A desgasificador rotativo, cuando se diseña y opera correctamente, ofrece el método más fiable y repetible para eliminar el hidrógeno disuelto y las pequeñas inclusiones no metálicas de las aleaciones de aluminio fundido; produce burbujas de gas inerte muy finas que capturan los gases y los hacen flotar fuera de la masa fundida al tiempo que proporciona una fuerte agitación de la masa fundida para la homogeneización, y a menudo puede realizar la inyección de fundente sin utilizar sales a base de cloro.
1. ¿Qué es una unidad de desgasificación rotativa?
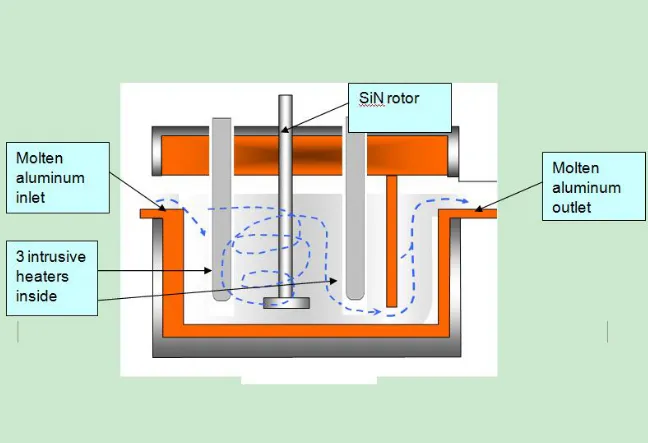
Una unidad de desgasificación rotativa es un sistema industrial de tratamiento de la masa fundida que inyecta un gas inerte a través de un impulsor giratorio sumergido en aluminio fundido o aleaciones de aluminio. El rotor rotativo rompe el gas entrante en una nube de burbujas muy pequeñas que enriquecen el hidrógeno disuelto y hacen flotar el óxido o las inclusiones no metálicas a la superficie. Este método se utiliza habitualmente en operaciones de fusión, mantenimiento y transferencia antes del vertido o la fundición.

Desgasificación de aluminio mediante desgasificador rotativo en línea
2. Por qué es importante la desgasificación en las piezas moldeadas de aluminio
El hidrógeno disuelto en el aluminio líquido forma porosidad gaseosa durante la solidificación. La porosidad reduce las propiedades mecánicas, como la resistencia a la tracción y el alargamiento, provoca fugas en las piezas de fundición a presión y aumenta los índices de desecho. Las inclusiones no metálicas y la heterogeneidad de la masa fundida provocan defectos superficiales, reducen la vida a la fatiga y dan un aspecto irregular al producto. Un tratamiento eficaz de la masa fundida reduce las tasas de rechazo, mejora el rendimiento del procesamiento posterior y puede permitir tolerancias de fundición de mayor valor, lo que en conjunto justifica la inversión en equipos de tratamiento. Las fuentes del sector y los estudios de casos demuestran sistemáticamente que la desgasificación rotativa controlada con gas inerte reduce la porosidad y mejora la calidad del producto de forma más eficaz que muchos métodos sencillos con fundente o lanza para aleaciones de fundición comunes.
3. Principio fundamental de funcionamiento
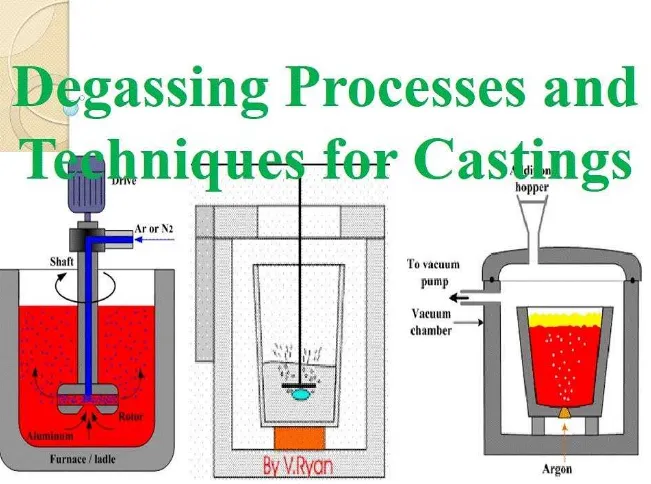
La desgasificación rotativa se basa en tres fenómenos relacionados entre sí:
-
dispersión gaseosa: un gas inerte como el nitrógeno, el argón o una mezcla de gases se introduce por un eje hueco hasta un rotor sumergido; el rotor fragmenta el gas en microburbujas de gran superficie;
-
transferencia de masa: el hidrógeno disuelto se difunde en las microburbujas debido al gradiente de concentración;
-
flotación y coalescencia: las burbujas crecen absorbiendo hidrógeno y transportan flotantemente hidrógeno y pequeñas inclusiones hacia la superficie de la fusión, donde se rompen y se eliminan.
El rotor también favorece la agitación de la masa fundida, lo que ayuda a homogeneizar la temperatura y los elementos de aleación, y acelera los índices de transferencia de masa en comparación con el lanceado estático. La geometría y la velocidad del rotor determinan la distribución del tamaño de las burbujas, que es el control clave de la eficacia de la desgasificación.
4. Componentes principales y subsistemas opcionales
A continuación encontrará una lista de comprobación concisa de los componentes y una breve descripción.
| Componente | Papel |
|---|---|
| Unidad motriz (motor / caja de cambios) | Gira el eje y el rotor, puede ser de velocidad variable para el control del proceso |
| Eje sumergido y rotor (rodete) | Genera burbujas y proporciona agitación |
| Suministro de gas y regulador | Suministra argón, nitrógeno o mezclas a caudal y presión controlados |
| Eje hueco o paso de gas | Suministra gas a la punta del rotor |
| Bastidor de montaje y elevación/inclinación | Permite una inserción y extracción seguras; admite el funcionamiento en horno o en cuchara |
| Panel de control con PLC | Gestiona la velocidad, el flujo de gas, el tiempo de tratamiento, las alarmas |
| Módulo de inyección de fundente (opcional) | Permite la dosificación de fundente asistida por gas portador cuando es necesario |
| Sensores: temperatura de fusión, flujo de gas, par de torsión | Para validación de procesos y enclavamientos de seguridad |
| Protectores antisalpicaduras y capó | Recoge la espuma del flujo y limita la oxidación |
| Captación de humos (cuando sea necesario) | Captura de humos para el cumplimiento de la normativa medioambiental |
(Consulte los folletos del fabricante para conocer las variantes completas del sistema, incluidas las instalaciones móviles y fijas).
5. Parámetros típicos del proceso y cómo afecta cada uno de ellos al rendimiento
Los operadores ajustan estas variables para alcanzar la concentración de hidrógeno y el nivel de inclusión deseados:
| Parámetro | Gama típica (industria) | Efecto sobre el rendimiento de la desgasificación |
|---|---|---|
| Tipo de gas | Nitrógeno o argón, pureza ≥ 99,99% | El argón es ligeramente más eficaz pero más costoso; el nitrógeno es habitual en operaciones sensibles al precio |
| Caudal de gas | De 5 a 80 NL/min en unidades pequeñas, hasta varios cientos de NL/min en estaciones grandes | Un mayor caudal aumenta el rendimiento de las burbujas, pero un caudal demasiado alto produce burbujas más gruesas y salpicaduras |
| Velocidad del rotor | De 200 a 2.000 rpm según el diseño del rotor | Unas rpm más altas tienden a generar burbujas más pequeñas, un mayor cizallamiento y una transferencia de masa más rápida hasta un óptimo |
| Duración del tratamiento | De 1 a 10 minutos por lote; en los sistemas en línea, de segundos a minutos | Un tiempo más largo reduce el hidrógeno pero disminuye el rendimiento; los beneficios disminuyen una vez alcanzado el objetivo |
| Profundidad de inmersión | 50 a 300 mm desde la punta del rotor hasta la superficie libre, según el recipiente | Una inmersión más profunda mejora el tiempo de residencia de la burbuja, pero aumenta el par y las necesidades de potencia |
| Ángulo de inclinación/oscilación | De 0 a 45 grados para algunos rotores | Proporciona mejores patrones de barrido y limpieza de superficies en determinadas geometrías de cuchara. |
Estas gamas son ilustrativas. Cada fundición debe desarrollar una ventana de proceso para aleaciones específicas y geometría del recipiente mediante pruebas y análisis de la masa fundida. Los proveedores ofrecen soluciones de control de procesos que calculan los parámetros óptimos en función del peso de la masa fundida y los niveles iniciales de gas.
6. Elección del diseño del rotor y del eje
La geometría del rotor y los materiales del eje son fundamentales para la vida útil, la eficacia y la reactividad en la masa fundida.
Tipos de rotor habituales
-
Rotores de grafito: Muy utilizado porque el grafito se amolda a la forma, ofrece resistencia al choque térmico y una vida útil aceptable en muchas fusiones de aluminio. Pyrotek y otros proveedores ofrecen grafito tratado para reducir la oxidación.
-
Rotores de cerámica y nitruro de silicio: Mayor solidez y resistencia al desgaste; se utilizan a menudo cuando se requiere una vida útil más larga o estabilidad a temperaturas más altas. Los fabricantes ofrecen rotores de serie cerámica para entornos de producción agresivos.
-
Rotores metálicos con revestimientos protectores: se utilizan en aplicaciones específicas en las que se requiere robustez mecánica, pero exigen una selección cuidadosa para evitar la contaminación de la aleación.
Opciones de eje
-
Ejes huecos de grafito o cerámica para el paso del gas son comunes; algunos sistemas utilizan acero inoxidable o aleaciones especiales con conductos de gas internos y sellado. El sellado del eje y el diseño de la expansión térmica determinan la vida útil.
La selección del rotor equilibra el coste, la vida útil, el impacto en la química de la masa fundida y el rendimiento de la formación de burbujas. Los fabricantes modernos suministran familias de rotores adaptadas al tamaño de burbuja objetivo y a grupos de aleaciones específicos.

7. Control de procesos, sensores y automatización
Una estación de desgasificación rotativa moderna suele incluir un sistema de control que puede proporcionar:
-
recetas de tratamiento programables por aleación y peso de fusión;
-
Control en bucle cerrado en el que el hidrógeno fundido medido (mediante una sonda en línea o un muestreo periódico) u otros indicadores ajustan el tiempo de tratamiento, el caudal de gas y la velocidad del rotor;
-
control del par para detectar el desgaste del rotor o el atascamiento del eje;
-
enclavamientos de seguridad por temperatura, presión de gas y estado del accionamiento.
Los proveedores ofrecen módulos avanzados de optimización de procesos que calculan el tratamiento necesario en función del peso de la masa fundida, los niveles de hidrógeno inicial y objetivo y la geometría del recipiente. Estas herramientas mejoran la repetibilidad y reducen la dependencia del operario. SMARTT y otros controladores de procesos similares son ejemplos de ofertas de proveedores que analizan variables y proponen puntos de ajuste óptimos.
8. Comparación con métodos alternativos de desgasificación
Esta sección ofrece una comparación directa de la desgasificación rotativa con otros métodos habituales.
| Método | Cómo funciona | Puntos fuertes típicos | Limitaciones típicas |
|---|---|---|---|
| Desgasificación rotativa por gas inerte | El gas inerte dispersado por un rotor crea microburbujas que desprenden hidrógeno | Alta eliminación de hidrógeno; buena homogeneización; tratamiento rápido | Requiere mantenimiento del rotor; el coste de capital es superior al de la lanza o el flujo solamente |
| Desgasificación de flujos (flujos de pila en superficie) | Se añade fundente granular a la superficie para que reaccione con las inclusiones y favorezca la flotación | Bajo coste de capital; sencillo | Menos eficaz para la eliminación profunda de hidrógeno; utiliza consumibles de fundente; posibilidad de uso de cloruro/flúor. |
| Inyección de flujo (inyección rotativa de flujo) | Partículas fundentes transportadas por gas inerte y dispersadas por el rotor | Combina la desgasificación con la acción del fundente; eliminación eficaz de las inclusiones | Manejo de fundentes y gestión de escorias |
| Desgasificación de lanzas | Gas introducido a través de una lanza o tubo que no gira | Bajo coste, sencillo | Mayor tamaño de burbuja, transferencia de masa más lenta, eliminación de hidrógeno menos eficaz |
| Desgasificación al vacío | La presión reducida aumenta la desorción de hidrógeno | Muy eficaz para el hidrógeno en algunos procesos | Mayor coste de capital; complejidad; no siempre es práctico para todas las fundiciones. |
El consenso general de la industria señala que la desgasificación rotativa con gas inerte ofrece la mejor relación entre velocidad de eliminación de hidrógeno y flexibilidad operativa para muchas operaciones de fundición de aluminio, mientras que la inyección de fundente añade un mayor control de la inclusión. Los sistemas que combinan la desgasificación rotativa con la inyección de fundente se utilizan cuando tanto el control del hidrógeno como el de las inclusiones son críticos.
9. Instalación, mantenimiento y consideraciones de seguridad
Instalación
-
Asegúrese de que el sistema de montaje y el polipasto pueden soportar con seguridad la inserción y extracción del rotor y las cargas dinámicas durante el funcionamiento.
-
Coloque el armario eléctrico y las baterías de bombonas de gas de acuerdo con la normativa local.
-
Considerar la extracción o captura de humos cerca de la superficie de fusión para controlar el flujo y los humos de óxido.
Mantenimiento
-
La inspección periódica de la geometría del rotor y de las juntas del eje evita fallos repentinos. Las piezas de grafito se oxidan lentamente y necesitan una sustitución programada.
-
Supervise los conductos de suministro de gas y las secuencias de purga para evitar la entrada de aire.
-
Mantenga en stock rotores de repuesto y piezas de desgaste comunes para minimizar el tiempo de inactividad.
Seguridad
-
Siga siempre los protocolos de manipulación de metales calientes, incluidos los EPI para los operarios.
-
Bloquee el suministro de gas para que el accionamiento no pueda funcionar sin flujo de gas cuando sea necesario.
-
Impartir formación para la inserción y extracción con procedimientos seguros y controlados.
-
La normativa puede exigir controles ambientales para la captura de flujos y humos.
La documentación del proveedor y los códigos de seguridad locales deben seguirse al pie de la letra. Los sistemas llave en mano modernos incluyen muchas salvaguardas recomendadas y funciones de alarma que protegen a los operarios y la integridad de la fusión.
10. Resolución de problemas y métricas de rendimiento
Métricas típicas a controlar
-
Nivel de hidrógeno fundido antes y después del tratamiento (ppm)
-
Tiempo de tratamiento por lote y reducción de ppm por minuto
-
Firmas de par y vibración del rotor
-
Tasa de rechazo y tipos de defectos tras el tratamiento
Problemas comunes y soluciones
-
Reducción de hidrógeno insuficiente: Posibles causas: burbujas demasiado gruesas, tiempo de tratamiento insuficiente, tipo de gas incorrecto o turbulencia excesiva de la masa fundida. Acciones: aumentar las revoluciones del rotor si el diseño lo permite, optimizar la profundidad de inmersión, comprobar la pureza y el flujo del gas o probar una geometría de rotor alternativa.
-
Salpicaduras o vórtices excesivos: a menudo el resultado de un flujo de gas demasiado alto o rotor cerca de la superficie. Reduzca el flujo de gas; aumente la profundidad de inmersión; verifique la alineación del rotor.
-
Corta vida del rotor: debido a inclusiones abrasivas o a una mala elección del material del rotor. Considere la posibilidad de utilizar rotores cerámicos o de grafito tratado; inspeccione la química de la masa fundida y reduzca los contaminantes.
-
Resultados incoherentes entre turnos: comúnmente de procedimiento: aplicar recetas, formación de operarios y automatización para la repetibilidad.
La medición rutinaria del hidrógeno de fusión y la correlación de las métricas con la calidad de la colada es la forma probada de validar los ajustes del proceso.
11. Cómo elegir la solución de desgasificación rotativa adecuada
Adapte los equipos a su perfil operativo teniendo en cuenta:
-
Tamaño del lote y rendimiento: Las pequeñas unidades portátiles son adecuadas para talleres de crisoles; las estaciones fijas o los rotores en línea son mejores para plantas continuas o de alto rendimiento.
-
Gama de aleaciones: Ciertas aleaciones son más sensibles a las inclusiones de hidrógeno u óxido; asegúrese de la experiencia del proveedor con su familia de aleaciones.
-
Grado de automatización deseado: El control de recetas y las sondas de hidrógeno reducen la variabilidad del operario.
-
Preferencias consumibles: si minimizar el uso de fundente es una prioridad, se aconseja un desgasificador que admita un tratamiento de gas inerte de alta eficiencia.
-
Red de servicio y piezas de repuesto: elija un proveedor con asistencia local y opciones de sustitución del rotor.
Los proveedores proporcionan calculadoras de configuración y a menudo realizan pruebas de proceso para recomendar una configuración óptima.
12. Consideraciones medioambientales y reglamentarias
-
Los materiales fundentes y las escorias superficiales pueden requerir su captura y eliminación adecuada conforme a las normas locales sobre residuos peligrosos.
-
El uso del gas y el almacenamiento de las bombonas deben cumplir los códigos de seguridad del gas comprimido.
-
La extracción de humos reduce la exposición a partículas respirables y humos de fundente. Muchos proveedores ofrecen cerramientos y opciones de extracción para cumplir las normas locales de seguridad y medio ambiente en el lugar de trabajo.
13. Factores de coste y rendimiento de la inversión
Costes de capital, consumibles y funcionamiento a tener en cuenta:
-
coste de capital de la unidad y de la instalación;
-
vida útil de sustitución del rotor y del eje;
-
consumo de gas inerte;
-
consumo de fundente si se utiliza la inyección de fundente;
-
Ahorro gracias a la reducción de desechos, reprocesamientos y mayor aceptación de la calidad del producto.
Un modelo típico de retorno de la inversión incluye la medición del porcentaje de reducción de defectos, la mejora del rendimiento y los ingresos incrementales procedentes de piezas de mayor valor. Muchas fundiciones recuperan el coste de los equipos en meses o unos pocos años, en función de la línea de base de defectos y del valor de la producción. Los estudios de casos de los proveedores ofrecen ejemplos reales de cálculos parametrizados del ROI.
14. Consejos prácticos para ejecutar un programa de desgasificación
-
Registro y tendencia de los valores de hidrógeno fundido y correlación con los resultados de la fundición.
-
Comience con las recetas recomendadas por el proveedor y, a continuación, realice experimentos de diseño para perfeccionar los ajustes de su recipiente y aleación.
-
Programe las inspecciones de los rotores y los intervalos de sustitución en función de las tendencias de par y no sólo del calendario.
-
Forme a varios operarios y bloquee las recetas en el PLC para mantener la coherencia.
-
Cuando sea necesario el flujo, prefiera la inyección de flujo basada en gas portador para mejorar la dispersión y reducir las pérdidas de flujo superficial.
15. Tablas de consulta rápida
Tabla A. Ventana de parámetros típica para la desgasificación rotativa en fundición de aluminio
| Parámetro | Tienda pequeña (40-1500 lb) | Mediana/grande (1-5 toneladas) |
|---|---|---|
| Gas | Nitrógeno o argón | Nitrógeno, argón o mezclas |
| Flujo | 5-50 NL/min | 50-500 NL/min |
| Velocidad del rotor | 300-1.200 rpm | 200-1.800 rpm |
| Profundidad de inmersión | 50-150 mm | 100-300 mm |
| Duración del tratamiento | 1-5 min | 2-10 min |
Tabla B. Resumen rápido de pros y contras
| Opción | Pros | Contras |
|---|---|---|
| Desgasificador rotativo inerte | Eliminación rápida de hidrógeno; homogeneización; inyección de flujo opcional | Mayor capital y mantenimiento que las lanzas simples |
| Desgasificación de lanzas | Bajo coste; sencillo | Menor eficacia; burbujas más grandes |
| Flujo superficial | Muy bajo capex | Menos eficaz para el hidrógeno; manipulación de consumibles y escoria |
Desgasificación rotativa y calidad de la masa fundida FAQ
1. ¿Qué gas es mejor para la desgasificación rotativa: nitrógeno o argón?
2. ¿Puede la desgasificación rotativa eliminar las inclusiones además del hidrógeno?
3. ¿Con qué frecuencia debo sustituir los rotores de grafito?
4. ¿Sigue siendo necesario el fundente si utilizo un desgasificador rotativo?
5. ¿Puede utilizarse la desgasificación rotativa en aleaciones con elementos reactivos?
6. ¿Cómo sé cuándo se ha completado el proceso de desgasificación?
7. ¿Qué hay que hacer con los humos y la espuma superficial?
8. ¿Es adecuada una unidad rotativa portátil para una fundición pequeña?
9. ¿Cuáles son las causas típicas de un rendimiento de desgasificación incoherente?
Las variables más comunes son:
- Variaciones en la pureza del gas (humedad en el conducto de gas).
- Rotor desgastado o incorrecto profundidad de inmersión.
- Cambios en la temperatura de fusión o en la geometría del recipiente.
- Recetas de proceso mal definidas o anuladas manualmente.
10. ¿Ofrecen los proveedores apoyo para la validación de procesos?
Los proveedores de renombre como AdTech ofrecen soporte de ingeniería de aplicaciones. Esto incluye ensayos in situ y sistemas de control avanzados que ayudan a las fundiciones a establecer y validar recetas de tratamiento adaptadas a sus aleaciones y especificaciones de fundición concretas.
Recomendaciones finales de aplicación
-
Empiece con un programa piloto: instale una sola unidad rotativa, defina protocolos de medición para el hidrógeno y realice un seguimiento de los índices de defectos antes y después.
-
Trabaje con proveedores experimentados en su familia de aleaciones y escala de producción; solicite una prueba de validación del proceso.
-
Invierta en un sistema de control y capacidad de medición; la repetibilidad es el factor más importante para obtener un rendimiento de la inversión.
-
Mantener un programa de repuestos para rotores y piezas de desgaste comunes; planificar el tiempo de inactividad por mantenimiento en la programación de la producción.
