desidratam e convertem-se em fases de aluminato de cálcio anidro (CA, CA₂, C₃A₅), que sinterizam e mantêm uma resistência adequada a temperaturas elevadas.
Principais vantagens:
- Desenvolvimento muito rápido da força (força de manuseamento em 4-8 horas).
- Boa resistência ao choque térmico.
- Ampla gama de temperaturas em função da qualidade do CAC (standard a alta alumina).
Principais limitações:
- A conversão das fases de hidrato no primeiro aquecimento provoca uma redução temporária da resistência (conhecida como fenómeno de “conversão”) que deve ser gerida durante o primeiro aquecimento.
- Custo mais elevado do que as argamassas à base de silicato de sódio.
- O tempo de presa deve ser controlado em tempo quente.
Aplicações típicas: Reparações de emergência que exijam um rápido regresso ao serviço, colagem de componentes refractários pré-fabricados, aplicações industriais de temperatura moderada a elevada.
Argamassa refractária ligada quimicamente (fosfato)
As argamassas ligadas por fosfato utilizam o ácido fosfórico (H₃PO₄) ou o fosfato monoaluminoso (Al(H₂PO₄)₃, MAP) como ligante reativo. Estes reagem com o óxido de alumínio no agregado para formar fases de ligação de fosfato de alumínio.
Como se define: O ácido fosfórico ou MAP reage com a alumina nas superfícies das partículas agregadas e nas faces dos tijolos para formar metafosfato de alumínio e, finalmente, ortofosfato de alumínio (berlinita, AlPO₄), que é um composto de ligação cerâmica forte e quimicamente resistente.
Principais vantagens:
- Excelente resistência a temperaturas intermédias (400-1200°C).
- Muito boa resistência química a ambientes ácidos.
- Boa aderência aos tijolos de alta alumina.
- Pode ser formulado para perfis específicos de resistência à temperatura.
Principais limitações:
- O teor de fosfato pode contaminar os metais fundidos em aplicações de fundição (como discutido nos nossos artigos sobre filtros de espuma cerâmica).
- Algumas formulações libertam fumos de ácido fosfórico durante o aquecimento.
- Não é adequado para aplicações refractárias alcalinas ou básicas (o fosfato é um ácido).
- Temperatura máxima limitada pela estabilidade do AlPO₄ (aproximadamente 1300-1400°C para a maioria dos tipos).
Aplicações típicas: Instalações de tijolos de alta alumina, revestimentos de fornos resistentes a ácidos, algumas aplicações de fundição (com precaução relativamente à contaminação por fósforo), equipamento de refinaria de petróleo.
Quadro resumo dos tipos de argamassas refractárias
| Tipo de argamassa | Mecanismo de regulação | Resistência da ligação a frio | Temperatura de ligação a quente | Porta-chaves | Utilização primária |
|---|---|---|---|---|---|
| Ajuste de ar | CO₂/reação de secagem | Bom | Até 1600°C+ | Silicato de sódio | Indústria geral |
| Endurecimento por calor | Sinterização à temperatura | Muito baixo | Até 1700°C+ | Barro/cerâmica fina | Fornos de alta pureza |
| Fixação hidráulica | Hidratação CAC | Excelente | Até 1600°C | Cimento de aluminato de cálcio | Reparações rápidas |
| Ligado a fosfato | Reação ácido-base | Bom | Até 1400°C | H₃PO₄ ou MAP | Tijolo de alta alumina |
| Sílica coloidal | Consolidação Sol-gel | Moderado | Até 1700°C | SiO₂ coloidal | Aplicações de alta pureza |
Explicação das classificações de temperatura e de funcionamento
A classificação da temperatura é o parâmetro de especificação mais crítico numa folha de dados de uma argamassa refractária, mas também é frequentemente mal compreendido. A temperatura nominal não é simplesmente a temperatura a que a argamassa funde - representa a temperatura a que a argamassa mantém a resistência de ligação, a estabilidade de volume e a integridade química adequadas para um serviço contínuo.
Classificações de serviço padrão
A indústria de refractários classifica as argamassas em graus de utilização com base na temperatura máxima de serviço. Estas classificações seguem a norma ASTM C105 e normas internacionais semelhantes:
Baixa carga de trabalho (LD): Temperatura máxima de serviço até 1260°C (2300°F). Adequado para lareiras, chaminés residenciais, fornos de baixa temperatura e aplicações de isolamento de reserva. Tipicamente à base de argila refractária com 35-40% Al₂O₃.
Serviço médio (MD): Temperatura máxima de serviço até 1480°C (2700°F). A classificação mais utilizada para a construção de fornos industriais em geral. Composições de alumina e argila refratária com 40-50% Al₂O₃.
Serviço elevado (HD): Temperatura máxima de serviço até 1600°C (2912°F). Necessário para aplicações na indústria siderúrgica, construção de tanques de vidro e aplicações exigentes em fornos. Maior teor de alumina, 50-70% Al₂O₃.
Super Duty (SD): Temperatura máxima de serviço superior a 1600°C (2912°F). Utilizado nas aplicações mais exigentes, incluindo construção de fornos de arco elétrico, fabrico de cerâmicas especiais e instalações de investigação de alta temperatura. Composições de alumina muito elevada (70-90% Al₂O₃) ou à base de mulita.
Química especial: Argamassas de sílica, argamassas de magnésia, argamassas de cromo-magnésia e outras composições especiais para ambientes químicos específicos, cada uma com as suas próprias classificações de temperatura determinadas pela química específica.
Tabela de referência de classificação de temperatura
| Classe de serviço | Temperatura máxima de serviço (°C) | Temperatura máxima de serviço (°F) | Gama Al₂O₃ | Aplicação típica |
|---|---|---|---|---|
| Baixa potência | Até 1260°C | Até 2300°F | 35-40% | Lareiras, chaminés residenciais |
| Serviço médio | Até 1480°C | Até 2700°F | 40-50% | Fornos industriais gerais |
| Alta resistência | Até 1600°C | Até 2912°F | 50-70% | Fornos de aço, vidro, exigentes |
| Super Duty | Até 1760°C | Até 3200°F | 70-90% | FEA, cerâmicas especiais |
| Argamassa de sílica | Até 1650°C | Até 3002°F | 93% SiO₂) | Fornos de coque, tanques de vidro |
| Argamassa de magnésia | Até 1800°C | Até 3272°F | - (>85% MgO) | Siderurgia de base, fornos de cimento |
| Alta alumina | Até 1800°C | Até 3272°F | 85-99% | Aplicações a temperaturas extremas |
Compreender o PCE (Equivalente de Cone Pirométrico)
O Equivalente de Cone Pirométrico (PCE) é um sistema alternativo de classificação de temperatura utilizado especificamente para materiais refractários que mede a temperatura à qual um cone de teste do material amolece e se dobra sob o seu próprio peso - equivalente ao método original do cone pirométrico desenvolvido por Edward Orton. Os valores PCE correspondem a números de cones e temperaturas específicos:
| Número do cone PCE | Temperatura equivalente (°C) | Grau de utilização aproximado |
|---|---|---|
| PCE 14 | 1395°C | Baixa potência |
| PCE 20 | 1530°C | Serviço médio |
| PCE 26 | 1605°C | Alta resistência |
| PCE 30 | 1670°C | Super Duty |
| PCE 33 | 1745°C | Super Duty / Especialidade |
| PCE 36-38 | 1796-1820°C | Especiais (alta alumina ou magnésia) |
A classificação PCE representa a temperatura a que a argamassa começa a amolecer, não a temperatura a que perde toda a resistência. Na prática, as argamassas refractárias devem ser utilizadas a temperaturas 50-100°C abaixo da sua classificação PCE para garantir uma margem estrutural adequada.
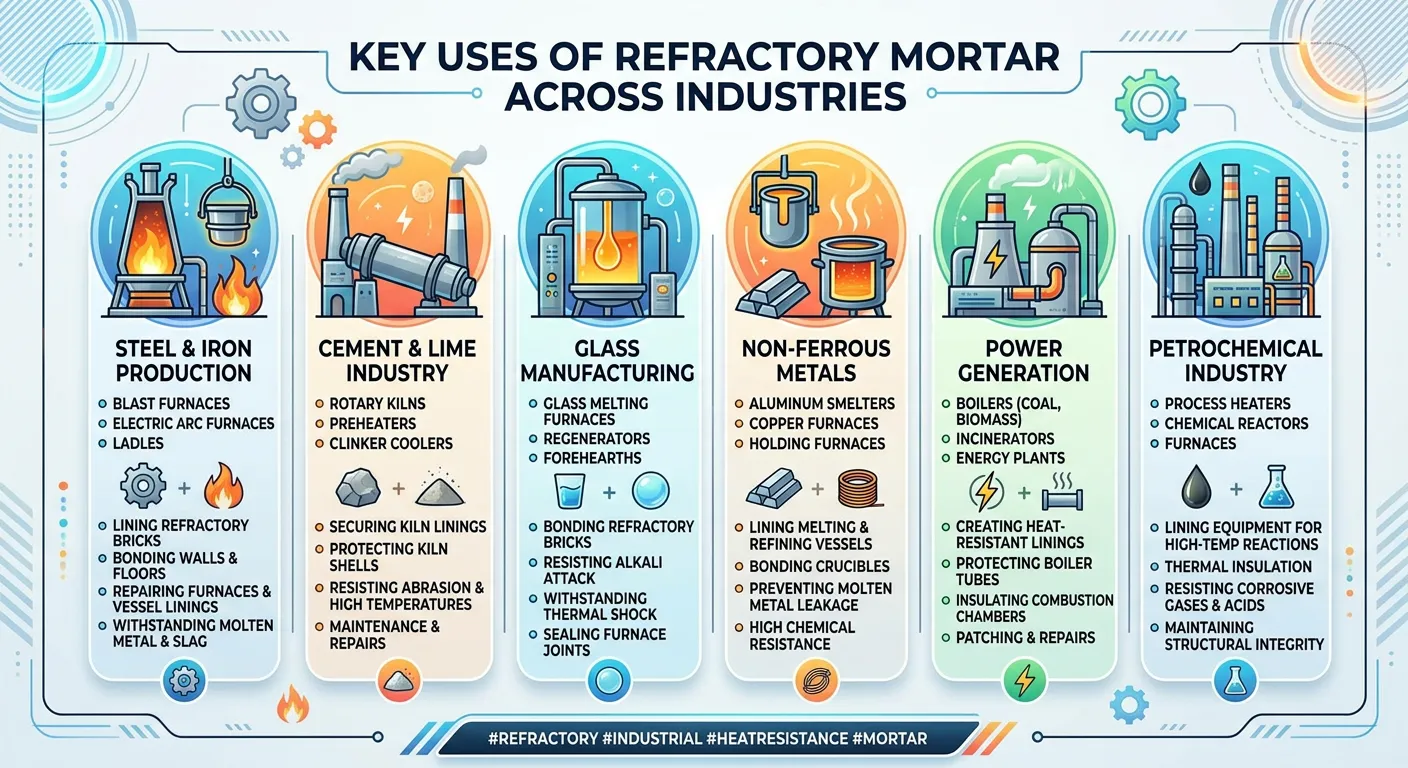
Principais utilizações da argamassa refractária nas indústrias
Construção de fornos e sistemas de revestimento
A construção de fornos industriais é o maior segmento de aplicação da argamassa refractária. Qualquer forno revestido a tijolo - quer seja um forno de reaquecimento de aço, um forno de fusão de alumínio, um tanque de fusão de vidro ou um forno industrial - requer argamassa em todas as juntas de tijolo.
Construção de paredes: As paredes do forno são construídas camada a camada, com argamassa aplicada nas juntas horizontais (leito) e verticais (cabeça). A espessura das juntas é tipicamente de 2-6 mm, sendo preferíveis juntas mais finas em aplicações de alta temperatura porque minimizam a diferença de comportamento de expansão térmica entre o tijolo e a argamassa.
Construção do arco e da coroa: Os arcos de fornos e as coberturas suspensas utilizam tijolos à compressão, com argamassa que veda as juntas contra a passagem de gás e distribui as cargas de compressão. As argamassas para arcos devem ser particularmente boas para acomodar a deformação por compressão sem extrusão da junta.
Construção da lareira: As soleiras dos fornos suportam a carga mecânica combinada da carga do forno, as tensões do ciclo térmico e, frequentemente, o ataque químico da escória e do metal. As argamassas de soleira devem resistir simultaneamente à abrasão, ao choque térmico e ao ataque químico.
Considerações sobre a face quente ou a junta de apoio: Nos sistemas de revestimento de várias camadas, as juntas de tijolo da face quente utilizam argamassa classificada para a temperatura da face quente, enquanto as camadas de apoio utilizam argamassa adequada à temperatura mais baixa a que estão sujeitas. A utilização de argamassa de face quente em todo o revestimento acresce custos desnecessários; a utilização de argamassa de apoio na face quente corre o risco de falha prematura da junta.
Construção de chaminés e condutas
A construção de chaminés residenciais e comerciais é a aplicação mais comum de argamassa refractária para bricolage e comércio ligeiro. O revestimento da chaminé - tipicamente secções de telha de barro - deve ser ligado com argamassa classificada para a temperatura de funcionamento do aparelho de aquecimento específico.
Lareira e condutas de fogão a lenha: Temperaturas de funcionamento de 260-650°C (500-1200°F) no revestimento da chaminé. A argamassa refractária padrão de baixa resistência, classificada para 1100-1260°C, proporciona uma margem adequada.
Tubos do sistema de aquecimento a óleo e a gás: Temperaturas de funcionamento mais baixas (150-400°C), mas a exposição a condensados e ácido sulfúrico de produtos de combustão requer formulações de argamassa quimicamente resistentes.
Chaminés de exaustão industriais: As chaminés de exaustão de processos em refinarias, fábricas de produtos químicos e instalações de produção de energia podem lidar com fluxos de gases corrosivos a temperaturas elevadas. As argamassas especiais com resistência a ácidos ou álcalis são especificadas com base na química dos gases de escape.
Construção e reparação de lareiras
A construção da fornalha da lareira utiliza tijolo refratário ligado com argamassa refractária na zona de combustão, passando para argamassa de alvenaria normal nas camadas exteriores mais frias do peito da chaminé. A argamassa da caixa de fogo deve resistir:
- Temperaturas até cerca de 900°C (1652°F) na face quente durante incêndios intensos.
- Ciclos térmicos do frio à temperatura de funcionamento muitos milhares de vezes durante a vida útil da lareira.
- Impacto mecânico dos toros e da carga de combustível.
- Ataque químico das cinzas de madeira (alcalinas) e dos gases de combustão.
A maior parte das aplicações de lareiras residenciais são adequadamente servidas por argamassa refractária de serviço médio com uma classificação de pelo menos 1260°C (2300°F).
Reparação de lareiras: A reparação de juntas de argamassa deterioradas em lareiras existentes é uma das utilizações mais comuns da argamassa refractária em aplicações de manutenção. A utilização da argamassa refractária correta para reparações - em vez da argamassa de alvenaria normal ou do cimento Portland - é essencial para uma reparação duradoura.
Construção de fornos no fabrico de cerâmica
Os fornos de cozedura de cerâmica representam uma das aplicações tecnicamente mais exigentes para as argamassas refractárias, uma vez que combinam temperaturas de funcionamento muito elevadas com ciclos térmicos repetidos, o desafio químico dos vapores de vidrado e dos ataques de fundentes, e os requisitos de precisão de uma distribuição consistente da temperatura interior.
Fornos de olaria e fornos de atelier: Tipicamente queimados a 1100-1300°C, estes fornos utilizam tijolos refractários de média a alta resistência ligados com argamassas de qualidade correspondente. A argamassa deve resistir ao ataque de fluxo dos voláteis do esmalte (alcalinos, contendo boro e esmaltes à base de chumbo em instalações mais antigas).
Fornos de cerâmica industrial: Os fornos que produzem cerâmicas técnicas, azulejos para pavimentos e paredes, louça sanitária e cerâmicas avançadas podem funcionar a temperaturas que requerem argamassas de alta ou super resistência. Alguns fornos de sinterização de cerâmicas especiais operam acima de 1600°C, exigindo argamassas de mulita ou de alta alumina.
Fornos de túnel: Os fornos de túnel contínuo utilizados no fabrico de tijolos e telhas funcionam continuamente durante anos entre grandes paragens para manutenção. A argamassa nestes fornos deve proporcionar anos de serviço fiável sob carga térmica contínua.
Aplicações da indústria siderúrgica
A indústria siderúrgica é um dos maiores consumidores industriais de argamassa refractária, utilizando-a numa vasta gama de aplicações em operações de produção de aço, fundição e laminagem.
Revestimento do invólucro do forno de arco elétrico (FEA): As conchas de FEA utilizam tijolos de magnésia-carbono na face quente (na zona de escória) e outros tijolos especiais nas zonas mais frias. Cada zona requer uma argamassa adequada à química do tijolo e à temperatura de funcionamento. A argamassa de magnésia deve ser utilizada com tijolos de magnésia-carbono para evitar incompatibilidades químicas.
Construção do revestimento da concha: As paredes das panelas de aço são revestidas com tijolos de magnésia ou de alumina-magnésia colados com argamassas compatíveis. O revestimento da panela deve suportar tanto a carga estática do aço fundido como o choque térmico dos ciclos repetidos de enchimento e esvaziamento.
Tundish e equipamento de vazamento contínuo: Os revestimentos de tundish e os componentes de fundição contínua utilizam argamassas especializadas adaptadas aos tipos de tijolos refractários e ao ambiente químico do contacto com o aço líquido.
Construção do poço de imersão e do forno de reaquecimento: Os fornos de reaquecimento de biletes e placas de aço utilizam argamassas de alta e super resistência nas zonas quentes, com produtos de média resistência nas secções de recuperação e pré-aquecimento.
Aplicações da indústria do alumínio
Na AdTech, trabalhamos em estreita colaboração com clientes da indústria do alumínio na conceção de sistemas refractários e na especificação de argamassas. As aplicações da indústria do alumínio têm requisitos específicos que diferem das aplicações do aço principalmente na compatibilidade química.
Construção de fornos de fusão e de retenção: Os fornos de fusão de alumínio revestidos com tijolos de alta alumina utilizam argamassas de alta alumina compatíveis. É fundamental que a argamassa não contenha componentes que se dissolvam no alumínio à temperatura do forno. As argamassas ricas em sílica em locais de faces quentes podem reagir com o alumínio fundido, particularmente em ligas que contêm magnésio.
Pavimento da casa de banho e revestimento das valas: As áreas de manuseamento de metais em casas de alumínio utilizam sistemas de tijolo e argamassa refractários que resistem aos efeitos combinados de derrames de alumínio fundido, produtos químicos de limpeza e impacto mecânico de equipamento e empilhadores.
Construção da unidade de desgaseificação: As unidades de desgaseificação rotativas e as caixas de desgaseificação em linha utilizam tijolo refratário especializado e argamassa que resiste ao ataque da fusão do alumínio, à erosão do rotor e ao ambiente químico dos gases de desgaseificação árgon-cloro.
Geração de energia e aplicações de caldeiras
Revestimento de fornos de caldeiras: As grandes caldeiras de serviços públicos utilizam tijolo refratário na zona inferior da fornalha e nas áreas de transição onde as temperaturas excedem a capacidade das paredes metálicas nuas. A argamassa nestas aplicações tem de resistir aos efeitos combinados da temperatura elevada, da erosão das cinzas volantes e do ataque químico dos compostos de enxofre no gás de combustão.
Revestimentos de centrais de valorização energética de resíduos: Os incineradores de resíduos sólidos urbanos operam a temperaturas de 850-1100°C com ambientes químicos particularmente agressivos, incluindo cloro, enxofre, compostos alcalinos e vapores de metais pesados provenientes dos resíduos queimados. Estas aplicações requerem argamassas especiais com elevada resistência química.
Condutas de transição da turbina de combustão: Os componentes da secção quente das turbinas a gás e dos motores de aviões utilizam argamassas e cimentos cerâmicos especializados de alta temperatura para aplicações de isolamento e vedação de fendas.
Tabela de referência de aplicações abrangentes
| Indústria | Aplicação específica | Temperatura de funcionamento típica | Grau de utilização recomendado | Considerações especiais |
|---|---|---|---|---|
| Aço | Zona quente EAF | 1600-1750°C | Super Duty / Magnésia | Compatibilidade química com o tijolo de magnésia |
| Aço | Forro para concha | 1550-1650°C | Serviço elevado / Serviço super | Resistência ao choque térmico |
| Alumínio | Forno de fusão de face quente | 700-900°C | Serviço médio a elevado | Baixo teor de sílica para ligas de Mg |
| Vidro | Regenerador de depósitos | 1200-1500°C | Alta resistência | Resistência a álcalis crítica |
| Vidro | Pescoço e coroa de bombordo | 1450-1600°C | Super Duty | Sílica ou alta alumina |
| Cerâmica | Carro de forno de túnel | 1000-1300°C | Alta resistência | Resistência ao vapor do esmalte |
| Potência | Forno inferior da caldeira de serviço público | 700-1100°C | Serviço médio a elevado | Resistência à erosão e ao SO₂ |
| Petroquímica | Forno reformador | 900-1100°C | Alta resistência | Redução da estabilidade da atmosfera |
| Cimento | Zona de combustão do forno rotativo | 1350-1450°C | Super Duty / Magnésia | Alta ciclagem térmica |
| Residencial | Lareira | 600-900°C | Serviço baixo a médio | Facilidade de aplicação |
| Comercial | Construção de fornos para pizzas | 400-600°C | Baixa potência | Conformidade com a segurança alimentar |
Argamassa refractária vs. Refratário fundido vs. Cimento refratário
Estes três termos causam uma confusão significativa tanto no contexto da aquisição como da aplicação no terreno. Trata-se de produtos relacionados, mas distintamente diferentes, com diferentes métodos de aplicação e caraterísticas de desempenho.
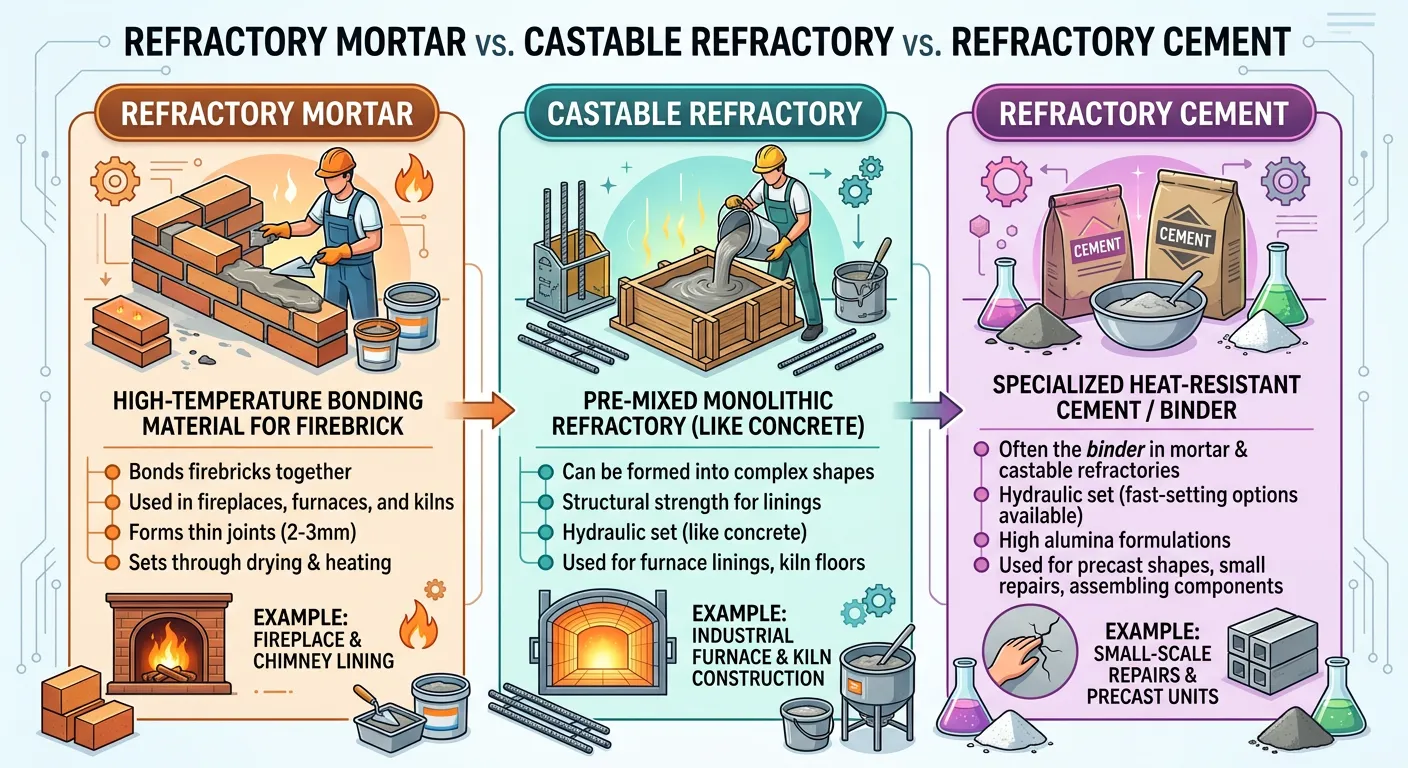
Argamassa refractária
A argamassa refractária é especificamente formulada para unir unidades refractárias pré-formadas (tijolos, ladrilhos, formas) em aplicações de juntas finas. A palavra “fina” é fundamental - a argamassa refractária foi concebida para ser aplicada em juntas de 2-6 mm de espessura. A dimensão das partículas agregadas é controlada especificamente para permitir uma aplicação consistente nesta espessura de junta, sem vazios ou pontes de partículas. A argamassa une as unidades mas não forma uma estrutura monolítica.
Refractários moldáveis (betão refratário)
O refratário moldável é um material semelhante ao betão que é misturado com água e vertido ou batido no local para formar formas refractárias monolíticas - revestimentos, canais, blocos e formas complexas - sem necessidade de unidades de tijolo pré-formadas. O agregado fundível é mais grosseiro do que o agregado da argamassa e a formulação foi concebida para a moldagem a granel e não para o enchimento de juntas finas. A estrutura resultante é monolítica, sem juntas (para além dos limites das secções individuais fundidas). O refratário moldável nunca é utilizado como argamassa - as suas caraterísticas de fluxo, a dimensão dos agregados e o teor de água tornam-no inadequado para a colagem de tijolos.
Cimento refratário
“Cimento refratário” é um termo utilizado de forma inconsistente em diferentes mercados e comunidades de utilizadores. Em alguns contextos, refere-se especificamente ao cimento de aluminato de cálcio - o aglutinante hidráulico utilizado em argamassas de presa hidráulica e refractários moldáveis. Noutros contextos, o termo é utilizado de forma vaga para designar qualquer produto de ligação refractária, incluindo o que uma utilização tecnicamente mais precisa designaria por argamassa refractária. Esta ambiguidade gera confusão em termos de aquisição, especialmente nos mercados de consumo e de construção, onde os produtos rotulados como “cimento refratário” podem ser argamassas pré-misturadas, pó de cimento de aluminato de cálcio em bruto ou compostos de remendo a alta temperatura.
A nossa recomendação na AdTech: Ao especificar materiais para aplicações industriais, utilize sempre uma terminologia tecnicamente precisa - argamassa refractária (para a ligação de juntas), material refratário fundido (para aplicações de vazamento monolítico) ou cimento de aluminato de cálcio (para o ligante hidráulico específico). Para aplicações de consumo, como a reparação de lareiras, compreenda que os produtos de “cimento refratário” vendidos em lojas de ferragens são normalmente argamassas refractárias pré-misturadas prontas para aplicação direta.
Tabela de comparação
| Caraterística | Argamassa refractária | Refractários moldáveis | Cimento refratário (CAC) |
|---|---|---|---|
| Função primária | Colagem de tijolos pré-formados | Formar formas monolíticas | Componente de aglutinante hidráulico |
| Método de aplicação | Espátula, pincel, imersão | Despejar, ram, arma | Misturado em argamassa ou em material fundido |
| Espessura de aplicação | Juntas de 2-6 mm | 50-300+ mm de espessura | N/A (é um ingrediente) |
| Tamanho do agregado | Fina (<0,5 mm) | Grosso (até 25 mm) | Muito fino (cimento) |
| Estrutura final | Conjunto de tijolos unidos | Monolítico | N/A |
| Adição de água | Baixa | Moderado | Por projeto |
| Resistência típica à compressão | 3-15 MPa (cozido) | 20-80 MPa (cozido) | N/A |
Como selecionar a argamassa refractária certa para a sua aplicação
O processo de seleção envolve a correspondência simultânea de cinco critérios-chave. A falta de qualquer um deles conduz a um fracasso prematuro.
Critério 1: Classificação da temperatura
Selecione uma argamassa com uma classificação de temperatura de serviço contínuo que exceda a temperatura de funcionamento da sua aplicação com uma margem de segurança mínima de 100-150°C. Não selecione uma argamassa que esteja classificada exatamente para a temperatura de funcionamento - isto não fornece qualquer margem para pontos quentes, incerteza na medição da temperatura ou condições de funcionamento anormais.
Além disso, considere o perfil do ciclo térmico. As aplicações com ciclos térmicos frequentes e rápidos criam mais tensão de fadiga nas juntas de argamassa do que o serviço a alta temperatura em estado estacionário. As argamassas com melhor resistência ao choque térmico (normalmente formulações com maior teor de alumina e menor teor de sílica) são preferíveis para o serviço de ciclos, mesmo que a temperatura de pico não se aproxime do máximo nominal.
Critério 2: Compatibilidade química
Combinar a química da argamassa com a química do tijolo e o ambiente de serviço:
- Tijolo de argila refractária: Utilizar argamassas à base de argila refractária ou de sílica-alumina.
- Tijolo de alta alumina: Utilizar argamassas de alta alumina com teor de Al₂O₃ compatível.
- Tijolo de sílica: Utilizar argamassa de sílica (>93% SiO₂) - nunca utilizar argamassa de alumina com tijolo de sílica, uma vez que a expansão térmica diferencial destruirá a junta.
- Tijolos de magnésia e de magnésia-crómio: Utilizar argamassas à base de magnésia - as argamassas ácidas de alumina-sílica são quimicamente incompatíveis.
- Forro resistente a ácidos: Utilizar fosfatos ou outras formulações resistentes a ácidos.
- Ambiente alcalino (indústria vidreira): Utilizar argamassas com resistência comprovada aos álcalis.
Critério 3: Mecanismo de fixação
Escolher o mecanismo de regulação em função das necessidades de construção e de funcionamento:
- Necessidade imediata de reforço estrutural (reparações de emergência): Fixação hidráulica.
- O revestimento será ativado imediatamente após a construção: Endurecimento pelo calor ou pelo ar.
- Longo período de construção antes da primeira cozedura: Endurecimento ao ar (mantém a trabalhabilidade e alguma resistência verde).
- É necessária uma elevada pureza química (semicondutores, contacto com alimentos): Ligado a sílica coloidal ou endurecido pelo calor sem silicato de sódio.
Critério 4: Espessura da junta e método de aplicação
Confirmar que a dimensão dos agregados da argamassa é adequada à espessura da junta pretendida:
- Juntas de 1-3 mm: Requer uma argamassa muito fina (todas as partículas <0,5 mm).
- Juntas de 3-6 mm: Argamassa fina normal.
- Juntas de 6-12 mm: Argamassas de partículas médias ou betões finos.
Critério 5: Requisitos específicos do ambiente de serviço
| Condição de serviço | Requisito adicional | Recurso de argamassa recomendado |
|---|---|---|
| Atmosfera redutora | Estável sem oxidação | Evitar produtos orgânicos, utilizar aglutinantes estáveis ao carbono |
| Exposição a vapores alcalinos | Resistência aos álcalis | Baixa sílica, alta alumina ou mulita |
| Exposição a gases ácidos | Resistência aos ácidos | À base de fosfato ou de sílica |
| Zona de contacto com o metal fundido | Sem compostos reactivos a metais | Compatibilidade verificada com um metal específico |
| Vácuo ou atmosfera controlada | Sem aglutinantes voláteis | Sistemas de aglutinantes apenas inorgânicos |
| Contacto com os alimentos (fornos de pizza) | Ingredientes seguros para os alimentos | Formulações em conformidade com a FDA/UE para contacto com alimentos |
| Exposição ao ar livre | Resistência à humidade | Fixação hidráulica ou selagem após cura |
Melhores práticas de mistura, aplicação e conceção de juntas
Argamassa pré-misturada vs. argamassa seca: Qual utilizar
As argamassas refractárias pré-misturadas são fornecidas com a consistência correta para aplicação direta, sem necessidade de adição de água. São ideais para pequenas obras, trabalhos de reparação e aplicações onde não existe equipamento de mistura disponível. A contrapartida é um prazo de validade limitado após a abertura (normalmente 6-12 meses em recipientes selados), sensibilidade ao congelamento durante o armazenamento e um custo unitário ligeiramente mais elevado.
As argamassas de pó seco requerem a adição de água no local, misturada a uma consistência específica de acordo com as instruções do fabricante. Oferecem um prazo de validade indefinido em armazenamento a seco, flexibilidade no ajuste do teor de água para diferentes métodos de aplicação e um custo mais baixo por unidade de peso. Requerem um recipiente de mistura e equipamento de mistura limpos.
Misturar corretamente a argamassa seca
Adicionar água ao pó seco - e não pó à água - para obter um melhor controlo da consistência final. Adicione água gradualmente enquanto mistura e aguarde 5 minutos de tempo de mistura depois de ter adicionado toda a água antes de avaliar a consistência. A consistência correta para a aplicação com espátula é semelhante à da manteiga de amendoim - suficientemente rígida para manter a sua forma na espátula sem se descair, mas suficientemente plástica para se espalhar suavemente. Para a imersão (embeber as faces do tijolo em argamassa antes do assentamento), é utilizada uma consistência mais fina e fluida.
Erro comum de mistura: Adicionar demasiada água para conseguir um espalhamento mais fácil. A argamassa demasiado regada tem uma densidade mais baixa, maior retração após a secagem, menor resistência e maior risco de fissuração. Se a argamassa for demasiado rígida para ser espalhada facilmente, o problema pode estar no desenho da junta ou na temperatura de aplicação e não na consistência da argamassa.
Métodos de aplicação
Aplicação de manteiga (com espátula): A argamassa é aplicada na face do tijolo com uma espátula antes de o colocar na posição correta. Este é o método mais comum para a construção de paredes. Aplicar a argamassa em ambas as superfícies da junta (o tijolo assente e o tijolo que está a ser colocado) para uma melhor cobertura.
Aplicação por imersão: O tijolo é mergulhado num recipiente com uma pasta de argamassa fluida para revestir a face de ligação antes do assentamento. Este é o método de aplicação mais rápido e garante uma cobertura completa da face, mas requer uma consistência de argamassa mais fina e gera mais resíduos.
Betumação (pour-in): Para as juntas que não podem ser untadas com manteiga antes do assentamento - particularmente na construção em arco onde os tijolos são encaixados na posição - a argamassa pode ser vertida na junta após o assentamento. Isto requer uma argamassa suficientemente fluida e uma compactação cuidadosa para garantir juntas sem vazios.
Aplicação da bomba: A construção de fornos em grande escala utiliza bombas de argamassa para aplicar a argamassa pneumaticamente, melhorando significativamente a produtividade. A argamassa para aplicação por bomba deve ter caraterísticas de fluxo específicas que permitam o bombeamento sem segregação.
Recomendações sobre a espessura da junta
As juntas mais finas são geralmente superiores em aplicações de alta temperatura:
- Espessura óptima da junta: 2-3 mm para a maioria das aplicações a alta temperatura.
- Máximo recomendado: 6 mm para aplicações de serviço normal; 3 mm para aplicações de serviço elevado e super-duro.
- Mínimo prático: 1,5 mm (uma espessura inferior a esta pode provocar uma cobertura desigual e a formação de vazios).
As juntas mais espessas criam descontinuidades térmicas entre o tijolo e a argamassa, concentram tensões de expansão diferenciais e fornecem mais material com um comportamento de expansão potencialmente diferente do tijolo. Na prática, as juntas de 3 mm são possíveis de obter por pedreiros qualificados com faces de tijolo planas e argamassa corretamente misturada.
Preparação dos tijolos
A limpeza das faces dos tijolos é essencial para uma boa aderência da argamassa. Remover o pó, as incrustações e qualquer contaminação das faces dos tijolos antes de aplicar a argamassa. Os tijolos secos devem ser ligeiramente humedecidos antes de receberem a argamassa - um tijolo absolutamente seco absorverá rapidamente a água da argamassa, reduzindo a trabalhabilidade e comprometendo potencialmente a aderência. Por outro lado, os tijolos molhados e encharcados diluem a argamassa e reduzem a resistência da ligação.
Procedimentos de cura, secagem e primeiro aquecimento
É nesta fase do processo de instalação de refractários que tem origem a maioria das falhas prematuras. Observámos instalações em que o tijolo refratário de primeira qualidade e a argamassa corretamente especificada foram destruídos durante o primeiro aquecimento devido à utilização de um programa de secagem e cura inadequado.
Porque é que o aquecimento controlado é fundamental
A argamassa refractária contém tipicamente 10-25% de água por peso no estado recém-aplicado. Esta água existe em três formas:
- Água gratuita: Mecanicamente retido nos poros, evapora-se a menos de 100°C.
- Água absorvida: Adsorvido em superfícies de partículas, libertado a 100-200°C.
- Água quimicamente combinada (para argamassas de presa hidráulica): Parte das fases hidratadas do ligante, libertadas a 200-400°C.
Se um revestimento acabado de argamassar for aquecido demasiado rapidamente, a água converte-se em vapor antes de poder migrar para fora da junta. A pressão do vapor acumula-se na junta, excedendo a resistência à tração da argamassa parcialmente endurecida e provocando fissuras explosivas - um fenómeno designado por steam spalling. Um único aquecimento que provoque a fragmentação por vapor pode destruir todo um revestimento novo que levou semanas a construir.
Programa padrão de secagem e primeiro aquecimento
Fase 1: Secagem à temperatura ambiente: Após a conclusão da construção, deixar o revestimento secar ao ar durante um mínimo de 24-48 horas antes de aplicar qualquer calor. Maximizar a ventilação através da estrutura do forno durante este período.
Fase 2: Secagem a baixa temperatura (ambiente a 150°C): Aquecer lentamente o forno a uma velocidade máxima de 25-50°C por hora até aproximadamente 150°C. Manter a 150°C durante um mínimo de 2 horas por cada 25 mm de espessura do revestimento para assegurar a evaporação completa da água livre. Para revestimentos espessos (>300 mm), prolongar proporcionalmente o tempo de espera.
Fase 3: Secagem intermédia (150°C a 300°C): Continuar a aquecer a 25-50°C por hora até à gama de libertação de água quimicamente combinada. Manter a 300°C durante 1-2 horas para assegurar a desidratação completa das fases do ligante hidráulico (se presente).
Fase 4: Atingir a temperatura de funcionamento: Acima de 300°C, o maior risco de libertação de vapor já passou. A taxa de aquecimento pode ser aumentada para 50-100°C por hora, com paragens nas principais temperaturas de transição de fase, se especificado pelo fabricante do refratário.
Tabela de referência do calendário do primeiro aquecimento
| Espessura do revestimento | Fase 1 (Ambiente seco) | Fase 2 Manter a 150°C | Fase 3 Manter a 300°C | Taxa de rampa máxima |
|---|---|---|---|---|
| <100 mm | 24 horas | 2 horas | 1 hora | 50°C/hr |
| 100-250 mm | 48 horas | 4 horas | 2 horas | 25-50°C/hr |
| 250-500 mm | 72 horas | 8 horas | 4 horas | 25°C/hr |
| >500 mm | Mais de 96 horas | Mais de 12 horas | Mais de 6 horas | 15-25°C/hr |
Modos de falha comuns e como evitá-los
Modo de falha 1: Fratura da junta durante o primeiro aquecimento
Causa: Aquecimento demasiado rápido antes de a água livre ter sido removida. A pressão do vapor excede a resistência da junta.
Prevenção: Seguir o programa de aquecimento controlado acima indicado. Nunca tentar aquecer um forno acabado de argamassar sem uma pré-secagem adequada.
Modo de falha 2: Erosão da junta por fluxo de gás
Causa: Os gases quentes do forno corroem a argamassa macia ou incompletamente sinterizada das faces expostas das juntas. Ocorre normalmente em juntas que enfrentam zonas de combustão de alta velocidade.
Prevenção: Utilizar formulações de argamassa mais densas e de maior resistência em zonas de alta velocidade. Assegurar que as juntas são completamente preenchidas sem espaços vazios. Proteger as juntas novas do impacto direto do gás durante o aquecimento inicial.
Modo de falha 3: Ataque químico
Causa: Química da argamassa incompatível com a atmosfera do forno ou com os materiais do processo. Exemplos: argamassa à base de sílica em atmosfera altamente alcalina (indústria vidreira), argamassa ácida com tijolo básico, argamassa fosfatada em zona de contacto alumínio-metal.
Prevenção: Verificar a compatibilidade química entre a argamassa, o tijolo e o ambiente de serviço antes da especificação. Consultar os dados de resistência química do fabricante da argamassa.
Modo de falha 4: Fratura por expansão térmica diferencial
Causa: A incompatibilidade do coeficiente de dilatação térmica entre a argamassa e o tijolo provoca tensões de tração que provocam fissuras nas juntas durante o arrefecimento. É particularmente comum quando se combinam tipos de argamassa e de tijolo diferentes.
Prevenção: Fazer corresponder a química da argamassa à química do tijolo. Evitar a utilização de argamassa de argila refractária com tijolo de elevada alumina ou de argamassa de sílica com tijolo refratário em aplicações de elevada ciclagem.
Modo de falha 5: Formação de vazios e preenchimento incompleto da junta
Causa: Argamassa aplicada demasiado seca, junta demasiado fina para o tamanho das partículas agregadas ou argamassa insuficiente aplicada nas faces. Os vazios permitem a passagem de gás quente e o sobreaquecimento localizado.
Prevenção: Verificar a consistência correta da argamassa antes da aplicação. Inspecionar o enchimento das juntas batendo nas camadas acabadas - os vazios produzem um som oco. Aplicar em ambas as faces de cada junta.
Visão geral do mercado e desenvolvimentos de produtos em 2026
Dimensão do mercado e factores de crescimento
O mercado global de argamassas refractárias é um segmento significativo dentro da indústria mais ampla de produtos refractários, que foi avaliada em aproximadamente 25-28 mil milhões de dólares a nível global em 2023. As argamassas refractárias representam cerca de 3-5% deste total em valor, com a procura a acompanhar de perto o consumo global de tijolos refractários nas indústrias do aço, vidro, alumínio e produção de energia.
Os principais factores de procura em 2026 incluem a expansão contínua da capacidade siderúrgica na Ásia, em particular na Índia e no Sudeste Asiático; o crescimento da capacidade de fabrico de vidro impulsionado pela procura de painéis solares (que requer grandes volumes de fornos de fusão com uso intensivo de refractários); e programas de descarbonização industrial que requerem actualizações de eficiência energética na infraestrutura de fornos existente.
Tendências de produtos notáveis
Melhoria da resistência da ligação a baixa temperatura para argamassas de endurecimento a quente: As argamassas de endurecimento térmico tradicionais têm muito pouca resistência antes da cozedura, criando fragilidade de manuseamento durante e após a construção. As novas formulações que utilizam pequenas adições de ligantes hidráulicos proporcionam uma resistência verde suficiente para uma construção prática, mantendo as vantagens de pureza química do mecanismo de ligação por aquecimento.
Argamassas de alta alumina sem fosfatos: Seguindo a mesma tendência que os filtros de espuma cerâmica sem fosfato (discutidos separadamente na nossa biblioteca AdTech), as argamassas de alta alumina que utilizam alumina coloidal ou outros sistemas de aglutinantes sem fosfato estão a ganhar especificação na construção de fornos da indústria do alumínio, onde as argamassas convencionais ligadas a fosfato criam um risco de contaminação por fósforo para os produtos metálicos.
Produtos pré-misturados prontos a usar para os mercados MRO: O mercado da manutenção, reparação e revisão geral (MRO) - incluindo a reparação de lareiras, pequenas fornalhas e reparações de emergência - está a impulsionar a procura de argamassas refractárias pré-misturadas e em pequenas embalagens que são convenientes para os trabalhadores especializados e para as equipas de manutenção de instalações sem conhecimentos especializados em refractários.
Formulações de tempo aberto alargado: As argamassas refractárias tradicionais têm um tempo de trabalho limitado após a mistura, o que cria desafios de produtividade na construção em grande escala. As novas formulações que utilizam pacotes de retardadores aumentam o tempo aberto de 2-4 horas para 6-8 horas, permitindo misturar lotes maiores e reduzir o desperdício em grandes projectos de construção.
Perguntas frequentes sobre argamassas refractárias
1: Posso utilizar argamassa normal em vez de argamassa refractária numa lareira?
Não. A argamassa de cimento Portland padrão começa a deteriorar-se acima de aproximadamente 300°C (572°F) e sofre mudanças de fase destrutivas irreversíveis acima de 600°C. Uma fornalha de lareira atinge regularmente 700-900°C na face quente durante um fogo de madeira típico. A argamassa normal utilizada numa caixa de fogo degrada-se rapidamente - normalmente nos primeiros fogos - provocando o desmoronamento das juntas, o desprendimento dos tijolos e criando potencialmente um risco de incêndio devido à fuga de gás quente através de juntas falhadas. Apenas a argamassa especificamente classificada para a temperatura de funcionamento da aplicação deve ser utilizada em lareiras e em qualquer outra estrutura de alta temperatura. Isto aplica-se igualmente às reparações - nunca utilize argamassa normal para remendar as juntas de argamassa da lareira.
2: Qual é a temperatura máxima que a argamassa refractária pode suportar?
A temperatura máxima depende inteiramente do tipo de produto específico. As argamassas de argila refractária de baixa resistência estão classificadas para aproximadamente 1260°C (2300°F). Os produtos de média resistência suportam até 1480°C (2700°F). As argamassas de alumina de alta qualidade atingem 1600°C (2912°F). As argamassas de qualidade superior e especiais, incluindo as argamassas de mulita, de alta alumina e de magnésia, podem funcionar acima dos 1700°C (3092°F), com algumas formulações especializadas classificadas para 1800°C (3272°F) ou mais. A classificação na folha de dados do produto reflecte a temperatura a que a argamassa mantém a resistência de ligação e a estabilidade de volume adequadas para um serviço contínuo - e não simplesmente a temperatura a que derrete.
3: Qual é a diferença entre argamassa refractária de endurecimento ao ar e argamassa refractária de endurecimento ao calor?
A argamassa refractária de endurecimento ao ar desenvolve a sua resistência de ligação primária através de reacções químicas que ocorrem à temperatura ambiente - mais frequentemente através da reação do ligante de silicato de sódio com o CO₂ atmosférico e através da secagem. A argamassa atinge a resistência de manuseamento poucas horas após a aplicação, sem qualquer aquecimento. A argamassa de endurecimento por calor, pelo contrário, só desenvolve a sua resistência estrutural quando aquecida durante a primeira cozedura do revestimento. À temperatura ambiente, a argamassa de endurecimento por calor funciona principalmente como um deslizamento que mantém os tijolos em posição durante a construção, proporcionando pouca ligação estrutural. Após a cozedura, a argamassa de endurecimento térmico atinge uma verdadeira ligação cerâmica que é frequentemente mais forte e quimicamente mais pura do que a ligação de silicato de sódio endurecida ao ar. A escolha entre elas depende do momento em que o revestimento será cozido relativamente à conclusão da construção e se a cozedura pode ser efectuada imediatamente após a construção.
4: Qual deve ser a espessura das juntas de argamassa refractária?
Para a maior parte das aplicações a altas temperaturas, a espessura pretendida para as juntas é de 2-3 mm. As juntas mais finas minimizam o diferencial de temperatura e de expansão térmica entre o tijolo e a argamassa, reduzindo a tensão na interface da junta. A espessura da junta não deve exceder 6 mm para aplicações normais ou 3 mm para aplicações de alta e super alta temperatura. As juntas com uma espessura superior a estes limites criam descontinuidades térmicas que geram tensões de fissuração durante o ciclo térmico. A obtenção de juntas consistentes de 2-3 mm requer uma argamassa corretamente misturada (nem demasiado rígida nem demasiado fluida), faces de tijolo planas dentro dos limites de tolerância e uma técnica de pedreiro competente. Na prática, as juntas com uma espessura superior a 6 mm indicam problemas de qualidade de construção ou a necessidade de uma abordagem de construção diferente (composto de remendo ou material fundido em vez de argamassa).
5: Quanto tempo leva a argamassa refractária a curar antes de um forno poder ser queimado?
O tempo mínimo de cura e secagem depende do tipo de argamassa e da espessura do revestimento. Para as argamassas de presa ao ar, recomenda-se um mínimo de 24 horas de secagem ao ar ambiente antes de aplicar qualquer calor, sendo preferível 48 horas para revestimentos espessos. Para as argamassas de presa hidráulica, é necessário um mínimo de 8 horas após a conclusão do trabalho antes de iniciar o aquecimento, embora 24 horas proporcionem uma melhor hidratação do ligante de cimento de aluminato de cálcio. As argamassas de endurecimento térmico não têm uma cura ambiente significativa e podem avançar para o programa de aquecimento controlado assim que a construção estiver concluída, embora a secagem ambiente durante 24 horas seja ainda recomendada para remover o excesso de humidade da superfície antes do aquecimento. Independentemente do tipo de argamassa, o programa de aquecimento controlado (com paragens a 150°C e 300°C) é obrigatório para evitar a fragmentação por vapor.
6: A argamassa refractária pode ser utilizada para reparar fissuras no revestimento de um forno existente?
Sim, a argamassa refractária é um dos principais materiais para a reparação de fissuras e juntas de fornos. Para uma reparação bem sucedida, a argamassa existente deve ser completamente removida da fissura ou da junta até uma profundidade mínima de 20 mm (50 mm de preferência para integridade estrutural). As faces da junta devem ser limpas para remover material solto, poeira e contaminação. A argamassa de substituição deve ter a mesma especificação que a original - a utilização de um grau de resistência ou química diferente pode criar uma reparação desajustada que falha mais rapidamente do que o revestimento circundante. Depois de colocar a argamassa de reparação firmemente na junta limpa, siga o programa de aquecimento controlado antes de colocar o forno à temperatura máxima de funcionamento. No caso de fissuras com uma largura superior a cerca de 10 mm, pode ser mais adequado utilizar um material refratário de plástico ou um material de remendo do que uma argamassa normal.
7: A argamassa refractária é a mesma que o cimento para fornos vendido nas lojas de ferragens?
São produtos relacionados, mas nem sempre idênticos. O “cimento para fornos” é um termo de marketing utilizado por marcas de produtos de consumo para compostos de ligação e remendos a alta temperatura vendidos em lojas de ferragens e retalhistas de artigos para a casa. Estes produtos são tipicamente argamassas refractárias pré-misturadas formuladas para aplicações de bricolage - são geralmente produtos de baixa a média exigência (classificados para aproximadamente 1260-1480°C) em pequenas embalagens convenientes com uma consistência optimizada para aplicação com espátula por utilizadores não especializados. As argamassas refractárias industriais são fornecidas numa gama muito mais ampla de graus de utilização, formulações químicas e tamanhos de embalagem, com dados de teste verificados e certificações que normalmente não são fornecidas com produtos de “cimento para fornos” de consumo. Para aplicações em lareiras residenciais e fogões a lenha, os produtos de cimento para fornos de consumo são geralmente adequados. Para a construção e reparação de fornos industriais, deve ser utilizada argamassa refractária industrial concebida com especificações documentadas.
8: A argamassa refractária adere bem a todos os tipos de tijolos refractários?
A aderência da argamassa refractária depende da compatibilidade química entre a argamassa e a química da superfície do tijolo. As argamassas de argila refractária aderem bem a tijolos de argila refractária e de alumina-sílica padrão. As argamassas de alta alumina aderem eficazmente a tijolos de alta alumina. As incompatibilidades críticas a evitar são: argamassa de sílica com tijolo de alta alumina (incompatibilidade de expansão diferencial grave), argamassa de alumina-sílica com tijolo de magnésia (reação química ácido-base na interface) e argamassas de fosfato com tijolo de magnésia ou cromo-magnésia (o fosfato reage desfavoravelmente com a magnésia à temperatura). Além disso, alguns tipos de tijolos especiais (tijolos de carboneto de silício, contendo grafite ou carbono) requerem argamassas especiais especificamente formuladas para esses materiais. Verifique sempre a compatibilidade entre a argamassa e o tijolo antes de especificar combinações que não sejam as habituais.
9: A argamassa refractária pode ser utilizada num forno de pizza ou num churrasco?
Sim, e a argamassa refractária de baixa resistência é totalmente adequada para a construção de fornos para pizzas e fogos para cozinhar ao ar livre. Os fornos de pizza a lenha atingem tipicamente 400-500°C na lareira e até 600°C na cúpula. Esta gama de temperaturas está bem dentro da capacidade da argamassa refractária padrão de baixa resistência classificada para 1100-1260°C, proporcionando uma margem de segurança substancial. Para fornos de pizza, verifique se o produto da argamassa é seguro para alimentos - algumas argamassas refractárias industriais contêm aditivos químicos que são aceitáveis em ambientes industriais mas não são apropriados perto de alimentos. Muitos fornecedores oferecem argamassas refractárias de qualidade alimentar ou seguras para alimentos, especificamente para a construção de fornos para pizzas, fornos para pão e fornos para churrasco. Estes produtos são certificados como isentos de metais pesados e outros compostos potencialmente nocivos que podem volatilizar-se a temperaturas de cozedura.
10: Que certificações devo procurar ao comprar argamassa refractária para aplicações industriais?
A aquisição de argamassas refractárias industriais deve exigir a seguinte documentação: Certificação do sistema de gestão da qualidade ISO 9001 para a instalação de fabrico; ficha de dados do produto com classificação de temperatura verificada (PCE ou °C/°F), composição química (SiO₂, Al₂O₃ e óxidos principais) e propriedades físicas (resistência ao esmagamento a frio, módulo de rutura, alteração linear à temperatura); relatórios de teste de um laboratório acreditado que confirme a conformidade com as especificações declaradas; Ficha de Dados de Segurança (SDS/MSDS) em conformidade com os requisitos GHS; e para aquisições na UE, declaração de conformidade REACH. Para aplicações especializadas, os requisitos adicionais podem incluir: conformidade com a segurança alimentar verificada para equipamento de processamento de alimentos (FDA 21 CFR ou regulamentos da UE relativos a materiais de contacto com alimentos), certificação verificada de ausência de fósforo para aplicações na indústria do alumínio e dados de testes de resistência química para ambientes de serviço específicos (enxofre, álcalis, atmosferas ácidas). A AdTech fornece pacotes completos de documentação com todas as encomendas comerciais dos nossos produtos de sistemas refractários.
Resumo: Obter a especificação correta da argamassa refractária logo à primeira
A argamassa refractária é um daqueles materiais em que as consequências dos erros de especificação são desproporcionalmente grandes em relação ao custo do produto no orçamento global da construção. A argamassa do revestimento de um grande forno industrial representa talvez 2-5% do custo total do refratário, mas um erro de especificação da argamassa pode causar uma falha na junta que destrói todo o investimento em tijolo e mão de obra de instalação.
Os princípios-chave que evitam estes erros são consistentes: fazer corresponder o grau de utilização da argamassa à temperatura real de funcionamento com uma margem adequada; fazer corresponder a química da argamassa ao tipo de tijolo e ao ambiente de serviço; selecionar o mecanismo de fixação com base nos requisitos de construção e de tempo de funcionamento; aplicar corretamente a argamassa com a consistência e a espessura de junta corretas; e seguir o programa de aquecimento controlado sem atalhos.
Estes princípios aplicam-se quer esteja a rejuntar uma lareira residencial com uma lata de cimento de forno de uma loja de ferragens ou a especificar uma argamassa de alta alumina sem fosfatos para um forno industrial de alumínio a 1600°C. A física da expansão térmica, a fragmentação por vapor e a compatibilidade química são as mesmas em todas as escalas.
Na AdTech, a nossa equipa de engenharia de produtos refractários apoia os clientes na correspondência das especificações da argamassa com os seus tipos específicos de tijolo, temperaturas de funcionamento e ambientes químicos de processo. Acreditamos que as decisões de especificação tecnicamente corretas tomadas no início de um projeto produzem sistemas de revestimento que funcionam de forma fiável durante toda a sua vida útil, o que, em última análise, é melhor para todos na cadeia de fornecimento.
Para obter assistência na especificação, folhas de dados técnicos ou pedidos de amostras de produtos de argamassa refractária, contacte a equipa de apoio técnico da AdTech com os detalhes da sua aplicação.
