耐火モルタル は、炉、キルン、ボイラー、暖炉、煙突、および工業用プロセス機器の耐火レンガ、ブロック、およびその他の高温石工部品の接合、シール、および補修に使用される耐熱性接合材です。モルタルは3つの機能を同時に果たします。それは、耐火物ユニットを結合して構造的に凝集性のあるアセンブリーにすること、高温ガスの侵入や熱漏れを防ぐために接合部をシールすること、そして加熱・冷却サイクル中の隣接する耐火物ユニット間の熱膨張差に対応することです。市販の耐火モルタルの定格温度は、標準的な製品で約900℃(1652°F)から、スーパーデューティおよび特殊グレードで1700℃(3092°F)を超えるものまであります。.
プロジェクトで耐火モルタルを使用する必要がある場合、次のことが可能です。 お問い合わせ お見積もりは無料です。.
AdTechでは、耐火モルタル製品をアルミニウム製錬所、製鉄所、ガラス工場、工業用キルンオペレーターに供給しており、私たちの一貫した現場観察はこうです:モルタルジョイントの品質は、耐火レンガ自体の品質と同じくらい重要です。間違ったモルタルで施工された高級耐火レンガ、あるいは正しく施工されたモルタルが誤って施工された高級耐火レンガは、レンガ本体が耐用年数を迎えるずっと前に、目地で早期に破損してしまいます。耐火モルタルの役割、さまざまな種類の性能、およびどの仕様が所定の用途に適合するかを理解することは、耐火システムの設計、建設、またはメンテナンスに携わるエンジニアやバイヤーにとって不可欠です。.

耐火モルタルとは?組成と基本機能
耐火モルタルは、一般的な石積み建築に使用される標準的なポルトランドセメント系モルタルとは根本的に異なります。一般的なモルタルは約300℃を超えると軟化して構造的完全性を失い始めるが、耐火モルタルは従来の建材を完全に破壊するような温度でも接着強度と寸法安定性を維持する。.
核となる作曲要素
耐火モルタルの組成は、製品の種類、定格温度、用途によって大きく異なるが、市販されている配合のほとんどは、共通の構造骨格を有している:
耐火性骨材: 主要な固形成分で、モルタルの熱的および物理的特性の大部分を提供する。一般的な骨材は以下の通り:
- 焼成耐火粘土(アルミナ-シリカ、35-45% Al₂O₃)。.
- 高アルミナ材料(50-85% Al₂O₃)。.
- シリカ(シリカモルタルの場合、>93% SiO₂)。.
- マグネシア(塩基性耐火物用MgO)。.
- 特定の化学環境用のクロム-マグネシア化合物。.
- 高級品にはアンダリュサイト、ムライト、コランダムがある。.
接着剤: 強度と接着力を高める成分。モルタルの種類によって異なる:
- 空気硬化モルタル用のケイ酸ナトリウム(水ガラス)。.
- カルシウムアルミネートセメント(CAC)は、水硬性品種に使用される。.
- 高純度用コロイダルシリカ。.
- 化学結合グレードには、リン酸またはリン酸モノアルミニウムを使用する。.
- 熱硬化性モルタル用の粘土ベースの材料で、焼成して初めて強度が発現する。.
可塑剤とレオロジー調整剤: 作業性、保水性、塗布の安定性を制御する有機および無機添加剤。これらは通常400℃以下で燃焼し、焼成モルタル目地には残留物を残さない。.
水だ: プレミックスモルタルは、含水率が管理されている。乾燥モルタルは、現場で水と混合して所定の粘度にする。.
こちらもお読みください: 耐火モルタルとは?種類・性質・工業用途
ライニングシステムにおける耐火モルタルの3つの機能
構造的な結合: モルタルは耐火レンガの間を埋め、隣接するユニット間の接着を作り、ライニング構造全体に荷重をより均等に分散させ、機械的荷重、熱膨張力、振動によって個々のレンガがずれるのを防ぎます。.
ガスシール: 炉やキルンでは、高圧の高温燃焼ガスがシールされていない目地を見つけて侵入し、構造シェルの局所的な過熱、目地面の侵食、熱効率の低下を引き起こす。適切に充填されたモルタル目地は、ライニング断面に連続した緻密なバリアを形成することで、このガスの侵入を防ぎます。.
熱膨張の収容: 耐火レンガは加熱すると膨張し、冷却すると収縮する。モルタル目地は、それ自体が熱膨張特性を持ち、圧縮下でわずかに変形する能力を持つため、レンガ本体に亀裂を生じさせるような破壊的な引張応力を伝達することなく、隣接するレンガ間のわずかな差動に対応します。.
耐火モルタルが普通のモルタルと互換性がない理由
この違いは、初めてモルタルを購入する人が思っている以上に重要である。標準的なポルトランドセメントモルタルは、300℃を超えると脱水して弱くなり始め、500℃を超えると強度が著しく低下し、700℃を超えると破壊的なケイ酸カルシウムの相変態を起こし、膨張や剥落を引き起こす。標準的なモルタルを暖炉、炉、窯で使用すると、たとえ「涼しい」とされる場所であっても、多くの場合、最初の使用サイクルで接合部が破壊されます。.
アドテックでは定期的に、低温での目地補修に高温塗料や標準的な石工モルタル、あるいは水硬性セメントを使おうとして、運転再開後数日で目地が破損するという状況に遭遇しています。耐火モルタル製品の温度定格は、マーケティング上の仕様ではなく、本物の化学的・物理的性能のしきい値を反映しています。.
耐火モルタルの種類化学システムと硬化メカニズム
市販の耐火モルタル市場には、それぞれ異なる性能特性、取り扱い要件、用途を持つ、いくつかの異なる化学結合システムに基づく製品がある。.
空気硬化耐火モルタル
空気硬化モルタルは、強度の発現に高温を必要とせず、大気中の二酸化炭素との化学反応または周囲温度での乾燥によって初期接着強度を発現する。ほとんどの空気硬化性配合の主要バインダーはケイ酸ナトリウム(Na₂SiO₃、一般に水ガラスと呼ばれる)である。.
どのようにセットするのか: 珪酸ナトリウムは、大気中でCO₂と反応し、非晶質の炭酸ナトリウムとシリカゲルを形成する。シリカゲルが乾燥すると、骨材粒子間やレンガ表面にセラミックのような強固な結合をもたらす。.
主な利点
- 室温で数時間以内にハンドリング強度が発現する。.
- 発射を待つことなく、装着してすぐにライトローディングが可能。.
- ほとんどの耐火レンガに良好な接着性を示す。.
- 幅広く入手可能で、価格も手頃。.
主な制限事項
- ナトリウム含有量は、高温で高アルミナ耐火物の一部にアルカリアタックを引き起こす可能性がある。.
- 完全硬化前は水溶性であるため、湿潤環境での使用は制限される。.
- ケイ酸ナトリウムボンドは、非常に高い温度(配合によっては1200℃以上)でわずかに軟化することがある。.
代表的な用途 一般的な炉の建設、ボイラー・レンガのライニング、窯の建設、暖炉と煙突の建設、中温工業設備。.
熱硬化性耐火モルタル
熱硬化性モルタルは、施工されたライニングの最初の焼成時に高温に加熱された場合にのみ、第一の接着強度を発揮します。常温では、熱硬化モルタルは基本的にスリップとして機能し、施工中にレンガを固定するための最小限の機械的接着力しか発揮しません。完全な接着力は、ライニングが加熱されることで発揮されます。.
どのようにセットするのか: この接着メカニズムは、高温下でのモルタル内の微粒子の焼結に依存している。モルタルのマトリックスに含まれる粘土鉱物が部分的にガラス化し、微粒子が一緒に焼結してレンガの表面に付着することで、しばしばケイ酸ナトリウムモルタルのエアセット結合よりも強いセラミック結合が形成される。.
主な利点
- 炉の雰囲気を汚染する可能性のある化学添加物は使用していない。.
- 焼成後、真のセラミックボンドを実現。.
- ほとんどの耐火レンガとの優れた化学的適合性.
- ケイ酸ナトリウムからのアルカリが問題となる酸に弱い耐火物への使用に適している。.
主な制限事項
- 常温では強度がない - ライニングは建設中や輸送中に壊れやすい。.
- 初回焼成前の取り扱いには注意が必要。.
- ライニングの初回焼成前に接合部の品質を検査することはできない。.
代表的な用途 特殊キルン、セラミック工業炉、ボンド材の高い化学純度が要求される用途、建設後すぐにライニングが焼成される高温工業炉。.
水硬性耐火モルタル
水硬性モルタルは、バインダーとしてカルシウムアルミネートセメント(CAC)を使用し、ポルトランドセメントと同様の水和反応によって強度を発現するが、耐温度性ははるかに優れている。.
どのようにセットするのか: CACは水と反応してカルシウムアルミネート水和物相(C₃AH_2086、CAH₁₀、CAH₂₈)を形成し、常温で迅速な強度発現をもたらす。加熱すると、これらの水和物相は脱水して無水アルミン酸カルシウム相(CA、CA₂、C₃A₅)に変化し、焼結して高温でも十分な強度を維持する。.
主な利点
- 強度の発現が非常に速い(4~8時間以内に強度を発揮)。.
- 熱衝撃に強い。.
- CACの品質に応じた幅広い温度範囲(標準から高アルミナまで)。.
主な制限事項
- 最初の加熱時に水和物相が転化すると、一時的な強度低下(「転化」現象と呼ばれる)を引き起こすため、最初の加熱時に管理する必要がある。.
- ケイ酸ナトリウムを主成分とするモルタルよりもコストが高い。.
- 炎天下ではセッティング時間をコントロールしなければならない。.
代表的な用途 迅速な復旧が必要な緊急修理、プレキャスト耐火物部品の接着、中温から高温の工業用途。.
化学結合(リン酸塩)耐火モルタル
リン酸結合モルタルは、反応性結合材としてリン酸(H₃PO₄)またはモノリン酸アルミニウム(Al(H₂PO₄)₃、MAP)を使用する。これらは骨材中の酸化アルミニウムと反応してリン酸アルミニウム結合相を形成する。.
どのようにセットするのか: リン酸またはMAPは、骨材粒子の表面やレンガの表面でアルミナと反応し、メタリン酸アルミニウム、最終的にはオルトリン酸アルミニウム(ベルリナイト、AlPO₄)を形成する。.
主な利点
- 中間温度(400~1200℃)で優れた強度を示す。.
- 酸環境に対する耐薬品性に非常に優れている。.
- 高アルミナ質レンガへの接着性が良い。.
- 特定の耐熱プロファイルに合わせた配合が可能。.
主な制限事項
- リン酸塩の含有は、鋳造用途の金属溶融物を汚染する可能性がある(セラミック発泡フィルターの記事で説明)。.
- 配合によっては、加熱中にリン酸のガスが発生するものもある。.
- アルカリ性または塩基性の耐火物用途には適さない(リン酸塩は酸である)。.
- AlPO₄の安定性により最高温度が制限される(ほとんどのグレードで約1300~1400℃)。.
代表的な用途 高アルミナ・レンガ、耐酸性炉内張り、一部の鋳造用途(リン汚染に注意)、石油精製装置。.
耐火モルタルの種類まとめ表
| モルタル・タイプ | セッティング・メカニズム | コールドボンド強度 | ホットボンド温度 | キーバインダー | 主要用途 |
|---|---|---|---|---|---|
| エア・セッティング | CO₂/乾燥反応 | グッド | 最高1600℃+まで | ケイ酸ナトリウム | 一般産業 |
| ヒートセッティング | 温度での焼結 | 非常に低い | 最高1700℃+まで | 粘土/ファインセラミックス | 高純度キルン |
| 油圧セッティング | CACハイドレーション | 素晴らしい | 1600℃まで | カルシウムアルミネートセメント | 迅速な修理 |
| リン酸結合 | 酸塩基反応 | グッド | 最高1400℃まで | H₃PO₄またはMAP | 高アルミナ質レンガ |
| コロイダルシリカ | ゾル・ゲル・コンソリデーション | 中程度 | 最高1700℃まで | コロイド状SiO | 高純度アプリケーション |
温度定格と負荷分類の説明
定格温度は、耐火モルタルのデータシートに記載されている仕様の中で最も重要なパラメータですが、誤解されることもよくあります。定格温度は単にモルタルが溶ける温度ではなく、モルタルが適切な接着強度、体積安定性、化学的完全性を維持し、継続的に使用できる温度を表しています。.
標準任務分類
耐火物業界では、モルタルを最高使用温度に基づいてデューティーグレードに分類している。これらの分類はASTM C105および同様の国際規格に準拠しています:
低デューティ(LD): 最高使用温度1260℃(2300°F)。暖炉、住宅用煙突、低温キルン、バックアップ断熱用途に適している。通常、35-40% Al₂O₃の耐火粘土ベース。.
ミディアム・デューティ(MD): 最高使用温度は 1480°C (2700°F) まで。一般工業炉の建設に最も広く使用されている分類。40-50% Al₂O₃の耐火粘土-アルミナ組成。.
高負荷(HD): 最高使用温度は1600℃まで。鉄鋼産業用途、ガラスタンク建設、要求の厳しいキルン用途に必要。高いアルミナ含有量、50-70% Al₂O₃。.
スーパーデューティ(SD): 最高使用温度は1600℃(2912°F)以上。電気炉建設、特殊セラミックス製造、高温研究施設など、最も要求の厳しい用途で使用される。非常に高いアルミナ(70-90% Al₂O₃)またはムライトベースの組成。.
特殊化学: シリカモルタル、マグネシアモルタル、クロムマグネシアモルタル、その他特定の化学的環境用の特殊組成物があり、それぞれ特定の化学的性質によって定格温度が決められている。.
温度定格参照表
| 義務クラス | 最高使用温度 (°C) | 最高使用温度 | Al₂O₃ レンジ | 代表的なアプリケーション |
|---|---|---|---|---|
| 低負荷 | 最高1260℃まで | 最高2300°F | 35-40% | 暖炉、住宅用煙突 |
| 中荷重 | 最高1480℃まで | 最高2700°F | 40-50% | 一般工業炉 |
| 高負荷 | 1600℃まで | 最高2912°F | 50-70% | 鉄鋼、ガラス、需要窯 |
| スーパーデューティ | 最高1760℃まで | 最高3200°F | 70-90% | EAF、特殊セラミックス |
| シリカモルタル | 最高1650℃まで | 最高3002°F | 93% SiO₂) | コークス炉、ガラスタンク |
| マグネシア・モルタル | 1800℃まで | 最高3272°F | - (>85% MgO) | 基礎製鉄、セメントキルン |
| ハイアルミナ | 1800℃まで | 最高3272°F | 85-99% | 極端な温度でのアプリケーション |
PCE(パイロメトリックコーン等価)を理解する
パイロメトリック・コーン・エクィバレント (PCE) は、耐火材料に特に使用される代替温度評価システムで、材料のテストコーンが自重で軟化して曲がる温度を測定します。PCE 値は特定のコーン番号と温度に対応します:
| PCE コーン番号 | 等価温度 (°C) | おおよその義務等級 |
|---|---|---|
| PCE 14 | 1395°C | 低負荷 |
| PCE 20 | 1530°C | 中荷重 |
| PCE 26 | 1605°C | 高負荷 |
| PCE 30 | 1670°C | スーパーデューティ |
| PCE 33 | 1745°C | スーパーデューティ/スペシャリティ |
| PCE 36-38 | 1796-1820°C | 特殊(高アルミナまたはマグネシア) |
PCE定格は、モルタルが軟化し始める温度を示すものであり、強度がすべて失われる温度を示すものではありません。実際には、十分な構造的余裕を確保するため、耐火モルタルはPCE定格より50~100℃低い温度で使用する必要があります。.
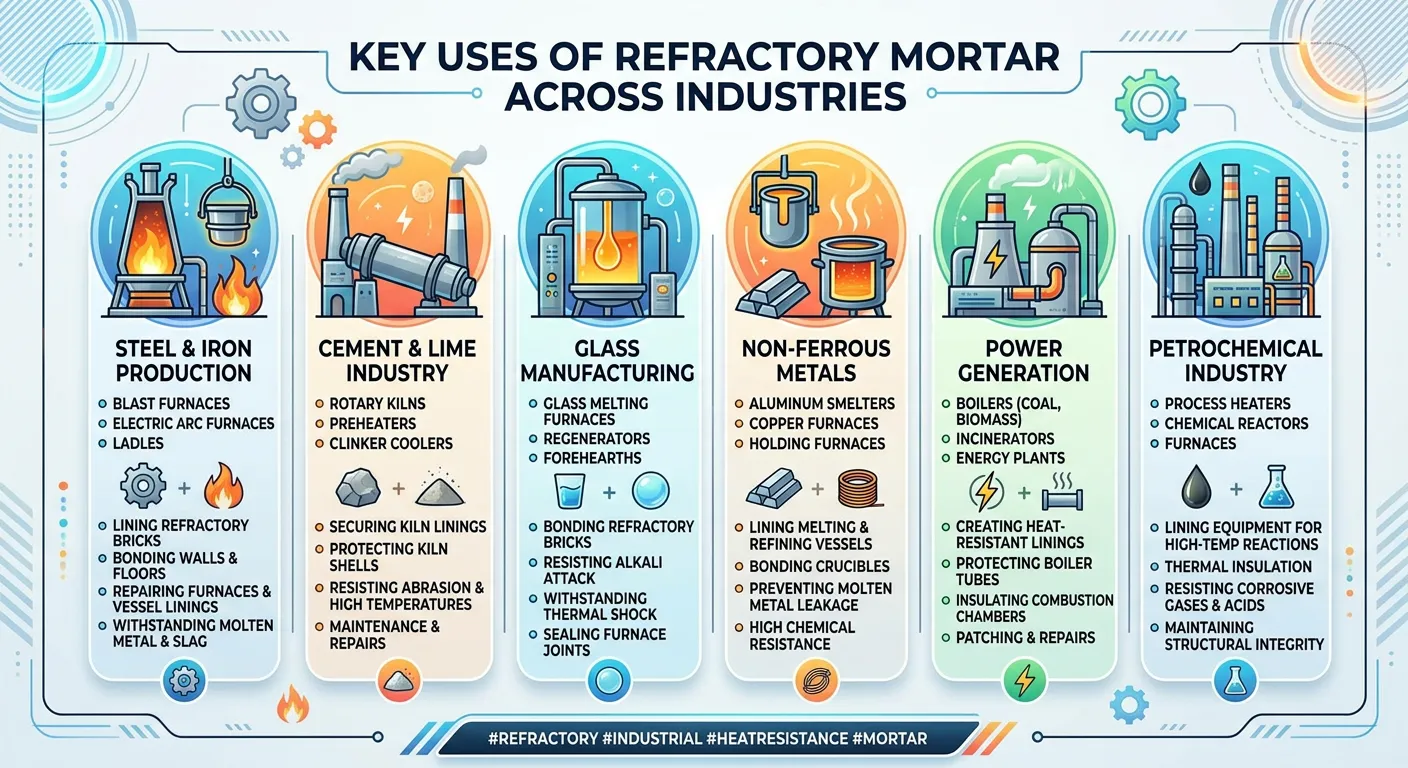
耐火モルタルの各業界における主な用途
炉の構造とライニング・システム
工業炉の建設は、耐火モルタルの最大の用途分野である。鉄鋼再加熱炉、アルミニウム溶解炉、ガラス溶解タンク、工業用キルンなど、レンガを敷き詰めたすべての炉では、レンガの接合部にモルタルが必要です。.
壁の構造: 炉壁は、水平(ベッド)目地と垂直(ヘッド)目地にモルタルを塗布し、コースごとに構築される。目地の厚さは一般的に2~6mmで、高温下ではレンガとモルタルの熱膨張の違いを最小限に抑えるため、より薄い目地が好まれる。.
アーチとクラウンの構造: 炉のアーチや吊り屋根ではレンガを圧縮して使用し、モルタルはガスバイパスから目地を密閉し、圧縮荷重を分散させる。アーチ用モルタルは、目地から押し出されることなく圧縮変形に耐えることが特に要求される。.
ハースの構造: 炉床は、装入物の機械的負荷、熱サイクル応力、およびスラグや金属による化学的攻撃の複合負荷に耐える。ハースモルタルは、摩耗、熱衝撃、化学的攻撃に同時に耐える必要があります。.
ホットフェースとバックアップジョイントの比較 多層ライニング・システムでは、高温面のレンガ目地には高温面の温度に適合したモルタルを使用し、バックアップ層には低い温度に適合したモルタルを使用する。ライニング全体に熱間モルタルを使用すると不必要なコストがかかり、バックアップモルタルを熱間面に使用すると目地が早期に破壊する危険性がある。.
煙突と煙道工事
耐火モルタルの用途として最も一般的なのは、住宅や商業施設の煙突工事です。煙道ライナー(一般的には粘土タイルの部分)は、特定の暖房器具の動作温度に適合するモルタルで接着する必要があります。.
暖炉と薪ストーブの煙道: 煙道ライナーの使用温度は260~650℃(500~1200°F)。1100~1260℃に定格された標準的な低荷重耐火モルタルは、十分なマージンを提供します。.
石油およびガス暖房システムの煙道: 使用温度は低い(150~400℃)が、燃焼生成物から出る凝縮水や硫酸にさらされるため、耐薬品性に優れたモルタルの配合が必要となる。.
工業用排気筒: 製油所、化学工場、発電施設などのプロセス排気筒は、高温で腐食性のガス流を扱うことがある。耐酸性または耐アルカリ性の特殊モルタルは、排気の化学的性質に基づいて指定されます。.
暖炉の建設と修理
暖炉の火室の構造は、燃焼ゾーンで耐火モルタルで接着された耐火レンガを使用し、煙突胸部の低温外層では標準的な石積みモルタルに移行します。耐火モルタルは、次のような耐性が必要です:
- 激しい火災の際、高温部の表面温度は最高約900℃(1652°F)。.
- 暖炉の使用期間中、低温から使用温度まで何千回も熱サイクルを繰り返す。.
- 丸太や燃料の積載による機械的衝撃。.
- 木灰(アルカリ性)や燃焼ガスによる化学的攻撃。.
ほとんどの住宅用暖炉には、少なくとも1260℃(2300°F)の耐火モルタルが適している。.
暖炉の修理 既存の暖炉の劣化したモルタル目地の補修は、メンテナンス用途における耐火モルタルの最も一般的な使用方法の1つです。補修には、標準的な石工モルタルやポルトランドセメントではなく、正しい耐火モルタルを使用することが、耐久性のある補修には不可欠です。.
セラミックス製造におけるキルン建設
セラミック焼成炉は、非常に高い動作温度と繰り返される熱サイクル、グレージング蒸気やフラックスアタックという化学的課題、そして安定した内部温度分布という精密な要件を兼ね備えているため、耐火モルタルにとって最も技術的要求の高い用途のひとつである。.
陶芸窯と工房窯: 一般的に1100~1300℃で焼成されるこの窯では、中位~高品位の耐火レンガと、それに対応する品位のモルタルが使用される。モルタルは、釉薬の揮発性物質(古い施設ではアルカリ性、ホウ素含有、鉛ベースの釉薬)によるフラックス攻撃に耐えるものでなければならない。.
工業用セラミック窯: テクニカルセラミックス、床タイル、壁タイル、衛生陶器、およびアドバンストセラミックスを製造するキルンは、高荷重モルタルまたは超荷重モルタルを必要とする温度で運転される場合がある。一部の特殊セラミック焼成炉は 1600°C 以上で操業し、ムライトまたは高アルミナモルタルを必要とします。.
トンネル窯: レンガやタイルの製造に使用される連続式トンネルキルンは、大がかりなメンテナンスの間、何年にもわたって連続運転されます。これらのキルンで使用されるモルタルは、連続的な熱負荷の下で、何年にもわたって信頼性の高いサービスを提供する必要があります。.
鉄鋼産業用途
鉄鋼業界は、耐火モルタルを最も多く消費する業界のひとつであり、製鋼、鋳造、圧延など幅広い用途で耐火モルタルを使用している。.
電気炉(EAF)のシェルライニング: EAFシェルは、高温面(スラグゾーン)にマグネシア・カーボンれんがを使用し、低温ゾーンには他の特殊れんがを使用します。各ゾーンでは、れんがの化学的性質と使用温度に適合したモルタルが必要です。マグネシアモルタルは、化学的不適合を避けるため、マグネシア・カーボンれんがと併用する必要があります。.
お玉のライニング構造: 鋼鉄取鍋の壁は、適合モルタルで接着されたマグネシアまたはアルミナ・マグネシアれんがで内張りされる。取鍋の内張りは、溶鋼の静的ヘッドと、充填と排出を繰り返す熱衝撃の両方に耐えなければならない。.
タンディッシュと連続鋳造設備: タンディッシュ・ライニングと連続鋳造部品には、耐火レンガの種類と液体鋼接触時の化学環境に適合した特殊モルタルが使用される。.
ソーキングピットと再加熱炉の建設: 鋼片およびスラブ用の再加熱炉では、高温ゾーンに高荷重モルタルおよび超荷重モルタルが使用され、復熱および予熱セクションには中荷重製品が使用される。.
アルミニウム産業用途
アドテックでは、耐火物システムの設計とモルタルの仕様に関して、アルミニウム業界のお客様と緊密に連携しています。アルミニウム産業の用途には、主に化学的適合性において鉄鋼用途とは異なる特定の要件があります。.
溶解炉と保持炉の構造: 高アルミナレンガでライニングされたアルミニウム溶解炉では、適合する高アルミナモルタルが使用される。重要なのは、炉の温度でアルミニウムに溶解する成分を含まないモルタルであることです。特にマグネシウムを含む合金では、溶融アルミニウムと反応する可能性があります。.
カストハウスの床とトレンチのライニング: アルミニウム・キャスハウスの金属取り扱いエリアでは、溶融アルミニウムの流出、洗浄薬品、機器やフォークリフトによる機械的衝撃の複合的影響に耐える耐火レンガとモルタル・システムを使用しています。.
脱気装置の構造: ロータリー脱ガス装置とインライン脱ガスボックスは、アルミニウム溶融物、ローターの侵食、アルゴン-塩素脱ガスによる化学環境からの攻撃に耐える特殊な耐火レンガとモルタルを使用しています。.
発電およびボイラー用途
ボイラー炉のライニング 大規模なユーティリティ・ボイラーでは、素焼きの金属壁の能力を超える温度の下部炉帯と移行部に耐火レンガを使用します。このような用途のモルタルは、高温、フライアッシュによる侵食、排ガス中の硫黄化合物による化学攻撃の複合的影響に耐える必要があります。.
廃棄物発電プラントのライニング 都市固形廃棄物燃焼炉は850~1100℃の温度で運転され、塩素、硫黄、アルカリ化合物、燃焼廃棄物からの重金属蒸気など、特にアグレッシブな化学環境で使用される。このような用途では、耐薬品性の高い特殊モルタルが必要となります。.
燃焼タービン移行ダクト: ガスタービンや航空機エンジンの高温部部品には、絶縁や隙間封鎖の用途に特殊な高温セラミックモルタルやセメントが使用されている。.
総合アプリケーション参考表
| 産業 | 具体的な用途 | 標準使用温度 | 推奨デューティグレード | 特別な配慮 |
|---|---|---|---|---|
| スチール | EAF ホットゾーン | 1600-1750°C | スーパーデューティ/マグネシア | マグネシアれんがとの化学的適合性 |
| スチール | お玉の裏地 | 1550-1650°C | 高負荷/超高負荷 | 耐熱衝撃性 |
| アルミニウム | 溶解炉ホットフェイス | 700-900°C | 中・高負荷 | Mg合金用低シリカ |
| ガラス | タンク再生器 | 1200-1500°C | 高負荷 | 重要な耐アルカリ性 |
| ガラス | ポートネックとクラウン | 1450-1600°C | スーパーデューティ | シリカまたはハイアルミナ |
| セラミックス | トンネルキルンカー | 1000-1300°C | 高負荷 | 釉薬の蒸気抵抗 |
| パワー | 実用ボイラー下部炉 | 700-1100°C | 中・高負荷 | 耐食性と耐SO |
| 石油化学 | 改質炉 | 900-1100°C | 高負荷 | 大気の安定性の低下 |
| セメント | ロータリーキルンの燃焼ゾーン | 1350-1450°C | スーパーデューティ/マグネシア | 高熱サイクル |
| レジデンシャル | 暖炉の火室 | 600-900°C | 低・中負荷 | アプリケーションの容易さ |
| コマーシャル | ピザ窯の構造 | 400-600°C | 低負荷 | 食品安全コンプライアンス |
耐火モルタル対キャスタブル耐火物対耐火セメント
これら3つの用語は、調達と現場での適用の両面で大きな混乱を引き起こしている。これらは関連はあるが、適用方法や性能特性が異なる、明確に異なる製品である。.
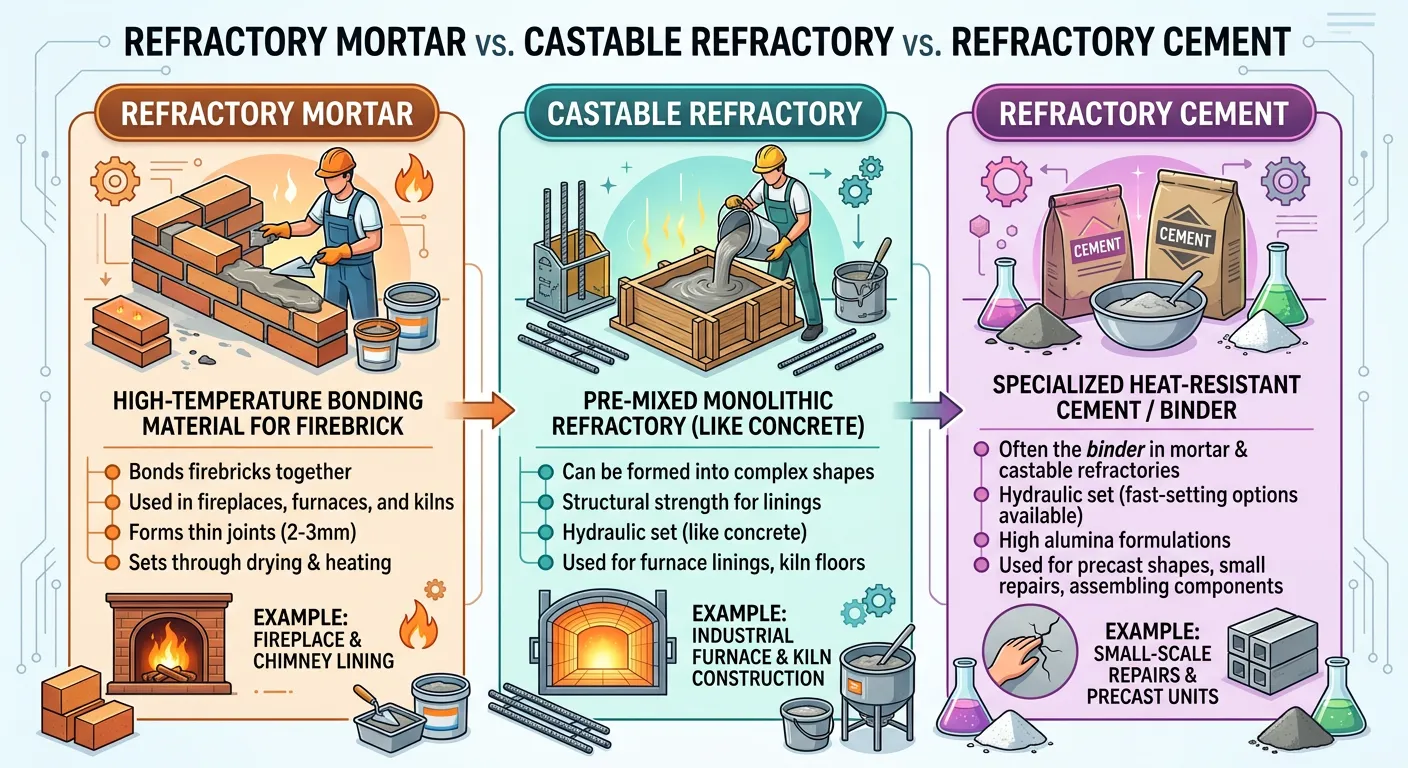
耐火モルタル
耐火モルタルは、特に薄い目地の用途で、あらかじめ成形された耐火ユニット(レンガ、タイル、形材)を接着するために調合されています。耐火モルタルは、2~6mmの厚さの目地に塗布するように設計されています。骨材の粒子径は、この目地厚でボイドや粒子のブリッジがなく、安定した塗布ができるように特別に管理されています。モルタルはユニットを接着しますが、一体構造にはなりません。.
キャスタブル耐火物(耐火コンクリート)
キャスタブル耐火物はコンクリート状の材料で、水と混ぜて所定の位置に流し込んだり、打ち込んだりして、ライニング、溝、ブロック、複雑な形状の不定形耐火物を形成する。キャスタブル骨材はモルタル骨材よりも粗く、配合は薄い目地充填ではなく、一括鋳造用に設計されている。その結果、構造体は不定形となり、(個々の鋳造部分の境界を除いて)目地がなくなります。キャスタブル耐火物は、モルタルとしては決して使用されない。その流動特性、骨材の大きさ、含水量から、レンガの接着には適さないからである。.
耐火セメント
“「耐火物セメント ”という用語は、異なる市場やユーザー間で 一貫して使われていない。水硬性モルタルやキャスタブル耐火物 に使用される水硬性バインダーであるアルミン 酸カルシウムセメントを特に指す場合もある。他の文脈では、この用語は、より技術的に正確な用法で耐火モルタルと呼ばれるものを含む、あらゆる耐火接着製品を意味するために緩やかに使用されている。この曖昧さは、特に消費者市場や建設市場において、「耐火物セメント」と表示された製品が、プレミックスモルタルであったり、生のアルミン酸カルシウムセメント粉であったり、高温パッチコンパウンドであったりする場合に、調達上の混乱を引き起こす。.
アドテックでの推薦: 工業用途の材料を指定する場合は、常に技術的に正確な用語を使用する - 耐火モルタル(目地接合用)、耐火キャスタブル(モノリス注型用途用)、またはカルシウムアルミネートセメント(特定の水硬性バインダー用)。暖炉の補修などの消費者用途の場合、金物店で販売されている「耐火セメント」製品は、通常、直接塗布できるようにあらかじめ混合された耐火モルタルであることを理解すること。.
比較表
| 特徴 | 耐火モルタル | キャスタブル耐火物 | 耐火セメント(CAC) |
|---|---|---|---|
| 主要機能 | プリフォームド・レンガの接着 | モノリシックな形状を形成する | 油圧バインダー成分 |
| 申請方法 | コテ、ブラシ、ディップ | 注ぐ、ラム、ガン | モルタルまたはキャスタブルに混合 |
| アプリケーションの厚さ | 2~6mmジョイント | 厚さ50~300mm以上 | 該当なし(成分である) |
| 骨材サイズ | ファイン(0.5mm未満) | 粗目(25mmまで) | 非常に細かい(セメント) |
| 終了構造 | レンガの目地組み | モノリシック | 該当なし |
| 加水 | 低い | 中程度 | デザイン |
| 標準的な圧縮強度 | 3~15MPa(焼成) | 20~80MPa(焼成) | 該当なし |
用途に適した耐火モルタルの選び方
選考プロセスでは、5つの重要な基準を同時に満たす必要がある。どれか一つでも欠けると、早期の失敗につながる。.
基準1:温度評価
モルタルの連続使用温度は、ご使用の用途の使用温度を最低100~150℃の安全マージンで上回るものを選んでください。これでは、ホットスポット、温度測定の不確かさ、異常な使用条件に対するマージンがありません。.
さらに、熱サイクルプロファイルも考慮する。頻繁で急激な熱サイクルを伴う用途では、定常的な高温サービスよりもモルタル接合部に大きな疲労応力が発生します。ピーク温度が定格の最高値に達しない場合でも、耐熱衝撃性に優れたモルタル(通常、シリカ含有量の少ない高アルミナ配合)がサイクルサービスには好ましい。.
基準2:化学的適合性
モルタルの化学的性質をレンガの化学的性質および使用環境に適合させる:
- 耐火粘土レンガ: 耐火粘土系モルタルまたはシリカ・アルミナ系モルタルを使用する。.
- 高アルミナ質レンガ: 適合するAl₂O₃含有量の高アルミナモルタルを使用する。.
- シリカレンガ シリカモルタル(>93% SiO₂)を使用する - シリカレンガにアルミナモルタルを絶対に使用しないこと。.
- マグネシアとマグネシアクロム煉瓦: マグネシア系モルタルを使用する - 酸性のアルミナ-シリカ系モルタルは化学的に不適合である。.
- 耐酸性の裏地: リン酸塩結合またはその他の耐酸性製剤を使用する。.
- アルカリ環境(ガラス産業): 耐アルカリ性が実証されたモルタルを使用する。.
基準3:設定メカニズム
セッティング機構は、構造および運用上の要件に基づいて選択する:
- 早急な構造強化が必要(緊急修理): 油圧セッティング。.
- ライニングは施工後速やかに焼成される: 熱硬化または空気硬化。.
- 初回焼成までの工期が長い: エア・セット(作業性とある程度のグリーン強度を維持)。.
- 高い化学純度が要求される(半導体、食品接触): コロイダルシリカ結合型、またはケイ酸ナトリウムを含まない熱硬化型。.
基準4:接合部の厚みと塗布方法
モルタルの骨材サイズが、目的の目地厚に適していることを確認する:
- 1~3mmの目地:非常に細かいモルタル(すべての粒子が0.5mm以下)が必要。.
- 3~6mmの目地:標準的な細かいモルタル。.
- 6~12mmの目地:中粒子モルタルまたは薄いキャスタブル。.
基準5:サービス環境固有の要件
| サービス状況 | 追加要件 | 推奨モルタルの特徴 |
|---|---|---|
| 大気の還元 | 酸化せずに安定 | 有機物を避け、炭素安定性バインダーを使用する。 |
| アルカリ蒸気暴露 | 耐アルカリ性 | 低シリカ、高アルミナまたはムライト |
| 酸性ガスへの暴露 | 耐酸性 | リン酸塩系またはシリカ系 |
| 溶湯接触ゾーン | 金属反応性化合物を含まない | 特定の金属との適合性を確認 |
| 真空または制御された雰囲気 | 揮発性バインダー不使用 | 無機のみのバインダーシステム |
| 食品接触(ピザ窯) | 食品安全成分 | FDA/EU食品接触適合製剤 |
| 屋外露出 | 耐湿性 | 油圧硬化または硬化後密閉 |
混合、塗布、ジョイント設計のベストプラクティス
プレミックス・モルタルとドライ・モルタル:どちらを使うべきか
プレミックス耐火モルタルは、直接塗布するのに適した粘度で供給されます。少量の作業、補修作業、混合装置が使用できない用途に最適です。その代わり、開封後の保存期間が限られており(密封容器で通常6~12ヶ月)、保管中の凍結に敏感で、単価が若干高くなります。.
乾燥粉末モルタルは、現場で水を加える必要があり、メーカーの指示に従って特定の粘度に混合する。乾式モルタルは、乾燥した状態での保存期間が無期限であること、さまざまな施工方法に応じて水分量を柔軟に調整できること、単位重量当たりのコストが低いことなどが特徴です。清潔な混合容器と混合装置が必要です。.
乾燥モルタルの正しい混合
最終的な粘度をよりよくコントロールするために、粉末に水を加えるのではなく、乾燥粉末に水を加える。混ぜながら少しずつ水を加え、水をすべて加えてから5分ほど混ぜてから固さを評価する。鏝で塗布する際の適切な固さは、ピーナッツバターに似ています。鏝の上で垂れることなく形を保つのに十分な固さですが、滑らかに広がるには十分な固さです。ディッピング(敷設前にレンガの表面をモルタルに浸すこと)には、より薄く流動的な粘度が使われる。.
よくあるミキシングミス: 散布しやすくするために水を加えすぎること。過湿のモルタルは密度が低く、乾燥時の収縮が大きく、強度が低下し、ひび割れの危険性が高くなる。モルタルが硬すぎて塗り広げにくい場合は、モルタルの粘度よりも、目地設計や塗布温度に問題がある可能性があります。.
申請方法
バターリング(コテ塗り): モルタルは、レンガを敷き詰める前に、コテを使ってレンガの表面に塗る。壁の施工で最も一般的な方法である。目地の両面にモルタルを塗ると(敷いたレンガと置くレンガ)効果的です。.
ディップを塗る: レンガを敷設する前に、流動性のあるモルタル・スラリーの容器に浸し、接着面をコーティングする。これは最も早く施工でき、面を完全に覆うことができるが、モルタルの粘度を薄くする必要があり、廃棄物も多くなる。.
グラウティング(注入): 敷設前にバターを塗ることができない目地(特にレンガを所定の位置に固定するアーチ構造)については、敷設後にモルタルを流し込むことができる。この場合、十分に流動性のあるモルタルが必要であり、目地に空隙がないように注意深くタンピングする必要がある。.
ポンプの用途: 大規模な炉の建設では、モルタルを空気圧で圧送するモルタルポンプを使用し、生産性を大幅に向上させている。ポンプ塗布用のモルタルは、偏析せずに圧送できるような特定の流動特性を備えていなければならない。.
ジョイントの厚さに関する推奨事項
高温用途では、一般に接合部が薄い方が優れている:
- 最適な関節の厚さ: ほとんどの高温用途では2~3mm。.
- 最大推奨: 標準用途には6mm、高荷重および超荷重用途には3mm。.
- 最低限の実用的なもの: 1.5mm(これより薄いと、被覆が不均一になり、ボイドが形成される危険性がある)。.
目地が厚いと、レンガとモルタルの間に熱的不連続性が生じ、膨張応力が集中し、レンガとは異なる膨張挙動を示す可能性のある材料が多くなる。実際には、熟練した石工が平らなレンガ面と正しく調合されたモルタルを使用すれば、3mmの目地は達成可能です。.
レンガの準備
モルタルをよく接着させるには、レンガの表面をきれいにすることが重要です。モルタルを塗る前に、レンガの表面のほこり、スケール、汚れを取り除きます。完全に乾燥したレンガは、モルタルから急速に水分を吸収し、作業性を低下させ、接着性を損なう可能性があります。逆に、濡れたレンガを浸すとモルタルが薄まり、接着強度が低下します。.
養生、乾燥、最初のヒートアップ手順
耐火物設置工程のこの段階が、早期故障の大半の原因です。私たちは、不適切な乾燥・硬化スケジュールを使用したために、高級耐火レンガと正しく指定されたモルタルが最初の加熱中に破壊された施工を観察してきました。.
ヒートアップの制御が重要な理由
耐火モルタルは通常、塗りたての状態で重量比10~25%の水を含んでいる。この水は3つの形態で存在する:
- 水は無料: 機械的に孔に保持され、100℃以下で蒸発する。.
- 水を吸収した: 粒子表面に吸着し、100~200℃で放出される。.
- 化学結合水(水硬性モルタル用): 水和した結合相の一部で、200~400℃で放出される。.
モルタルで固めたばかりのライニングが急速に加熱されると、水分が目地から移動する前に蒸気に変化する。スチーム・スポーリングと呼ばれるこの現象は、目地内で蒸気圧が高まり、部分的に固化したモルタルの引張強度を超えて爆発的なひび割れを引き起こす。スチーム・スポールを引き起こす一度の加熱で、数週間かけて施工した新しいライニング全体が破壊されることもある。.
標準的な乾燥とファースト・ヒートアップのスケジュール
第1段階:常温乾燥: 施工完了後、熱を加える前にライニングを最低24~48時間風乾させます。この間、炉内の換気を最大にしてください。.
第2段階:低温乾燥(常温~150℃): 炉を1時間当たり最大25~50℃の速度でゆっくりと加熱し、約150℃にする。ライニングの厚さ25 mmにつき最低2時間、150℃で保持し、自由水を完全に蒸発させます。厚いライニング(>300 mm)の場合は、保持時間を比例して延長する。.
第3段階:中間乾燥(150℃~300℃): 化学的に結合した離水範囲まで、1時間当たり25~50℃で加熱を続ける。油圧バインダー相(存在する場合)の完全な脱水を確実にするため、300℃で1~2時間保持する。.
フェーズ4:動作温度へのランピング: 300℃を超えると、主な蒸気放出のリスクはなくなる。耐火物メーカーの指定があれば、主要な相転移温度で保持しながら、加熱速度を1時間当たり50~100℃まで上げることができる。.
ファースト・ヒートアップ・スケジュール参考表
| ライニングの厚さ | フェーズ1(常温乾燥) | フェーズ 2 150℃で保持 | フェーズ 3 300℃で保持 | 最大ランプ・レート |
|---|---|---|---|---|
| <100mm未満 | 24時間 | 2時間 | 1時間 | 50℃/時 |
| 100-250 mm | 48時間 | 4時間 | 2時間 | 25~50℃/時 |
| 250-500 mm | 72時間 | 8時間 | 4時間 | 25℃/時 |
| >500mm | 96時間以上 | 12時間以上 | 6時間以上 | 15~25℃/時 |
一般的な故障モードとその防止方法
故障モード1:最初のヒートアップ時の接合部の亀裂
原因がある: 自由水が除去される前の急激すぎる加熱。蒸気圧が接合部の強度を超えている。.
予防だ: 上記の管理された加熱スケジュールに従ってください。十分な予備乾燥を行わずに、モルタルで固めたばかりの炉をヒートスタートさせないでください。.
故障モード2:ガス流による接合部の侵食
原因がある: 高温の炉ガスが、露出した接合面から軟らかいモルタルや不完全に焼結したモルタルを侵食する。通常、高速燃焼ゾーンに面した目地で発生する。.
予防だ: 高速ゾーンでは、より緻密で強度の高いモルタルを使用する。目地が空隙なく完全に充填されていることを確認する。最初のヒートアップの間、新鮮な目地をガスの直接衝突から保護する。.
故障モード3:化学兵器による攻撃
原因がある: 炉の雰囲気またはプロセス材料と相容れないモルタルの化学的性質。例:高アルカリ雰囲気下でのシリカ系モルタル(ガラス工業)、塩基性レンガを使用した酸性モルタル、アルミニウム金属接触ゾーンでのリン酸塩モルタル。.
予防だ: 仕様の前に、モルタル、レンガ、および使用環境の化学的適合性を確認してください。モルタルメーカーの耐薬品性データを参照してください。.
故障モード4:熱膨張差クラック
原因がある: モルタルとレンガの熱膨張係数の不一致により、引張応力が発生し、冷却時に目地に亀裂が入る。特に、モルタルとレンガの種類が不一致の場合に多い。.
予防だ: モルタルの化学的性質をレンガの化学的性質に密接に一致させる。耐火粘土モルタルと高アルミナ質レンガ、またはシリカモルタルと耐火粘土レンガの併用は、高サイクル用途では避ける。.
故障モード5:空隙の形成と不完全な継ぎ目の充填
原因がある: モルタルの塗布が乾燥しすぎている、骨材の粒度に対して目地が薄すぎる、またはモルタルの塗布が不十分。空隙があると高温ガスがバイパスし、局所的に過熱する。.
予防だ: 施工前にモルタルの粘度が正しいことを確認する。空洞があると空洞の音がします。各目地の両方の合わせ面に塗布する。.
2026年の市場概要と製品開発
市場規模と成長ドライバー
世界の耐火モルタル市場は、より広範な耐火製品産業の中でも重要なセグメントであり、2023年には世界で約250億~280億米ドルと評価された。耐火モルタルはこのうち金額ベースで推定3~5%を占め、需要は鉄鋼、ガラス、アルミニウム、発電産業全体の耐火れんが消費量に密接に連動している。.
2026年の主な需要促進要因としては、アジア、特にインドと東南アジアで進行中の鉄鋼生産能力拡大、ソーラーパネル需要に牽引されるガラス生産能力拡大(大量の耐火物集約型溶解炉を必要とする)、既存炉インフラのエネルギー効率アップグレードを必要とする産業界の脱炭素化プログラムが挙げられる。.
注目すべき製品動向
熱硬化性モルタルの低温接着強度の向上: 従来の熱硬化性モルタルは、焼成前の強度がほとんどないため、施工中や施工後の取り扱いが脆弱であった。水硬性バインダーを少量添加した新しい配合は、熱硬化接着メカニズムの化学的純度の利点を維持しながら、実用的な施工に十分なグリーン強度を提供する。.
リン酸塩を含まない高アルミナモルタル: リン酸塩フリーのセラミック発泡フィルター(AdTech ライブラリーで別途解説)と同じ傾向を受けて、コロイド状アルミナやその他のリン酸塩フリーのバインダー系を使用した高アルミナモルタルが、従来のリン酸塩結合モルタルでは金属製品にリン汚染のリスクが生じるアルミニウム産業の炉建設で仕様の幅を広げている。.
MRO市場向けのプレミックス製品: 暖炉の修理、小型炉の補修、緊急修理などのメンテナンス、修理、オーバーホール(MRO)市場では、専門的な耐火物の知識を持たない熟練工や施設メンテナンスチームにとって便利な、プレミックスされた小型パッケージの耐火モルタルの需要が高まっている。.
オープンタイム延長製剤: 従来の耐火モルタルは、混合後の作業時間が限られており、これが大規模建設における生産性の課題となっていた。リターダー・パッケージを使用した新しい配合は、オープンタイムを2~4時間から6~8時間に延長し、大規模建設プロジェクトでより大きな混合バッチと廃棄物の削減を可能にする。.
耐火モルタルに関するよくある質問
1: 暖炉に耐火モルタルの代わりに普通のモルタルを使えますか?
標準的なポルトランドセメントモルタルは、約300℃以上で劣化が始まり、600℃以上では不可逆的な破壊的相変化を起こす。暖炉の火床は、一般的な薪ストーブの場合、高温部で700~900℃に達します。一般的なモルタルは、最初の数回の火災で急速に劣化し、目地が崩れたり、レンガが緩んだりします。暖炉やその他の高温構造物には、その用途の使用温度に適合したモルタルのみを使用してください。これは補修にも同様に当てはまります。暖炉のモルタル目地の補修には、決して標準的なモルタルを使用しないでください。.
2: 耐火モルタルが耐えられる最高温度は?
最高温度は、製品の等級によって異なります。低級耐火粘土モルタルの最高温度は約1260℃(2300°F)です。ミディアムデューティー製品は1480℃(2700°F)まで対応します。高荷重アルミナモルタルは1600℃(2912°F)に達します。ムライト、ハイアルミナ、マグネシアモルタルを含むスーパーデューティーおよび特殊グレードは、1700°C (3092°F) 以上で使用でき、特殊な配合では 1800°C (3272°F) 以上のものもあります。製品データシートに記載されている定格は、モルタルが適切な接着強度と体積安定性を維持し、継続的に使用できる温度を示しており、単に溶融する温度ではありません。.
3:空気硬化性耐火モルタルと熱硬化性耐火モルタルの違いは何ですか?
空気硬化性耐火モルタルは、周囲温度で起こる化学反応(最も一般的なのは、ケイ酸ナトリウムバインダーと大気中のCO₂との反応と乾燥)によって、その一次接着強度を発現する。モルタルは、加熱することなく、塗布後数時間以内に処理強度を達成する。対照的に、熱硬化モルタルは、ライニングの最初の焼成中に加熱されたときにのみ、その構造強度を開発する。常温では、熱硬化モルタルは主に施工中にレンガを固定するスリップとして機能し、構造的な結合力はほとんどない。焼成後、熱硬化モルタルは真のセラミック結合を達成し、多くの場合、空気で固めるケイ酸ナトリウム結合よりも強く、化学的に純粋です。どちらを選択するかは、ライニングの焼成時期が竣工時期と関係するかどうか、また竣工後速やかに焼成できるかどうかによる。.
4: 耐火モルタルの目地はどのくらいの厚さにすべきでしょうか?
ほとんどの高温用途では、目標目地厚は2~3mmです。目地が薄いほど、レンガとモルタルの間の温度差や熱膨張の差が小さくなり、目地界面の応力が軽減されます。目地厚は、標準的な用途では6mm、高耐久および超耐久の用途では3mmを超えないようにしてください。これらの限界よりも厚い目地は、熱サイクル中にひび割れ応力を発生させる熱不連続面を作ります。2~3mmの一貫した目地を実現するには、正しく混合されたモルタル(硬すぎず、流動的すぎず)、許容範囲内の平らなレンガ面、熟練した石工技術が必要です。実際には、6mmより厚い目地は、施工品質に問題があるか、別の施工方法(モルタルではなくパッチングコンパウンドやキャスタブル)が必要であることを示している。.
5: 耐火モルタルは、炉の焼成が可能になるまでにどれくらいの硬化時間を要しますか?
最低養生・乾燥時間は、モルタルの種類とライニングの厚さによって異なる。空気硬化モルタルの場合、加熱前に最低24時間の常温空気乾燥が推奨され、厚いライニングの場合は48時間が望ましい。水硬性モルタルの場合、加熱を開始する前に、作業完了後最低8時間は必要であるが、24時間経過した方がカルシウムアルミネートセメントバインダーの水和が促進される。熱硬化性モルタルの場合、常温養生に意味はなく、施工が完了次第、管理された加熱スケジュールに移行することができるが、加熱前に表面の余分な水分を除去するため、24時間の常温乾燥が推奨される。モルタルの種類に関係なく、スチーム・スポールを防ぐためには、管理された加熱スケジュール(150℃と300℃で保持)が必須である。.
6: 耐火モルタルは既存の炉のライニングのひび割れの補修に使用できますか?
はい、耐火モルタルは炉のひび割れや目地補修の主要材料のひとつです。補修を成功させるためには、既存のモルタルをクラックや接合部から最低20 mmの深さまで完全に除去する必要があります(構造上の完全性を確保するためには50 mmが望ましい)。目地面は洗浄し、緩んだ材料、ほこり、汚れを除去する。交換するモルタルは、元のモルタルと同じ仕様のものを使用する。異なるデューティーグレードや化学的性質を持つものを使用すると、周囲のライニングよりも早く劣化する不揃いな補修となる可能性がある。補修モルタルを洗浄した目地にしっかりと充填した後、炉を全運転温度に戻す前に、制御されたヒートアップスケジュールに従ってください。約10 mmを超える幅のクラックには、標準的なモルタルよりも補修用キャスタブルやプラスチック耐火物が適している場合があります。.
7:耐火モルタルは、金物店で売られているファーネスセメントと同じですか?
これらは関連製品ではあるが、必ずしも同一の製品ではない。「ファーネスセメント “は、金物店やホームセンターで販売されている高温接着・補修用コンパウンドの消費者製品ブランドによって使用されるマーケティング用語である。これらの製品は通常、DIY用に調合されたプレミックス耐火モルタルであり、一般に低~中程度の負荷の製品(約1260~1480℃の定格)で、専門家以外のユーザーによるコテ塗り用に最適化された粘度を持ち、便利な小型パッケージに入っている。工業用耐火モルタルは、一般消費者向けの「ファーネスセメント」製品では通常提供されない、検証済みの試験データや証明書とともに、はるかに広範なデューティーグレード、化学配合、包装サイズで供給される。住宅用の暖炉や薪ストーブの用途には、一般に、民生用の炉用セメント製品で十分である。工業炉の建設や補修には、文書化された仕様の工業用耐火モルタルを使用すべきである。.
8: 耐火モルタルはあらゆる種類の耐火レンガによく接着しますか?
耐火モルタルの接着性は、モルタルとレンガ表面の化学的適合性に依存する。耐火粘土モルタルは、耐火粘土および標準的なアルミナ-シリカれんがとよく接着する。高アルミナ質モルタルは、高アルミナ質れんがと効果的に接着します。避けるべき重要な不適合は、シリカモルタルと高アルミナ質レンガ(深刻な微分膨張の不一致)、アルミナ-シリカモルタルとマグネシアレンガ(界面での酸-塩基化学反応)、リン酸塩モルタルとマグネシアまたはクロム-マグネシアレンガ(リン酸塩は温度でマグネシアと不利に反応)です。さらに、特殊なレンガの種類(炭化ケイ素、グラファイト含有、またはカーボンレンガ)によっては、それらの材料用に特別に調合された特殊なモルタルが必要になります。標準的な組み合わせ以外の組み合わせを指定する場合は、必ずモルタルとレンガの相性を確認してください。.
9: 耐火モルタルはピザ窯やバーベキューに使えますか?
ピザ窯や野外調理の焚き火には、低デューティー耐火モルタルが適しています。薪で焼くピザ窯は通常、ハースで400~500℃、ドームで600℃に達します。この温度範囲は、定格1100~1260℃の標準的な低荷重耐火モルタルの能力の範囲内であり、かなりの安全マージンを提供する。ピザ窯の場合、モルタル製品が食品安全であることを確認する。工業用耐火モルタルの中には、工業環境では許容されるが、食品の近くでは適切でない化学添加物を含むものがある。多くの業者が、ピザ窯、パン焼き窯、バーベキュー用燻製器専用の食品安全または食品グレードの耐火モルタルを提供しています。これらの製品は、調理温度で揮発する可能性のある重金属やその他の潜在的に有害な化合物を含まないことが証明されています。.
10: 工業用途の耐火モルタルを購入する際には、どのような認定を見ればよいですか?
工業用耐火モルタルの調達には、以下の文書が必要である:製造施設のISO 9001品質管理システム認証、検証された温度定格(PCEまたは°C/°F)、化学組成(SiO₂、Al₂O₃、および主要酸化物)、および物理的特性(冷間圧壊強度、破断係数、温度による線形変化)が記載された製品データシート、記載された仕様への適合を確認する認定試験所からの試験報告書、GHS要件に準拠した安全データシート(SDS/MSDS)、およびEU調達の場合はREACH適合宣言。特殊なアプリケーションの場合、追加要件として、食品加工機器の検証済み食品安全コンプライアンス(FDA 21 CFRまたはEU食品接触材料規制)、アルミニウム産業アプリケーションの検証済み無リン証明、特定の使用環境(硫黄、アルカリ、酸雰囲気)の耐薬品性試験データなどが含まれる場合があります。AdTechは、耐火物システム製品のすべての商業注文に完全な文書パッケージを提供しています。.
要約:適切な耐火モルタルの仕様を最初に入手する
耐火モルタルは、仕様ミスの結果が建設予算全体における製品コストに比して不釣り合いに大きい材料のひとつである。主要な工業炉のライニングに使用されるモルタルは、耐火物の総コストのおそらく2~5%を占めるが、モルタルの仕様ミスは、レンガと施工労働への投資全体を破壊する接合不良を引き起こす可能性がある。.
モルタルのデューティーグレードを実際の使用温度に十分な余裕をもって合わせること、モルタルの化学的性質をレンガの種類と使用環境に合わせること、施工と作業時期の要件に基づいて硬化機構を選択すること、適切な粘度と目地厚でモルタルを正しく塗布すること、管理されたヒートアップスケジュールに近道せずに従うこと。.
これらの原則は、金物店の炉用セメント缶で住宅の暖炉を塗り直す場合でも、1600℃のアルミ工業用キルン用にリン酸塩を含まない超高耐久性高アルミナモルタルを指定する場合でも適用されます。熱膨張、蒸気剥離、化学的適合性の物理学は、どの規模でも同じです。.
AdTechの耐火物製品エンジニアリングチームは、モルタルの仕様をお客様の特定のレンガタイプ、使用温度、およびプロセス化学環境に適合させるサポートを行っています。プロジェクト開始時に技術的に正しい仕様を決定することで、設計寿命の全期間にわたって信頼性の高い性能を発揮するライニングシステムが製造され、最終的にはサプライチェーンのすべての人にとってより良いものになると確信しています。.
耐火モルタル製品の仕様、技術データシート、サンプル請求については、アプリケーションの詳細をアドテックのテクニカルサポートチームまでご連絡ください。.
