窒化ホウ素ペーストは主に、金属鋳造、鋳造作業、ガラス製造、半導体加工、耐火物用途など、表面が500℃から1800℃を超える温度で付着、酸化、または化学的攻撃に抵抗しなければならないあらゆる場所で、高温離型剤、保護コーティング、および潤滑剤として使用されます。特にアルミ鋳造では、窒化ホウ素ペーストを金型、鋳型、取鍋、ランダー、るつぼに塗布することで、溶湯の付着を防ぎ、アルミニウムの濡れを抑え、高価な金型の耐用年数を延ばすことができます。.
窒化ホウ素ペーストは、アルミニウム鋳造および高温産業環境での仕様策定と適用に関する当社の直接的な経験に基づくと、動作条件が800℃を超える場合、または処理材料の汚染が許容できない場合、従来の離型剤、グラファイトコーティング、およびケイ酸カルシウムベースのバリアよりも一貫して優れています。この記事では、窒化ホウ素ペーストを扱うエンジニアや調達担当者に関連する、あらゆる機能的用途、技術仕様、選択基準、実用的な使用上の留意点を取り上げています。.
あなたのプロジェクトで窒化ホウ素ペーストの使用が必要な場合、次のことが可能です。 お問い合わせ お見積もりは無料です。.
窒化ホウ素ペーストとは何か?
窒化ホウ素(BN)は、ホウ素原子と窒素原子が等しい割合で六角形の結晶格子構造に配置された合成セラミック化合物である。しかし、黒鉛とは異なり、窒化ホウ素は電気的に非導電性で、ほとんどの溶融金属に対して化学的に不活性であり、黒鉛が燃え尽きる温度の酸化性雰囲気では安定である。.
窒化ホウ素ペーストは、六方晶窒化ホウ素(hBN)粉末をキャリア媒体(通常、水、有機溶剤、またはポリマーベースのバインダー)に懸濁させることによって製造され、刷毛塗り、スプレー、または浸漬可能なコーティングを作成し、複雑な表面形状に塗布した後、乾燥させて連続的な保護層に硬化させることができる。.

六方晶窒化ホウ素の結晶構造とその重要性
六方晶窒化ホウ素(hBN)は層状構造をしており、各層はホウ素原子と窒素原子が交互に平らなハニカム状に配置されている。これらの層は弱いファンデルワールス力によって互いに保持され、せん断応力下で互いに容易に滑ることができる。これは、グラファイトを効果的な乾式潤滑剤にしているのと同じメカニズムである。.
この層状摺動挙動は、従来の潤滑剤が分解して久しい温度でもhBNペーストに潤滑能力を与えている。1000℃では、ほとんどの有機潤滑剤は灰になります。窒化ホウ素は、空気中では900℃まで、不活性または還元性雰囲気中では1400℃を超えても、その潤滑メカニズムを維持します。.
窒化ホウ素ペーストの物理的・化学的特性
| プロパティ | 値/範囲 |
|---|---|
| ペースト中のBN含有量(代表値) | 重量で20%~60% |
| 結晶構造 | 六方晶(hBN) |
| カラー | 白~オフホワイト |
| hBN粉末の密度 | 2.27 g/cm³ |
| 最高使用温度(空気) | 850℃から950 |
| 最高使用温度(不活性ガス) | 1400°C~1800°C |
| 熱伝導率(バルクhBN) | 25~400W/m・K(異方性) |
| 電気抵抗率 | >10¹⁴ Ω-cm(優れた絶縁体) |
| 硬度(モース) | 1.5から2.0 |
| 溶融Alとの化学反応性 | 極めて低い |
| 溶融銅との化学反応性 | 非常に低い |
| 溶融ガラスとの化学反応性 | 極めて低い |
| 摩擦係数 | 0.15~0.40(ドライ) |
| 水への溶解度 | 不溶性 |
窒化ホウ素ペーストの主な工業用途は?
窒化ホウ素ペーストの応用範囲は、多くのエンジニアが当初考えていた以上に多くの産業に及んでいます。熱安定性、溶融金属やガラスに対する非濡れ性、電気絶縁性、潤滑性などを併せ持つ窒化ホウ素ペーストは、非常に幅広い製造工程で使用されています。.
アルミニウム鋳造と鋳造用途
これは、窒化ホウ素ペーストの商業用途として世界的に最も大量に使用されている。アルミニウム鋳造では、化学的に攻撃的で、多くの耐火物や金属表面に対して高い湿潤性を持つ溶融アルミニウムが、金型、ダイス、取鍋、搬送装置に付着するのを防ぐことが第一の課題です。.
ダイカスト
アルミニウム高圧ダイカスト(HPDC)では、従来の水性ダイ潤滑剤がショット間に塗布され、離型と冷却を行います。しかし、窒化ホウ素ペーストは、アルミニウムの付着が最も激しい部分や、ダイはんだ付け(アルミニウムとダイス鋼の溶接)が慢性化する部分には、別途塗布されます。.
ダイはんだ付けは、HPDCにおいて最も経済的な損害を与える欠陥の1つです。鋳物の表面欠陥を引き起こし、金型の摩耗を加速させ、生産を中断させる金型研磨や修理が必要になります。ゲートエリア、ビスケットゾーン、スライディングコアに塗布された窒化ホウ素ペーストは、アルミニウムとスティールの直接接触や、ダイはんだ付けの背後にある拡散接合メカニズムを防止するバリア層を形成します。.
永久鋳型(重力ダイ)鋳造
アルミニウム鋳造用の永久鋳型には、何百回、何千回と鋳造を繰り返しても破壊されない表面皮膜が必要です。窒化ホウ素ペーストは、従来の洗浄塗膜の下地塗膜として、または単独塗膜として直接塗布することで、優れた離型性を発揮し、標準的なケイ酸カルシウム洗浄に比べて再塗装の頻度を減らすことができます。.
インベストメント鋳造シェルモールド
アルミニウム航空宇宙部品に使用されるインベストメント鋳造用金型は、精密な寸法管理が要求されます。溶融アルミニウムとセラミックシェルが反応すると、部品品質を損なう表面介在物が発生します。インベストメントシェルにフェースコートとして塗布されるBNペーストは、アルミニウムとセラミックの間に非反応性のバリアを形成します。.
取鍋、るつぼ、搬送装置
アルミニウムの溶解および移送作業で使用される黒鉛るつぼ、炭化ケイ素るつぼ、および耐火物ライニングされた取鍋は、窒化ホウ素ペーストコーティングから大きな恩恵を受けます。このペーストは、アルミニウムのスカル(凍結した金属)が容器の壁に接着するのを防ぎ、スカル除去に伴う機械的労力とるつぼの損傷を劇的に低減します。.
窒化ホウ素ペースト・コーティングは、アルミニウムの二次製錬業者との仕事において、頭蓋骨除去の機械的ストレスを軽減するだけで、黒鉛るつぼの耐用年数を30%から50%延ばした。.
アルミニウム鋳物の用途別性能データ
| 申し込み | 主なメリット | BNペーストタイプ | 再申請の頻度 |
|---|---|---|---|
| HPDCダイはんだ付け防止 | アルミニウムとスチールの接合を防ぐ | 高固形分、溶剤ベース | 50~200ショットごと |
| 永久離型剤 | カビ洗浄の再コーティングを低減 | 水性、中程度の固形分 | 10~50サイクルごと |
| お玉/るつぼコーティング | 頭蓋骨の癒着を防ぐ | 高粘度ブラッシング・グレード | 5~20ヒートごと |
| 洗濯コーティング | 金属の付着とブリッジを低減 | ブラシまたはスプレー | すべてのキャンペーン |
| 熱電対保護管 | アルミニウムの攻撃を防ぐ | 高温スプレーグレード | 月次検査 |
| フィルターボックスコーティング | 非反応性バリア | ブラシグレード | フィルター交換1回につき |
窒化ホウ素ペーストはガラスやセラミック製造にどのように使われるのか?
ガラス製造には、非常に高い温度、腐食性の高いプロセス材料、加工材料と成形装置間の付着を防ぐ必要性など、多くの点でアルミニウム鋳造に類似した課題がある。.
ガラス成形金型コーティング
容器ガラスや板ガラスの製造におけるプランジャー、モールド、ブローヘッド、リングモールドなどのガラス成形工具は、ガラスの付着を防ぎ、高温のガラスから工具表面への熱伝導を抑え、工具の寿命を延ばすために窒化ホウ素ペーストでコーティングされる。.
- ガラス成形温度範囲:800℃~1100
- BNペーストは、分解やガラスとの化学反応を起こすことなく、この範囲に耐える。.
- 工具コーティングは、絶縁緩衝層を提供することにより、工具への熱衝撃を低減する。.
- 離型性により、ガラス製品は引きずったり破れたりすることなくきれいに分離する。.
ファイバーグラス製造
窒化ホウ素ペーストは、ガラス繊維の連続フィラメント延伸に使用される白金-ロジウムブッシングに塗布される。BNコーティングは、貴金属ブッシング先端へのガラス融液の付着を防止し、安定したファイバー直径制御を維持し、高価な白金合金を1200℃~1300℃付近の温度でのガラスによる腐食から保護します。.
セラミック焼結・焼成アプリケーション
高度なセラミック製造(テクニカル・セラミック、圧電部品、燃料電池材料)では、部品をセッター・プレートやキルン・ファーニチャー上の高温で、これらの支持面に接着させずに焼結させる必要がある。.
セッタープレートに塗布された窒化ホウ素ペースト:
- 焼結中にセラミック部品がアルミナや炭化ケイ素のセッターに付着するのを防ぎます。.
- ストレスクラックを発生させることなく、自由な熱伸縮を可能にする。.
- セラミック表面の化学的性質を汚染しない(カーボンを残すグラファイトとは異なる)。.
- 850℃までの空気中、またはそれ以上の高温の窒素/アルゴン雰囲気中での焼結に適している。.
窒化ホウ素ペーストは半導体・電子機器製造においてどのような役割を果たすのか?
半導体およびエレクトロニクス産業では、窒化ホウ素ペーストを、主に剥離機能よりもむしろ、電気絶縁性と熱管理特性の組み合わせを利用する用途で使用している。.
結晶成長アプリケーション
単結晶成長プロセス(Czochralski引き上げ(シリコン用)、Bridgman法成長、ゾーン精製を含む)には、溶融半導体材料に対して化学的に不活性なるつぼと格納容器が必要です。窒化ホウ素ペーストは、以下の用途に使用されます:
- 石英と黒鉛るつぼをシリコン結晶引きでコーティングし、汚染を減らす。.
- III-V族半導体(ガリウムヒ素、リン化インジウム)結晶成長用の窒化ホウ素るつぼに離型層を設ける。.
- 大気汚染が結晶純度に影響を及ぼす可能性のある結晶成長炉部品の隙間をシールする。.
半導体パッケージングおよびアセンブリ
高温のろう付けや焼結を伴う半導体デバイスのパッケージングや組立工程:
- BNペーストは、チップ焼結炉で使用されるグラファイト製フィクスチャーやキャリアのバリアコーティングとして機能する。.
- 同時焼成工程でセラミック基板に塗布し、基板層とセッタープレート間の不要な接合を防止する。.
- フリップチップアセンブリのリフロー作業で、治具や固定具の表面に使用します。.
エレクトロニクスにおけるサーマルインターフェースの応用
窒化ホウ素サーマルペースト(工業用BNペーストとは異なる)は、パワーエレクトロニクス部品とヒートシンク間の熱インターフェース材料として使用されます。これらの配合は、高い熱伝導性と電気絶縁性を併せ持つBNの特性を利用したもので、電気的絶縁が必要な場合には、銀や銅をベースとした一般的なサーマル・グリースでは提供できない特性です。.
窒化ホウ素ペーストの塗布方法と必要な表面処理とは?
適切な塗布技術は、少なくとも製品選択と同じくらい重要です。最も高価で高品質な窒化ホウ素ペーストでも、塗布方法を誤ると性能が低下するため、この材料を指定または使用するエンジニアにとって、塗布方法を理解することは不可欠です。.
BNペースト塗布前の表面処理
金属表面(ダイス鋼、鋳鉄鋳型、取鍋シェル):
- グリットブラスト、研磨、化学洗浄により、既存のコーティング、酸化スケール、汚染をすべて除去する。.
- アセトンまたはイソプロピルアルコールで十分に脱脂する。油脂汚れがBNペーストの接着を妨げる。.
- 塗布する前に表面を100℃~200℃に予熱することで、表面の水分を飛ばし、ペーストの接着を助ける。.
- BNペーストを温めた表面に塗布すると、最高の接着が得られる。.
耐火物表面(キャスタブル、セラミックファイバー、ケイ酸カルシウム):
- 耐火物が完全に硬化し、使用温度(または予備乾燥)になっていることを確認する。.
- 耐火物の多孔性がBNペーストの接着を助けます。.
- 耐火物の表面に刷毛、スプレー、またはローラーで塗布する。.
- 最初の金属接触前に完全に乾燥させる。.
グラファイトの表面:
- 圧縮空気またはブラシで清掃し、グラファイトの粒子やゴミを取り除く。.
- グリットブラストは行わない-これはグラファイト構造を損傷する。.
- BNペーストをきれいなグラファイト表面に直接塗布する。.
- 薄いコートを何度も重ねることで、厚いコートを1度塗るよりも優れた性能を発揮する。.
申請方法
| 申込方法 | 必要な道具 | 適切な粘度グレード | コーティングの厚さ | こんな方に最適 |
|---|---|---|---|---|
| ブラシ塗布 | 天然毛または合成毛のブラシ | 中粘度から高粘度 | 0.1~0.5 mm | お玉、るつぼ、複雑な金型表面 |
| スプレー塗布 | エアブラシ、スプレーガン | 低~中粘度 | 0.05~0.2 mm | 大きな平面、洗濯溝 |
| ディップコーティング | 容器サイズ | 低粘度 | 0.05~0.15 mm | 小型部品、熱電対シース |
| ローラーアプリケーション | フォーム・ローラーまたはショート・ナップ・ローラー | 中粘度 | 0.1~0.3 mm | 大きな平らな金型表面 |
| こて/へら | フレキシブルコテ | 高粘度(ペーストグレード) | 0.5~2.0 mm | 隙間充填、厚い保護膜 |
塗布後の乾燥と硬化
- 水性BNペースト:室温で15~60分自然乾燥させた後、100℃~200℃に加熱して水分を完全に除去してから高温で使用する。.
- 溶剤系BNペースト:換気した場所で溶剤を蒸発させ(溶剤の種類と塗膜の厚さにより5~30分)、その後予熱する。.
- 急激な蒸気の発生は、塗膜の膨れや剥離の原因となります。.
- 塗布と塗布の間に中間乾燥を挟みながら薄く複数回塗布することで、厚く1回塗布するよりも塗膜の完全性が向上します。.
窒化ホウ素ペーストにはどのような種類と等級がありますか?
窒化ホウ素ペーストはすべて同じではありません。製品の配合は、BN含有量、キャリア媒体、バインダーシステム、添加剤、粘度によって大きく異なり、これらはすべて特定の用途における性能に影響します。.
キャリア媒体による分類
水性窒化ホウ素ペースト
最も一般的に使用される製剤タイプ。水を懸濁媒体とし、増粘剤、分散剤、時にはポリマーバインダーを加えて粘度や塗膜の密着性をコントロールする。.
- 塗りやすく、後片付けも簡単。.
- 溶剤ベースの製品に比べ、VOC排出量が少ない。.
- 空気中で900℃までのほとんどの産業用途に適している。.
- スチーム・ブリスタリングを防ぐため、高温にさらされる前に十分に乾燥させる必要がある。.
溶剤系窒化ホウ素ペースト
有機溶剤(アルコール、ケトン、炭化水素)は、キャリア媒体として水に取って代わる。溶剤ベースの配合は、多くの場合、金属表面への接着性が向上し、乾燥時間が短縮される。.
- 水性グレードよりも金属表面への濡れ性が良い。.
- より速い乾燥は、生産環境での迅速なターンアラウンドを可能にする。.
- 溶剤の蒸気のため、塗布時には換気が必要。.
- 水性の同等品よりコストが高い。.
ポリマーバインダー窒化ホウ素ペースト
これらの配合は、高温でのコーティングの耐久性と接着性を向上させる高温耐性ポリマーバインダー(通常はシリコーン、ポリイミド、セラミック前駆体システム)を組み込んでいる。.
- 基本的な水性製剤に比べ、塗膜の密着性に優れる。.
- より多くの熱サイクルを通してコーティングの完全性を維持。.
- コストが高い - 高価な工具を使用する重要な用途では正当化される。.
BN含有量による分類
| BN含量(wt%) | グレード分類 | 代表的なアプリケーション |
|---|---|---|
| 10%から20% | ライト/薄膜グレード | 半導体用治具、精密工具 |
| 20%~35% | 標準的な工業用グレード | 一般アルミニウム鋳造、ガラス成形 |
| 35%~50% | 高固形分グレード | シビアサービス取鍋、るつぼ、HPDCダイ |
| 50%〜65% | 超高固形分 | 最高温度、繰り返しサイクル用途 |
| >65% | 固形に近いペースト | 隙間埋め、特殊な耐火物保護 |
特殊配合
アルミナまたはシリカ添加BNペースト
コーティングの硬度と機械的摩耗への耐性を高めるため、セラミック酸化物粒子が追加されています。これらのグレードは、BNコーティングが研磨材と接触する用途に使用されます。.
チタン鋳造用BNペースト
チタンは鋳造温度(1680℃以上)でほとんどの耐火物と激しく反応します。イットリアまたはジルコニアを添加した特殊なBNペースト配合は、航空宇宙および医療部品のインベストメント鋳造中に、チタンの攻撃に抵抗するバリアを形成します。.
銅および銅合金鋳造用BNペースト
銅や真鍮の鋳造には、アルミニウムとは異なる課題-高温(最高1200℃)、異なる濡れ挙動、カーボンによる汚染の影響を受けやすい(グラファイトは使用不可)-があります。BNペーストは銅鋳造金型に最適です。.
窒化ホウ素ペーストと他の離型剤やコーティング剤との比較は?
窒化ホウ素ペーストが他の保護コーティングのオプションと比較してどのような位置づけにあるかを理解することは、エンジニアがコスト的に妥当な製品を選択するのに役立ちます。.
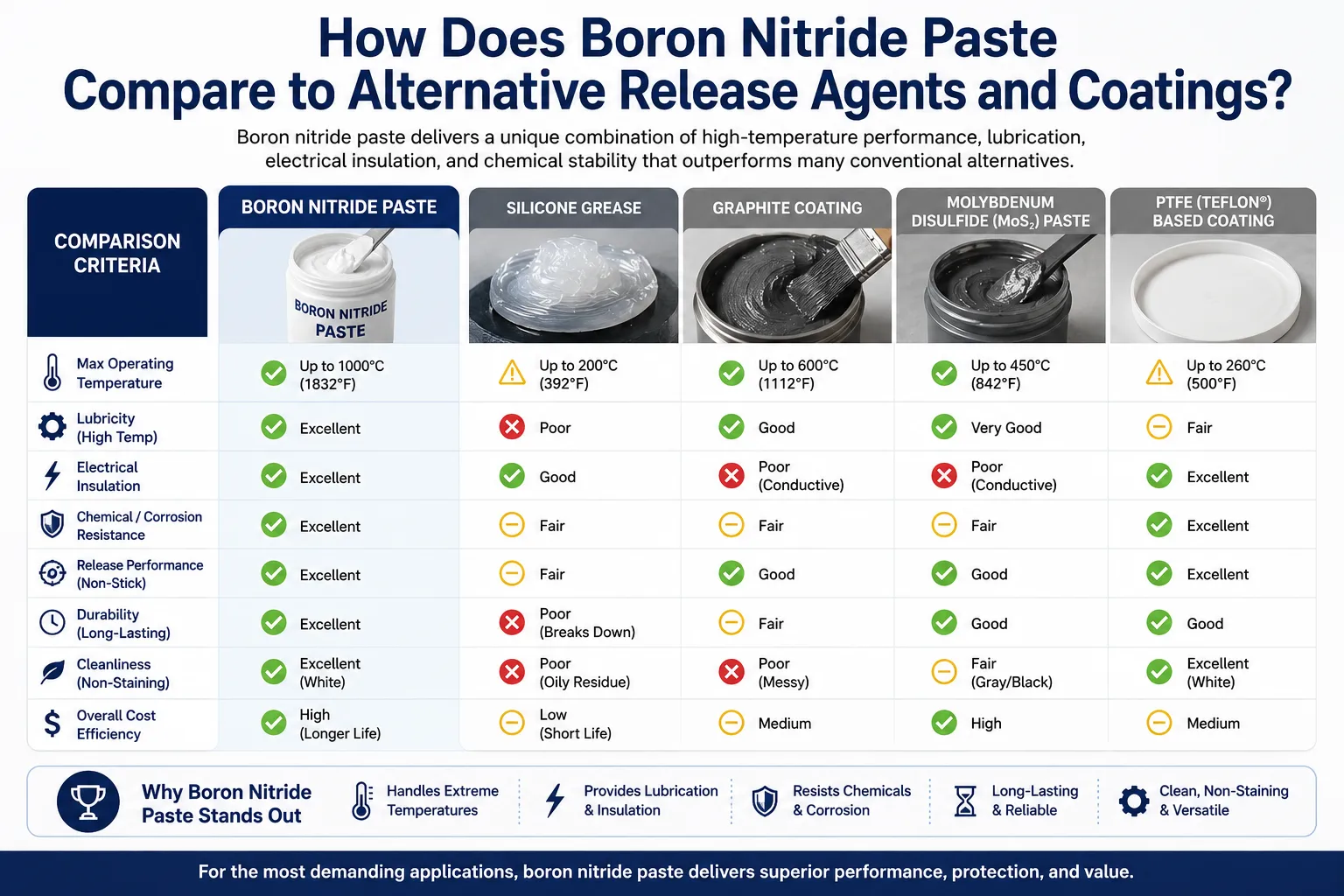
比較性能:BNペーストと代替コーティングの比較
| プロパティ | BNペースト | グラファイト・コーティング | ケイ酸カルシウムウォッシュ | ジルコニア・ウォッシュ | MoS₂潤滑剤 |
|---|---|---|---|---|---|
| 最高使用温度(大気) | 900°C~950°C | 400°C~500°C | 800°C | 1600°C+ | 350°C~400°C |
| 最高使用温度(不活性) | 1400°C~1800°C | 2000°C+ | 800°C | 1600°C+ | 450°C |
| 電気伝導度 | 断熱 | 導電性 | 断熱 | 断熱 | 導電性 |
| 溶融Alに対する化学的不活性 | 素晴らしい | グッド | 中程度 | グッド | 貧しい |
| 潤滑能力 | グッド | 素晴らしい | 貧しい | 貧しい | 素晴らしい |
| 溶融ガラスからの解放 | 素晴らしい | グッド | グッド | 中程度 | 貧しい |
| 表面汚染リスク | 非常に低い | カーボン汚染 | 低い | 非常に低い | 中程度 |
| コーティング1m²当たりのコスト | ミディアム-ハイ | 低い | 低い | ミディアム | ロー・ミディアム |
| 再申請の頻度 | ロー・ミディアム | 低い | 高い | 低い | 高い |
| 健康/環境への懸念 | 低い | 中程度 | 低い | 低い | 中程度 |
窒化ホウ素ペーストの限界と制約とは?
すべての用途に万能に適する材料はありません。窒化ホウ素ペーストには特定の制限があり、エンジニアは仕様ミスを避けるためにそれを理解する必要があります。.
酸化性雰囲気における温度制限
空気中で850℃から950℃を超える温度になると、窒化ホウ素は酸化し始める。酸化反応により三酸化ホウ素(B₂O₃)が生成され、表面にガラス状の層が形成される。低温では、この酸化物層は部分的に保護されるが、高温ではB₂O₃は液体(融点450℃)となり、表面から流出し、下層の材料は保護されないままとなる。.
つまり、BNペーストは ない 大気中で900℃を超える用途では、単独のコーティングとして適している。このような条件下では、不活性雰囲気を維持するか、代替コーティング(ジルコニアウォッシュ、アルミナ系コーティング)を使用しなければならない。.
不活性または還元性雰囲気中では、窒化ホウ素は1400℃を超える温度まで安定であるため、真空炉、水素雰囲気炉、窒素雰囲気処理に適している。.
機械的強度の限界
窒化ホウ素コーティングは軟質(モース硬度1.5~2.0)であり、単独では機械的摩耗にあまり耐えられない。コーティングが機械的に削られたり、流動する固体粒子によって摩耗されたり、固体金属の電荷によって衝撃を受けるような用途では、BNペーストだけでは十分な耐久性が得られない場合があります。このような場合、BNペーストはより硬いセラミックコーティングと組み合わせて使用されることが多い。.
塗布時の水分感受性
水性BNペーストは、高温にさらされる前に十分な乾燥が必要である。乾燥が不十分な表面に塗布すると、加熱時に蒸気が発生し、塗膜の剥離や膨れ、故障の原因となる。これは、生産圧力が塗布と乾燥のプロセスを急がせる鋳造環境で特によく見られる問題です。.
特定金属との相性制限
| 金属または合金 | BNペーストの適合性 | 備考 |
|---|---|---|
| アルミニウム合金(全シリーズ) | 素晴らしい | 好ましいコーティング |
| 銅および銅合金 | 素晴らしい | カーボン汚染のリスクがない |
| 亜鉛および亜鉛合金 | グッド | ほとんどのダイカストに適している |
| 鉄鋼 | グッド | 適切な温度範囲で使用する |
| チタン合金 | 専門グレードが必要 | 標準的なBNは1700℃+で反応する可能性がある。 |
| ニッケル超合金 | グッド~エクセレント | バインダーの相性をチェック |
| マグネシウム合金 | グッド | バインダーの反応性をチェックする |
| 反応性金属 (Zr, Nb, Ta) | サプライヤーに相談する | イットリアやその他の添加物が必要な場合がある |
窒化ホウ素ペーストの安全性、取り扱い、環境への配慮とは?
労働衛生プロフィール
六方晶窒化ホウ素は一般的に、多くの工業用セラミック材料と比較して毒性プロファイルが低いと考えられている。現在のEUや米国の規制枠組 みの下では、発がん性物質として分類されていない。主な労働衛生上の注意事項は以下の通りである:
- BN微粉末の吸入微粒子の吸入は常に呼吸器系への影響が懸念されるため、粉末の取り扱い時やスプレー塗布時にはP2防塵マスクの着用を推奨する。.
- 皮膚接触一般的に刺激性はありませんが、バインダーシステムや溶剤キャリアによっては皮膚刺激を引き起こす場合があります。
- アイコンタクト:BNパウダーは目に機械的刺激を与える可能性がある。.
- 溶剤蒸気溶剤系製剤の場合、有機溶剤蒸気の蓄積を防ぐため、十分な換気が必要である。.
環境への配慮
- 水性BNペーストは一般的に、廃棄目的では非有害廃棄物に分類される。.
- 溶剤ベースの製剤は、地域のVOC廃棄物規制に従って廃棄する必要がある。.
- ホウ素化合物は、水生毒性に関して規制されている地域もある。洗浄水を下水に流す前に、地域の規制を確認すること。.
- BNペーストは生分解性ではないが、難分解性・蓄積性・毒性(PBT)には分類されない。
保存と賞味期限
| ストレージ・パラメーター | 推薦 |
|---|---|
| 保存温度 | 5°C~35°C |
| 凍結を避ける | 凍結は不可逆的な分離を引き起こす |
| 賞味期限(未開封) | 通常12~24カ月 |
| コンテナタイプ | 元の密閉容器に保管すること |
| 分離行動 | 通常-使用前によくかき混ぜる |
| 汚染防止 | 溶剤ベースの製品に水を入れないでください。 |
用途に適した窒化ホウ素ペーストを選ぶには?
選考基準の枠組み
ステップ1:使用温度と雰囲気の定義
使用温度と雰囲気のタイプが主な選択要因である:
- 大気中900℃以下:標準的な水性または溶剤型BNペースト。.
- 大気中900℃以上:代替コーティングを検討するか、BNペーストの制限を受け入れる。.
- 不活性/還元雰囲気で900℃以上:適切なバインダーを使用した高純度BNペースト。.
ステップ2:基材の特定
基材の化学的性質は、必要なBN含有量とバインダーシステムに影響する:
- 金属基材(ダイス鋼、鋳鉄):溶剤系または高粘着性ポリマーバインダーグレード。.
- グラファイトとカーボン:濡れ性の良い標準グレード。.
- 耐火セラミック:通常、水性グレードが適している。.
ステップ3:使用可能な塗布方法を決定する
粘度の選択は、使用可能な塗布方法に従う:
- 刷毛塗り:中粘度~高粘度(2,000~20,000mPa・s)
- スプレー塗布:低粘度(500~3,000mPa・s)
- ディップコーティング:低粘度(200~1,500mPa・s)
ステップ4:汚染感受性を考慮する
- 電子・半導体用途:最高純度グレードで、BNとバインダー中の不純物は最小限。.
- 食品に接触する、または医薬品に隣接する:すべての製剤成分の規制遵守を検証する。.
- 標準的な工業用:標準的な等級は許容される。.
ステップ5:コストと再申請サイクルの評価
- アクセスが困難な高価値の工具:耐用年数の長いプレミアム材種は、高い単価を正当化します。.
- 量が多く、アクセスが容易な用途:再塗布の頻度が高い標準グレードの方が経済的な場合がある。.
コストと性能のトレードオフ表
| 申請優先順位 | 推奨グレード | コスト・レベル | 期待耐用年数 |
|---|---|---|---|
| 最高のリリース性能 | 超高固形分(50%+ BN) | 高い | ロング |
| 最高温度耐性 | 不活性雰囲気、高純度 | 非常に高い | ロング |
| 最も低い総所有コスト | 高固形分水性 | ミディアム | ミディアム |
| 最も簡単なアプリケーション | 低粘度スプレーグレード | ミディアム | ショート~ミディアム |
| 最小限の汚染リスク | 高純度、低バインダー | 高い | ミディアム |
| 最大限の利便性 | すぐに使えるエアゾール | 1台あたり高い | ショート |
窒化ホウ素ペーストに関するよくある質問
Q1:窒化ホウ素ペーストは主にアルミ鋳造で何に使われるのですか?
アルミニウム鋳造において、窒化ホウ素ペーストは、溶融アルミニウムが金型、ダイス、取鍋、るつぼ、ランダー、およびその他の工具表面に付着するのを防ぐために使用されます。溶融アルミニウムと金型表面との間に非濡れ性のバリアを形成し、HPDCにおける金型はんだ付けを劇的に減少させ、金型コーティングの寿命を延ばし、取鍋やるつぼからのスカル除去をはるかに容易にします。また、高価な黒鉛るつぼをアルミニウムの浸透や化学的攻撃から保護します。.
Q2: 窒化ホウ素ペーストは何度まで耐えられますか?
空気中(酸化性雰囲気)では、窒化ホウ素ペーストは約850℃から950℃まで機能するが、それ以上ではBN層の酸化が始まる。不活性雰囲気(窒素、アルゴン)または還元性雰囲気(水素)では、窒化ホウ素は1400℃を超える温度まで安定し、真空中ではさらに高温まで安定する。具体的な限界温度は配合に依存し、多くの場合、窒化ホウ素そのものよりも先にバインダーシステムが性能を制限する。.
Q3: 窒化ホウ素ペーストは導電性ですか?
六方晶窒化ホウ素は、電気抵抗率が10¹⁴Ω・cmを超える優れた電気絶縁体です。これは、BNペーストをグラファイトコーティングと区別する重要な特性の1つであり、半導体処理装置や特定の電子製造用途など、コーティングとプロセス材料との電気的導通を防止する必要がある用途に不可欠です。.
Q4:窒化ホウ素ペーストはどのくらいの頻度で再塗布が必要ですか?
再塗布の頻度は、塗布の種類、温度、機械的条件によって大きく異なります。HPDCダイコーティングでは、ゲート部のBNペーストは、性能が劣化する前に50~200ショット使用できる可能性があります。取鍋とるつぼのコーティングは、通常5~20回の加熱に耐えます。アルミニウム鋳造における湯洗コーティングは、生産キャンペーン全体にわたって使用できます。低温での静的で非接触のアプリケーションは最も長持ちします。.
Q5: 窒化ホウ素ペーストは黒鉛るつぼに使用できますか?
はい、これは最も一般的で効果的な用途の一つです。アルミニウム溶解前に黒鉛るつぼに塗布されるBNペーストは、溶融アルミニウムが黒鉛の細孔に浸透するのを防ぎ、金属頭蓋骨の付着を低減し、るつぼの耐用年数を大幅に延ばします。予熱されたるつぼに薄く複数回塗布することで、最良の結果が得られる。BNコーティングはまた、低炭素含有量が指定されているアルミニウム溶湯のカーボンピックアップを低減します。.
Q6:窒化ホウ素ペーストと窒化ホウ素スプレーの違いは何ですか?
窒化ホウ素スプレーは、同じ基材(hBN粒子)を使用していますが、粘度が非常に低く、エアロゾルで供給される製剤です。スプレーは、広い面積や手の届きにくい表面をコーティングするのに便利ですが、通常、刷毛で塗布するペーストよりもコーティングが薄くなり、単位面積当たりのコーティングコストが高くなります。ペーストタイプは、塗膜を厚く塗布でき、隙間を埋めやすいため、塗膜の厚みと耐久性が重要な取鍋やるつぼのコーティングに適しています。.
Q7: 窒化ホウ素ペーストは、特別な保護具なしで使用しても安全ですか?
標準的な工業用窒化ホウ素ペーストの健康プロファイルは比較的穏やかで、BNは発がん性物質として分類されておらず、一般に刺激性はない。しかし、スプレー塗布中にBN微粉末を吸入する場合は呼吸保護具(最低P2防塵マスク)が必要であり、一部の溶剤ベースの製剤では有機溶剤蒸気への暴露を管理するために換気が必要です。使用前には必ず製品別安全データシートを参照し、メーカーが推奨するPPEに従ってください。.
Q8: 窒化ホウ素ペーストは真空炉で使用できますか?
はい、窒化ホウ素ペーストは真空炉の用途に適した離型剤コーティングのひとつです。真空中では、窒化ホウ素は酸化の心配がなく、非常に高い温度まで熱的に安定しています。真空焼結炉、真空ろう付け炉、真空熱処理装置の黒鉛固定具、セッタープレート、支持構造のコーティングに使用されます。ペーストの配合に使用される特定のバインダーシステムが真空条件に適合することを確認してください。.
Q9:窒化ホウ素ペーストは、アルミ鋳造用の黒鉛塗料と比べてどうですか?
グラファイト塗料は、低温では効果的な潤滑剤および離型剤ですが、アルミニウムの使用には重大な制限があります。大気中では400℃~500℃を超えると燃焼し、導電性(一部の用途では問題)であり、アルミニウム融液に炭素汚染をもたらし、合金化学に影響を及ぼす可能性があります。窒化ホウ素ペーストは、これら3つの制限をすべて回避できるため、使用温度がグラファイトの空気安定性の範囲を超える場合や、溶融物の清浄度が優先される場合に、好ましい選択肢となります。黒鉛塗料の主な利点は、コストが大幅に低いことです。.
Q10:窒化ホウ素ペーストはどこで購入でき、調達エンジニアはサプライヤーを選ぶ際に何を見るべきですか?
窒化ホウ素ペーストは、工業用セラミック専門業者、耐火物製品販売業者、化学専門業者から入手できる。サプライヤーの主な評価基準には以下が含まれます:BN粒子の純度と粒度分布の仕様(分析証明書の提出を求める)、製造バッチ間のBN含有量の一貫性、温度における性能測定データを記載した技術データシートの入手可能性、アプリケーションサポートの提供意思、および関連業界標準の準拠文書。アルミニウム鋳造のアプリケーション向けに、アドテックは、アルミニウム鋳造製造環境での性能データを文書化した、溶融アルミニウム接触サービス用に特別に調合された適格な窒化ホウ素ペースト製品を供給しています。.
結論窒化ホウ素ペーストを特定の用途に合わせる
窒化ホウ素ペーストは、高温工業処理に使用できる最も技術的に汎用性の高い保護コーティング材料の一つです。熱安定性、溶融金属やガラスに対する化学的不活性、潤滑能力、電気絶縁性などのユニークな組み合わせにより、他のどの材料も同等の性能を提供しない一連の用途において、かけがえのないものとなっています。.
テクニカル分析から得られた重要な実用的結論
- アルミニウム鋳造用途:BNペーストは、取鍋、るつぼ、ランダー、および精密金型表面の最適な離型剤および保護コーティングです。.
- 大気中の温度限界900℃を超える酸化性雰囲気では、再塗布または代替保護具を使用する。.
- 建設タイプの問題BN含有量だけでなく、基材や塗布方法に応じて粘度やキャリア媒体を選択する。.
- 不活性雰囲気アプリケーション:BNペーストは、酸化から保護された場合、純粋に1000℃以上で優れた性能を発揮する。.
- コストの妥当性グラファイトコーティングやケイ酸カルシウムコーティングと比較して高い単価は、工具寿命の延長、不合格品の減少、重要な用途でのメンテナンス労力の削減によって常に正当化されます。.
適切なグレードを指定し、それを正しく適用することで、窒化ホウ素ペーストは高価な消耗品から、本物の生産性と品質への投資に変わります。.
