Эффективная дегазация не является чем-то необязательным; это единственный наиболее важный этап предварительной обработки, который непосредственно отделяет высокопрочные конструкционные алюминиевые детали от лома. Неспособность снизить содержание водорода ниже критического порога (обычно 0,15 мл H₂ на 100 г алюминия) приводит к катастрофической пористости, резкому снижению механических свойств (особенно пластичности и усталостной прочности) и значительным финансовым потерям. Отраслевым стандартом и наиболее эффективным методом является дегазация с вращающейся крыльчаткой (RID), часто с использованием газовой смеси аргона (Ar) и/или азота (N₂), в сочетании с измерением водорода в режиме реального времени с помощью систем типа Telegas или AlScan для точного контроля процесса. Для ADtech достижение максимальной производительности означает применение такого комплексного подхода, обеспечивающего минимальное количество растворенного газа и максимальный выход продукции в таких ответственных областях, как автомобильная и аэрокосмическая промышленность.
Почему алюминий нуждается в дегазации
Алюминий обладает уникальным металлургическим свойством: его растворимость в газообразном водороде резко снижается при переходе из расплавленного (жидкого) состояния в твердое.
| Государство | Растворимость водорода (прибл. при атмосферном давлении) |
| Жидкость (~700°C) | ~0,69 мл / 100 г Al |
| Твердый (~660°C) | ~0,04 мл / 100 г Al |
Когда металл остывает и затвердевает в форме, избыточный водород, неспособный оставаться в растворе, выпадает в осадок, образуя микроскопические пузырьки. Это явление, известное как газовая пористость, серьезно ухудшает прочность и качество поверхности конечного компонента. Источниками растворенного водорода являются влага в атмосфере печи, влажные флюсовые материалы, влажные инструменты и окисление поверхности заготовок.

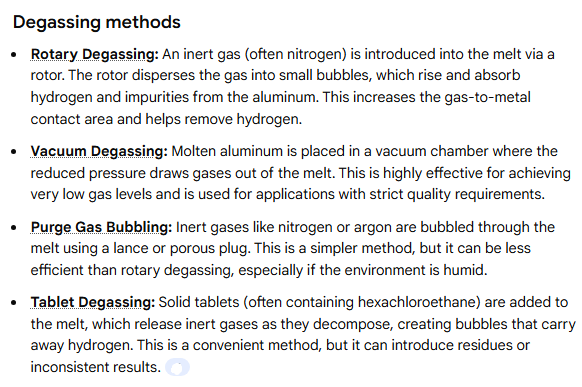
Спектр методов дегазации алюминия
Основная цель любого процесса дегазации - ввести инертный газ (газ-утилизатор) в расплав, где он сможет поглотить растворенный водород и вынести его на поверхность.
Устранение водорода: Три основные стратегии
Дегазация флюсом (историческая и дополнительная)
Исторически сложилось так, что в расплав погружают твердые таблетки или порошки (флюсы), содержащие хлор- или фторсодержащие соединения (например, гексахлорэтан, C₂Cl₆). В результате химической реакции выделяется зарождающийся газ Cl₂, который является чрезвычайно эффективным утилизатором, но выделяет значительное количество вредного дыма (загрязнение воздуха). Хотя сегодня этот метод не так распространен, специализированные нетоксичные флюсы по-прежнему используются в дополнение к механическим методам, одновременно удаляя оксиды и незначительные следы газа.
Стационарная лансировка инертным газом (базовый метод)
Это самый простой метод, предполагающий барботирование инертного газа (обычно N₂ или Ar) через копье (трубку), погруженное в расплав.
-
Плюсы: Низкие капитальные затраты, простота эксплуатации.
-
Конс: Низкая эффективность из-за большого и неоднородного размера пузырьков. Крупные пузырьки имеют плохое соотношение площади поверхности к объему, что приводит к плохому контакту газа с металлом и длительному времени обработки. Это также приводит к высокой турбулентности металла и образованию окалины.
Дегазация с вращающейся крыльчаткой (RID) (промышленный стандарт)
Это наиболее эффективный и широко распространенный во всем мире метод. Крыльчатка, обычно изготовленная из графита или карбида кремния для повышения коррозионной стойкости, вращается с высокой скоростью, а инертный газ (N₂, Ar или смесь) прокачивается через полый вал и попадает в расплав.
-
Механизм действия: Вращение разрезает поток газа на тысячи микроскопических пузырьков (~50-200 мкм). Такое значительное увеличение площади поверхности способствует быстрой диффузии растворенного водорода из жидкого алюминия на поверхность пузырьков. Мелкие, широко рассеянные пузырьки эффективно поднимают H₂ и неметаллические включения (оксиды) на поверхность, где они отделяются в виде окалины.
| Характеристика | Стационарный Лансинг | Дегазация с вращающейся крыльчаткой (RID) |
| Размер пузырька | Крупные, неоднородные (от мм до см) | Микроскопический, однородный (мкм) |
| Эффективность | Низкая (длительное время лечения) | Высокий (быстрое удаление H₂) |
| Образование окалины | Высокая (из-за сильной турбулентности) | Низкий (мягкое перемешивание) |
| Время процесса | 20 минут или более | Обычно от 5 до 10 минут |
Усовершенствованный контроль и оптимизация дегазации
Для достижения жестких требований к качеству современных сплавов необходимо точно контролировать параметры процесса. Ключевыми параметрами для RID являются:
-
Скорость вращения ротора: Более высокие скорости (например, 400-600 об/мин) увеличивают срезание пузырьков и эффективность, но слишком высокие скорости могут вновь вызвать турбулентность и образование окалины. Оптимальная скорость позволяет сбалансировать эффективность дегазации и контроль образования окалины.
-
Скорость потока газа: Измеряется в литрах в минуту (LPM). Поток должен быть достаточным для создания требуемой плотности пузырьков без чрезмерного перемешивания расплава. Типичный диапазон для тигля весом 1000 кг составляет 10-20 л/мин.
-
Время лечения: Непосредственно зависит от начального содержания водорода и чистоты сплава. Процесс останавливается, когда целевая концентрация водорода подтверждается измерением.
Примечание по оптимизации процессов: Оптимальный диапазон температур для дегазации обычно составляет 710-730°C. Обработка при более низких температурах снижает скорость реакции, но иногда необходима для специфических сплавов или тонкостенных отливок.
Методы измерения: Количественное определение растворенного водорода
Дегазация бесполезна без надежного количественного измерения концентрации растворенного водорода как до, так и после обработки. Эти измерения позволяют получить данные, необходимые для корректировки процесса и обеспечения качества.
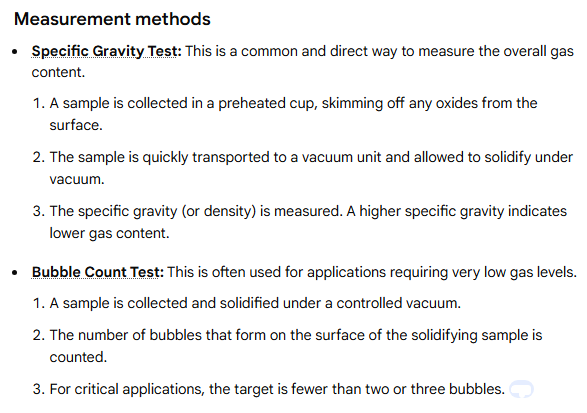
Испытание на пониженное давление (RPT) (качественное/полуколичественное)
RPT - это простой и экономически эффективный тест, используемый на литейном производстве для оценки эффективности дегазационной обработки.
-
Метод: Небольшой образец расплавленного алюминия заливается в стальной тигель, который сразу же помещается в вакуумную камеру. Давление снижают (обычно до 80 миллибар) и дают образцу затвердеть под вакуумом.
-
Интерпретация результатов: Снижение внешнего давления заставляет растворенный водород выходить из раствора более интенсивно, образуя более крупные, видимые поры в застывающем образце.
-
Высокая пористость: Указывает на плохую дегазацию (высокое содержание H₂).
-
Низкая пористость/гладкая поверхность: Указывает на хорошую дегазацию.
-
-
Ограничение: Это качественный тест; он дает только индекс содержания газа, а не точное числовое значение (например, мл / 100 г).
Прямое измерение водорода (количественное: Telegas/AlScan)
Эти приборы обеспечивают точное, количественное измерение растворенного водорода в режиме реального времени, позволяя контролировать важные процессы.
-
Механизм (принцип): Они используют инертный газ-носитель (часто Ar), который проходит через высокоселективный, устойчивый к расплавленному алюминию твердотельный электролитный датчик (например, стабилизированный CaO ZrO₂). Растворенный в алюминии водород диффундирует в поток газа-носителя, и датчик измеряет парциальное давление H₂ в газе-носителе, которое прямо пропорционально концентрации H₂, растворенного в расплаве (закон Генри).
-
Преимущества:
-
Точность: Указывается значение в мл / 100 г Al (например, 0,12 мл / 100 г).
-
Скорость: Измерения выполняются за считанные минуты, что позволяет сразу же получить обратную связь и внести коррективы в процесс.
-
Калибровка: Высокая точность при правильной калибровке, отвечающая требованиям самых взыскательных спецификаций.
-
Удаление включений и металлургическая чистота
Дегазация неразрывно связана с удалением включений, поскольку пузырьки инертного газа служат местом захвата неметаллических частиц, таких как оксид алюминия (Al₂O₃), оксид магния (MgO) и шпинели. Основное внимание здесь уделяется достижению превосходной металлургической чистоты.
Роль фильтров в конечном качестве
В то время как дегазация удаляет плавающие включения, фильтры необходимы для удаления микроскопических, взвешенных частиц, которые могут стать вредными дефектами в конечном продукте.
-
Фильтры из керамической пены (CFF): Наиболее распространенный тип, действующий как фильтр глубокого залегания для улавливания частиц. Они классифицируются по размеру пор (например, 30 PPI, 50 PPI).
-
Фильтры со связанными частицами (BPF): Используется для особо чистых приложений, обеспечивая превосходную эффективность фильтрации.
| Требование к компонентам | Начальная дегазация/флюсование | Фильтрация (CFF/BPF) |
| Удаление водорода | Основная функция | Вторичный/Нет |
| Крупные включения (окалина) | Первичное удаление | Захват остатков |
| Микро-включения | Вторичное удаление (удаление мусора) | Основная функция |
Тематическое исследование: Производство автомобильных конструктивных элементов на Среднем Западе США
| Параметр | Деталь |
| Расположение | Средний Запад США, крупный поставщик автомобильных компонентов (партнер ADtech) |
| Период времени | Q3-Q4 2024 |
| Компонент | Подвесная башня, отлитая под высоким давлением (HPDC) (алюминиевый сплав A356) |
| Первоначальный вызов | 12% коэффициент отбраковки из-за пористости подповерхностного слоя (Pinholes). |
| Предварительная обработка | Стационарная лансировка (N₂ при 15 л/мин в течение 20 мин). |
| Водородное чтение (до изменения) | В среднем 0,28 мл / 100 г |
| Реализованное решение | Переключился на ADtech Роторная импеллерная система дегазации. Параметры: N₂ при 12 л/мин, скорость вращения ротора 450 об/мин, время обработки 8 мин. |
| Водородные показания (после изменения) | В среднем 0,11 мл / 100 г |
| Результат | Доля отказов из-за пористости снизилась до < 1,5%. Значительное улучшение механических свойств (например, увеличение предела прочности на разрыв на 20%). |
Этот случай демонстрирует, что инвестиции в точную, контролируемую дегазацию с помощью роторной крыльчатки оправдываются немедленным и значительным сокращением отходов и улучшением качества продукции. Возможность достижения стабильно низкого содержания водорода имеет первостепенное значение для качества литья.
Часто задаваемые вопросы (FAQ) по дегазации алюминия
Вопрос 1: Какой основной газ необходимо удалить из расплавленного алюминия?
A: Основным газом, который необходимо удалить из расплавленного алюминия, является водород (H₂). Высокая растворимость алюминия в жидком состоянии в отношении H₂, в сочетании с резким снижением растворимости при затвердевании, является основной причиной газовой пористости отливок.
Вопрос 2: Каков целевой уровень водорода для высококачественных алюминиевых отливок?
A: Приемлемый целевой уровень для высококачественных, герметичных и конструкционных алюминиевых отливок обычно составляет менее 0,15 мл H₂ на 100 г алюминия. Для особо ответственных деталей аэрокосмической отрасли или автомобильной промышленности премиум-класса может быть установлен уровень 0,08 мл / 100 г.
Вопрос 3: Влияет ли температура расплава на процесс дегазации?
A: Да. Более высокие температуры увеличивают растворимость водорода (что затрудняет его удаление), но также снижают вязкость расплава, что увеличивает скорость диффузии водорода и подвижность пузырьков. Оптимальная дегазация обычно проводится чуть выше температуры литья, обычно 710-730°C.
Вопрос 4: Что такое окалина и почему дегазация связана с ее удалением?
A: Dross это слой оксидов металлов и захваченных веществ (включений), который образуется на поверхности расплавленного алюминия. Пузырьки инертного газа, образующиеся во время дегазации, в частности, при использовании метода Rotary Impeller, собирают эти неметаллические включения и всплывают на поверхность, где становятся частью слоя окалины, улучшая тем самым металлургическую чистоту.
Q5: Какой инертный газ лучше использовать для дегазации - аргон (Ar) или азот (N₂)?
A: Оба варианта эффективны. Азот как правило, является более экономичным. Аргон иногда предпочтительнее для сплавов Al-Mg, поскольку азот может вступать в реакцию с магнием с образованием нитридов (Mg₃N₂), хотя при стандартных температурах дегазации это случается редко. Многие литейные заводы используют комбинацию или переключаются в зависимости от стоимости и типа сплава.
Q6: Какова настройка LPM на роторном дегазаторе?
A: LPM означает "литры в минуту" и является мерой скорости потока инертного газа в расплавленный алюминий. Этот расход является критической переменной процесса, которая должна регулироваться в зависимости от объема расплава и начального содержания водорода.
Q7: Можно ли пересушить алюминий?
A: Хотя чрезмерное обезгаживание технически возможно, основной риск заключается не в удалении газа, а в излишнем времени обработки, повышенном потреблении энергии и чрезмерном образовании окалины в результате длительного перемешивания, которое может привести к попаданию оксидов обратно в расплав. Процесс должен быть немедленно остановлен, когда целевое содержание водорода подтверждено количественным измерением.
Q8: В чем самое большое преимущество дегазации с помощью роторного импеллера перед флюсованием?
A: Самым большим преимуществом является соответствие требованиям экологии и безопасности. В RID используются чистые инертные газы (N₂ или Ar), которые минимально загрязняют воздух, в отличие от флюсов на основе хлора, которые выделяют опасные и коррозионные пары. RID также значительно эффективнее удаляет водород.
Вопрос 9: Как проверить работоспособность дегазатора?
A: Производительность машины проверяется путем измерения содержания растворенного водорода. до и после лечения с помощью количественного прибора (например, датчика Telegas или AlScan) и расчета эффективность удаления водорода. Регулярное техническое обслуживание и калибровка ротора и вала также являются залогом стабильной работы.
Вопрос 10: Что такое “игольчатые отверстия” в алюминиевом литье?
A: Дыроколы представляют собой крошечные, обычно сферические пустоты или поры в литом металле, как правило, вблизи поверхности. Они являются прямым результатом выпадения в осадок растворенного водорода во время затвердевания, и их наличие - наиболее распространенный визуальный индикатор недостаточной дегазации.
Обязательства ADtech по обеспечению целостности литья
Для компаний, специализирующихся на производстве высокотехнологичных компонентов, особенно в сфере электронной мобильности и аэрокосмической промышленности, применение лучших в своем классе технологий обработки расплавленного металла является конкурентной необходимостью. Совместное использование высокоэффективной, контролируемой дегазации Rotary Impeller Degassing и точного прямого измерения водорода обеспечивает высочайшую степень контроля качества и операционной эффективности. ADtech предоставляет передовое оборудование и технические консультации, необходимые для постоянного снижения содержания водорода ниже критических пороговых значений, гарантируя превосходные механические свойства и практически полное отсутствие дефектов, связанных с пористостью. Это стремление к металлургической точности определяет новый стандарт целостности алюминиевого литья.
