A unidade de desgaseificação rotativa, quando concebido e operado corretamente, oferece o método mais fiável e repetível para remover o hidrogénio dissolvido e pequenas inclusões não metálicas das ligas de alumínio fundido; produz bolhas de gás inerte muito finas que capturam os gases e os fazem flutuar para fora da fusão, ao mesmo tempo que proporciona uma forte agitação da fusão para homogeneização, e pode frequentemente efetuar a injeção de fluxo sem utilizar sais à base de cloro.
1. O que é uma unidade de desgaseificação rotativa?
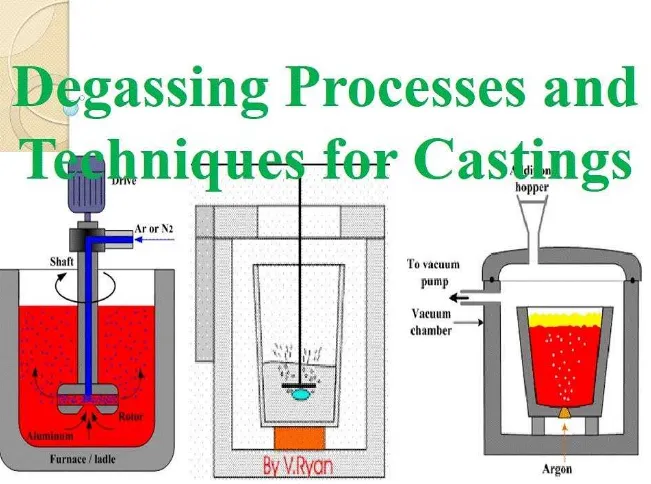
Uma unidade de desgaseificação rotativa é um sistema de tratamento de fusão industrial que injecta um gás inerte através de um rotor rotativo submerso em alumínio fundido ou ligas de alumínio. O rotor rotativo quebra o gás de entrada numa nuvem de bolhas muito pequenas que enriquecem o hidrogénio dissolvido e fazem flutuar óxidos ou inclusões não metálicas para a superfície. O método é normalmente utilizado em operações de fusão, retenção e transferência antes do vazamento ou da fundição.

Desgaseificação de alumínio por unidade de desgaseificação rotativa em linha
2. Porque é que a desgaseificação é importante para as peças fundidas de alumínio
O hidrogénio dissolvido no alumínio líquido forma uma porosidade gasosa durante a solidificação. A porosidade reduz as propriedades mecânicas, tais como a resistência à tração e o alongamento, causa fugas em peças fundidas sob pressão e aumenta as taxas de refugo. As inclusões não metálicas e a heterogeneidade na fusão conduzem a defeitos na superfície, a uma redução da vida à fadiga e a um aspeto inconsistente do produto. O tratamento eficaz da massa fundida reduz as taxas de rejeição, melhora o rendimento do processamento a jusante e pode permitir tolerâncias de fundição de valor mais elevado, o que, em conjunto, justifica o investimento em equipamento de tratamento. Fontes da indústria e estudos de caso mostram consistentemente que a desgaseificação rotativa controlada com gás inerte reduz a porosidade e melhora a qualidade do produto de forma mais eficaz do que muitos métodos simples de fluxo ou lança para ligas fundidas comuns.
3. Princípio de funcionamento fundamental
A desgaseificação rotativa assenta em três fenómenos interligados:
-
Dispersão de gás: um gás inerte, como o azoto, o árgon ou uma mistura de gases, é alimentado por um eixo oco até um rotor submerso; o rotor corta o gás em micro-bolhas com uma área superficial elevada;
-
transferência de massa: o hidrogénio dissolvido difunde-se para as microbolhas devido ao gradiente de concentração;
-
flotação e coalescência: as bolhas crescem absorvendo hidrogénio e transportam flutuantemente hidrogénio e pequenas inclusões para a superfície da fusão, onde se partem e são removidas.
O rotor também promove a agitação da massa fundida, o que ajuda a homogeneização da temperatura e dos elementos de liga, e acelera as taxas de transferência de massa em comparação com a lancetagem estática. A geometria e a velocidade do rotor determinam a distribuição do tamanho das bolhas, que é o botão de controlo chave para a eficiência da desgaseificação.
4. Principais componentes e subsistemas opcionais
Segue-se uma lista de verificação concisa dos componentes e uma breve descrição.
| Componente | Papel |
|---|---|
| Unidade de acionamento (motor / caixa de velocidades) | Roda o veio e o rotor, pode ter uma velocidade variável para controlo do processo |
| Veio submerso e rotor (impulsor) | Gera bolhas e proporciona agitação |
| Alimentação de gás e regulador | Fornece árgon, azoto ou misturas a caudal e pressão controlados |
| Veio oco ou passagem de gás | Fornece gás à ponta do rotor |
| Estrutura de montagem e de elevação / inclinação | Permite a inserção e remoção seguras; suporta o funcionamento no forno ou na panela |
| Painel de controlo com PLC | Gere a velocidade, o caudal de gás, o tempo de tratamento e os alarmes |
| Módulo de injeção de fluxo (opcional) | Permite a dosagem de fluxo assistida por gás de transporte quando necessário |
| Sensores: temperatura da fusão, fluxo de gás, binário | Para validação de processos e encravamentos de segurança |
| Deflectores / protecções contra salpicos e capota | Recolhe a espuma de fluxo e limita a oxidação |
| Exaustão / captação de fumos (se necessário) | Captura os fumos para conformidade ambiental |
(Ver brochuras do fabricante para variantes completas do sistema, incluindo instalações móveis e fixas).
5. Parâmetros típicos do processo e modo como cada um deles afecta o desempenho
Os operadores ajustam estas variáveis para atingir a concentração de hidrogénio e o nível de inclusão pretendidos:
| Parâmetro | Gama típica (indústria) | Efeito no desempenho da desgasificação |
|---|---|---|
| Tipo de gás | Azoto ou árgon, pureza ≥ 99,99% | O árgon é ligeiramente mais eficaz, mas mais caro; o azoto é comum para operações sensíveis ao preço |
| Caudal de gás | 5 a 80 NL/min para unidades pequenas, até várias centenas de NL/min em estações grandes | Um caudal mais elevado aumenta o rendimento das bolhas, mas um caudal demasiado elevado produz bolhas mais grosseiras e salpicos |
| Velocidade do rotor | 200 a 2.000 rpm, dependendo da conceção do rotor | Um número mais elevado de rotações tende a gerar bolhas mais pequenas, maior cisalhamento e uma transferência de massa mais rápida até um valor ótimo |
| Tempo de tratamento | 1 a 10 minutos por lote típico; sistemas em linha segundos a minutos | Um tempo mais longo reduz o hidrogénio mas reduz o rendimento; rendimentos decrescentes depois de atingido o objetivo |
| Profundidade de imersão | 50 a 300 mm da ponta do rotor à superfície livre, consoante o recipiente | Uma imersão mais profunda melhora o tempo de permanência das bolhas, mas aumenta o binário e as necessidades de energia |
| Ângulo de inclinação/oscilação | 0 a 45 graus para alguns rotores | Proporciona melhores padrões de varrimento e limpeza da superfície em determinadas geometrias de panelas |
Estas gamas são ilustrativas. Cada fundição deve desenvolver uma janela de processo para ligas específicas e geometria do vaso através de testes e análise da fusão. Os fornecedores disponibilizam soluções de controlo do processo que calculam os parâmetros ideais com base no peso da fusão e nos níveis iniciais de gás.
6. Opções de conceção do rotor e do veio
A geometria do rotor e os materiais do eixo são críticos para a vida útil, eficiência e reatividade na fusão.
Tipos comuns de rotores
-
Rotores em grafite: amplamente utilizado porque as máquinas de grafite são moldáveis, oferecem resistência ao choque térmico e uma vida útil aceitável em muitas fusões de alumínio. A Pyrotek e outros fornecedores oferecem grafite tratada para reduzir a oxidação.
-
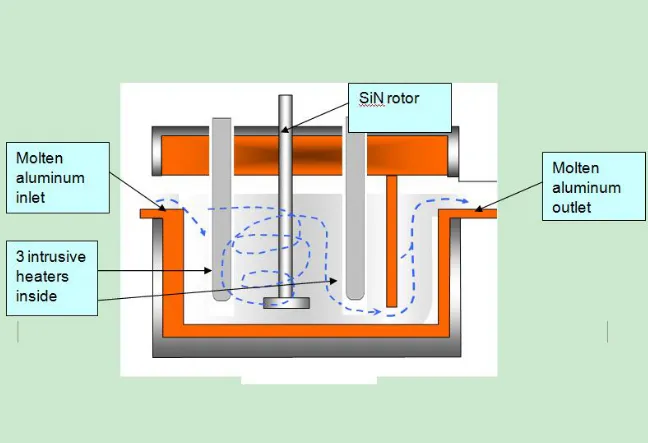
Rotores de cerâmica e de nitreto de silício: maior força e resistência ao desgaste; frequentemente utilizado quando é necessária uma vida mais longa ou estabilidade a temperaturas mais elevadas. Os fabricantes fornecem rotores da série cerâmica para ambientes de produção agressivos.
-
Rotores metálicos com revestimentos de proteção: utilizados em aplicações específicas em que é necessária robustez mecânica, mas exigem uma seleção cuidadosa para evitar a contaminação da liga.
Opções de eixo
-
Eixos ocos de grafite ou cerâmica para a passagem de gás são comuns; alguns sistemas utilizam ligas inoxidáveis ou especiais com linhas de gás internas e vedação. A vedação do veio e a conceção da expansão térmica determinam a vida útil.
A seleção do rotor equilibra o custo, a vida útil, o impacto na química da fusão e o desempenho da formação de bolhas. Os fabricantes modernos fornecem famílias de rotores ajustadas para atingir o tamanho da bolha e grupos de ligas específicos.

7. Controlo de processos, sensores e automatização
Uma estação de desgaseificação rotativa moderna inclui normalmente um sistema de controlo que pode fornecer:
-
receitas de tratamento programáveis em função da liga e do peso da fusão;
-
controlo em circuito fechado em que o hidrogénio fundido medido (utilizando uma sonda em linha ou amostragem periódica) ou outros indicadores ajustam o tempo de tratamento, o fluxo de gás e a velocidade do rotor;
-
monitorização do binário para detetar o desgaste do rotor ou o encravamento do veio;
-
Encravamentos de segurança relativos à temperatura, à pressão do gás e ao estado do acionamento.
Os fornecedores oferecem módulos avançados de otimização do processo que calculam o tratamento necessário com base no peso da massa fundida, nos níveis de hidrogénio iniciais e pretendidos e na geometria do recipiente. Estas ferramentas melhoram a repetibilidade e reduzem a dependência do operador. Os controladores de processo SMARTT e similares são exemplos de ofertas de fornecedores que analisam variáveis e propõem pontos de ajuste ideais.
8. Comparação com métodos alternativos de desgaseificação
Esta secção fornece uma comparação direta da desgaseificação rotativa com outras abordagens comuns.
| Método | Como funciona | Pontos fortes típicos | Limitações típicas |
|---|---|---|---|
| Desgaseificação rotativa com gás inerte | O gás inerte disperso por um rotor cria microbolhas que retiram o hidrogénio | Elevada remoção de hidrogénio; boa homogeneização; tratamento rápido | Requer manutenção do rotor; custo de capital mais elevado do que a lança ou o fluxo apenas |
| Desgaseificação de fluxo (fluxos de pilha à superfície) | O fluxo granular é adicionado à superfície para reagir com as inclusões e promover a flutuação | Baixo custo de capital; simples | Menos eficaz na remoção de hidrogénio em profundidade; utiliza consumíveis de fluxo; potencial para utilização de cloreto/fluoreto |
| Injeção de fluxo (injeção de fluxo rotativo) | Partículas de fluxo transportadas por gás inerte e dispersas pelo rotor | Combina a desgaseificação com a ação do fluxo; remoção eficaz de inclusões | Manuseamento do fluxo e gestão da escória necessários |
| Desgaseificação Lance | Gás introduzido através de uma lança ou de um tubo que não roda | Baixo custo, simples | Bolhas maiores, transferência de massa mais lenta, remoção menos eficiente do hidrogénio |
| Desgaseificação por vácuo | A redução da pressão aumenta a dessorção do hidrogénio | Muito eficaz para o hidrogénio em alguns processos | Custo de capital mais elevado; complexidade; nem sempre é prático para todas as fundições |
O consenso geral da indústria refere que a desgaseificação rotativa de gás inerte proporciona a melhor relação entre velocidade de remoção de hidrogénio e flexibilidade operacional para muitas operações de fundição de alumínio, enquanto a injeção de fluxo acrescenta um maior controlo da inclusão. Os sistemas que combinam a desgaseificação rotativa com a injeção de fluxo são utilizados quando o controlo do hidrogénio e da inclusão são críticos.
9. Instalação, manutenção e considerações de segurança
Instalação
-
Assegurar que o sistema de montagem e o guincho podem suportar com segurança a inserção e extração do rotor e as cargas dinâmicas durante o funcionamento.
-
Posicione o armário de controlo e os bancos de garrafas de gás em conformidade com os códigos locais.
-
Considerar a extração ou captura de fumos perto da superfície da fusão para controlar o fluxo e os fumos de óxido.
Manutenção
-
A inspeção regular da geometria do rotor e dos vedantes do veio evita falhas súbitas. As peças de grafite oxidam lentamente e necessitam de substituição programada.
-
Monitorizar as linhas de fornecimento de gás e as sequências de purga para evitar a entrada de ar.
-
Mantenha em stock rotores sobresselentes e peças de desgaste comuns para minimizar o tempo de inatividade.
Segurança
-
Seguir sempre os protocolos de manuseamento de metais quentes, incluindo EPI para os operadores.
-
Bloquear o fornecimento de gás para que o acionamento não possa funcionar sem fluxo de gás, quando necessário.
-
Fornecer formação para inserção e extração segundo procedimentos seguros e controlados.
-
Os controlos ambientais para a captura de fluxos e fumos podem ser exigidos por regulamento.
A documentação do fornecedor e os códigos de segurança locais devem ser seguidos à risca. Os sistemas chave-na-mão modernos incluem muitas salvaguardas recomendadas e funções de alarme que protegem os operadores e a integridade da fusão.
10. Resolução de problemas e métricas de desempenho
Métricas típicas a monitorizar
-
Nível de hidrogénio fundido antes e depois do tratamento (ppm)
-
Tempo de tratamento por lote e redução de ppm por minuto
-
Assinaturas de binário e vibração do rotor
-
Taxa de refugo e tipos de defeitos após o tratamento
Problemas comuns e correcções
-
Redução insuficiente do hidrogénio: Causas possíveis: bolhas demasiado grossas, tempo de tratamento insuficiente, tipo de gás incorreto ou turbulência excessiva da fusão. Acções: aumentar as rotações do rotor se o projeto o permitir, otimizar a profundidade de imersão, verificar a pureza e o fluxo do gás ou experimentar uma geometria alternativa do rotor.
-
Salpicos ou vórtices excessivos: frequentemente o resultado de um caudal de gás demasiado elevado ou de um rotor próximo da superfície. Reduzir o caudal de gás; aumentar a profundidade de imersão; verificar o alinhamento do rotor.
-
Vida curta do rotor: devido a inclusões abrasivas ou a uma má escolha do material do rotor. Considerar rotores de cerâmica ou grafite tratada; inspecionar a química da fusão e reduzir os contaminantes.
-
Resultados incoerentes entre turnos: normalmente processuais: implementar receitas, formação de operadores e automatização para repetibilidade.
A medição de rotina do hidrogénio da massa fundida e a correlação das métricas com a qualidade da fundição é a forma comprovada de validar os ajustes do processo.
11. Como escolher a solução de desgaseificação rotativa correta
Combine o equipamento com o seu perfil operacional, considerando:
-
Tamanho do lote e rendimento: pequenas unidades portáteis são adequadas para oficinas de cadinhos; estações fixas ou rotores em linha são melhores para instalações contínuas ou de elevado rendimento.
-
Gama de ligas: certas ligas são mais sensíveis a inclusões de hidrogénio ou de óxido; assegurar a experiência do fornecedor com a sua família de ligas.
-
Grau de automatização desejado: O controlo de receitas e as sondas de hidrogénio reduzem a variabilidade do operador.
-
Preferências de consumo: se a minimização da utilização de fluxo for uma prioridade, é aconselhável um desgaseificador que suporte um tratamento de gás inerte de elevada eficiência.
-
Rede de assistência técnica e de peças sobressalentes: escolher um fornecedor com apoio local e opções de substituição do rotor.
Os fornecedores disponibilizam calculadoras de configuração e realizam frequentemente ensaios de processos para recomendar uma configuração óptima.
12. Considerações ambientais e regulamentares
-
Os materiais de fluxo e a escuma da superfície podem exigir a recolha e eliminação adequada ao abrigo das regras locais relativas a resíduos perigosos.
-
A utilização do gás e o armazenamento das garrafas devem respeitar as normas de segurança relativas ao gás comprimido.
-
A extração de fumos reduz a exposição a partículas respiráveis e fumos de fluxo. Muitos fornecedores oferecem caixas e opções de extração para cumprir as normas locais de segurança no local de trabalho e ambientais.
13. Factores de custo e retorno do investimento
Custos de capital, de consumíveis e de funcionamento a considerar:
-
custo de capital da unidade e da instalação;
-
vida útil de substituição do rotor e do veio;
-
consumo de gás inerte;
-
consumo de fluxo se for utilizada a injeção de fluxo;
-
poupanças resultantes da redução da sucata, do retrabalho e da maior aceitação do produto.
Um modelo típico de ROI inclui a medição da percentagem de redução de defeitos, a melhoria do rendimento e a receita incremental de peças de maior valor. Muitas fundições recuperam o custo do equipamento em meses a alguns anos, dependendo da linha de base dos defeitos e do valor da produção. Os estudos de caso do fornecedor fornecem exemplos reais de cálculos de ROI parametrizados.
14. Conselhos práticos para executar um programa de desgaseificação
-
Registo e tendência dos valores de hidrogénio de fusão e correlação com os resultados da fundição.
-
Comece com as receitas recomendadas pelo fornecedor e, em seguida, efectue experiências concebidas para aperfeiçoar as definições para o seu recipiente e liga.
-
Programe as inspecções dos rotores e os intervalos de substituição com base nas tendências de binário e não apenas no calendário.
-
Formar vários operadores e bloquear receitas no PLC para garantir a consistência.
-
Quando for necessário fluxo, preferir a injeção de fluxo com base em gás de transporte para uma melhor dispersão e menores perdas de fluxo superficial.
15. Quadros para consulta rápida
Quadro A. Janela de parâmetros típica para desgaseificação rotativa em fundição de alumínio
| Parâmetro | Pequena loja (40-1500 lb) | Médio/grande (1-5 toneladas) |
|---|---|---|
| Gás | Azoto ou árgon | Azoto, árgon ou misturas |
| Fluxo | 5-50 NL/min | 50-500 NL/min |
| Velocidade do rotor | 300-1.200 rpm | 200-1.800 rpm |
| Profundidade de imersão | 50-150 mm | 100-300 mm |
| Tempo de tratamento | 1-5 min | 2-10 min |
Quadro B. Resumo rápido dos prós e contras
| Opção | Prós | Contras |
|---|---|---|
| Desgaseificador rotativo de inertes | Remoção rápida de hidrogénio; homogeneização; injeção de fluxo opcional | Capital e manutenção mais elevados do que as lanças simples |
| Desgaseificação Lance | Baixo custo; simples | Menor eficiência; bolhas maiores |
| Fluxo de superfície | Despesas de capital muito reduzidas | Menos eficaz para o hidrogénio, consumíveis e manuseamento de escórias |
FAQ sobre desgaseificação rotativa e qualidade da fusão
1. Que gás é melhor para a desgaseificação rotativa: azoto ou árgon?
2. A desgaseificação rotativa pode remover inclusões, bem como hidrogénio?
3. Com que frequência devo substituir os rotores de grafite?
4. O fluxo continua a ser necessário se eu utilizar um desgaseificador rotativo?
5. A desgaseificação rotativa pode ser utilizada em ligas com elementos reactivos?
6. Como é que sei quando o processo de desgaseificação está concluído?
7. O que é que se deve fazer em relação aos fumos e à escuma da superfície?
8. Uma unidade rotativa portátil é adequada para uma pequena fundição?
9. Quais são as causas típicas de um desempenho de desgaseificação inconsistente?
As variáveis comuns incluem:
- Variações da pureza do gás (humidade na conduta de gás).
- Desgaste ou incorreção do rotor profundidade de imersão.
- Alterações na temperatura da fusão ou na geometria do recipiente.
- Receitas de processo mal definidas ou anuladas manualmente.
10. Os fornecedores oferecem apoio à validação de processos?
Fornecedores de renome como a AdTech fornecem apoio à engenharia de aplicações. Isto inclui ensaios no local e sistemas de controlo avançados que ajudam as fundições a estabelecer e validar receitas de tratamento adaptadas às suas ligas específicas e especificações de fundição.
Recomendações finais para implementação
-
Comece com um programa piloto: instale uma única unidade rotativa, defina protocolos de medição para o hidrogénio e acompanhe as taxas de defeitos antes e depois.
-
Trabalhar com fornecedores experientes na sua família de ligas e escala de produção; solicitar um ensaio de validação do processo.
-
Investir num sistema de controlo e numa capacidade de medição; a repetibilidade é o fator mais importante para a realização do ROI.
-
Manter um programa de peças sobressalentes para rotores e peças de desgaste comuns; planear o tempo de paragem para manutenção na programação da produção.
