耐火モルタル 耐火モルタルは、従来のポルトランドセメントでは完全に破壊してしまうような極端な高温、熱サイクル、および化学的に侵食性の高い環境に耐えるように特別に設計された高温接合材です。耐火モルタルは、焼成耐火粘土、シリカ、アルミナ、炭化ケイ素などの耐火性骨材を主成分とし、結合剤と組み合わせることで、配合によっては900°Cから1800°C(1650°F~3270°F)をはるかに超える温度まで、構造的完全性を維持します。モルタルは、炉、キルン、ボイラー、焼却炉、および石油化学反応器において、耐火レンガ、キャスタブルブロック、およびセラミックファイバーモジュール間の重要な接合材として機能します。耐火モルタルを適切に選択し、塗布しなければ、最高品質の耐火レンガ設備であっても、工業的な運転条件下では急速に破損してしまいます。.
プロジェクトで耐火モルタルを使用する必要がある場合、次のことが可能です。 お問い合わせ お見積もりは無料です。.
耐火モルタルの選定は、耐火レンガそのものの選定に比べて過小評価されがちです。これはコストのかかる間違いです。耐火物ライニングの総質量の最大15%を占めることもある目地材は、熱効率、構造寿命、メンテナンスサイクルを直接支配します。.
モルタルを「耐火性」にするものは何か?
リフラクトリー」という言葉自体は、ラテン語に由来する。 屈折, モルタルが耐火物であるのは、通常の建築用接着剤やセメントでは破壊されてしまうような高温が持続しても、機械的な接着強度と化学的安定性を維持する場合である。モルタルは、通常の建築用接着剤やセメントが破壊されるような高温が持続しても、機械的な接着強度と化学的安定性を保持する場合に耐火物として認定されます。.
標準的なポルトランドセメントは、300℃前後で構造強度を失い始め、約600℃までに完全に分解する。これとは対照的に、耐火モルタルの実際の使用強度は次のようになります。 を通して 焼成。熱処理は、従来のモルタルにはまったくない焼結反応とセラミック結合反応を引き起こす。.
難治性分類を定義する中核的基準
モルタルが国際規格(ISO 1927、ASTM C71)で耐火物と分類されるためには、いくつかの重要な基準を満たさなければならない:
- 耐荷重性(RUL): 使用温度において、機械的ストレスで材料が大きく変形してはならない。.
- パイロメトリック・コーン等価(PCE): ほとんどの工業用グレードの最低コーン定格はSK 26(約1580℃)。.
- パーマネント・リニア・チェンジ(PLC): 焼成後の寸法変化は許容範囲内でなければならない(通常±2%以下)。.
- 冷間破砕強度(CCS): 接合部の完全性を維持するための、焼成後の十分な圧縮強度。.
- 耐薬品性: スラグ、ガス、溶融金属の浸透に対する耐性。.
私たちは、管理された実験室環境で数多くの配合をテストし、「耐火物」のカテゴリーであっても、同一の熱サイクル条件下では、中グレードのモルタルとハイグレードのモルタルの性能差は劇的であることを観察しました。これらの基準を理解せずに、純粋に価格だけで選択することは、よくある避けられる間違いです。.

化学組成と原材料
耐火モルタルの特性は、その化学組成に直接起因します。各成分の役割を理解することは、エンジニアや調達スペシャリストが十分な情報に基づいた購買決定を行うのに役立ちます。.
一次耐火性骨材
| 原材料 | Al₂O₃含有量 | 最高使用温度 | キー・プロパティ |
|---|---|---|---|
| ファイヤークレイ(焼成) | 25-45% | 1350-1500°C | コストパフォーマンスが高く、適度な負荷 |
| 高アルミナ骨材 | 45-90% | 1500-1750°C | 高強度、耐熱衝撃性 |
| シリカ(ガニスター) | 93-97% SiO₂ | 1650-1700°C | 高温での優れた体積安定性 |
| 溶融アルミナ | 95-99% Al₂O₃ | 1800℃まで | プレミアムグレード、高純度 |
| 炭化ケイ素(SiC) | — | 1400-1700°C | 卓越した熱伝導性 |
| マグネシア (MgO) | — | 1700-2000°C | 基礎化学、耐スラグ性 |
| クロマイト | — | 1600-1800°C | 製鉄環境に最適 |
| ジルコニア (ZrO₂) | — | 最高2200℃まで | 超高温特殊用途 |
セカンダリーコンポーネントとバインダー
耐火性骨材だけでなく、バインダーシステムも、施工時や初期加熱時のモルタルの挙動を左右する:
油圧バインダー: アルミン酸カルシウムセメント(CAC)は、耐火モルタルに最も広く使われている水硬性バインダーである。水との水硬反応により、グリーン強度(焼成前の強度)を与える。Al₂O₃含有量の高いCAC(70%+)は、標準的な40%アルミナCACよりも高温で著しく優れた性能を発揮する。.
化学バインダー: ケイ酸ナトリウム、リン酸、コロイダルシリカは、水硬性ではなく化学反応によって硬化する化学バインダーとして機能する。これらは、補修や補強に使われる空気硬化モルタルで特に重宝される。.
有機の一時的バインダー: デキストリン、糖蜜、または有機ポリマーを添加することで、施工時に作業性とグリーン強度が得られ、最初の焼成時には有害な残留物を残すことなくきれいに燃え尽きる。.
ファイン・マトリックス・フィラー マイクロシリカ(シリカフューム)、反応性アルミナ、フライアッシュは、骨材粒子間の粒子径ギャップを埋め、密度、耐薬品性を向上させ、空隙率を減少させる。.
分類ベンチマークとしてのアルミナ含有量
アルミナ含有量(Al₂O₃%)は、ほとんどの耐火モルタルの主要な分類軸として機能する:
| 分類 | Al₂O₃ % | 温度範囲 | 代表的なアプリケーション |
|---|---|---|---|
| ファイアークレイ・グレード | 25-45% | 最高1350℃まで | レンガ窯、煙突 |
| セミシリカ | < 高SiO₂を含む30% | 1500℃まで | ガラスタンクの基礎 |
| 高アルミナ(低) | 45-60% | 1600℃まで | セメントロータリーキルン |
| ハイアルミナ(中) | 60-75% | 最高1700℃まで | 鋼鉄取鍋、電気アーク炉 |
| ハイアルミナ(高) | 75-90% | 最高1780℃まで | 高炉用熱風ストーブ |
| コランダム・グレード | 90-99% | 1850℃まで | 石油化学改質管 |
| 超高純度 | 99%+ | 2000℃まで | 特殊研究所および航空宇宙 |
耐火モルタルの種類について
耐火モルタルを分類するには、次の2つの重複するシステムを理解する必要がある。 設定機構 で分類される。 化学的性質. .どちらも異なる理由で重要だ。.
設定メカニズムによる分類
空気硬化耐火モルタル
空気硬化モルタルは、常温で起こる化学反応によって硬化し、初期接着強度を発現する。結合のメカニズムは、一般的にケイ酸ナトリウムまたはリン酸塩ベースの化学結合剤が酸化アルミニウムまたはシリカ粒子と反応することです。.
利点がある:
- 部分的に冷却された機器の修理作業に使用できる。.
- 数時間以内に実用的な強さを身につける。.
- 簡単に再焼成できない場所に適している。.
制限:
- 熱硬化型に比べ、一般的に極限強度が低い。.
- 使用前に十分に乾燥させないと、湿気の影響を受けやすい。.
熱硬化性耐火モルタル
熱硬化性モルタルは、施工が最低焼成温度(通常800℃~1200℃)に達したときにのみ活性化する焼結反応またはセラミック結合反応に依存している。焼成前の接合部は、機械的強度が最低限しかないため、取り扱いに注意が必要です。.
このカテゴリーは、鉄鋼、セメント、ガラス製造に使用される高性能耐火モルタルの大部分を占める。最終的な結合は、空気硬化性の代替品と比較して優れた強度と耐薬品性を持つ真のセラミック結合です。.
水硬性耐火モルタル
水硬性モルタルは、カルシウムアルミネートセメントを結合材として使用するモルタルの一種で、セメントの水和によって急速に強度が発現するグリーン強度と、使用中に発現する高温セラミック結合の利点を併せ持つ。水硬性モルタルは、迅速な施工と厳しい使用条件の両方を必要とする場合に特に人気がある。.
化学的性質による分類
酸性耐火モルタル
シリカ(SiO₂)を主成分とするモルタルは、酸性スラグやフラックスからの攻撃に耐える。ガラス炉、非鉄製錬、コークス炉バッテリーで一般的。塩基性耐火物と接触してはならず、汚染は共晶融解と接合不良を引き起こす。.
基本的な耐火モルタル
マグネシア(MgO)、ドロマイト、またはクロムマグネシア組成物から調合される塩基性耐火モルタルは、アルカリ性スラグに抵抗し、塩基性フラックス化学が支配的な製鋼転換炉、電気アーク炉、セメントロータリーキルンでは不可欠である。.
中性耐火モルタル
酸性と塩基性の両方の環境からの攻撃に耐える高アルミナとクロムベースの配合。これらは最も汎用性の高いカテゴリーであり、混合スラグの化学的性質やプロセス条件の変化によって不確実性が生じる現代の工業設備で最も広く指定されています。.
特殊耐火モルタルの種類
| スペシャリティ・タイプ | 主な特徴 | 主な用途 |
|---|---|---|
| カーボン/グラファイト・モルタル | 導電性、非濡れ性 | 高炉炉床、アルミニウム製錬所 |
| 断熱モルタル | 熱伝導率が低い | バックアップライニング層、キルンクラウン |
| キャスタブル耐火モルタル | フリーフローまたは振動鋳造 | 複雑な形状、モノリシックライニング |
| リン酸塩モルタル | 優れた耐薬品性 | 鋼鉄取鍋、誘導炉 |
| コロイダル・シリカ結合 | 超低セメント、高純度 | 石油化学、半導体加工 |
| ガンニング迫撃砲 | スプレー塗布のための特定の粒子サイジング | 緊急補修、大面積補修 |
主な物理的および熱的特性
耐火モルタルの測定可能な性能特性を理解することは、技術仕様と調達時の品質管理の両方にとって不可欠である。.
重要な熱特性
屈折率(PCE評価):
パイロメトリック・コーン等価試験は、テスト・コーンが自重で変形する温度を測定します。この値によって、材料の絶対的な上限温度が決まります。ほとんどの市販耐火モルタルの温度範囲は PCE 26 (1580°C) から PCE 38 (1820°C) です。.
耐熱衝撃性:
この特性は、材料が急激な温度変化にもひび割れすることなく耐えられるかどうかを示す。熱伝導率、熱膨張係数、弾性率によって支配される。弾性率が低く、熱伝導率が高いモルタルは、一般に熱サイクル下で優れた性能を発揮します。.
熱伝導率:
断熱モルタルの約0.3W/m・Kから炭化ケイ素ベースの配合では4W/m・Kを超える。この特性は、炉のエネルギー効率モデリングにおける熱損失計算に直接影響する。.
熱膨張係数(CTE):
モルタルのCTEは、ヒートアップとクールダウンのサイクル中に接合部が開く可能性のある膨張応力の差を防ぐために、隣接する耐火レンガと慎重に一致させる必要があります。ミスマッチは、早期接合不良の主な原因です。.
重要な機械的特性
| プロパティ | 試験方法 | 典型的な範囲 | 単位 |
|---|---|---|---|
| 冷間破砕強度(CCS) | ASTM C133 | 5-80 | MPa |
| 破壊係数(MOR) | ASTM C133 | 1-15 | MPa |
| パーマネント・リニア・チェンジ(PLC) | ASTM C210 | -0.5 から +1.5 | % |
| 見かけの気孔率 | ASTM C20 | 15-30 | % |
| かさ密度 | ASTM C20 | 1.8-3.2 | g/cm³ |
| 吸水 | ISO 5017 | 5-15 | % |
耐薬品性特性
耐スラグ性:
標準化されたスラグカップ試験または回転ドラム試験で評価。モルタル母材の鉱物学的性質によって、酸性、塩基性、中性のスラグ組成に耐えるかどうかが決まる。.
耐アルカリ性:
アルカリ蒸気(カリウムとナトリウムの化合物)が凝縮して耐火物接合部を攻撃し、体積膨張や剥落を引き起こすセメントキルン用途には不可欠。.
耐酸化性:
酸素の侵入が脱炭や接着強度の低下を引き起こす可能性のある鉄鋼用途の炭素含有モルタルに重要。.
こちらもお読みください: 耐火モルタルと耐火セメントの比較.
耐火モルタルと通常のモルタルの違い
この質問は調達やエンジニアリングの議論では頻繁に出てくるもので、その答えは単なる温度定格以上のものがある。その違いは基本的なもので、材料科学、応用技術、期待される性能に及ぶ。.
サイド・バイ・サイド比較
| プロパティ | 普通ポルトランド・モルタル | 耐火モルタル |
|---|---|---|
| 最高使用温度 | 200-300°C | 900-2000°C+ |
| セッティング・メカニズム | 水硬性(水+セメント) | セラミック焼結、ケミカルボンド |
| ストレングス開発 | 温度によって減少する | 温度により上昇(限界まで) |
| ケミカルシステム | ケイ酸カルシウム水和物 | アルミナ-シリカ、マグネシア、SiC系 |
| 多孔性 | 10-20% | 15-30%(熱特性用) |
| コスト | 低($0.10~0.50/kg) | 中~高($2~100+/kg) |
| 賞味期限 | 12~24カ月 | 6~18ヵ月(ドライ)、3~6ヵ月(プレミックス) |
| アプリケーションスキル | 基本的な石積み | 訓練を受けた耐火物施工業者が必要 |
| ジョイントの厚さ | 5-20mm標準 | 緻密なレンガ用には1~5mm、断熱材用には25mmまで |
| 硬化プロセス | 水養生 | 制御されたヒートアップスケジュールが必要 |
一方を他方に置き換えることができない理由
私たちは、経験の浅い建設業者が、製品のデータシートに記載された誤った定格温度に基 づいて、ポルトランド系の水硬性モルタルを含む高温定格の建設製品を炉に使用しよ うとしたケースに実際に遭遇したことがあります。これらの施工は例外なく、最初の焼成サイクルで失敗しました。その理由は単純で、通常のモルタルはケイ酸カルシウム水和物ゲルの形成によって強度を発揮するが、このゲルは600℃を超えると不可逆的に分解するからである。どのような添加剤や改質剤も、この基本的な熱力学的限界を克服することはできない。.
主要セクターにおける産業用アプリケーション
耐火モルタルは、地球上のほぼすべてのエネルギー多消費産業に関わっている。その用途の広さには本当に目を見張るものがある。.
製鉄
鉄鋼業界は、耐火モルタルの世界最大の単一消費者である。用途は以下の通り:
高炉の内張り: 高炉のハースとボッシュゾーンは、溶鉄、スラグ、加圧還元ガスに同時にさらされ、1600℃に近い温度に達する。ここでは、黒鉛を添加した炭素結合モルタルが標準的です。.
電気アーク炉(EAF)の側壁: 高アルミナモルタルとマグネシアクロムモルタルは、強烈なアーク放射と攻撃的なスラグの化学反応に耐える。モルタルの選択が改善されたことで、リライニング間のEAF操業期間は劇的に増加しました。.
スチールレードルと魚雷車: アルミナ-マグネシアモルタルとアルミナ-スピネルモルタルは、二次製鉄に典型的なCaO-FeO-SiO₂スラグ系に抵抗する。.
ツンディッシュ・ライニングス マグネシアベースのスプレーコーティングとモルタルは、汚染リスクを最小限に抑えることで、クリーンな鋼材の品質を提供します。.
セメント・石灰産業
ロータリーセメントキルン セメントキルンの燃焼帯は1400~1500℃に達し、塩基性の高いアルカリリッチな雰囲気になる。塩基性マグネシア-スピネルまたはアルミナ-クロム耐火モルタルは、燃焼ゾーンに指定されていますが、より低温のゾーンでは耐火粘土グレードで十分です。.
石灰シャフトキルン 竪型シャフトキルンでは、高温、CO₂雰囲気、移動する石灰石装入物による機械的摩耗という難しい組み合わせがある。.
プレヒーターサイクロンタワー 原料ミールからアルカリ攻撃を受けるため、耐アルカリ性高アルミナモルタルが重要である。.
ガラス製造
ガラス溶解タンク: 耐火物にとって最も化学的に攻撃的な環境の一つ。溶融ガラスはほぼすべての酸化物耐火物をある程度攻撃する。適合するAZSモルタルで結合された溶融鋳造AZS (アルミナ-ジルコニア-シリカ) ブロックは、高級フロートガラス炉の標準です。.
再生チェッカーの仕事: 熱サイクルが要求されるため、非常に高い接合品質が要求される。.
石油化学および精製産業
蒸気メタン改質装置: 改質管支持体と床タイルは、水素リッチな還元雰囲気中で900~1100℃に達する。コロイダルシリカをバインダーとする高純度アルミナモルタルは、水素攻撃や炭素析出に対する耐性があるため、好まれる。.
流動接触分解(FCC)装置: 適合モルタルによる絶縁性耐食性耐火物ライニングは、700~800℃の流動化触媒の衝突に耐えなければならない。.
エチレン分解炉 高アルミナ質モルタルとキャスタブルモルタルシステムが輻射セクションの火室に並ぶ。.
非鉄金属
アルミ製錬ポット: 溶融アルミニウムに対して優れた耐性を持つ炭素系耐火モルタルが不可欠である。標準的な酸化モルタルは溶融アルミニウムに急速に侵される。.
銅コンバーター: 基本的なマグネシア・クロムモルタルは、高温の酸化条件と基本的なスラグの化学的性質に対応する。.
亜鉛レトルト: 炭化ケイ素モルタルは、亜鉛蒸留プロセスに必要な熱伝導性と耐薬品性を提供します。.
発電
石炭焚きボイラー: 断熱性耐火モルタルが炉壁に敷き詰められ、熱損失を低減し、鋼殻を保護する。耐摩耗性は、高速灰域で重要です。.
廃棄物焼却炉: 高温、塩素を含むアグレッシブなガス、可変入熱の組み合わせは、耐火モルタルの選択を特に難しくする。高アルミナと炭化ケイ素の組み合わせが一般的です。.
バイオマスボイラー 廃棄物焼却に似ているが、燃料灰に含まれるカリウム化合物によるアルカリ攻撃が加わる。.
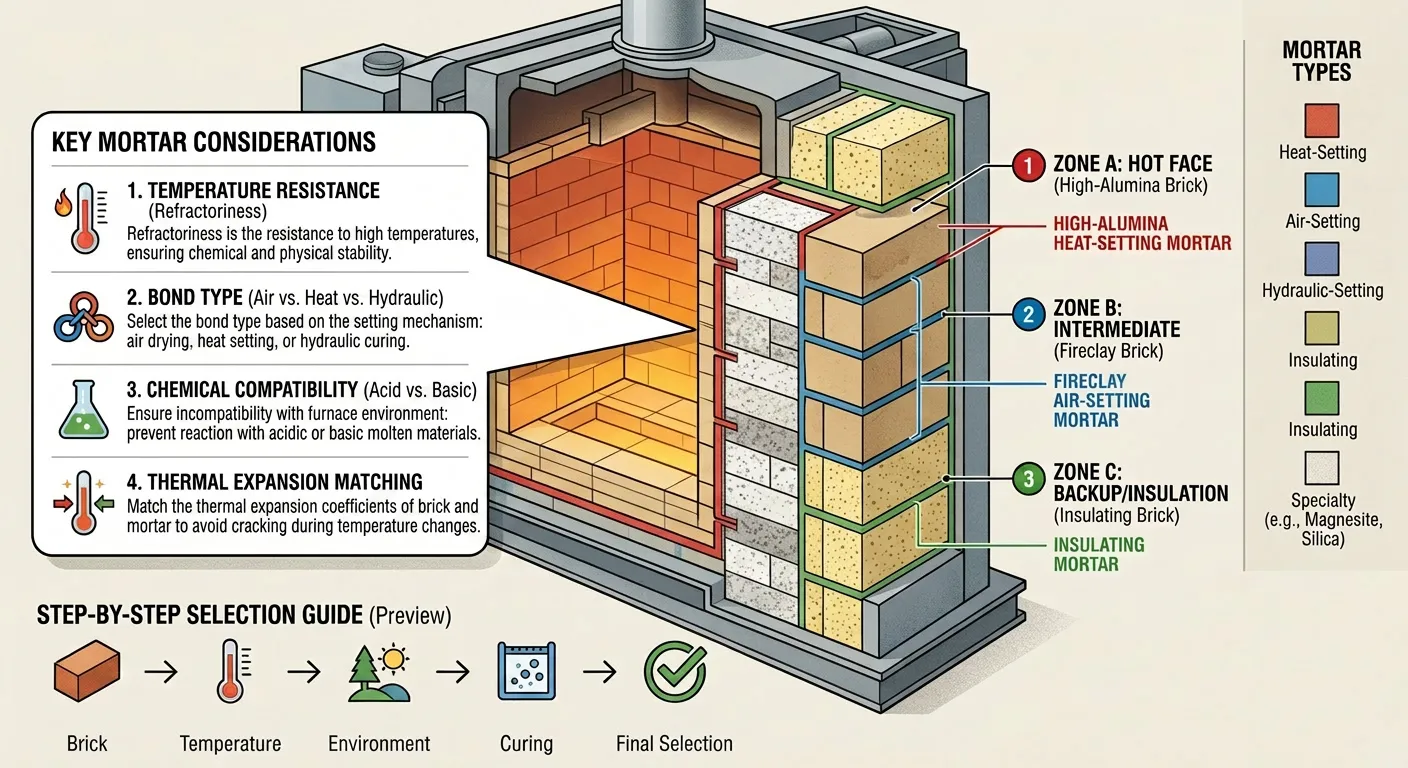
正しい耐火モルタルの選び方
選定方法は、製品知識と同じくらい重要です。体系的なアプローチは、コストのかかる仕様の誤りを防ぎます。.
ステップ1:動作温度プロファイルの定義
- ピーク温度 (°C)
- 連続使用温度 (°C)
- 年間熱サイクル数
- ヒートアップ/クールダウン時の温度変化率(℃/時間)
ステップ2:化学環境の特徴づけ
- スラグまたはフラックスの化学的性質(酸性/塩基性/中性)を特定する。
- ガス雰囲気の決定(酸化性、還元性、中性、水素、CO)
- 揮発性物質(アルカリ、硫黄、塩素、フッ素)の存在を評価する。
ステップ3:耐火レンガシステムに合わせる
モルタルは、隣接するレンガとの互換性がなければならない:
- 化学組成(酸性モルタルと酸性レンガなど)
- 熱膨張係数。.
- 最高使用温度。.
ステップ4:申請方法の検討
| 申込方法 | 望ましいモルタルの粘性 | セッティング・タイプ |
|---|---|---|
| ハンドバター塗り(コテ) | 硬いペースト | 空気または熱の設定 |
| ディッピング | スラリー(薄い) | ヒートセッティング |
| ガニング(スプレー) | 特定のグラデーション | 空気または熱の設定 |
| キャスティング | セルフフローまたはバイブレーションキャスト | 油圧式 |
| ラミング | ドライまたはセミドライ | ヒートセッティング |
ステップ5:総所有コストの評価
調達チームは、施工の労力、養生中のエネルギーコスト、ライニングの早期破損に伴うメンテナンスのダウンタイムコストなどを考慮せずに、モルタルの単価($/kg)に注目することが多い。私たちは一貫して、割高なモルタルの仕様を低コストの代替品と比較して正当化する際には、総所有コスト分析を提示することを推奨しています。.
モルタルとレンガの適合性マトリックス
| レンガタイプ | 適合モルタル化学 | 相容れない組み合わせ |
|---|---|---|
| 耐火粘土レンガ | 耐火粘土モルタル | マグネシア、基本モルタル |
| 高アルミナれんが | 高アルミナモルタル | シリカを多く含むモルタル(高温) |
| シリカブリック | シリカモルタル | アルミナモルタル(共晶リスク) |
| マグネシア・レンガ | マグネシアモルタル | シリカ、耐火粘土モルタル |
| カーボンブリック | カーボン/グラファイトモルタル | 酸化物系モルタル |
| AZSブリック | AZS対応モルタル | ガラス用クロムモルタル |
申請方法とベストプラクティス
最高仕様の耐火モルタルであっても、塗布技術が低ければ性能は低下する。これは、現場での施工に大きなばらつきが見られる分野である。.
表面処理
ブリック・フェイスの清潔さ: 耐火レンガの接着面は、ほこり、浮遊物、油分、吸収された水分がなく、清潔でなければならない。熱硬化性スラリーモルタルを使用する場合は、モルタル塗布前に密焼レンガを予湿しておくことが推奨されます。.
共同寸法管理: ほとんどの耐火物技術基準では、緻密質耐火れんがの最大目地厚は1.5~3mmと規定されている。この制限を超えると、ライニングの構造的性能が低下し、接合部の熱応力集中が増大する。.
ミキシングと一貫性
すぐに使える容器に入ったプレミックスモルタルは、沈殿した固形物を再構成するため、施工前に十分な混合が必要です。現場で水と混合する乾燥モルタルは、技術データシートに記載されている粘度に達していなければならない。.
重大な警告 作業性を向上させるために、指定以上の水を加えないでください。過剰な水は、乾燥時の収縮を増加させ、空隙率を増加させ、最終強度を低下させる。.
応用テクニック
バターを塗る方法: 最も一般的な手塗り工法。モルタルをコテでレンガの表面に塗り、レンガをしっかりと押し付ける。目地はスクイーズアウトで十分な被覆を確認する。余分なモルタルはすぐに取り除く。.
ディッピング方法: レンガの表面をスラリー状のモルタルに浸す。この技術により、優れた被覆性と安定した目地厚が得られる。特に、炉冠や壁の施工において、熱硬化性の薄目地モルタルに効果的です。.
ガニング・アプリケーション 空気圧ガンニング装置は、耐火モルタルを高速で表面に押し付けます。大面積の施工、緊急補修、立ち入りが制限された場所などに使用される。特定の粒子サイズと耐反発性を持つ特別に調合されたモルタルが必要。.
継ぎ目の厚さのガイドライン
| レンガタイプ | 推奨ジョイント厚さ | スタンダード・リファレンス |
|---|---|---|
| 緻密な耐火粘土レンガ | 1-3 mm | ASTM C199 |
| 高アルミナ緻密レンガ | 1-2 mm | ISO 8840 |
| 絶縁耐火レンガ(IFB) | 2-5 mm | メーカー仕様 |
| 大判シェイプ | 3-6 mm | プロジェクト仕様 |
| 補修/パッチワーク | 25mmまで | プロジェクト仕様 |
セッティングと養生:焼成中に実際に起こること
耐火モルタルの硬化の化学と物理は、ほとんどの施工ガイドが伝える以上に複雑です。このプロセスを理解することは、最も一般的な硬化関連の不具合を防ぐのに役立ちます。.
第1段階乾燥(常温~200)
この段階で自由水は蒸発する。加熱が速すぎると、モルタル継ぎ手内部に蒸気圧が発生し、爆発的な剥落を引き起こす可能性がある。標準的な推奨は、100~120℃で数時間保持してから進めることです。.
ステージ2:結合水放出(200~600)
粘土水和物、カルシウムアルミネート水和物、その他の水和相から化学的に結合した水が追い出される。この段階は、セラミック結合が発達し始める前の一時的な強度低下を伴うことが多い。.
第3段階: セラミック・ボンド開発 (600-1200°C)
微細マトリックス粒子間の焼結反応が始まり、凝集粒子間に固体セラミックブリッジが形成される。アルミナ-シリカ系は、重要な結合相としてムライト(3Al₂O₃-2SiO₂)を形成する。この変換は本質的に不可逆的であり、熱硬化モルタルに優れた最終性能を与える。.
ステージ4:完全圧密(1200℃以上)
最終的な緻密化と相平衡は使用温度で達成される。モルタルは設計性能仕様に達する。熱サイクルを繰り返すことで、焼結が継続し、構造がさらに強固になります。.
推奨ヒートアップ・レート・ガイドライン
| 温度範囲 | 最大ヒートアップ率 | ホールド推奨 |
|---|---|---|
| 常温~150 | 20~25℃/時間 | 4~8時間保持 |
| 150°C~350°C | 25~30℃/時間 | 2~4時間保持 |
| 350°C~600°C | 30~40℃/時間 | 2時間保持 |
| 600°C~900°C | 40~50℃/時間 | 2時間保持 |
| 900℃以上 | 最高80℃/時間 | 最高使用温度での保持 |
注:これらは一般的なガイドラインです。必ずモルタルメーカーのヒートアップスケジュールに従ってください。.
よくある失敗とその防ぎ方
耐火物設置の失敗を検証した我々の経験では、失敗は予測可能なカテゴリーに分類され、そのほとんどは適切な仕様と設置方法によって防ぐことができる。.
ヒートアップ時の接合部の亀裂
原因がある: 初期焼成中に温度が急激に上昇し、蒸気圧または差熱膨張が未焼成のモルタルのグリーン強度を超えた場合。.
予防だ: 管理されたヒートアップ・スケジュールを厳守すること。生産圧力に関係なく、初期乾燥段階を早めないこと。.
スラグ使用時のモルタルウォッシュアウト
原因がある: モルタルの組成とスラグまたはフラックスの化学的不適合。酸性モルタルが塩基性スラグに溶解するのは典型的な例である。.
予防だ: モルタル系、レンガ系、スラグ系の化学的特性の一致。大規模な施工の前に、実験室でのスラグカップ試験を検討する。.
高速ガス流における接合部の侵食
原因がある: 高温での耐摩耗性が不十分。気孔構造が粗いモルタルや接着が不十分なモルタルは特に脆弱。.
予防だ: 使用速度に対する耐摩耗性が実証されたモルタルを指定する。炭化ケイ素の添加は耐摩耗性を著しく向上させる。.
アルカリアタックと体積膨張
原因がある: プロセスガスからのアルカリ蒸気(K₂O、Na₂O)がモルタルの細孔で凝縮し、膨張性の結晶相を形成して接合部に亀裂を入れる。.
予防だ: 高密度、低孔質モルタル配合。耐アルカリ性アルミナ相。極端な場合のバリア・コーティング.
熱膨張ジョイント開口部の差
原因がある: モルタルと隣接するレンガとの間のCTE不一致により、加熱時に目地が開き、冷却時に再密閉できなくなる。.
予防だ: 使用温度範囲内で、モルタルのCTEとレンガのCTEを常に一致させてください。これは、サプライヤーの技術データから両方の値を知る必要があります。.
湿気による早期故障
原因がある: 急速なスタートアップにさらされる不適切な乾燥設備。生産スケジュールのプレッシャーに直面する新しい炉の試運転によく見られる。.
予防だ: ショートカットすることなく、完全な乾燥と制御されたヒートアップシークエンスを完了する。.
規格、試験、認証
耐火モルタルの調達における品質保証には、適用される国際規格に精通している必要がある。.
主要国際規格
| スタンダード | 組織 | スコープ |
|---|---|---|
| ASTM C71 | ASTMインターナショナル | 耐火物の標準用語 |
| ASTM C105 | ASTMインターナショナル | 耐火レンガのサンプリング |
| ASTM C133 | ASTMインターナショナル | 冷間圧壊強度とMOR |
| ASTM C199 | ASTMインターナショナル | パイロメトリックコーン等価試験 |
| ASTM C210 | ASTMインターナショナル | 耐火レンガの再加熱 |
| ISO 1927 | 国際標準化機構 | 不定形耐火物 - 一般 |
| ISO 8840 | 国際標準化機構 | 耐火物製品 - 目地モルタル |
| EN 993 | 欧州規格 | 高密度成形品の物理試験 |
| JIS R 2103 | 日本規格 | 耐火モルタルの試験方法 |
| GB/T 14982 | 中国規格 | 高アルミナ質耐火モルタル |
第三者試験と品質保証
信頼できる耐火モルタルのサプライヤーは、各生産ロットが明記された仕様を満たしていることを確認するバッチごとの適合証明書(CoC)を提供しています。重要な産業用途の場合、主要特性について、出荷ごとに少なくとも1つのサンプルの第三者機関によるラボ試験を依頼することを推奨する:Al₂O₃含有量、PCE、PLC、意図した使用温度での焼成後のCCS、添加水。.
調達に関する考慮事項とコスト要因
調達の専門家にとって、耐火モルタルの購入をナビゲートすることは、技術的要件、サプライヤーの信頼性、リードタイム、および総プロジェクトコストのバランスを取ることを含む。.
耐火モルタルの価格ドライバー
| コスト係数 | インパクト | 備考 |
|---|---|---|
| アルミナ含有量 | 高い | Al₂O₃が10%増加するごとにコストは大幅に上昇する。 |
| 原材料の純度 | 高い | 溶融対焼結対焼成原料 |
| バインダーシステム | 中程度 | コロイダルシリカは粘土バインダーより高価 |
| 生産規模 | 中程度 | 特注処方によるプレミアム価格 |
| パッケージング | 低い | バルクバッグと小型ペール缶のパッケージング |
| 所要リードタイム | 中程度 | 緊急調達は割高 |
サプライヤー評価基準
耐火モルタルのサプライヤーを評価する際には、以下の点を考慮する:
- 技術文書の品質: TDS、SDS、アプリケーションガイドを完備。.
- 品質システム認証: ISO 9001または同等の製造QMS.
- バッチ間の一貫性: 主要物件の過去のCoCデータを要求する。.
- テクニカル・サポートの有無 複雑なプロジェクトのためのアプリケーションエンジニアへのアクセス。.
- 地域倉庫の利用可能性 施設までの配送時間.
- インストール後のサポート: 故障解析とトラブルシューティング能力。.
代表的な梱包オプション
| パッケージタイプ | 典型的な重量 | 最適 |
|---|---|---|
| プラスチック缶 | 5~25キロ | 小さな修理、試験 |
| ファイバードラム | 50~100キロ | ミディアム |
| 不織布バッグ(ドライ) | 20~25キロ | 大型設備 |
| ビッグバッグ(FIBC) | 500~1000キロ | 主な新築工事 |
| プレミックスドラム | 20-200 L | すぐに使えるアプリケーション |
よくある質問 (FAQ)
Q1:耐火モルタルの耐熱温度は何度ですか?
最高使用温度は特定の配合に完全に依存する。標準的な耐火粘土モルタルの最高使用温度は約1350℃です。高アルミナ質グレードは、これを1600~1750℃まで延長する。コランダム、マグネシア、ジルコニアを主成分とする特殊モルタルは、特定の用途では2000℃以上に近い温度で使用できます。最高使用温度は、推定分類ではなく、メーカーの試験データで常に確認してください。.
Q2: 耐火モルタルはピザ窯や暖炉に使えますか?
はい。住宅の暖炉や薪で焼くピザ窯には、PCEが少なくともSK 26以上の耐火粘土ベースの耐火モルタルが適しています。これらの用途では通常、最高でも400~600℃に達するため、入門レベルの耐火モルタルでも十分に対応可能です。この市場向けには、小型容器入りのプレミックス耐火粘土モルタルが広く販売されています。.
Q3: 耐火モルタルの目地はどのくらいの厚さが必要ですか?
工業炉用途の緻密質耐火レンガの場合、目標目地厚は1~3mmである。目地が厚いと熱応力が集中し、ライニングの構造的性能が低下します。断熱耐火レンガの目地は、通常3~5mmとやや厚くすることができます。大判の形状やパッチングの用途では25mmまで使用できますが、これは標準的な慣行ではなく例外と考えるべきです。.
Q4:空気硬化性耐火モルタルと熱硬化性耐火モルタルの違いは何ですか?
空気硬化モルタルは、化学反応によって常温で接着強度を発現するため、機能的強度を得るために焼成する必要はありません。熱硬化性モルタルは、最初の炉での焼成時に焼結温度まで加熱されて初めてその性能を十分に発揮する。空気硬化タイプは補修作業には便利だが、一般的に高温での最終性能は熱硬化グレードより劣る。.
Q5: 耐火モルタルの寿命はどのくらいですか?
耐用年数は非常に変化しやすく、使用温度、熱サイクル頻度、化学環境、施工品質に左右される。鋼鉄取鍋ライニングの耐火モルタル接合部は、適切な仕様で正しく施工されていれば、50~150回の加熱で寿命が延びる可能性があります。連続運転される工業炉では、モルタルを含む完全な耐火物ライニングは、大規模な補修が必要になるまでに2~8年稼動する可能性がある。適切なモルタルを選択することで、誤った仕様やわずかな仕様に比べ、キャンペーン寿命を20~50%延ばすことができます。.
Q6: 耐火モルタルは耐火セメントと同じですか?
この2つの用語は、消費者市場では同じ意味で 使われることもあるが、工業的には異なる製品形態を指す。耐火物セメント(またはキャスタブル耐火物)とは、通常、定位置に鋳込まれて成形される不定形材料である。耐火モルタルは、特に、あらかじめ成形された耐火物の間に塗布される接合材である。両者とも原材料と結合化学は共通だが、塗布方法と粒度分布は異なる。.
Q7: 耐火モルタルを熱い表面に塗ることはできますか?
一般に、標準的な耐火モルタルは約70~80℃以上の表面には塗布すべきではない。水分の蒸発が速く、作業性と接着性が損なわれるからである。しかし、特殊な熱間補修モルタルは、部分的に冷却された、あるいは中程度に加熱された表面、通常は300~400℃までの表面に塗布するために調合されている。このような特殊な配合のモルタルは、急激な水分の喪失に耐え、なおかつ十分な接着力を発揮するバインダー・システムを使用しています。.
Q8: 耐火モルタルが初期加熱中に割れる原因は何ですか?
(1)不十分な初期乾燥による湿気に関連した蒸気圧、(2)均一な膨張を妨げる過度の急速な温度上昇、(3)モルタルと隣接するレンガのCTE不一致。メーカーが推奨するヒートアップスケジュールに従い、施工前にモルタルとレンガの相性を確認することで、こうした不具合の大半を防ぐことができる。.
Q9: 未使用の耐火モルタルの保管方法は?
乾燥粉末モルタルは密封袋に入れ、5℃以上の乾燥した場所で、地面からの湿気を避けて保管する。一般的な保存可能期間は、製造日から12~18ヶ月です。密封容器に入ったプレミックスウェットモルタルの保存可能期間は、通常6~12ヶ月です。開封後は密栓し、製品ラベルに記載されている期限内に使用してください。凍結したモルタルや汚染されたモルタルは使用しないでください。.
Q10:エネルギー効率における耐火モルタルの役割は何ですか?
耐火モルタルの熱特性は、その構造的機能を超えて、炉のエネルギー効率に直接影響する。目地は、均一な耐火壁の直線的な熱橋となります。熱伝導率が隣接するレンガと大きく異なるモルタルは、局所的な高温または低温ゾーンを形成します。断熱ライニング設計でエネルギー効率を最大化するには、熱伝導率が隣接する断熱レンガと同じかそれ以下のモルタルを使用することが重要です。先進的な炉の設計では、熱伝導計算においてモルタル接合部の熱性能を明示的にモデル化しているものもある。.
結論
耐火モルタルは、耐火レンガ間の隙間充填材以上のものです。それは、設計性能を達成するために正しく指定され、適切に適用され、慎重に硬化されなければならない精密工学材料システムです。化学的性質、熱的性質、および塗布技術のすべてが相互作用して、耐火物設置が数ヶ月間または数年間性能を発揮するかどうかを決定します。.
つまり、モルタルの化学的性質をプロセス環境に適合させること、隣接するレンガとのCTE適合性を確保すること、施工条件に適したセッティングタイプを指定すること、そして適切に管理されたヒートアップスケジュールを要求することである。モルタルの単価は、総価値の代用品としては不適切であり、正しいモルタルを高いキログラム単価で使用した方が、安いが仕様が不十分な代替品よりも総所有コストが低い場合がほとんどである。.
耐火モルタルの組成、種類、特性、用途、選択基準、施工のベストプラクティスなど、耐火モルタルを包括的に扱った本書が、初めて耐火モルタルを指定する方にも、経験豊富な耐火物エンジニアの方にも、知識ベースを検証するための信頼できる技術参考資料となることを願っています。.
