Porosity in castings weakens parts, undermines pressure integrity, and raises scrap and rework costs; the fastest route to durable, high-yield castings is systematic control of gas content and solidification feeding combined with clean metal practices, well-designed gating/venting, appropriate filtration and degassing, and targeted inspection. Implementing a layered program—metal refinement (degassing and flux), ceramic foam filtration, optimized gating and risers, mold permeability control, and process monitoring—will typically reduce porosity rates to acceptable limits or eliminate critical porosity for pressure-retaining components. For aluminium foundries, pairing inert-gas rotary degassing and high-quality alumina ceramic foam filters (like those manufactured by AdTech) plus strict temperature and venting discipline delivers the largest single improvements in cast integrity.
Why porosity matters
Porosity is not merely an aesthetic issue. Tiny voids inside a casting reduce tensile strength, lower fatigue life, compromise sealing surfaces, and cause customer returns or failure in service. In pressure-bearing or fluid-handling parts, even isolated pores can create leaks or crack initiation sites. The economic impact is measurable: lower first-pass yield, higher post-cast repairs, and lost customer confidence. Preventing porosity must therefore sit at the core of any quality program.
Types of porosity and how to recognize them
Gas porosity
Gas porosity appears as near-spherical cavities often with smooth internal surfaces. It results when dissolved or entrained gases form bubbles that do not escape before solidification. In aluminium castings hydrogen is the primary culprit. Typical signs include random, distributed micro-porosity visible on cross-section or by X-ray.
Shrinkage porosity
Shrinkage porosity (also called solidification porosity) forms where the metal cannot be fed during phase change. It tends to appear as interconnected, angular voids in the last-to-solidify zones such as cores or thick sections.
Flow entrapment porosity
Entrapped air due to turbulent metal flow creates irregular cavities along flow lines or next to abrupt changes in section. Often associated with poor gating or too-rapid pouring.
Reaction porosity
Local surface porosity caused by chemical reactions between metal and mold materials, core binders or coatings. Usually localized and visible at the surface.
Keyholing and metallurgical porosity
Certain alloys and processes produce alloying- or process-specific porosity morphologies that require metallurgical analysis.
Table 1. Quick ID table: porosity type, typical cause, characteristic appearance
| Porosity Type | Typical cause | Typical appearance |
|---|---|---|
| Gas porosity | Dissolved gas (H2), poor degassing, entrapment | Spherical bubbles, uniform distribution |
| Shrinkage porosity | Insufficient feeding, hot spots | Irregular, interconnected cavities at centerline |
| Flow entrapment | Turbulence, abrupt gating | Along flow paths, surface-connected |
| Reaction porosity | Mold/core reactions | Local surface pits or blowholes |
| Metallurgical porosity | Alloy chemistry issues | Irregular, may contain oxide films |
Root causes mapped to corrective actions
Porosity forms because one of three things failed: gas was present and not removed, metal could not feed during solidification, or the mold introduced gases or reactions. Below is a practical action map.
Table 2: Cause to action mapping
| Root cause | Preventive actions |
|---|---|
| High dissolved hydrogen | Rotary degassing or vacuum degassing; use dry flux; reduce moisture sources. |
| Surface oxides & inclusions | Fluxing, skimming, ceramic filters in the ladle or pouring path. |
| Turbulent filling | Modify gating to laminar fill; use bottom-fill or filter immersion fill. |
| Poor feeding | Add proper risers and chills; change section thickness; directional solidification. |
| Mold/core gases (moisture) | Dry cores, lower sand moisture, increase venting or permeability. |
| Contamination from tools/equipment | Use clean ladles, inert-lined transfer systems, avoid damp tools. |
Metal preparation: degassing and flux selection
Why degassing matters
Hydrogen solubility in liquid aluminium is high and it drops during solidification, forcing hydrogen out of solution as bubbles. Reducing dissolved hydrogen before pouring is one of the most effective measures for lowering gas porosity. Typical target hydrogen contents for high-quality pressure-tight aluminium castings are in the low 0.1 ml H2/100 g Al range. Achieving that requires controlled degassing, good furnace practice, and dry charge materials.
Degassing technologies and best parameters
-
Rotary inert-gas degassing (rotor): Introduces argon or nitrogen bubbles via a rotor to strip dissolved gases. Operate in the recommended temperature window for the alloy. For many aluminium alloys optimal degassing occurs around 710–750 °C.
-
Vacuum degassing: Effective at deep gas removal when process investment allows; combines vacuum with stirring.
-
Flux-assisted refining: Chemical fluxes (covering fluxes, deslagging fluxes, refining flux) help remove oxide films and heavier inclusions. Flux is not a substitute for degassing but complements it. Choose flux with low volatile content and apply per supplier guidelines.
Practical note: Overuse of flux can introduce contaminants; follow dosage guidelines and confirm with sampling and hydrogen measurement.
How AdTech products fit
AdTech granular flux formulations are engineered to break oxide films and facilitate skimming while minimizing volatile residues. For aluminium foundries wanting reproducible results, combining a rotary degasser and a high-purity granular flux produces the greatest reduction in gas-related defects. AdTech also recommends routine hydrogen measurement (e.g., reduced-pressure test or online sensors) to confirm degassing efficiency.
Filtration: ceramic foam filters and placement best practices
Why filtration reduces porosity
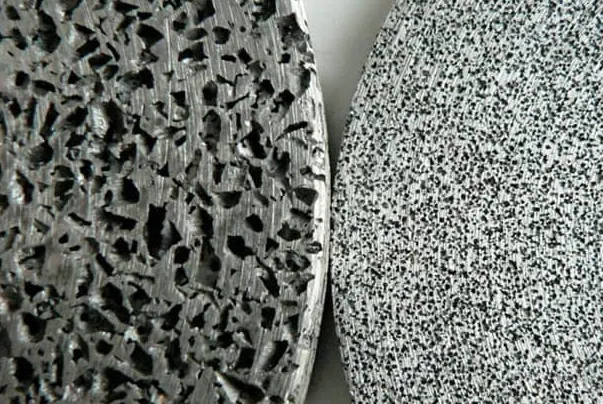
Filtering molten metal removes non-metallic inclusions and oxides that act as nucleation sites for pores or interrupt feeding paths. Ceramic foam filters trap slag and broken oxide ribbons while smoothing flow to reduce turbulence.
Filter selection and pore size
-
Porosity rating: Coarser pores for high flow rate, finer pores for critical applications. Balance flow restriction with filtration efficiency.
-
Material: High-purity alumina ceramic foam filters resist corrosion by aluminium and avoid contaminating the melt. Use filters certified for aluminium foundry use.
Correct placement and fill technique
-
Install filters in the ladle or pouring system at a location that ensures molten metal fills the filter from the outlet up. This reduces turbulence and avoids carrying trapped gas downstream. Fill the filter slowly from the bottom to avoid air entrapment in the filter matrix.
Table 3. Filter placement checklist
| Step | Why it matters |
|---|---|
| Bottom-up filling | Prevents air pockets in filter, reduces turbulence |
| Temperature match | Avoid thermal shock to filter; maintain melt fluidity |
| Backing & support | Prevent filter breakage under flow pressure |
| Post-use inspection | Detect filter saturation or damage |
AdTech’s alumina foam filter plates are sized for ladle or inline use and are accompanied by recommended fill procedures and backing frames to reduce the chance of filter damage during pouring.
Melt handling, transfer and pouring techniques
Keep the metal clean from charge to mold
Contaminants enter during charge handling, scrap addition, and transfer. Use covered melting, dry scrap, and keep fluxing and skimming disciplined. Avoid re-melting burnt flux residues or sludge.
Transfer systems
-
Shrouded ladles and pouring tubes reduce air contact and limit re-oxidation.
-
Controlled pouring speed: Use slow-fast-slow principle: begin slowly to seat liquid, accelerate to fill without turbulence, then slow for finishing. Sudden accelerations cause gas entrainment.
Ladle and pouring equipment hygiene
Prevent contamination from worn linings or scale by routinely checking ladle linings and using alumina linings or ceramic coatings compatible with aluminium.
Gating, risers and solidification control
Design for directional solidification
Arrange risers and chills so that the metal solidifies toward risers that can feed contraction. Use simulation tools to identify hot spots and modify geometry to avoid centerline shrinkage.
Gating to avoid turbulence
-
Use well-shaped sprues and runners to produce laminar flow.
-
Consider bottom or submerged gating where practical to reduce air entrainment.
-
Add filters and smooth transitions at corners to limit vortices.
Riser sizing and placement
Risers should be the correct volume and thermal mass to feed solidification. Exothermic risers or insulating sleeves help maintain riser temperature until main casting solidifies. Proper risering often eliminates solidification porosity without expensive post-processing.
Mold materials, permeability and core preparation
Control sand moisture and permeability
High sand moisture converts to steam when contacted by molten metal, producing gas that causes porosity. Maintain sand moisture, binder levels and permeability within specified ranges and air-dry or bake cores when necessary.
Coatings and core binders
Select coating and core binder systems that minimize gas generation and that are compatible with your metal. Test new materials on sample runs and inspect for reaction porosity.
Vent location and design
Strategically place vents in thick or enclosed regions to allow trapped gas to escape. In permanent mold processes, use vent drills or mesh vents to improve escape routes.
Process monitoring and nondestructive testing
In-process measurements
-
Hydrogen measurement: Reduced-pressure tests, hot extraction, or online sensors confirm degassing targets.
-
Temperature logging: Maintain pouring and melt temperature within tight bands for alloy-specific ranges.
NDT and inspection strategy
-
X-ray / CT scanning: Best for internal porosity mapping for critical parts.
-
Ultrasonic testing: Useful for detecting larger voids or delaminations.
-
Pressure/leak tests: For fluid or pressure-retaining parts, pressure-testing every part may be required.
Implement statistical process control so that defect trends trigger investigation before scrap levels increase.
Common process control checklists
Table 4. Daily foundry checklist for porosity prevention
| Item | Target / Action |
|---|---|
| Furnace cover and flux usage | Cover melt; use recommended flux amount |
| Rotor degasser schedule | Run per alloy recipe; record hydrogen readings |
| Filter inventory & placement check | Use correct pore size; bottom-up fill filters |
| Ladle lining condition | Inspect and repair as required |
| Sand moisture & permeability | Adjust to spec; bake cores as needed |
| Gating & riser templates | Verify for current pattern; update if designs change |
| Pouring temperature | Within alloy-specific window |
| NDT schedule | X-ray/UT sampling per lot plan |
Implementation roadmap for foundries
-
Baseline measurement week: Collect hydrogen levels, X-ray reject rates, scrap rate and process parameters.
-
Quick wins (2–4 weeks): Introduce or tighten degassing protocol; install ceramic foam filters in ladles; fix obvious venting and gating faults. Use AdTech filtration and flux where appropriate.
-
Medium-term (1–3 months): Run solidification simulation for critical parts, redesign risers, standardize pouring profiles.
-
Long-term (3–12 months): Consider vacuum degassing for high-end parts, automated monitoring of hydrogen, and adoption of HIP for zero-porosity certification if required.
Ten practical case examples
-
Automotive wheel hub: Added bottom-up filtration and rotor degassing, reduced porosity-related rejections by 65%.
-
Pressure housing: Implemented vacuum degassing and HIP post-process to achieve near-zero porosity for leak-tight certification.
-
Heat sink production: Reworked gating to bottom-fill with a coarse filter; removed flow-entrainment porosity.
-
Prototype sand castings: Controlled sand moisture and improved vents; eliminated reaction porosity in critical surfaces.
-
High-volume die casting: Applied vacuum-assist and optimized lubricant management; fewer internal voids in thick bosses.
-
Hydraulic valve body: Adopted AdTech alumina filters and refined flux; passed pressure test first run.
-
Wheel rim (LPDC): Simulation-driven riser redesign plus better melt cleanliness decreased centerline porosity.
-
Investment casting precision part: Process controls, shell permeability tuning and vacuum assisted filling minimized microporosity.
-
Aluminum casting for aerospace: Combined multiple steps: degassing, filtration, careful heat treatment and NDT—spec met.
-
Aftermarket repairs: Vacuum impregnation used to seal unavoidable porosity in non-critical parts; used only when redesign not feasible.
Porosity Control in Aluminium Casting: Quality FAQ
1. What is the single most effective action to reduce porosity?
2. Do ceramic foam filters really reduce porosity?
3. How low should hydrogen levels be for pressure-tight parts?
4. Can porosity be removed after the casting is solid?
5. Is increasing pour temperature always helpful for filling?
6. Are certain alloys more prone to porosity than others?
7. How often should I X-ray sample parts for porosity?
8. Will using flux alone solve my porosity problems?
9. What is the role of gating design in porosity control?
10. When should I consider HIP for porosity treatment?
Final checklist for porosity elimination
-
Measure baseline hydrogen, scrap, and X-ray failure rates.
-
Standardize degassing recipe and record hydrogen readings.
-
Adopt ceramic foam filtration and enforce bottom-up fill practice.
-
Rework gating and riser strategy using simulation for critical parts.
-
Dry and test cores and sand; control binder and moisture.
-
Use shrouded transfer hardware and pour at controlled speeds.
-
Implement NDT sampling, SPC and corrective action triggers.
-
Train operators on flux dosing, rotor timing and ladle hygiene.
-
For critical parts evaluate vacuum degassing or HIP when needed.
-
Continuously review data and run root cause for any porosity spike.
Closing notes: practical priorities
If you can only start with three changes today, do these in order:
-
Degassing discipline: measure and control hydrogen.
-
Filtration: install and correctly use alumina ceramic foam filters in the metal path.
-
Gating and risering: use simulation to fix hot spots and improve feeding during solidification.
