La pâte de nitrure de bore est principalement utilisée comme agent de démoulage à haute température, revêtement protecteur et lubrifiant dans le moulage des métaux, les opérations de fonderie, la fabrication du verre, le traitement des semi-conducteurs et les applications réfractaires - partout où les surfaces doivent résister à l'adhésion, à l'oxydation ou à l'attaque chimique à des températures allant de 500°C à plus de 1800°C. Dans la fonderie d'aluminium en particulier, la pâte de nitrure de bore est appliquée aux matrices, aux moules, aux poches, aux bassins et aux creusets pour empêcher l'adhérence du métal en fusion, réduire le mouillage de l'aluminium et prolonger la durée de vie de l'outillage coûteux.
D'après notre expérience directe de la spécification et de l'application de la pâte de nitrure de bore dans les fonderies d'aluminium et les environnements industriels à haute température, ce matériau surpasse systématiquement les agents de démoulage conventionnels, les revêtements de graphite et les barrières à base de silicate de calcium lorsque les conditions d'exploitation dépassent 800°C ou lorsque la contamination du matériau traité est inacceptable. Cet article couvre toutes les applications fonctionnelles, les spécifications techniques, les critères de sélection et les considérations d'utilisation pratique pertinentes pour les ingénieurs et les professionnels de l'approvisionnement qui travaillent avec la pâte de nitrure de bore.
Si votre projet nécessite l'utilisation de pâte de nitrure de bore, vous pouvez nous contacter pour un devis gratuit.
Qu'est-ce que la pâte de nitrure de bore et qu'est-ce qui la rend unique en tant que matériau ?
Le nitrure de bore (BN) est un composé céramique synthétique composé de proportions égales d'atomes de bore et d'azote disposés selon une structure cristalline hexagonale - une configuration qui lui confère des propriétés étonnamment similaires à celles du graphite, raison pour laquelle il est parfois appelé “graphite blanc”. Contrairement au graphite, cependant, le nitrure de bore est électriquement non conducteur, chimiquement inerte pour la plupart des métaux fondus et stable dans les atmosphères oxydantes à des températures où le graphite se consume.
La pâte de nitrure de bore est fabriquée en suspendant de la poudre de nitrure de bore hexagonal (hBN) dans un support - généralement de l'eau, des solvants organiques ou des liants à base de polymères - afin de créer un revêtement pouvant être appliqué au pinceau, par pulvérisation ou par trempage sur des géométries de surface complexes avant de sécher et de durcir pour former une couche protectrice continue.

La structure cristalline du nitrure de bore hexagonal et son importance
La forme hexagonale du nitrure de bore (hBN) présente une structure en couches où chaque couche est constituée d'une alternance d'atomes de bore et d'azote dans un arrangement plat en nid d'abeille. Ces couches sont maintenues ensemble par de faibles forces de van der Waals, ce qui leur permet de glisser facilement l'une sur l'autre sous l'effet d'une contrainte de cisaillement - le même mécanisme qui fait du graphite un lubrifiant sec efficace.
Ce comportement de glissement en couches confère à la pâte hBN sa capacité de lubrification à des températures où les lubrifiants conventionnels se sont décomposés depuis longtemps. A 1000°C, la plupart des lubrifiants organiques sont des cendres. Le nitrure de bore conserve son mécanisme de lubrification jusqu'à 900°C dans l'air et au-delà de 1400°C dans des atmosphères inertes ou réductrices.
Propriétés physiques et chimiques de la pâte de nitrure de bore
| Propriété | Valeur / Plage |
|---|---|
| Teneur en BN de la pâte (typique) | 20% à 60% en poids |
| Structure cristalline | Hexagonal (hBN) |
| Couleur | Blanc à blanc cassé |
| Densité de la poudre hBN | 2,27 g/cm³ |
| Température de service maximale (air) | 850°C à 950°C |
| Température de service maximale (gaz inerte) | 1400°C à 1800°C |
| Conductivité thermique (hBN en vrac) | 25 à 400 W/m-K (anisotrope) |
| Résistivité électrique | >10¹⁴ Ω-cm (excellent isolant) |
| Dureté (Mohs) | 1,5 à 2,0 |
| Réactivité chimique avec l'Al fondu | Extrêmement faible |
| Réactivité chimique avec le Cu fondu | Très faible |
| Réactivité chimique avec le verre fondu | Extrêmement faible |
| Coefficient de friction | 0,15 à 0,40 (sec) |
| Solubilité dans l'eau | Insoluble |
Quelles sont les principales utilisations industrielles de la pâte de nitrure de bore ?
La gamme d'applications de la pâte de nitrure de bore s'étend à plus d'industries que la plupart des ingénieurs ne l'imaginent au départ. La combinaison de sa stabilité thermique, de son comportement non mouillant vis-à-vis des métaux et du verre en fusion, de son isolation électrique et de sa lubrification en fait un produit pertinent pour un ensemble remarquablement large de processus de fabrication.
Applications de moulage d'aluminium et de fonderie
Il s'agit de l'application commerciale la plus importante au monde pour la pâte de nitrure de bore. Dans la coulée de l'aluminium, le principal défi consiste à empêcher l'aluminium en fusion - qui est chimiquement agressif et très mouillant pour de nombreuses surfaces métalliques et réfractaires - d'adhérer aux moules, aux matrices, aux poches de coulée et à l'équipement de transfert.
Moulage sous pression
Dans le cas du moulage sous pression de l'aluminium, des lubrifiants conventionnels à base d'eau sont appliqués entre les tirs pour assurer le démoulage et le refroidissement. Cependant, la pâte de nitrure de bore est appliquée séparément sur des zones spécifiques de la matrice qui subissent l'adhérence la plus importante de l'aluminium ou où le soudage de la matrice (le soudage de l'aluminium à l'acier de la matrice) est chronique.
Le brasage sous pression est l'un des défauts les plus préjudiciables à l'économie du HPDC : il provoque des défauts de surface sur les pièces moulées, accélère l'usure des matrices et nécessite un polissage ou une réparation des matrices qui interrompt la production. La pâte de nitrure de bore appliquée aux zones d'entrée, aux zones de biscuit et aux noyaux coulissants crée une couche barrière qui empêche le contact direct entre l'aluminium et l'acier ainsi que le mécanisme de liaison par diffusion à l'origine du brasage sous pression.
Moulage en moule permanent (par gravité)
Les moules permanents pour la coulée de l'aluminium nécessitent des revêtements de surface qui survivent à des centaines ou des milliers de cycles sans s'abîmer. La pâte de nitrure de bore appliquée comme couche de base sous les revêtements de lavage conventionnels, ou utilisée directement comme seul revêtement, offre une résistance exceptionnelle et réduit la fréquence des cycles de revêtement par rapport aux lavages au silicate de calcium standard.
Moules en coquille pour la coulée à la cire perdue
Les moules de coulée à la cire perdue utilisés pour les composants aérospatiaux en aluminium nécessitent un contrôle dimensionnel précis. Toute réaction entre l'aluminium en fusion et la coquille en céramique produit des inclusions de surface qui compromettent la qualité de la pièce. La pâte BN appliquée comme couche de surface sur la coquille de revêtement crée une barrière non réactive entre l'aluminium et la céramique.
Louches, creusets et équipements de transfert
Les creusets en graphite, les creusets en carbure de silicium et les poches à revêtement réfractaire utilisés dans les opérations de fusion et de transfert de l'aluminium bénéficient considérablement du revêtement en pâte de nitrure de bore. La pâte empêche le crâne d'aluminium (métal gelé) d'adhérer aux parois du récipient, ce qui réduit considérablement l'effort mécanique et les dommages au creuset associés à l'enlèvement du crâne.
Dans le cadre de notre travail avec des fonderies d'aluminium secondaire, nous avons constaté que le revêtement de pâte de nitrure de bore prolongeait la durée de vie des creusets en graphite de 30% à 50%, simplement en réduisant le stress mécanique lié à l'enlèvement de l'écaille.
Données de performance spécifiques à l'application pour la fonte d'aluminium
| Application | Principaux avantages | Type de pâte BN | Fréquence de réapplication |
|---|---|---|---|
| Prévention du brasage des matrices HPDC | Prévient l'adhérence entre l'aluminium et l'acier | Haute teneur en solides, à base de solvants | Tous les 50 à 200 tirs |
| Démoulage permanent | Réduit les lavages de moisissures | A base d'eau, à teneur moyenne en matières solides | Tous les 10 à 50 cycles |
| Revêtement de la louche/du creuset | Prévient l'adhérence du crâne | Grade de brossage à haute viscosité | Tous les 5 à 20 chauffages |
| Couche de blanchiment | Réduit l'adhérence du métal et le pontage | Pinceau ou pulvérisation | Chaque campagne |
| Tube de protection du thermocouple | Prévient l'attaque de l'aluminium | Grade de pulvérisation haute température | Inspection mensuelle |
| Revêtement de la boîte à filtre | Barrière non réactive | Qualité de la brosse | Par changement de filtre |
Comment la pâte de nitrure de bore est-elle utilisée dans la fabrication du verre et de la céramique ?
La fabrication du verre présente un ensemble de défis qui sont, à bien des égards, analogues à ceux du moulage de l'aluminium : des températures extrêmement élevées, des matériaux de traitement très corrosifs et la nécessité d'empêcher l'adhérence entre le matériau traité et l'équipement de formage.
Revêtements des outils de formage du verre
Les outils de formage du verre, notamment les plongeurs, les moules, les têtes de soufflage et les moules à anneaux utilisés dans la production de verre creux et de verre plat, sont revêtus d'une pâte de nitrure de bore pour empêcher l'adhérence du verre, réduire le transfert de chaleur du verre chaud à la surface de l'outil et prolonger la durée de vie de l'outil.
- Plage de température de formation du verre : 800°C à 1100°C
- La pâte BN survit à cette plage sans décomposition ni réaction chimique avec le verre.
- Le revêtement des outils réduit les chocs thermiques subis par les outils en fournissant une couche tampon isolante.
- Les propriétés de démoulage permettent aux articles en verre de se séparer proprement sans traîner ni se déchirer.
Fabrication de fibre de verre
Une pâte de nitrure de bore est appliquée aux bagues en platine-rhodium utilisées dans l'étirage des fibres de verre à filament continu. Le revêtement de BN empêche l'adhésion du verre fondu aux extrémités des bagues en métal précieux, maintient un contrôle constant du diamètre des fibres et protège l'alliage de platine coûteux de la corrosion induite par le verre à des températures de l'ordre de 1200°C à 1300°C.
Applications de frittage et de cuisson des céramiques
Dans la fabrication de céramiques de pointe - céramiques techniques, composants piézoélectriques, matériaux pour piles à combustible - les pièces doivent être frittées à haute température sur des plaques de cuisson et des supports de four sans être collées à ces surfaces de support.
Pâte de nitrure de bore appliquée sur les plaques de réglage :
- Empêche les pièces céramiques d'adhérer aux régleurs en alumine ou en carbure de silicium pendant le frittage.
- Permet la libre dilatation et la contraction thermique sans fissure de contrainte.
- Ne contamine pas la chimie de la surface de la céramique (contrairement au graphite qui laisse du carbone).
- Convient au frittage dans l'air jusqu'à 850°C ou dans des atmosphères d'azote/argon à des températures beaucoup plus élevées.
Quel est le rôle de la pâte de nitrure de bore dans la fabrication des semi-conducteurs et de l'électronique ?
Les industries des semi-conducteurs et de l'électronique utilisent la pâte de nitrure de bore dans des applications qui exploitent sa combinaison de propriétés d'isolation électrique et de gestion thermique plutôt que sa fonction d'antiadhésif.
Applications de la croissance des cristaux
Les procédés de croissance de monocristaux - y compris le tirage Czochralski (pour le silicium), la croissance selon la méthode Bridgman et l'affinage par zone - nécessitent des creusets et des récipients de confinement chimiquement inertes pour le matériau semi-conducteur fondu. La pâte de nitrure de bore est utilisée pour :
- Enduire les creusets en quartz et en graphite d'une couche de cristal de silicium pour réduire la contamination.
- Fournir une couche de séparation sur les creusets en nitrure de bore pour la croissance de cristaux de semi-conducteurs III-V (arséniure de gallium, phosphure d'indium).
- Sceller les interstices dans les composants des fours de croissance cristalline où la contamination atmosphérique pourrait affecter la pureté des cristaux.
Emballage et assemblage de semi-conducteurs
Dans les processus d'emballage et d'assemblage de dispositifs semi-conducteurs impliquant un brasage ou un frittage à haute température :
- La pâte de BN sert de revêtement barrière sur les fixations et les supports en graphite utilisés dans les fours de frittage de copeaux.
- Appliqué aux substrats céramiques pendant les processus de co-cuisson afin d'éviter toute adhérence indésirable entre les couches du substrat et les plaques de fixation.
- Utilisé sur les surfaces des gabarits et des montages dans les opérations de refusion des assemblages de puces...
Applications de l'interface thermique en électronique
Des formulations spécialisées de pâte thermique au nitrure de bore (distinctes de la pâte industrielle au BN) sont utilisées comme matériaux d'interface thermique entre les composants électroniques de puissance et les dissipateurs thermiques. Ces formulations exploitent la combinaison de la conductivité thermique élevée et de l'isolation électrique du BN - des propriétés que les graisses thermiques courantes à base d'argent ou de cuivre ne peuvent pas offrir lorsqu'une isolation électrique est nécessaire.
Comment la pâte de nitrure de bore est-elle appliquée et quelle est la préparation de surface nécessaire ?
Une bonne technique d'application est au moins aussi importante que le choix du produit. La pâte de nitrure de bore la plus chère et de la meilleure qualité sera moins performante si elle n'est pas appliquée correctement, et la compréhension de la méthodologie d'application est essentielle pour les ingénieurs qui spécifient ou utilisent ce matériau.
Préparation de la surface avant l'application de la pâte BN
Surfaces métalliques (acier sous pression, moules en fonte, coquilles de poches de coulée) :
- Éliminer tous les revêtements existants, les dépôts d'oxyde et la contamination par sablage, meulage ou nettoyage chimique.
- Dégraisser soigneusement avec de l'acétone ou de l'alcool isopropylique - la contamination par l'huile ou la graisse empêche l'adhérence de la pâte BN.
- Préchauffer la surface entre 100°C et 200°C avant l'application - cela permet d'éliminer l'humidité de la surface et favorise l'adhérence de la pâte.
- Appliquer la pâte BN sur la surface chaude pour une meilleure adhérence.
Surfaces réfractaires (coulées, fibres céramiques, silicate de calcium) :
- S'assurer que le matériau réfractaire est complètement durci et à la température de fonctionnement (ou pré-séché).
- Aucune préparation agressive de la surface n'est nécessaire - la porosité du réfractaire favorise l'adhérence de la pâte BN.
- Appliquer au pinceau, au pistolet ou au rouleau sur la surface réfractaire.
- Laisser sécher complètement avant le premier contact avec le métal.
Surfaces en graphite :
- Nettoyer avec de l'air comprimé ou une brosse pour enlever les particules de graphite et les débris.
- Pas de grenaillage - cela endommage la structure du graphite.
- Appliquer la pâte BN directement sur la surface propre du graphite.
- Plusieurs couches fines sont plus performantes qu'une seule couche épaisse.
Méthodes d'application
| Méthode d'application | Outils nécessaires | Grade de viscosité approprié | Épaisseur du revêtement | Mieux adapté pour |
|---|---|---|---|---|
| Application au pinceau | Brosse en poils naturels ou synthétiques | Viscosité moyenne à élevée | 0,1 à 0,5 mm | Louches, creusets, surfaces de moules complexes |
| Application par pulvérisation | Aérographe, pistolet à peinture | Viscosité faible à moyenne | 0,05 à 0,2 mm | Grandes surfaces planes, canaux de lavage |
| Revêtement par immersion | Récipient adapté à la taille de la pièce | Faible viscosité | 0,05 à 0,15 mm | Petites pièces, gaines de thermocouple |
| Application du rouleau | Rouleau en mousse ou rouleau à poils courts | Viscosité moyenne | 0,1 à 0,3 mm | Grandes surfaces planes des moules |
| Truelle/spatule | Truelle flexible | Viscosité élevée (qualité pâte) | 0,5 à 2,0 mm | Comblement de lacunes, couches protectrices épaisses |
Séchage et durcissement après l'application
- Pâte BN à base d'eau : laisser sécher à l'air 15 à 60 minutes à température ambiante, puis chauffer à 100°C à 200°C pour éliminer complètement l'humidité avant le service à haute température.
- Pâte BN à base de solvant : laisser le solvant s'évaporer dans un endroit ventilé (5 à 30 minutes selon le type de solvant et l'épaisseur de la couche), puis préchauffer.
- Ne jamais appliquer sur une surface qui sera immédiatement soumise à une température élevée sans séchage intermédiaire - la production rapide de vapeur peut cloquer ou délaminer le revêtement.
- L'application de plusieurs couches fines avec un séchage intermédiaire entre les couches permet d'obtenir une meilleure intégrité du revêtement que l'application d'une seule couche épaisse.
Quels sont les différents types et qualités de pâte de nitrure de bore ?
Toutes les pâtes de nitrure de bore ne sont pas identiques. Les formulations des produits varient considérablement en termes de teneur en BN, de support, de système de liant, d'additifs et de viscosité, autant d'éléments qui affectent les performances dans des applications spécifiques.
Classification par support
Pâte de nitrure de bore à base d'eau
Il s'agit du type de formulation le plus couramment utilisé. L'eau est le milieu de suspension, avec des épaississants, des dispersants et parfois des liants polymères ajoutés pour contrôler la viscosité et l'adhérence du revêtement.
- Plus facile à appliquer et à nettoyer.
- Réduction des émissions de COV par rapport aux produits à base de solvants.
- Convient à la plupart des applications industrielles jusqu'à 900°C dans l'air.
- Doit être soigneusement séché avant d'être exposé à des températures élevées afin d'éviter la formation de cloques de vapeur.
Pâte de nitrure de bore à base de solvant
Les solvants organiques (alcools, cétones ou hydrocarbures) remplacent l'eau comme support. Les formulations à base de solvants offrent souvent une meilleure adhérence aux surfaces métalliques et un temps de séchage plus rapide.
- Meilleur mouillage des surfaces métalliques que les produits à base d'eau.
- Un séchage plus rapide permet une rotation plus rapide dans les environnements de production.
- Nécessite une ventilation pendant l'application en raison des vapeurs de solvants.
- Coût plus élevé que les équivalents à base d'eau.
Liant polymère Pâte de nitrure de bore
Ces formulations intègrent des liants polymères résistants aux températures élevées - généralement des systèmes précurseurs de silicone, de polyimide ou de céramique - qui améliorent la durabilité et l'adhérence du revêtement à des températures élevées.
- Adhésion supérieure au revêtement par rapport aux formulations de base à base d'eau.
- Maintient l'intégrité du revêtement à travers un plus grand nombre de cycles thermiques.
- Coût plus élevé - justifié dans les applications critiques avec un outillage coûteux.
Classification par contenu BN
| Contenu en BN (wt%) | Classification des grades | Application typique |
|---|---|---|
| 10% à 20% | Légèreté / qualité de la couche mince | Fixations pour semi-conducteurs, outillage de précision |
| 20% à 35% | Qualité industrielle standard | Moulage général de l'aluminium, formage du verre |
| 35% à 50% | Qualité à haute teneur en solides | Louches, creusets et matrices HPDC à usage intensif |
| 50% à 65% | Ultra-hauts solides | Température maximale, applications à cycles répétés |
| >65% | Pâte presque solide | Remplissage des lacunes, protection réfractaire spécialisée |
Formulations spéciales
Pâte BN avec additifs d'alumine ou de silice
Des particules supplémentaires d'oxyde de céramique sont incorporées pour augmenter la dureté du revêtement et la résistance à l'usure mécanique. Ces qualités sont utilisées dans les applications où le revêtement BN est soumis à un contact abrasif.
Pâte BN pour la coulée du titane
Le titane réagit agressivement avec la plupart des matériaux réfractaires à des températures de coulée (1680°C+). Des formulations de pâtes BN spécialisées avec des ajouts d'yttrium ou de zircone créent des barrières qui résistent à l'attaque du titane pendant le moulage à la cire perdue de composants aérospatiaux et médicaux.
Pâte BN pour la coulée du cuivre et des alliages de cuivre
Le moulage du cuivre et du laiton présente des défis différents de ceux de l'aluminium - des températures plus élevées (jusqu'à 1200°C), un comportement de mouillage différent et une susceptibilité à la contamination par le carbone (le graphite ne peut pas être utilisé). La pâte BN est idéale pour l'outillage de coulée du cuivre.
Comment la pâte de nitrure de bore se compare-t-elle aux autres agents de démoulage et revêtements ?
Comprendre la place de la pâte de nitrure de bore par rapport à d'autres options de revêtement protecteur aide les ingénieurs à faire des choix de produits justifiés en termes de coûts.
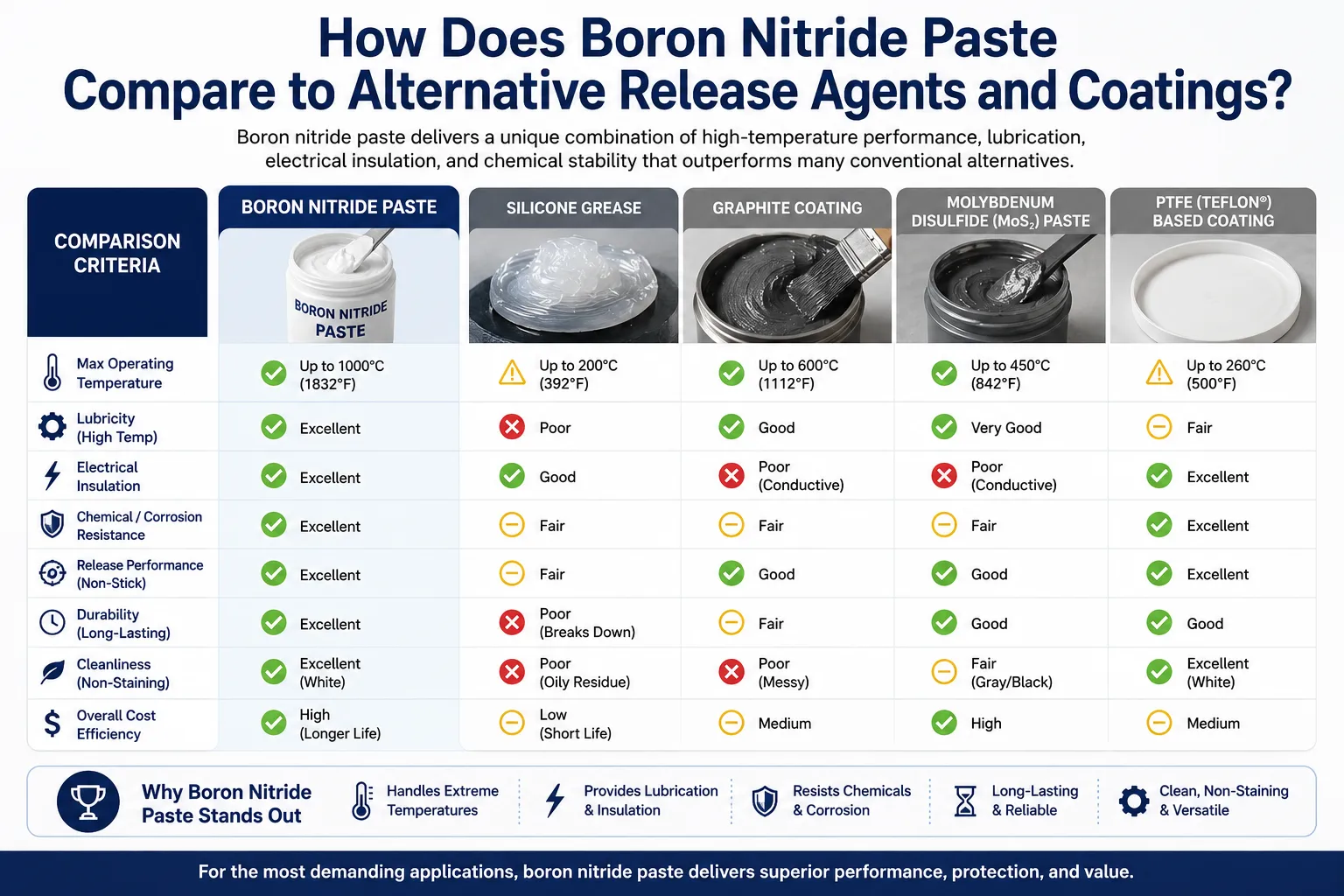
Comparaison des performances : Pâte BN vs. revêtements alternatifs
| Propriété | Pâte BN | Revêtement de graphite | Lavage au silicate de calcium | Lavage à la zircone | MoS₂ Lubrifiant |
|---|---|---|---|---|---|
| Température de service maximale (air) | 900°C à 950°C | 400°C à 500°C | 800°C | 1600°C+ | 350°C à 400°C |
| Température de service maximale (inerte) | 1400°C à 1800°C | 2000°C+ | 800°C | 1600°C+ | 450°C |
| Conductivité électrique | Isolation | Conducteur | Isolation | Isolation | Conducteur |
| Inertie chimique à l'égard de l'Al fondu | Excellent | Bon | Modéré | Bon | Pauvre |
| Capacité de lubrification | Bon | Excellent | Pauvre | Pauvre | Excellent |
| Libération du verre en fusion | Excellent | Bon | Bon | Modéré | Pauvre |
| Risque de contamination de la surface | Très faible | Contamination par le carbone | Faible | Très faible | Modéré |
| Coût par m² de revêtement | Moyenne-élevée | Faible | Faible | Moyen | Faible-Moyen |
| Fréquence de réapplication | Faible-Moyen | Faible | Haut | Faible | Haut |
| Préoccupations sanitaires/environnementales | Faible | Faible-modéré | Faible | Faible | Modéré |
Quelles sont les limites et les restrictions de la pâte de nitrure de bore ?
Aucun matériau n'est universellement adapté à toutes les applications. La pâte de nitrure de bore présente des limites spécifiques que les ingénieurs doivent comprendre pour éviter les erreurs de spécification.
Limites de température dans les atmosphères oxydantes
À des températures supérieures à 850°C ou 950°C dans l'air, le nitrure de bore commence à s'oxyder. La réaction d'oxydation produit du trioxyde de bore (B₂O₃), qui forme une couche vitreuse à la surface. À basse température, cette couche d'oxyde est partiellement protectrice, mais à des températures plus élevées, le B₂O₃ devient liquide (point de fusion 450°C) et peut s'écouler de la surface, laissant le matériau sous-jacent sans protection.
Cela signifie que la pâte BN est pas ne convient pas comme revêtement autonome dans les applications à plus de 900°C dans l'air. Dans ces conditions, il faut soit maintenir une atmosphère inerte, soit utiliser d'autres revêtements (lavage à la zircone, revêtements à base d'alumine).
Dans des atmosphères inertes ou réductrices, le nitrure de bore est stable à des températures supérieures à 1400°C, ce qui le rend adapté aux fours à vide, aux fours à atmosphère d'hydrogène et au traitement sous atmosphère d'azote.
Limites de la résistance mécanique
Les revêtements de nitrure de bore sont tendres (dureté de Mohs de 1,5 à 2,0) et ne résistent pas bien à l'abrasion mécanique lorsqu'ils sont isolés. Dans les applications où le revêtement sera mécaniquement gratté, abrasé par des particules solides en mouvement ou impacté par des charges de métal solide, la pâte de BN seule peut ne pas offrir une durabilité suffisante. Dans ces cas, la pâte de BN est souvent utilisée en combinaison avec des revêtements céramiques plus durs.
Sensibilité à l'humidité pendant l'application
La pâte BN à base d'eau nécessite un séchage complet avant d'être exposée à des températures élevées. Si elle est appliquée sur une surface qui n'a pas été correctement séchée, la génération de vapeur pendant le chauffage provoque la délamination du revêtement, la formation de cloques et la défaillance. Ce problème est particulièrement fréquent dans les fonderies où la pression de production incite à accélérer le processus d'application et de séchage du revêtement.
Limites de compatibilité avec certains métaux
| Métal ou alliage | Compatibilité avec la pâte BN | Notes |
|---|---|---|
| Alliages d'aluminium (toutes séries) | Excellent | Revêtement préféré |
| Cuivre et alliages de cuivre | Excellent | Pas de risque de contamination par le carbone |
| Zinc et alliages de zinc | Bon | Convient à la plupart des moulages sous pression |
| Fer et acier | Bon | Utiliser à des températures appropriées |
| Alliages de titane | Nécessite un grade spécialisé | Le BN standard peut réagir à 1700°C+. |
| Superalliages de nickel | Bon à excellent | Vérifier la chimie du liant |
| Alliages de magnésium | Bon | Vérifier la réactivité du liant |
| Métaux réactifs (Zr, Nb, Ta) | Consulter le fournisseur | Peut nécessiter de l'yttrium ou d'autres additifs |
Quelles sont les considérations en matière de sécurité, de manipulation et d'environnement pour la pâte de nitrure de bore ?
Profil de santé au travail
Le nitrure de bore hexagonal est généralement considéré comme ayant un profil de toxicité faible par rapport à de nombreux matériaux céramiques industriels. Il n'est pas classé comme cancérigène dans les cadres réglementaires actuels de l'UE ou des États-Unis. Les principales considérations en matière de santé au travail sont les suivantes :
- Inhalation d'une fine poudre de BNL'inhalation de particules fines est toujours un problème respiratoire ; le port d'un masque anti-poussière P2 est recommandé lors de la manipulation de la poudre ou de l'application par pulvérisation.
- Contact avec la peauLes produits de l'UE sont généralement non irritants, mais certains systèmes de liants ou de solvants peuvent provoquer une irritation de la peau - vérifier la fiche de données de sécurité (FDS) spécifique au produit.
- Contact visuel: La poudre BN peut provoquer une irritation mécanique des yeux - le port de lunettes de sécurité est recommandé pendant l'application.
- Vapeurs de solvantsLes formulations à base de solvants nécessitent une ventilation adéquate pour éviter l'accumulation de vapeurs de solvants organiques.
Considérations environnementales
- La pâte BN à base d'eau est généralement classée comme un déchet non dangereux à des fins d'élimination.
- Les formulations à base de solvants doivent être éliminées conformément à la réglementation locale relative aux déchets de COV.
- Les composés de bore sont réglementés dans certaines juridictions en ce qui concerne la toxicité aquatique - vérifiez les réglementations locales avant d'évacuer l'eau de lavage vers les égouts.
- La pâte BN n'est pas biodégradable mais n'est pas classée comme persistante, bioaccumulable ou toxique (PBT).
Stockage et durée de conservation
| Paramètre de stockage | Recommandation |
|---|---|
| Température de stockage | 5°C à 35°C |
| Éviter la congélation | Oui - la congélation provoque une séparation irréversible |
| Durée de conservation (non ouvert) | 12 à 24 mois en général |
| Type de conteneur | Conserver dans l'emballage d'origine |
| Comportement de séparation | Normal - bien mélanger avant utilisation |
| Prévention de la contamination | Ne pas introduire d'eau dans les produits à base de solvants |
Comment sélectionner la bonne pâte de nitrure de bore pour votre application ?
Cadre des critères de sélection
Étape 1 : Définir la température de service et l'atmosphère
La température de fonctionnement et le type d'atmosphère sont les principaux facteurs de sélection :
- En dessous de 900°C dans l'air : pâte BN standard à base d'eau ou de solvant.
- Au-dessus de 900°C dans l'air : envisager d'autres revêtements ou accepter les limites de la pâte BN.
- Au-dessus de 900°C en atmosphère inerte/réductrice : pâte de BN de haute pureté avec liant approprié.
Étape 2 : Identifier le matériau du substrat
La chimie du support influe sur la teneur en BN et le système de liant requis :
- Supports métalliques (acier moulé, fonte) : liants polymères à base de solvant ou à forte adhérence.
- Graphite et carbone : qualités standard avec de bonnes caractéristiques de mouillage.
- Céramiques réfractaires : les grades à base d'eau conviennent généralement.
Étape 3 : Déterminer la méthode d'application disponible
Le choix de la viscosité se fait en fonction de la méthode d'application disponible :
- Application au pinceau : viscosité moyenne à élevée (2 000 à 20 000 mPa-s)
- Application par pulvérisation : faible viscosité (500 à 3 000 mPa-s)
- Revêtement par immersion : faible viscosité (200 à 1 500 mPa-s)
Étape 4 : Prendre en compte la sensibilité à la contamination
- Applications électroniques ou semi-conducteurs : qualité de la plus haute pureté, impuretés minimales dans le BN et le liant.
- Contact alimentaire ou pharmaceutique : vérifier la conformité réglementaire de tous les composants de la formulation.
- Industriel standard : les qualités standard sont acceptables.
Étape 5 : Évaluer le coût et le cycle de renouvellement de la demande
- Outillage de grande valeur d'accès difficile : les qualités supérieures ayant une durée de vie plus longue justifient un coût unitaire plus élevé.
- Applications à haut volume et faciles d'accès : les grades standard avec des réapplications plus fréquentes peuvent s'avérer plus économiques.
Tableau de compromis coûts-performances
| Priorité de la demande | Niveau recommandé | Niveau de coût | Durée de vie prévue |
|---|---|---|---|
| Performances maximales en matière de libération | Ultra-hauts solides (50%+ BN) | Haut | Longues |
| Résistance à la température maximale | Atmosphère inerte, haute pureté | Très élevé | Longues |
| Coût total de possession le plus bas | A base d'eau à haute teneur en solides | Moyen | Moyen |
| Application la plus facile | Grade de pulvérisation à faible viscosité | Moyen | Court à moyen |
| Risque de contamination minimal | Haute pureté, faible teneur en liant | Haut | Moyen |
| Un maximum de confort | Aérosol prêt à l'emploi | Élevé par unité | Court |
Questions fréquemment posées sur la pâte de nitrure de bore
Q1 : Quelle est l'utilisation principale de la pâte de nitrure de bore dans le moulage de l'aluminium ?
Dans la coulée de l'aluminium, la pâte de nitrure de bore est utilisée pour empêcher l'aluminium fondu d'adhérer aux moules, aux matrices, aux poches, aux creusets, aux douilles et aux autres surfaces de l'outillage. Elle crée une barrière non mouillante entre l'aluminium en fusion et la surface de l'outillage, ce qui réduit considérablement la soudure des matrices dans le HPDC, prolonge la durée de vie du revêtement permanent des moules et facilite grandement l'élimination des cratères des poches et des creusets. Il protège également les coûteux creusets en graphite de la pénétration de l'aluminium et des attaques chimiques.
Q2 : Quelle température la pâte de nitrure de bore peut-elle supporter ?
Dans l'air (atmosphère oxydante), la pâte de nitrure de bore est fonctionnelle jusqu'à environ 850°C à 950°C, température au-delà de laquelle l'oxydation de la couche de BN commence. Dans des atmosphères inertes (azote, argon) ou réductrices (hydrogène), le nitrure de bore est stable jusqu'à des températures supérieures à 1400°C, et dans le vide à des températures encore plus élevées. La limite de température spécifique dépend de la formulation - le système de liant limite souvent les performances avant le BN lui-même.
Q3 : La pâte de nitrure de bore est-elle conductrice d'électricité ?
Le nitrure de bore hexagonal est un excellent isolant électrique dont la résistivité électrique dépasse 10¹⁴ Ω-cm. C'est l'une des principales propriétés qui distingue la pâte de BN des revêtements de graphite et la rend essentielle dans les applications où la continuité électrique entre le revêtement et le matériau de traitement doit être évitée - comme dans les équipements de traitement des semi-conducteurs et certaines applications de fabrication électronique.
Q4 : À quelle fréquence la pâte de nitrure de bore doit-elle être réappliquée ?
La fréquence de réapplication dépend fortement du type d'application, de la température et des conditions mécaniques. Dans le revêtement des matrices HPDC, la pâte BN dans les zones des portes peut durer de 50 à 200 tirs avant que les performances ne se dégradent. Les revêtements de la poche de coulée et du creuset résistent généralement à 5 à 20 chauffes. Les revêtements de lavage dans la coulée d'aluminium peuvent durer toute une campagne de production. Les applications statiques, sans contact et à basse température sont celles qui durent le plus longtemps - des mois, voire des années dans certains cas.
Q5 : La pâte de nitrure de bore peut-elle être utilisée sur des creusets en graphite ?
Oui, et c'est l'une des applications les plus courantes et les plus efficaces. La pâte BN appliquée aux creusets en graphite avant la fusion de l'aluminium empêche l'aluminium en fusion de pénétrer dans les pores du graphite, réduit l'adhérence du crâne métallique et prolonge considérablement la durée de vie du creuset. L'application de plusieurs couches fines sur un creuset préchauffé donne les meilleurs résultats. Le revêtement BN réduit également le ramassage du carbone dans les fusions d'aluminium lorsqu'une faible teneur en carbone est spécifiée.
Q6 : Quelle est la différence entre la pâte de nitrure de bore et le spray de nitrure de bore ?
Le nitrure de bore en aérosol utilise le même matériau de base (particules hBN), mais dans une formulation beaucoup moins visqueuse, diffusée par aérosol. Les sprays sont plus pratiques pour revêtir de grandes surfaces ou des surfaces difficiles d'accès, mais ils déposent généralement des revêtements plus fins que la pâte appliquée au pinceau et coûtent plus cher par unité de surface couverte. Les qualités de pâte permettent d'appliquer des revêtements plus épais et de mieux remplir les espaces, ce qui les rend préférables pour le revêtement des poches de coulée et des creusets où l'épaisseur et la durabilité du revêtement sont importantes.
Q7 : La pâte de nitrure de bore peut-elle être utilisée sans équipement de protection spécial ?
La pâte de nitrure de bore industrielle standard présente un profil sanitaire relativement bénin - le BN n'est pas classé comme cancérigène et n'est généralement pas irritant. Toutefois, l'inhalation de la fine poudre de BN lors de l'application par pulvérisation nécessite une protection respiratoire (masque anti-poussière P2 au minimum), et certaines formulations à base de solvant requièrent une ventilation pour gérer l'exposition aux vapeurs de solvant organique. Consultez toujours la fiche de données de sécurité spécifique au produit avant de l'utiliser et suivez les recommandations en matière d'EPI fournies par le fabricant.
Q8 : La pâte de nitrure de bore peut-elle être utilisée dans les fours à vide ?
Oui, la pâte de nitrure de bore est l'un des revêtements d'agent de démoulage préférés pour les applications dans les fours à vide. Dans le vide, le BN est thermiquement stable à des températures très élevées sans problème d'oxydation. Il est utilisé pour revêtir les fixations en graphite, les plaques de réglage et les structures de support dans les fours de frittage sous vide, les fours de brasage sous vide et les équipements de traitement thermique sous vide. Vérifier que le système de liant spécifique utilisé dans la formulation de la pâte est compatible avec les conditions de vide - certains liants dégagent des gaz importants et peuvent contaminer l'atmosphère du four ou le système de vide.
Q9 : Comment la pâte de nitrure de bore se compare-t-elle à la peinture au graphite pour le moulage de l'aluminium ?
La peinture au graphite est un lubrifiant et un agent de démoulage efficace à basse température, mais elle présente des limites importantes pour l'utilisation de l'aluminium : elle brûle à l'air au-dessus de 400°C à 500°C, elle est conductrice d'électricité (ce qui pose des problèmes dans certaines applications) et elle introduit une contamination au carbone dans l'aluminium fondu, ce qui risque d'affecter la chimie de l'alliage. La pâte de nitrure de bore évite ces trois limitations, ce qui en fait l'alternative préférée lorsque les températures de fonctionnement dépassent la plage de stabilité à l'air du graphite ou lorsque la propreté de la fonte est une priorité. Le principal avantage de la peinture au graphite est son coût nettement inférieur.
Q10 : Où peut-on acheter de la pâte de nitrure de bore et que doivent rechercher les ingénieurs en charge des achats lorsqu'ils sélectionnent un fournisseur ?
La pâte de nitrure de bore est disponible auprès des fournisseurs de céramiques industrielles spécialisées, des distributeurs de produits réfractaires et des entreprises de spécialités chimiques. Les principaux critères d'évaluation des fournisseurs sont les suivants : La pureté des particules de BN et les spécifications de distribution de taille (demandez des certificats d'analyse), la cohérence de la teneur en BN entre les lots de production, la disponibilité de fiches techniques avec des données de performance mesurées à la température, la volonté de fournir un soutien à l'application et la documentation de conformité pour les normes industrielles pertinentes. Pour les applications de fonderie d'aluminium, AdTech fournit des pâtes de nitrure de bore qualifiées, spécifiquement formulées pour le service de contact avec l'aluminium fondu, avec des données de performance documentées provenant d'environnements de production de moulage d'aluminium.
Conclusion : Adapter la pâte de nitrure de bore à votre application spécifique
La pâte de nitrure de bore est l'un des matériaux de revêtement protecteur les plus polyvalents sur le plan technique pour les procédés industriels à haute température. Sa combinaison unique de stabilité thermique, d'inertie chimique aux métaux fondus et au verre, de capacité de lubrification et d'isolation électrique la rend irremplaçable dans un ensemble d'applications où aucun autre matériau n'offre de performances équivalentes.
Les principales conclusions pratiques de notre analyse technique :
- Applications de fonderie d'aluminium: La pâte BN est l'agent de démoulage et le revêtement protecteur optimal pour les poches de coulée, les creusets, les bassins de décantation et les surfaces de moules de précision - en particulier lorsque la contamination par le carbone du graphite est inacceptable.
- Limites de température dans l'air: prévoir une nouvelle application ou une protection alternative au-delà de 900°C dans les atmosphères oxydantes.
- Questions relatives au type de construction: sélectionner la viscosité et le support en fonction du substrat et de la méthode d'application, et non pas seulement en fonction de la teneur en BN.
- Applications en atmosphère inerte: La pâte BN excelle véritablement au-dessus de 1000°C lorsqu'elle est protégée de l'oxydation.
- Justification des coûtsLe coût unitaire plus élevé par rapport aux revêtements en graphite ou en silicate de calcium est systématiquement justifié par une durée de vie plus longue de l'outillage, une diminution des rejets et une réduction de la main-d'œuvre de maintenance dans les applications critiques.
En spécifiant la bonne qualité et en l'appliquant correctement, la pâte de nitrure de bore passe du statut de consommable coûteux à celui de véritable investissement en termes de productivité et de qualité.
