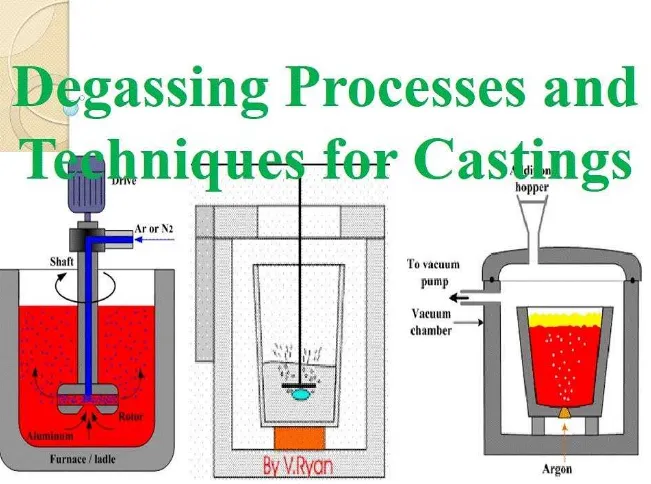
A роторная дегазационная установка, При правильном проектировании и эксплуатации это самый надежный и воспроизводимый метод удаления растворенного водорода и мелких неметаллических включений из расплавленных алюминиевых сплавов; он производит очень мелкие пузырьки инертного газа, которые захватывают газы и вымывают их из расплава, обеспечивая при этом сильное перемешивание расплава для гомогенизации, и часто может осуществлять введение флюса без использования хлорсодержащих солей.
1. Что такое роторная дегазационная установка?
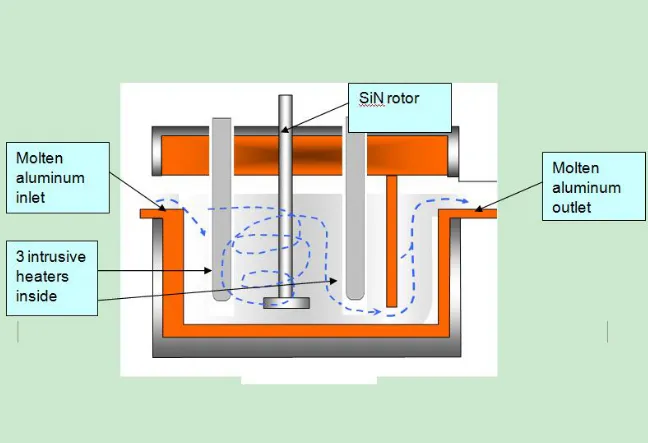
Роторная дегазационная установка - это промышленная система обработки расплава, которая вводит инертный газ через погруженную вращающуюся крыльчатку в расплавленный алюминий или алюминиевые сплавы. Вращающийся ротор разбивает поступающий газ на облако очень мелких пузырьков, обогащающих растворенный водород и всплывающих на поверхность оксидных или неметаллических включений. Этот метод обычно используется в операциях плавления, выдержки и переноса перед заливкой или литьем.

Дегазация алюминия с помощью роторной дегазационной установки онлайн
2. Почему дегазация имеет значение для алюминиевых отливок
Растворенный водород в жидком алюминии образует газовую пористость во время затвердевания. Пористость снижает механические свойства, такие как прочность на разрыв и удлинение, вызывает утечки в деталях, отлитых под давлением, и увеличивает количество брака. Неметаллические включения и неоднородность расплава приводят к дефектам поверхности, снижению усталостной прочности и неудовлетворительному внешнему виду изделий. Эффективная обработка расплава снижает процент брака, повышает производительность последующей обработки и может обеспечить более высокие допуски на отливки, что в совокупности оправдывает инвестиции в оборудование для обработки. Промышленные источники и тематические исследования постоянно показывают, что контролируемая ротационная дегазация инертным газом снижает пористость и улучшает качество продукции более эффективно, чем многие простые методы с использованием флюса или копья для распространенных литейных сплавов.
3. Основополагающий принцип работы
Ротационная дегазация основана на трех взаимосвязанных явлениях:
-
Газовая дисперсия: инертный газ, такой как азот, аргон или смесь газов, подается по пологому валу на погруженный ротор; ротор измельчает газ на микропузырьки с высокой площадью поверхности;
-
массоперенос: растворенный водород диффундирует в микропузырьки из-за градиента концентрации;
-
Флотация и коалесценция: пузырьки растут, поглощая водород, и плавуче переносят водород и мелкие включения к поверхности расплава, где они лопаются и удаляются.
Ротор также способствует перемешиванию расплава, что способствует гомогенизации температуры и легирующих элементов, а также ускоряет скорость массопереноса по сравнению со статическим орошением. Геометрия и скорость ротора определяют распределение пузырьков по размерам, что является ключевым регулятором эффективности дегазации.
4. Основные компоненты и дополнительные подсистемы
Ниже приведен краткий перечень компонентов и их краткое описание.
| Компонент | Роль |
|---|---|
| Приводной блок (двигатель / редуктор) | Вращает вал и ротор, может регулировать скорость для управления процессом |
| Погруженный в воду вал и ротор (рабочее колесо) | Генерирует пузырьки и обеспечивает перемешивание |
| Газоснабжение и регулятор | Подача аргона, азота или их смесей при контролируемом расходе и давлении |
| Полый вал или газовый канал | Подача газа к наконечнику ротора |
| Крепление и подъемная/наклонная рама | Позволяет безопасно вставлять и вынимать; поддерживает работу в печи или ковше |
| Панель управления с ПЛК | Управление скоростью, потоком газа, временем обработки, аварийными сигналами |
| Модуль впрыска флюса (опция) | Обеспечивает дозирование флюса с помощью газа-носителя, когда это необходимо |
| Датчики: температура расплава, расход газа, крутящий момент | Для валидации процесса и блокировки безопасности |
| Перегородки / брызговики и капот | Собирает отложения флюса и ограничивает окисление |
| Вытяжка / улавливание дыма (при необходимости) | Улавливание паров для соблюдения экологических норм |
(Варианты комплектации систем, включая мобильные и стационарные установки, см. в брошюрах производителей).
5. Типичные параметры процесса и их влияние на производительность
Операторы настраивают эти переменные для достижения заданной концентрации водорода и уровня включения:
| Параметр | Типовой диапазон (промышленность) | Влияние на производительность дегазации |
|---|---|---|
| Тип газа | Азот или аргон, чистота ≥ 99,99% | Аргон немного эффективнее, но дороже; азот используется для операций, чувствительных к цене |
| Расход газа | От 5 до 80 НЛ/мин для небольших установок, до нескольких сотен НЛ/мин для крупных станций | Более высокий поток увеличивает пропускную способность пузырьков, но слишком высокий поток приводит к образованию более крупных пузырьков и брызг |
| Скорость вращения ротора | От 200 до 2 000 об/мин в зависимости от конструкции ротора | Более высокие обороты приводят к образованию более мелких пузырьков, увеличению сдвига и ускорению массопереноса до оптимального значения. |
| Время лечения | Обычно от 1 до 10 минут на партию; в линейных системах от нескольких секунд до нескольких минут | Увеличение времени уменьшает количество водорода, но снижает производительность; уменьшение отдачи после достижения цели |
| Глубина погружения | От 50 до 300 мм от кончика ротора до свободной поверхности в зависимости от емкости | Более глубокое погружение улучшает время пребывания пузырьков, но увеличивает крутящий момент и потребность в электроэнергии |
| Угол наклона/колебаний | От 0 до 45 градусов для некоторых роторов | Обеспечивает более качественную зачистку и очистку поверхности при определенной геометрии ковша |
Эти диапазоны являются иллюстративными. Каждое литейное предприятие должно разработать технологическое окно для конкретных сплавов и геометрии емкости путем проб и анализа расплава. Поставщики могут предложить решения по управлению процессом, которые позволяют рассчитать оптимальные параметры на основе веса расплава и начального уровня газа.
6. Выбор конструкции ротора и вала
Геометрия ротора и материалы вала имеют решающее значение для срока службы, эффективности и реакционной способности в расплаве.
Распространенные типы роторов
-
Графитовые роторы: широко используется, поскольку графит легко поддается формовке, обеспечивает устойчивость к тепловым ударам и приемлемый срок службы во многих алюминиевых расплавах. Pyrotek и другие поставщики предлагают обработанный графит для уменьшения окисления.
-
Роторы из керамики и нитрида кремния: повышенная прочность и износостойкость; часто используются там, где требуется более длительный срок службы или устойчивость к высоким температурам. Для агрессивных производственных сред производители предлагают роторы из керамической серии.
-
Металлические роторы с защитными покрытиями: используются в специфических областях применения, где требуется механическая прочность, но требуют тщательного отбора, чтобы избежать загрязнения сплава.
Варианты исполнения валов
-
Полые графитовые или керамические валы для прохода газа; в некоторых системах используются нержавеющие или специальные сплавы с внутренними газовыми линиями и уплотнениями. Уплотнение вала и тепловое расширение определяют срок службы.
При выборе ротора учитываются стоимость, срок службы, влияние на химический состав расплава и эффективность образования пузырьков. Современные производители поставляют семейства роторов, настроенные на целевой размер пузырьков и конкретные группы сплавов.

7. Управление процессами, датчики и автоматизация
Современная роторная дегазационная станция обычно включает в себя систему управления, которая может обеспечивать:
-
программируемые рецепты обработки для сплава и массы расплава;
-
Управление по замкнутому циклу, при котором измеренный водород расплава (с помощью встроенного зонда или периодического отбора проб) или другие показатели регулируют время обработки, расход газа и скорость вращения ротора;
-
контроль крутящего момента для обнаружения износа ротора или заклинивания вала;
-
защитные блокировки по температуре, давлению газа и состоянию привода.
Поставщики предлагают усовершенствованные модули оптимизации процесса, которые рассчитывают необходимую обработку в зависимости от массы расплава, начального и целевого уровня водорода и геометрии емкости. Эти инструменты повышают воспроизводимость и снижают зависимость от оператора. Контроллеры SMARTT и аналогичные технологические контроллеры являются примерами предложений поставщиков, которые анализируют переменные и предлагают оптимальные уставки.
8. Сравнение с альтернативными методами дегазации
В этом разделе приводится прямое сравнение ротационной дегазации с другими распространенными подходами.
| Метод | Как это работает | Типичные сильные стороны | Типичные ограничения |
|---|---|---|---|
| Роторная дегазация инертным газом | Инертный газ, диспергируемый ротором, создает микропузырьки, которые отделяют водород | Высокая степень удаления водорода; хорошая гомогенизация; быстрая обработка | Требует обслуживания ротора; капитальные затраты выше, чем у копья или только флюса |
| Дегазация потоков (потоки ворса на поверхности) | Гранулированный флюс добавляется на поверхность, чтобы вступить в реакцию с включениями и способствовать флотации | Низкие капитальные затраты; простота | Менее эффективен для глубокого удаления водорода; использует расходные материалы для флюса; возможно использование хлорида/фторида |
| Впрыск флюса (ротационный впрыск флюса) | Частицы флюса, переносимые инертным газом и диспергируемые ротором | Сочетание дегазации с воздействием флюса; эффективное удаление включений | Требуется обработка флюса и удаление отложений |
| Дегазация ланса | Газ вводится через копье или трубку, которая не вращается | Низкая стоимость, простота | Больший размер пузырьков, более медленный массоперенос, менее эффективное удаление водорода |
| Вакуумная дегазация | Пониженное давление увеличивает десорбцию водорода | Очень эффективен для получения водорода в некоторых процессах | Более высокие капитальные затраты; сложность; не всегда практично для всех литейных производств |
По общему мнению специалистов, ротационная дегазация инертным газом обеспечивает оптимальное соотношение скорости удаления водорода и гибкости эксплуатации для многих алюминиевых литейных производств, а впрыск флюса позволяет дополнительно контролировать включения. Системы, сочетающие ротационную дегазацию с впрыском флюса, используются там, где критически важны и контроль водорода, и контроль включений.
9. Установка, обслуживание и техника безопасности
Установка
-
Убедитесь, что монтажная система и подъемник надежно выдерживают установку и извлечение ротора, а также динамические нагрузки во время работы.
-
Расположите шкаф управления и банки газовых баллонов в соответствии с местными нормами.
-
Рассмотрите возможность вытяжки или улавливания дыма у поверхности расплава для контроля флюса и паров оксидов.
Техническое обслуживание
-
Регулярный контроль геометрии ротора и уплотнений вала предотвращает внезапные поломки. Графитовые детали медленно окисляются и требуют плановой замены.
-
Контролируйте линии подачи газа и последовательность продувки для предотвращения попадания воздуха.
-
Держите на складе запасные роторы и часто изнашиваемые детали, чтобы свести к минимуму время простоя.
Безопасность
-
Всегда соблюдайте протоколы работы с горячим металлом, включая СИЗ для операторов.
-
При необходимости заблокируйте подачу газа, чтобы привод не мог работать без подачи газа.
-
Проведите тренинг по введению и извлечению в соответствии с безопасными, контролируемыми процедурами.
-
В соответствии с нормативными требованиями могут потребоваться средства контроля окружающей среды для улавливания потоков и дыма.
Необходимо строго следовать документации поставщика и местным нормам безопасности. Современные системы "под ключ" включают в себя множество рекомендованных защит и функций сигнализации, которые защищают операторов и целостность расплава.
10. Устранение неполадок и показатели производительности
Типичные показатели для мониторинга
-
Уровень водорода в расплаве до и после обработки (ppm)
-
Время обработки одной партии и снижение количества промилле в минуту
-
Характеристики крутящего момента и вибрации ротора
-
Количество брака и типы дефектов после обработки
Общие проблемы и их устранение
-
Недостаточное восстановление водорода: Возможные причины: слишком крупные пузырьки, недостаточное время обработки, неправильный тип газа или чрезмерная турбулентность расплава. Действия: увеличьте число оборотов ротора, если позволяет конструкция, оптимизируйте глубину погружения, проверьте чистоту и расход газа или попробуйте использовать другую геометрию ротора.
-
Чрезмерное разбрызгивание или завихрения: часто является результатом слишком высокого потока газа или близкого расположения ротора к поверхности. Уменьшите поток газа; увеличьте глубину погружения; проверьте выравнивание ротора.
-
Короткий срок службы ротора: из-за абразивных включений или неправильного выбора материала ротора. Рассмотрите возможность использования керамических роторов или обработанного графита; проверьте химический состав расплава и уменьшите количество загрязнений.
-
Непоследовательные результаты между сменами: обычно процедурные: внедрение рецептов, обучение операторов и автоматизация для обеспечения повторяемости.
Регулярное измерение водорода расплава и соотнесение показателей с качеством литья - проверенный способ подтверждения корректировки процесса.
11. Как выбрать правильное решение для ротационной дегазации
Подберите оборудование, соответствующее вашему профилю работы:
-
Размер партии и пропускная способность: Небольшие переносные установки подходят для тигельных цехов; стационарные станции или поточные роторы лучше подходят для непрерывных или высокопроизводительных установок.
-
Ассортимент сплавов: Некоторые сплавы более чувствительны к водородным или оксидным включениям; убедитесь, что поставщик имеет опыт работы с вашим семейством сплавов.
-
Желательная степень автоматизации: Контроль рецептов и водородные зонды снижают вариабельность работы оператора.
-
Расходные предпочтения: Если приоритетом является минимизация использования флюса, рекомендуется использовать дегазатор, поддерживающий высокоэффективную обработку инертным газом.
-
Сеть сервисного обслуживания и запасных частей: Выбирайте поставщика с местной поддержкой и возможностью замены ротора.
Поставщики предоставляют калькуляторы конфигурации и часто проводят технологические испытания, чтобы порекомендовать оптимальную конфигурацию.
12. Экологические и нормативные соображения
-
Флюсовые материалы и поверхностные отбросы могут потребовать сбора и надлежащей утилизации в соответствии с местными правилами обращения с опасными отходами.
-
Использование газа и хранение баллонов должно соответствовать нормам безопасности при работе со сжатым газом.
-
Вытяжка снижает воздействие вдыхаемых частиц и паров флюса. Многие поставщики предлагают кожухи и вытяжные устройства, соответствующие местным стандартам безопасности и охраны окружающей среды.
13. Факторы стоимости и окупаемость инвестиций
Необходимо учитывать капитальные, расходные и эксплуатационные расходы:
-
капитальные затраты на устройство и установку;
-
ресурс замены ротора и вала;
-
расход инертного газа;
-
расход флюса при использовании инжекции флюса;
-
экономия за счет уменьшения количества брака, повторной обработки и повышения качества принимаемой продукции.
Типичная модель окупаемости инвестиций включает в себя измерение процента снижения дефектов, повышение выхода продукции и дополнительный доход от деталей с более высокой стоимостью. Многие литейные заводы окупают стоимость оборудования за срок от нескольких месяцев до нескольких лет в зависимости от исходного уровня дефектов и стоимости продукции. В тематических исследованиях поставщиков приведены реальные примеры параметрических расчетов окупаемости инвестиций.
14. Практические советы по выполнению программы дегазации
-
Регистрируйте и отслеживайте значения водорода в расплаве и сопоставляйте их с результатами литья.
-
Начните с рекомендованных производителем рецептов, а затем проведите эксперименты, чтобы уточнить настройки для вашего сосуда и сплава.
-
Планируйте проверки роторов и интервалы замены на основе динамики крутящего момента, а не только по календарю.
-
Обучите нескольких операторов и зафиксируйте рецепты в ПЛК для обеспечения последовательности.
-
При необходимости использования флюса отдавайте предпочтение инжекции флюса на основе газа-носителя для лучшего рассеивания и снижения потерь поверхностного флюса.
15. Таблицы для быстрой справки
Таблица A. Типичное окно параметров для ротационной дегазации в алюминиевом литейном производстве
| Параметр | Небольшой магазин (40-1500 фунтов) | Средние/большие (1-5 тонн) |
|---|---|---|
| Газ | Азот или аргон | Азот, аргон или их смеси |
| Поток | 5-50 NL/min | 50-500 NL/min |
| Скорость вращения ротора | 300-1 200 об/мин | 200-1 800 об/мин |
| Глубина погружения | 50-150 мм | 100-300 мм |
| Время лечения | 1-5 мин | 2-10 мин |
Таблица B. Краткое описание плюсов и минусов
| Вариант | Плюсы | Cons |
|---|---|---|
| Роторный инертный дегазатор | Быстрое удаление водорода; гомогенизация; дополнительное впрыскивание флюса | Более высокая стоимость капитального и технического обслуживания по сравнению с простыми копьями |
| Дегазация ланса | Низкая стоимость; простота | Низкая эффективность; более крупные пузырьки |
| Поверхностный поток | Очень низкие капитальные затраты | Менее эффективен для водорода; расходные материалы и обработка отбросов |
Ротационная дегазация и качество расплава Вопросы и ответы
1. Какой газ лучше использовать для ротационной дегазации: азот или аргон?
2. Может ли ротационная дегазация удалять включения, а также водород?
3. Как часто следует заменять графитовые роторы?
4. Нужен ли флюс, если я использую ротационный дегазатор?
5. Можно ли использовать ротационную дегазацию для сплавов с реактивными элементами?
6. Как узнать о завершении процесса дегазации?
7. Что делать с испарениями и поверхностными отложениями?
8. Достаточно ли переносного роторного агрегата для небольшого литейного цеха?
9. Каковы типичные причины нестабильной работы дегазатора?
Общие переменные включают:
- Изменения чистоты газа (влага в газопроводе).
- Износ или неисправность ротора глубина погружения.
- Изменение температуры расплава или геометрии сосуда.
- Плохо прописанные или отмененные вручную рецепты процессов.
10. Предлагают ли поставщики поддержку в валидации процессов?
Поставщики с хорошей репутацией, такие как AdTech, предоставляют инженерная поддержка приложений. Это включает в себя испытания на месте и передовые системы контроля, которые помогают литейным предприятиям разрабатывать и проверять рецепты обработки с учетом особенностей сплавов и спецификаций литья.
Заключительные рекомендации по внедрению
-
Начните с пилотной программы: установите один роторный блок, определите протоколы измерения водорода и отслеживайте количество дефектов до и после.
-
Работайте с поставщиками, имеющими опыт работы с вашим семейством сплавов и масштабами производства; запросите пробную проверку процесса.
-
Инвестируйте в систему управления и измерительные возможности; повторяемость является наиболее важным фактором в реализации ROI.
-
Поддерживать программу запасных частей для роторов и часто изнашиваемых деталей; планировать время простоя в обслуживании в производственном графике.
